Theoretical and Computational Analysis on the Melt Flow Behavior of Polylactic Acid in Material Extrusion Additive Manufacturing under Vibration Field


Abstract
:1. Introduction
2. The DMMFB
- The melt flow is laminar, Re (Reynolds number) < 5.
- The temperature is constant inside the whole liquefier.
- The melt is incompressible.
- The effect of gravity force is negligible.
- There is no external force, like magnetic, etc.
- The velocity near the wall surface is zero, and it does not change in the neutral direction.
- No flow occurs in the direction.
3. FEA
4. Results and Discussion
4.1. Effect of Vibration on the Pressure Drop
4.1.1. 0.25 g Vibration at Different Frequency
4.1.2. 0.3 g Vibration at Different Frequency
4.1.3. 0.35 g Vibration at Different Frequency
4.1.4. Effect of Different Vibration Amplitude
4.2. Effect of Vibration on the Shear Stress
4.2.1. 0.25 g Vibration at Different Frequency
4.2.2. 0.3 g Vibration at Different Frequency
4.2.3. 0.35 g Vibration at Different Frequency
4.2.4. Effect of Different Vibration Amplitude
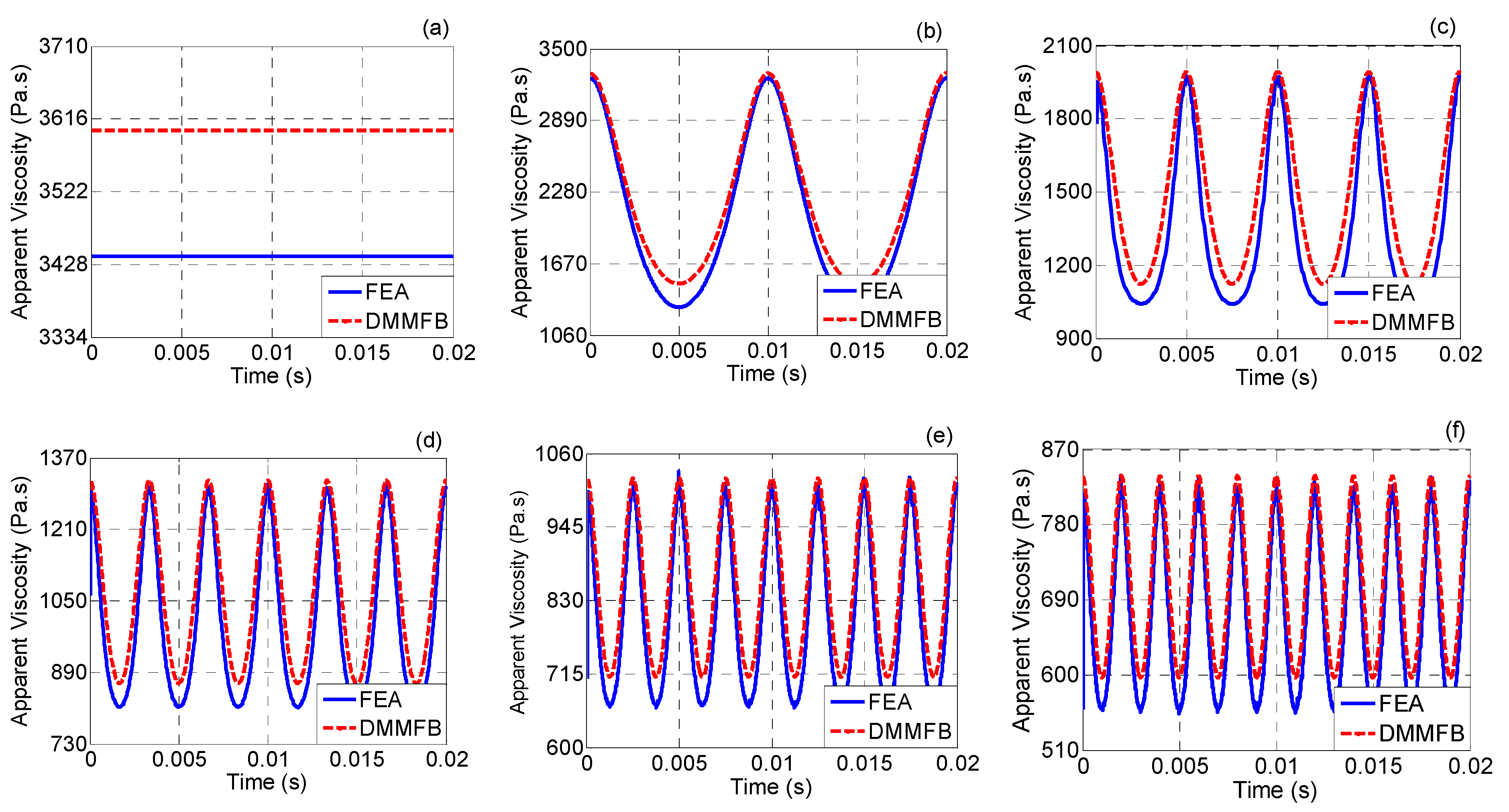
4.3. Effect of Vibration on the Apparent Viscosity
4.3.1. 0.25 g Vibration at Different Frequency
4.3.2. 0.3 g Vibration at Different Frequency
4.3.3. 0.35 g Vibration at Different Frequency
4.3.4. Effect of Different Vibration Amplitude
5. Conclusions
- (1)
- The time-domain pressure drop, shear stress and apparent viscosity inside the extrusion liquefier change periodically when vibration is applied.
- (2)
- With vibration applied on the liquefier, the pressure drop, shear stress and apparent viscosity decrease significantly, and they will further decrease with the increase of frequency or amplitude of the applied vibration.
- (3)
- The DMMFB results of MFB are in good agreement with those obtained by FEA both in value and trend.
- (4)
- When vibration is applied, the MFB within ME will be reduced, which helps enhance the continuity and uniformity of the extrudate, and thus improves the forming quality of ME products.
- (5)
- This research provides a theoretical tool for MFB process monitoring within ME and gives technical reference for fabrication improvement of similar manufacturing processes in industry.
Author Contributions
Funding
Conflicts of Interest
Appendix A
References
- Griffiths, C.A.; Howarth, J.; De Almeida-Rowbotham, G.; Rees, A. A design of experiments approach to optimise tensile and notched bending properties of fused deposition modelling parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1502–1512. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos. Part B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the mechanical properties of FFF structures and materials: A review on the experimental, computational and theoretical approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef] [Green Version]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef] [Green Version]
- McIlroy, C.; Olmsted, P.D. Deformation of an amorphous polymer during the fused-filament-fabrication method for additive manufacturing. J. Rheol. 2017, 61, 379–397. [Google Scholar] [CrossRef] [Green Version]
- McIlroy, C.; Graham, R. Modelling flow-enhanced crystallisation during fused filament fabrication of semi-crystalline polymer melts. Addit. Manuf. 2018, 24, 323–340. [Google Scholar] [CrossRef]
- Liu, G.; Li, H. Extrusion of ultrahigh molecular weight polyethylene under ultrasonic vibration field. J. Appl. Polym. Sci. 2003, 89, 2628–2632. [Google Scholar] [CrossRef]
- D’Amico, A.; Peterson, A.M. An adaptable FEA simulation of material extrusion additive manufacturing heat transfer in 3D. Addit. Manuf. 2018, 21, 422–430. [Google Scholar] [CrossRef]
- Ramanath, H.S.; Chua, C.K.; Leong, K.F.; Shah, K.D. Melt flow behaviour of poly-epsilon-caprolactone in fused deposition modelling. J. Mater. Sci. Mater. Med. 2008, 19, 2541–2550. [Google Scholar] [CrossRef]
- Ramanath, H.; Chandrasekaran, M.; Chua, C.K.; Leong, K.F.; Shah, K.D. Modelling of extrusion behaviour of biopolymer and composites in fused deposition modelling. Key Eng. Mater. 2007, 334, 1241–1244. [Google Scholar] [CrossRef]
- Peng, F.; Vogt, B.D.; Cakmak, M. Complex flow and temperature history during melt extrusion in material extrusion additive manufacturing. Addit. Manuf. 2018, 22, 197–206. [Google Scholar] [CrossRef]
- Pandey, A.; Pradhan, S.K. Investigations into complete liquefier dynamics and optimization of process parameters for fused deposition modeling. Mater. Today Proc. 2018, 5, 12940–12955. [Google Scholar] [CrossRef]
- Stewart, S.R.; Wentz, J.E.; Allison, J.T. Experimental and computational fluid dynamic analysis of melt flow behavior in fused deposition modelling of poly (lactic) acid. In Proceedings of the ASME 2015 International Mechanical Engineering Congress and Exposition, American Society of Mechanical Engineers Digital Collection, Houston, TX, USA, 13–19 November 2016; Volume 2A. [Google Scholar]
- Zhang, X.; Chen, L.; Kowalski, C.; Mulholland, T.; Osswald, T.A. Nozzle flow behavior of aluminum/polycarbonate composites in the material extrusion printing process. J. Appl. Polym. Sci. 2019, 136, 47252. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. In-line rheological monitoring of fused deposition modeling. J. Rheol. 2019, 63, 141–155. [Google Scholar] [CrossRef]
- Mackay, M.E. The importance of rheological behavior in the additive manufacturing technique material extrusion. J. Rheol. 2018, 62, 1549–1561. [Google Scholar] [CrossRef]
- Liu, Y. The formula for apparent viscosity of polymer melt extruding through a capillary under a superimposed vibration. Polym. Plast. Technol. Eng. 2005, 44, 1645–1656. [Google Scholar] [CrossRef]
- Liu, Y.; Li, X.; Huang, Y. Characterization theory and technique for polymer melt under the superimposed vibration. In Proceedings of the AIP Conference Proceedings, Monterey, CA, USA, 3–8 August 2008; American Institute of Physics, 2008; Volume 1027, pp. 1192–1194. [Google Scholar]
- Liu, Y.; Qu, J.; Cao, X. Mathematical model of shear rate of polymer melt dynamic extruding through capillary. J. Appl. Polym. Sci. 2005, 95, 1056–1061. [Google Scholar] [CrossRef]
- Ellenberger, J.; Krishna, R. Flow enhancement of shear-thinning liquids in capillaries subjected to longitudinal vibrations. Chem. Ing. Tech. 2017, 89, 1360–1366. [Google Scholar] [CrossRef]
- Jiang, S.; Siyajeu, Y.; Shi, Y.; Zhu, S.; Li, H. Improving the forming quality of fused filament fabrication parts by applied vibration. Rapid Prototyp. J. 2020, 26, 202–212. [Google Scholar] [CrossRef]
- Jiang, S.; Siyajeu, Y.; Shi, Y.; Sun, N.; Zhao, C. Experimental investigation on the effect of utilizing vibration on the dynamic property of FDM plates. J. Vib. Shock 2019, 38, 1–6. [Google Scholar]
- Schwach, E.; Averous, L. Starch-based biodegradable blends: Morphology and interface properties. Polym. Int. 2004, 53, 2115–2124. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Nikzad, M.; Azadmanjiri, J. Effect of process parameters on dynamic mechanical performance of FDM PC/ABS printed parts through design of experiment. J. Mater. Eng. Perform. 2016, 25, 2922–2935. [Google Scholar] [CrossRef]
- Yan, Z.; Shen, K.Z.; Zhang, J.; Chen, L.M.; Zhou, C. Effect of vibration on rheology of polymer melt. J. Appl. Polym. Sci. 2002, 85, 1587–1592. [Google Scholar] [CrossRef]
- He, G.J.; Yin, X.C.; Qu, J.P. The dynamic apparent viscosity of polymer melts during pulsatile extrusion flow with vibration force field: Theory and experiment. Int. Polym. Process. 2008, 23, 2–7. [Google Scholar] [CrossRef]
- Bellini, A.; Guceri, S.; Bertoldi, M. Liquefier dynamics in fused deposition. J. Manuf. Sci. Eng. Trans. ASME 2004, 126, 237–246. [Google Scholar] [CrossRef]
- Haleem, A.; Kumar, V.; Kumar, L. Mathematical modelling & pressure drop analysis of fused deposition modelling feed wire. Int. J. Eng. Technol. 2017, 9, 2885–2894. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entrance Radius | Exit Radius | Upper End Length | Lower End Length | Exit Angle (rad) |
|---|---|---|---|---|
| 0.9 | 0.2 | 10 | 1 |
| Item | Value | Unit |
|---|---|---|
| Power law index | 0.232 | |
| Relaxation time | 1.1 | s |
| Density in molten state | 1073 | kg/m3 |
| Activation energy | 67.526 | kJ/mol |
| Material wire feed speed | 0.006 | m/s |
| Specific heat capacity | 1800 | J/kg·k |
| Thermal conductivity | 0.13 | W/m·K |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (MPa) | Drop (%) | FEA (MPa) | Drop (%) | |
| 0 (No vibration) | 16.1 | - | 15.7 | - |
| 100 | 13.7 | 14.9 | 13.3 | 15.3 |
| 200 | 11.7 | 27.3 | 11.4 | 27.4 |
| 300 | 10.3 | 36.0 | 10.0 | 36.3 |
| 400 | 9.4 | 41.6 | 9.1 | 42.0 |
| 500 | 8.5 | 47.2 | 8.3 | 47.1 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (MPa) | Drop (%) | FEA (MPa) | Drop (%) | |
| 0 (No vibration) | 16.1 | - | 15.7 | - |
| 100 | 11.9 | 26.1 | 11.6 | 26.1 |
| 200 | 10.0 | 37.9 | 9.8 | 37.6 |
| 300 | 9.0 | 44.1 | 8.8 | 44.0 |
| 400 | 8.3 | 48.4 | 8.1 | 48.4 |
| 500 | 7.7 | 52.2 | 7.5 | 52.2 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (MPa) | Drop (%) | FEA (MPa) | Drop (%) | |
| 0 (No vibration) | 16.1 | - | 15.7 | - |
| 100 | 10.9 | 32.3 | 10.7 | 31.8 |
| 200 | 9.5 | 41.0 | 9.2 | 41.4 |
| 300 | 8.3 | 48.4 | 8.2 | 47.8 |
| 400 | 7.6 | 52.8 | 7.5 | 52.2 |
| 500 | 6.9 | 57.1 | 6.8 | 56.7 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (MPa) | Drop (%) | FEA (MPa) | Drop (%) | |
| 0 (No vibration) | 0.89 | - | 0.88 | - |
| 100 | 0.75 | 15.7 | 0.74 | 15.9 |
| 200 | 0.63 | 29.2 | 0.62 | 29.5 |
| 300 | 0.52 | 41.6 | 0.51 | 42.0 |
| 400 | 0.44 | 50.6 | 0.43 | 51.1 |
| 500 | 0.38 | 57.3 | 0.37 | 58.0 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (MPa) | Drop (%) | FEA (MPa) | Drop (%) | |
| 0 (No vibration) | 0.89 | - | 0.88 | - |
| 100 | 0.59 | 33.7 | 0.58 | 34.1 |
| 200 | 0.51 | 42.7 | 0.50 | 43.2 |
| 300 | 0.44 | 50.6 | 0.43 | 51.1 |
| 400 | 0.39 | 56.2 | 0.37 | 58.0 |
| 500 | 0.35 | 60.7 | 0.34 | 61.4 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (MPa) | Drop (%) | FEA (MPa) | Drop (%) | |
| 0 (No vibration) | 0.89 | - | 0.88 | - |
| 100 | 0.55 | 38.2 | 0.54 | 38.6 |
| 200 | 0.48 | 46.1 | 0.46 | 47.7 |
| 300 | 0.40 | 55.1 | 0.39 | 55.7 |
| 400 | 0.35 | 60.7 | 0.34 | 61.4 |
| 500 | 0.31 | 65.2 | 0.30 | 65.9 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (Pa·s) | Drop (%) | FEA (Pa·s) | Drop (%) | |
| 0 (No vibration) | 3601 | - | 3438 | - |
| 100 | 2852 | 20.8 | 2673 | 22.3 |
| 200 | 2220 | 38.4 | 2061 | 40.1 |
| 300 | 1760 | 51.1 | 1619 | 52.9 |
| 400 | 1368 | 62.0 | 1302 | 62.1 |
| 500 | 1134 | 68.5 | 1090 | 68.3 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (Pa·s) | Drop (%) | FEA (Pa·s) | Drop (%) | |
| 0 (No vibration) | 3601 | - | 3438 | - |
| 100 | 2431 | 32.5 | 2241 | 34.8 |
| 200 | 1712 | 52.5 | 1578 | 54.1 |
| 300 | 1306 | 63.7 | 1216 | 64.6 |
| 400 | 1090 | 69.7 | 1015 | 70.5 |
| 500 | 962 | 73.3 | 895 | 74.0 |
| Frequency (Hz) | Effective Value | |||
|---|---|---|---|---|
| DMMFB (Pa·s) | Drop (%) | FEA (Pa·s) | Drop (%) | |
| 0 (No vibration) | 3601 | - | 3438 | - |
| 100 | 2088 | 42.0 | 1978 | 42.5 |
| 200 | 1460 | 59.5 | 1358 | 60.5 |
| 300 | 1050 | 70.8 | 993 | 71.1 |
| 400 | 831 | 76.9 | 788 | 77.1 |
| 500 | 697 | 80.6 | 662 | 80.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, S.; Chen, P.; Zhan, Y.; Zhao, C. Theoretical and Computational Analysis on the Melt Flow Behavior of Polylactic Acid in Material Extrusion Additive Manufacturing under Vibration Field. Appl. Sci. 2020, 10, 3801. https://doi.org/10.3390/app10113801
Jiang S, Chen P, Zhan Y, Zhao C. Theoretical and Computational Analysis on the Melt Flow Behavior of Polylactic Acid in Material Extrusion Additive Manufacturing under Vibration Field. Applied Sciences. 2020; 10(11):3801. https://doi.org/10.3390/app10113801
Chicago/Turabian StyleJiang, Shijie, Pifeng Chen, Yang Zhan, and Chunyu Zhao. 2020. "Theoretical and Computational Analysis on the Melt Flow Behavior of Polylactic Acid in Material Extrusion Additive Manufacturing under Vibration Field" Applied Sciences 10, no. 11: 3801. https://doi.org/10.3390/app10113801
APA StyleJiang, S., Chen, P., Zhan, Y., & Zhao, C. (2020). Theoretical and Computational Analysis on the Melt Flow Behavior of Polylactic Acid in Material Extrusion Additive Manufacturing under Vibration Field. Applied Sciences, 10(11), 3801. https://doi.org/10.3390/app10113801