Additive Manufacturing and Textiles—State-of-the-Art


Abstract
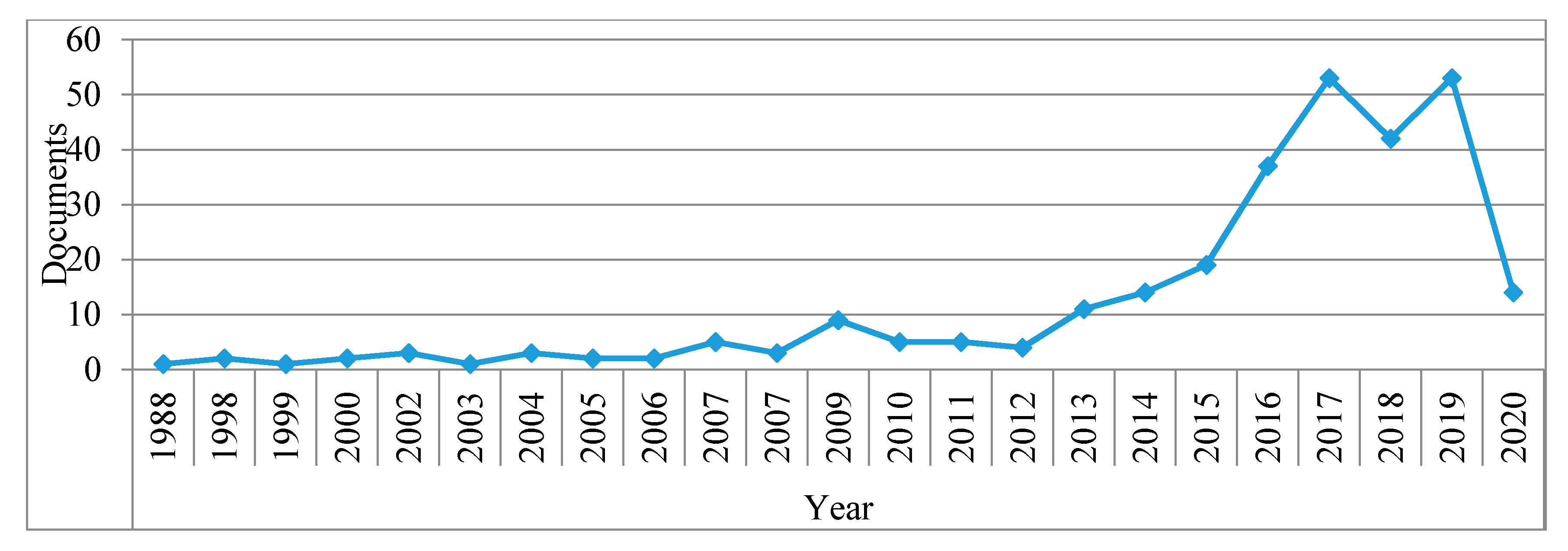
:1. Introduction
2. Preprocessing—Design of the Geometries for Additive Manufacturing
3. Materials Used for 3D Printing
- -
- Short fiber content materials—in this case very short fibers, for instance carbon fibers are mixed within the thermoplastic polymer. The company Markforged (www.markforged.com) provide for instance; Ony material, which consist of chopped carbon fiber reinforced with nylon, with flexural Strength 81 MPa, Onyx FR (flame resistant) which higher flame retardant [46]. These materials combine all advantages of the short fiber composites and the 3D printing—and allow production of complex 3D parts with better properties based on the reinforcement of the short fibers.
- -
- Continuous filaments—in such case a core with multifilament from glass, aramid or carbon is covered for instance by nylon. Provided again from Markforged with their 3D printers Mark One and Mark Two—such filaments require integrated scissors device close to the nozzle in order to be able to cut at the predicted places. These types of materials can provide significantly efficient part design because the filaments can be placed in the required directions and places and the remaining part can be printed with lower density pure polymer solution.
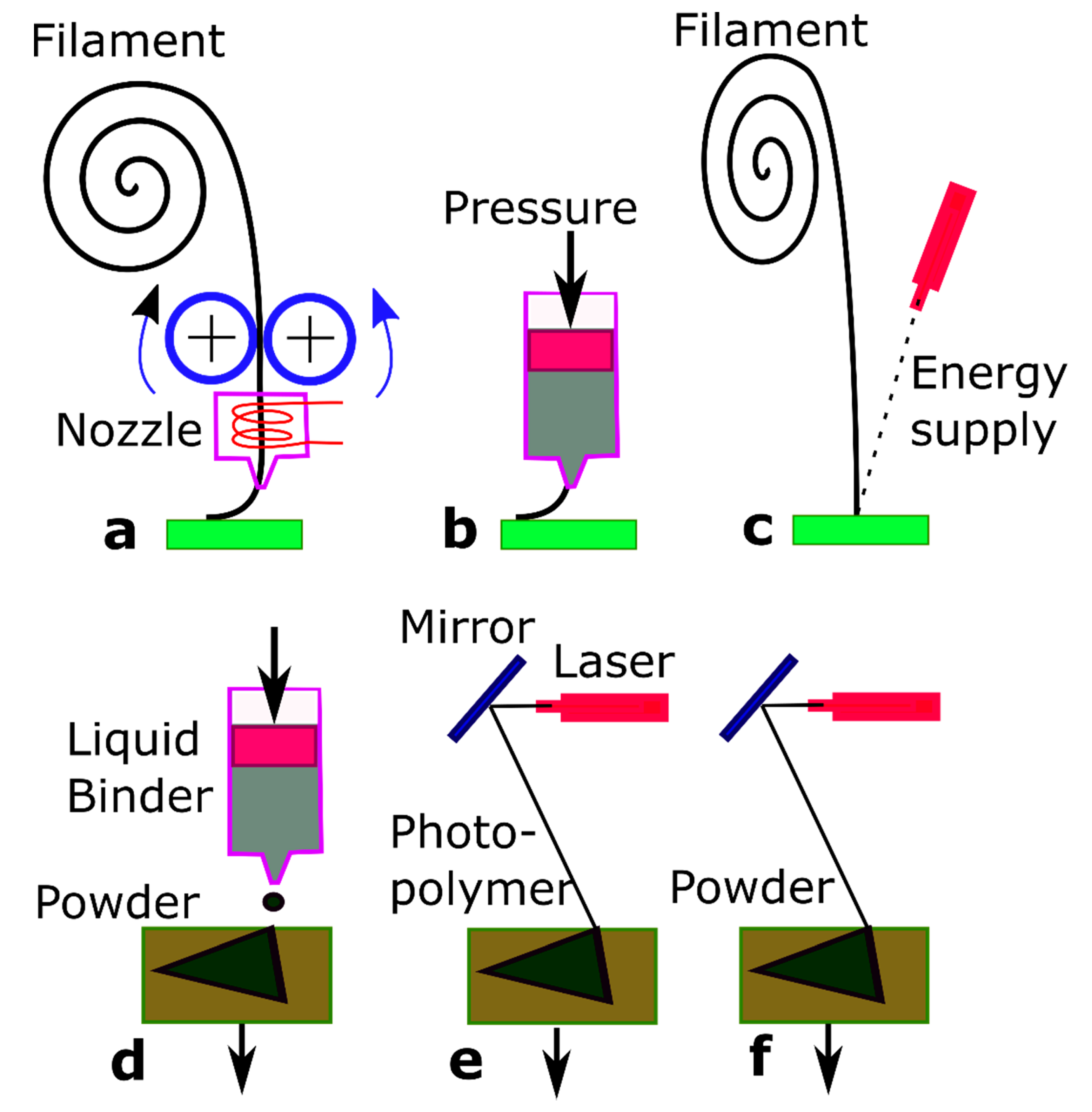
4. Production Methods
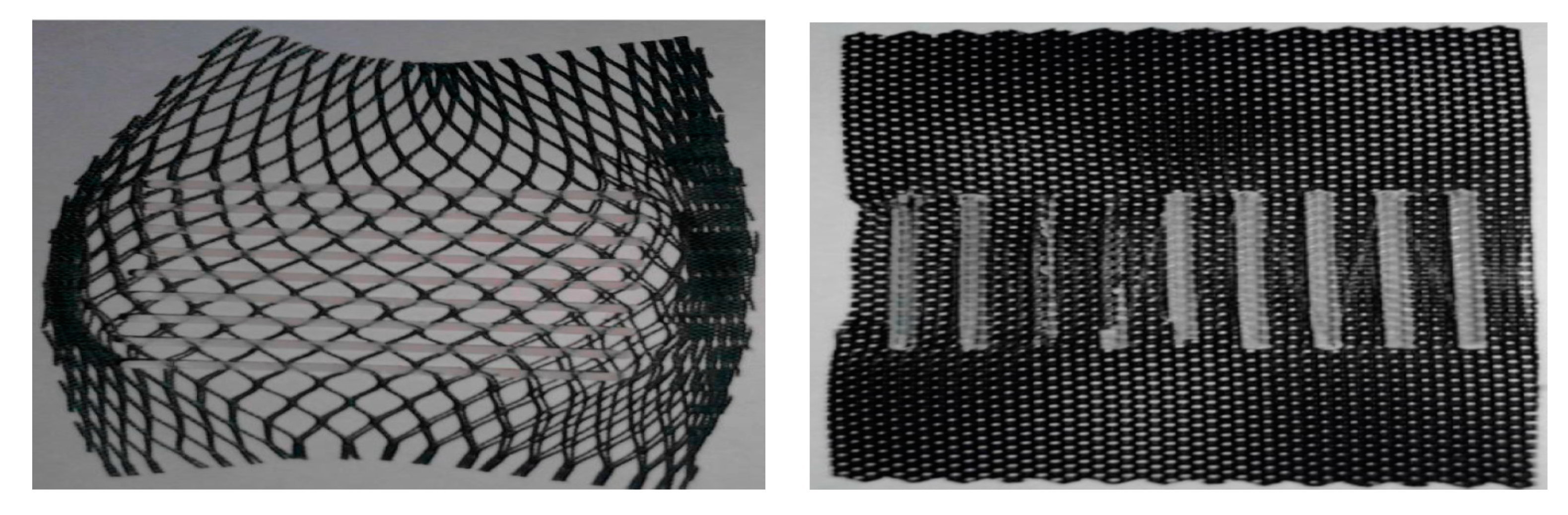
5. Printing on Textiles
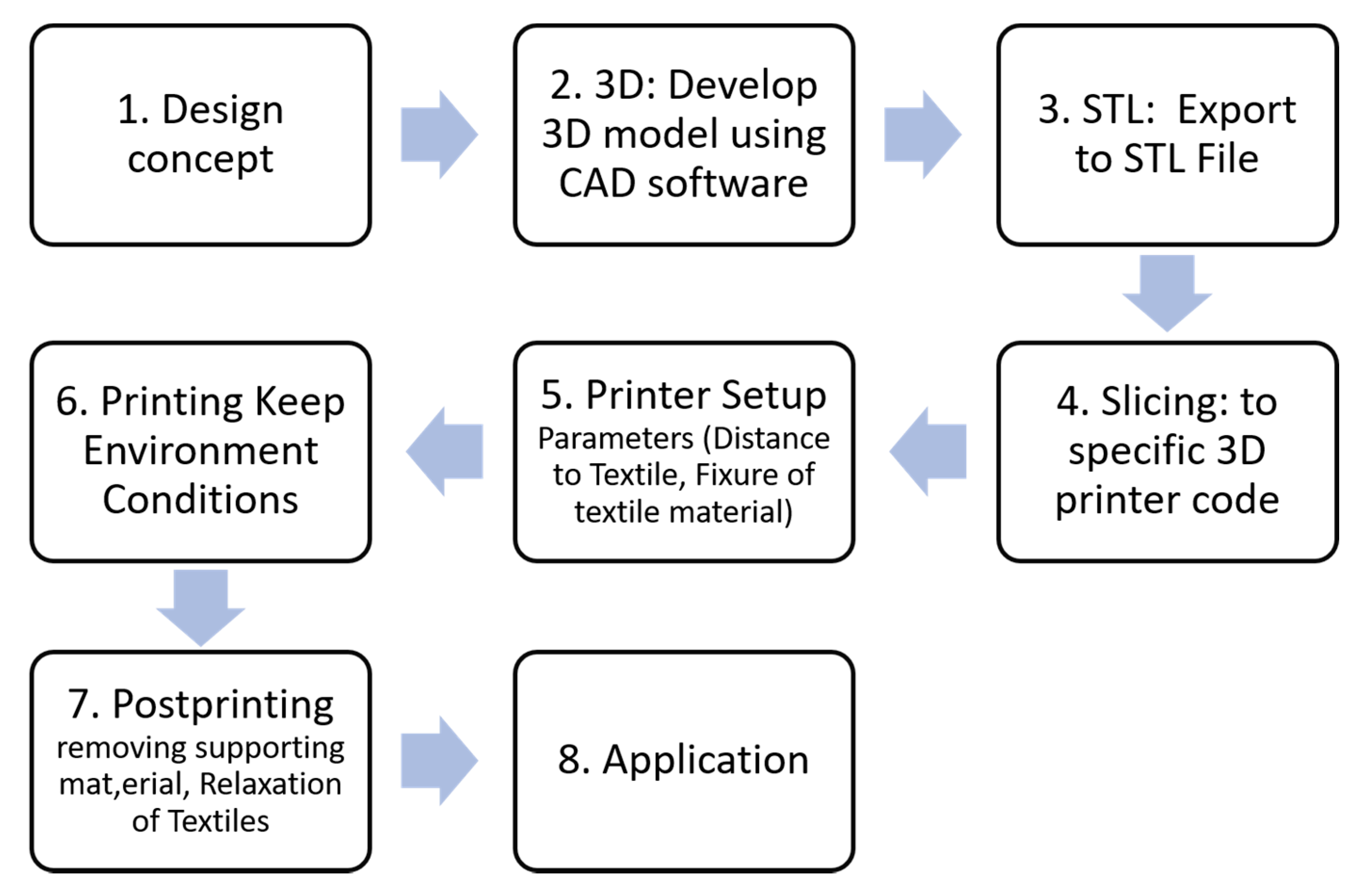
5.1. Method
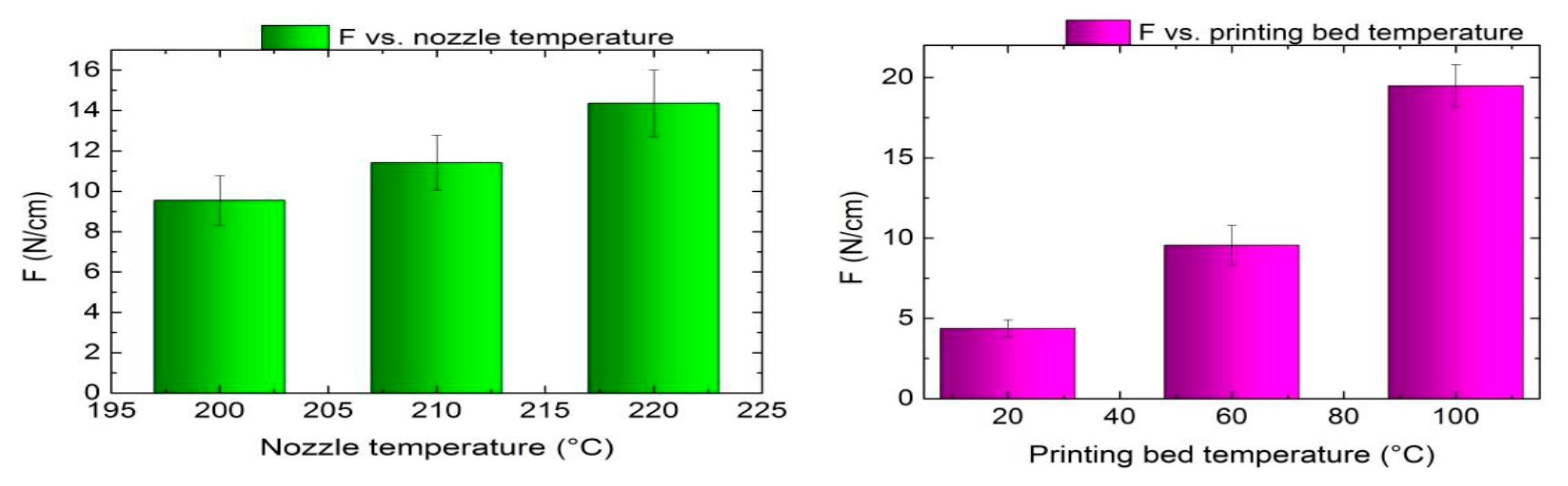
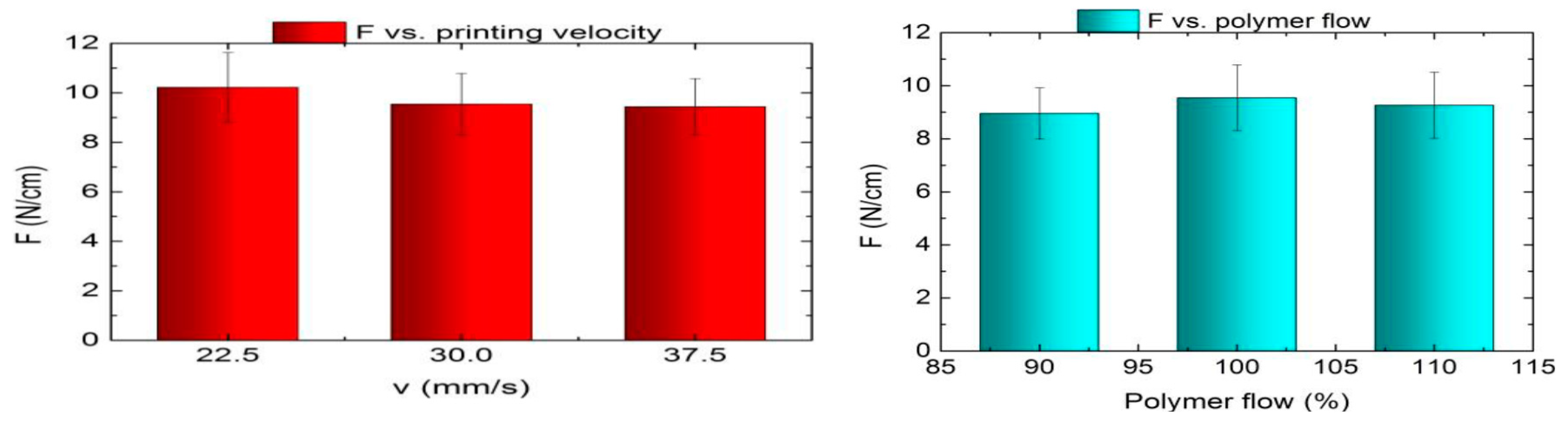
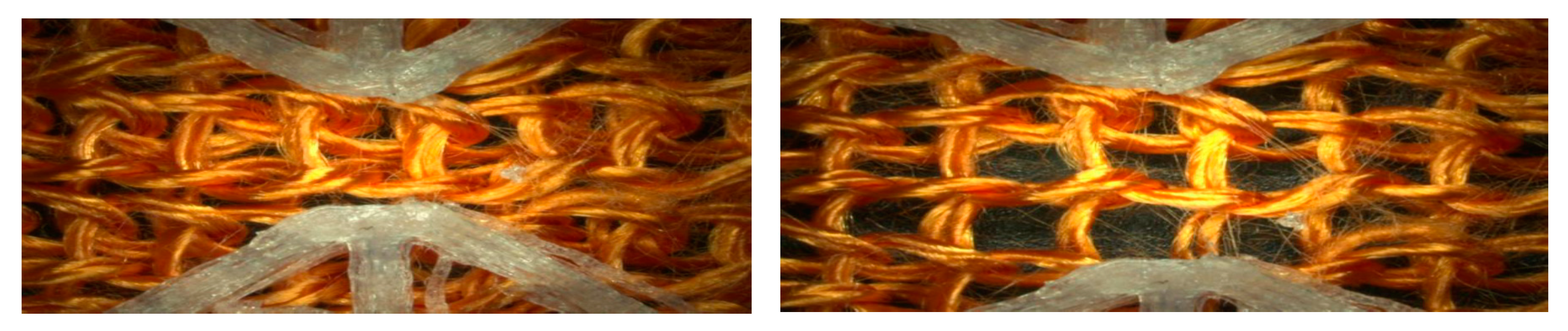
5.2. Adhesion between Textile and the Deposited Polymer
- (a)
- Filament material and its composition;
- (b)
- Printing settings with subgroups of;
- -
- Platter—distance between the nozzle and the platform, bed temperature, type of the plate;
- -
- Print settings—like layer height, printing speed, extrusion width, polymer flow and extruder settings;
- (c)
- Textile substrate over which to be printed—in the meaning of type of fibers, their morphology and topology, surface properties and chemical treatment.
5.3. Examples and Applications
5.4. 4D Printing
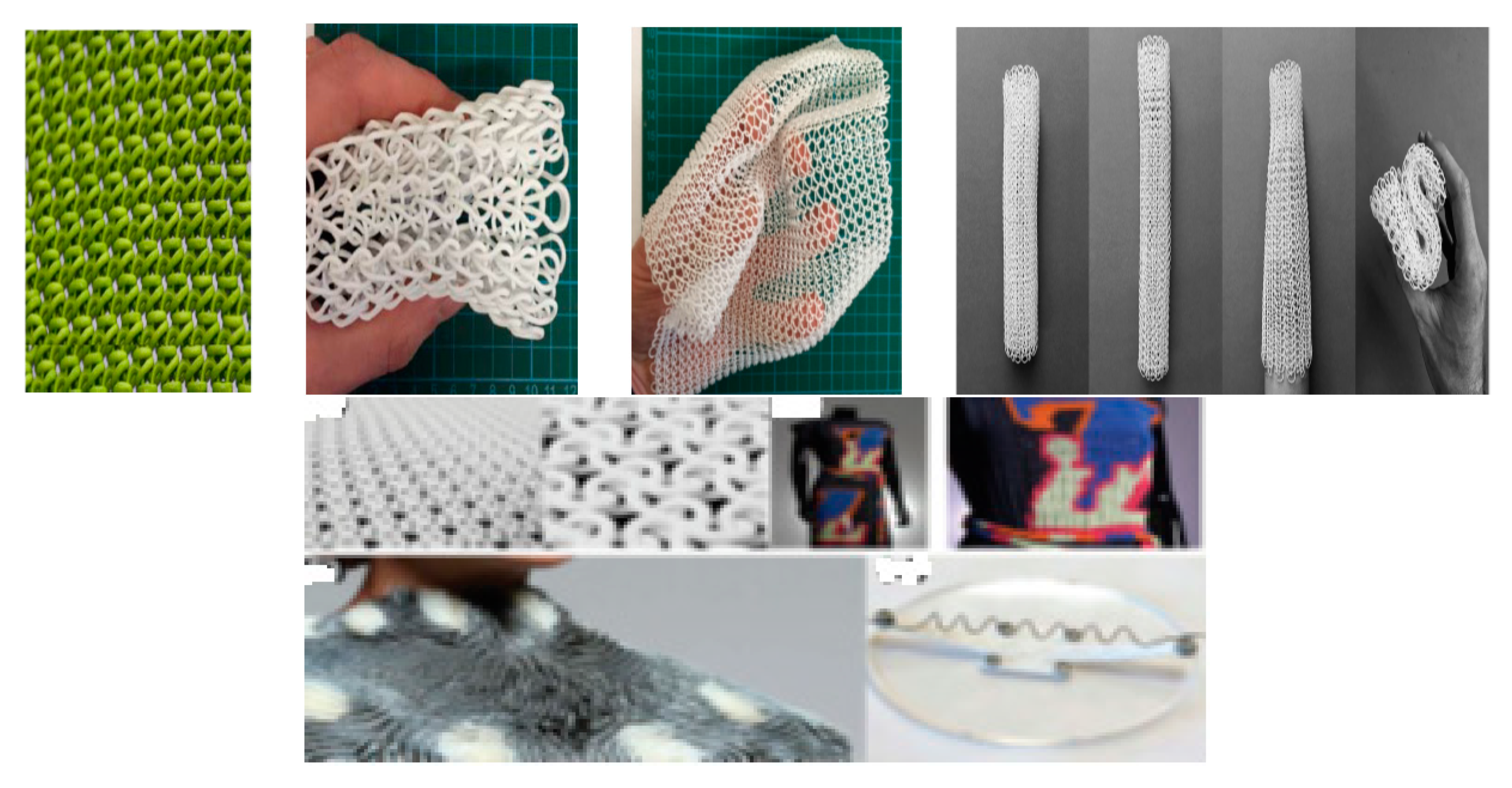
6. 3D Printed Flexible Structures
7. 3D Printing of Elastic Materials
- -
- Printing full layer elastomers, which have enough good elasticity [101]. This method can be classified to the “classical” type of 3D printing, where the material is coming from one (or more) nozzles and is solidified at the moment of the placement on the surface based on the different temperature, drying process or other (UV-hardening, chemical reaction) processes.
- -
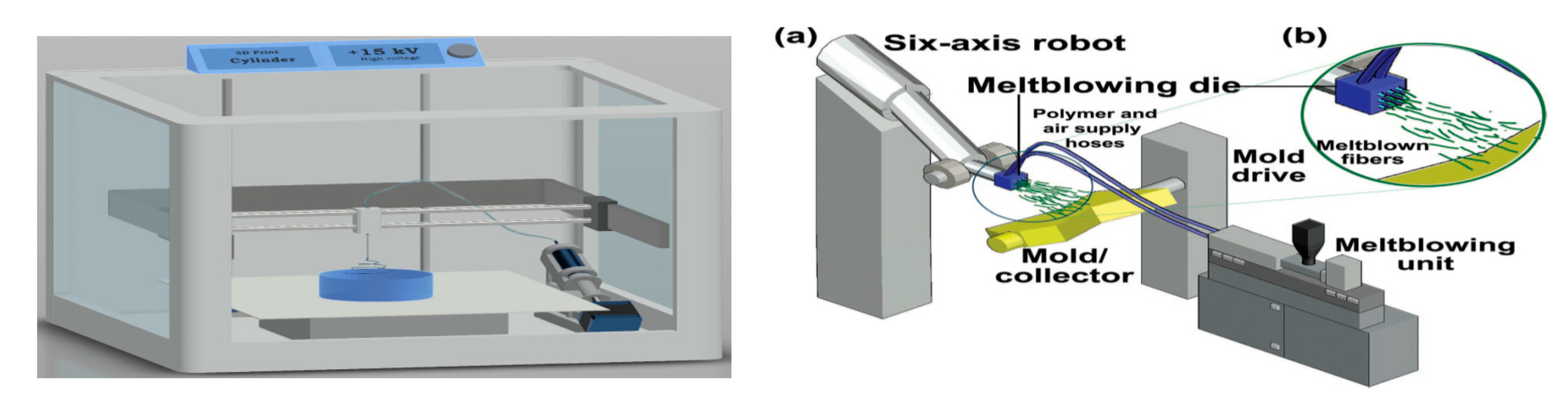
- Printing or placing fibers over 3D mandrel. Such processes were developed in the past and are known with other names, but not directly as 3D printing. Because here the material is added to the existing surface can be arranged to it, too. For instance electro-flocking technique [102] has the potential to place fibers over 3D form and build such surfaces, Meltblown nonwoven production can be applied for the case of continuous fibers, too. The company TamiCare uses the process for customizing of 3D printing with textile fibers in which the fabric is built up in layers by a spray jet. It is capable of working with liquid polymers such as natural latex, silicon, polyurethane and Teflon as well as textile fibers like cotton, viscose and polyamide. Some of TamiCare products are disposable towels, women underwear, swimwear, bandages and sportswear [42].
8. Current and Future Applications
9. Advantages and Disadvantages
9.1. Advantages
9.2. Disadvantages
10. Outlook and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Spahiu, T.; Grimmelsmann, N.; Ehrmann, A.; Shehi, E.; Piperi, E. On the possible use of 3D printing for clothing and shoe manufacture. In Proceedings of the 7th International Conference of Textile, Tirana, Albania, 10–11 November 2016; pp. 10–11. [Google Scholar]
- Vanderploeg, A.; Lee, S.-E.; Mamp, M. The application of 3D printing technology in the fashion industry. Int. J. Fash. Des. Technol. Educ. 2016, 10, 170–179. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- MacDonald, E.; Wicker, R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353. [Google Scholar] [CrossRef]
- Marián, H.; Milan, V.; Jaroslav, M.; Milan, S.; Filip, D. Influence of the Shape of the Test Specimen Produced by 3D Printing on the Stress Distribution in the Matrix and in Long Reinforcing Fibers. J. Mech. Eng. 2019, 69, 61–68. [Google Scholar]
- Brody, H.D.; Haggerty, J.S.; Cima, M.J.; Flemings, M.C.; Barns, R.L.; Gyorgy, E.M.; Johnson, D.W.; Rhodes, W.W.; Sunder, W.A.; Laudis, R.A. Highly textured and single crystal Bi2CaSr2Cu2Ox prepared by laser heated float zone crystalization. J. Cryst. Growth 1989, 96, 225–233. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Kuhn, R.; Minuzzi, F.B. The 3D printing’s panorama in fashion design. Memoria e Design 2015, 2, 1–12. Available online: https://silo.tips/download/the-3d-printing-s-panorama-in-fashion-design (accessed on 21 July 2020).
- Kokkinis, D.; Schaffner, M.; Studart, A.R. Multimaterial magnetically assisted 3D printing of composite materials. Nat. Commun. 2015, 6, 8643. [Google Scholar] [CrossRef] [Green Version]
- Do, A.V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D Printing of Scaffolds for Tissue Regeneration Applications. Adv. Healthc. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Chang, C.-C.; Halada, G.; Cuiffo, M.A.; Xue, Y.; Zuo, X.; Pack, S.; Zhang, L.; He, S.; Weil, E.; et al. Engineering flame retardant biodegradable polymer nanocomposites and their application in 3D printing. Polym. Degrad. Stab. 2017, 137, 205–215. [Google Scholar] [CrossRef]
- Kwon, Y.M.; Lee, Y.-A.; Kim, S.J. Case study on 3D printing education in fashion design coursework. Fash. Text. 2017, 4. [Google Scholar] [CrossRef] [Green Version]
- Noakes, M.W.; Lind, R.F.; Jansen, J.F.; Love, L.J.; Pin, F.G.; Richardson, B.S. Development of a Remote Trauma Care Assist Robot. In Proceedings of the International Conference on Intelligent Robots and Systems, Louis, MS, USA, 10–15 October 2009; IEEE: New York City, USA, 2009. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Farahani, R.D.; Dube, M.; Therriault, D. Three-Dimensional Printing of Multifunctional Nanocomposites: Manufacturing Techniques and Applications. Adv. Mater. 2016, 28, 5794–5821. [Google Scholar] [CrossRef]
- Macdonald, E.; Salas, R.; Espalin, D.; Perez, M.; Aguilera, E.; Muse, D.; Wicker, R.B. 3D Printing for the Rapid Prototyping of Structural Electronics. IEEE Access 2014, 2. [Google Scholar] [CrossRef]
- Uysal, R.; Stubbs, J.B. A New Method of Printing Multi-Material Textiles by Fused Deposition Modelling (FDM). Tekstilec 2019, 62, 248–257. [Google Scholar] [CrossRef]
- Bingham, G.A.; Hague, R. Efficient three dimensional modelling of additive manufactured textiles. Rapid Prototyp. J. 2013, 19, 269–281. [Google Scholar] [CrossRef] [Green Version]
- Crookston, J.J.; Long, A.C.; Bingham, G.A.; Hague, R.J.M. Finite-element modelling of mechanical behaviour of rapid manufactured textiles. Proc. Inst. Mech. Eng. Part L J. Mat. Des. Appl. 2008, 222, 29–36. [Google Scholar] [CrossRef] [Green Version]
- Sitotaw, D.B. Search Results on 3D Printed Textiles. 2020. Available online: https://www.scopus.com/term/analyzer.uri?sid=b1f1e96c6f645f217e752a596ba7d0e&origin=resultslist&src=s&s=TITLE-ABS-KEY%283d+Printing+of+textiles%29&sort=plf-f&sdt=b&sot=b&sl=38&count=290&analyzeResults=Analyze+results&txGid=d2f72804c289d6d07029a21cb86dc0c9 (accessed on 1 March 2020).
- Hoskins, S. 3D Printing for Artists, Designers and Makers; Bloomsbury Publishing: London, UK, 2013. [Google Scholar]
- Yap, Y.L.; Yeong, W.Y. Additive manufacture of fashion and jewellery products: A mini review. Virtual Phys. Prototyp. 2014, 9, 195–201. [Google Scholar] [CrossRef]
- Atkinson, P.; Univer, E.; Marshal, J.; Dean, L.T. Post Industrial Manufacturing Systems: The undisciplined nature of generative design. In Proceedings of the Undisciplined! Design Research Society Conference 2008, Sheffield, UK, 16–19 July 2008. [Google Scholar]
- Hermans, G. A Model for Evaluating the Solution Space of Mass Customization Toolkits. Int. J. Ind. Eng. Manag. (IJIEM) 2012, 3, 205–214. [Google Scholar]
- van der Zee, A.; de Vries, B. Design by Computation. In Proceedings of the GA2008, 11th Generative Art Conference, Milan, UK, 16–18 December 2008. [Google Scholar]
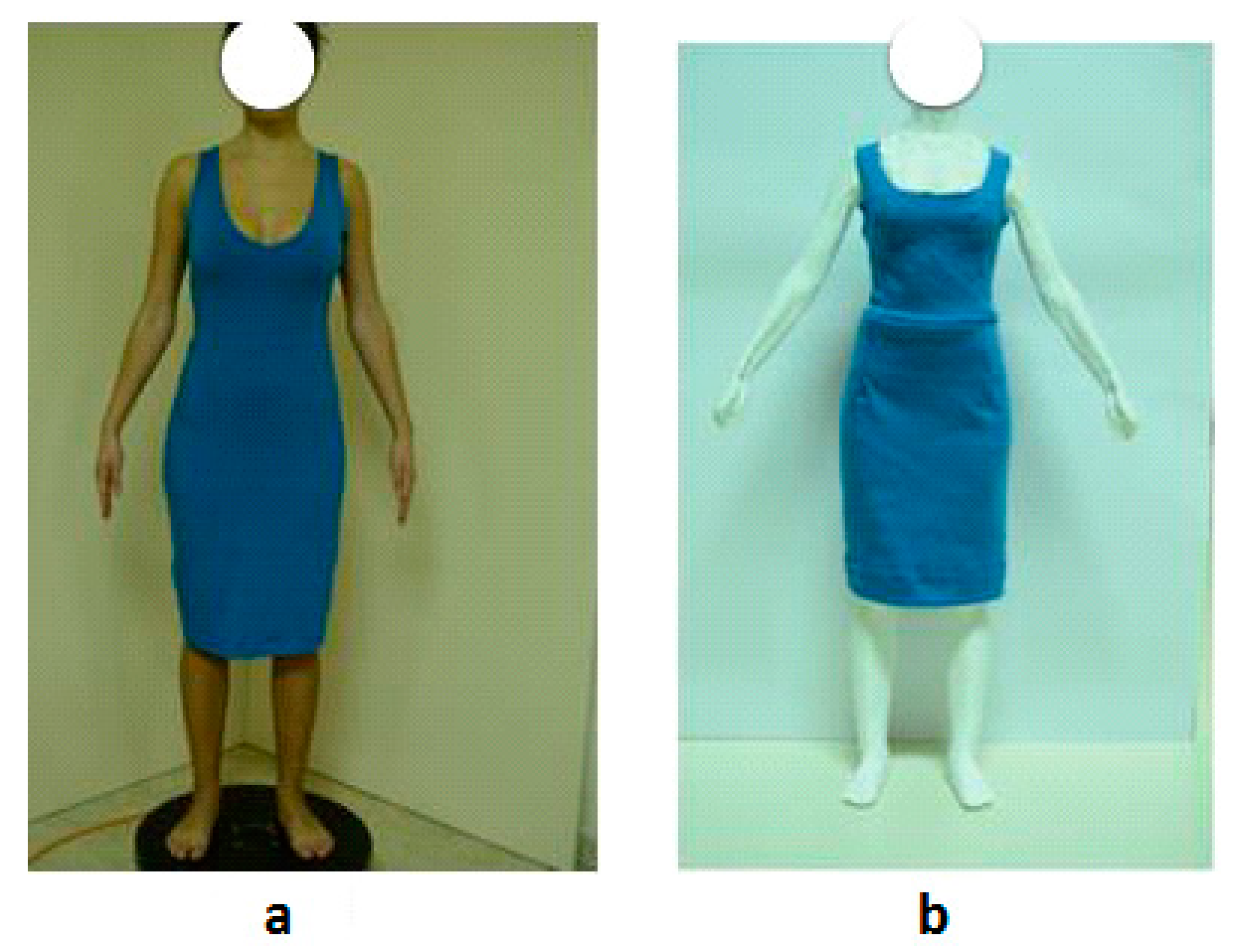
- D’Apuzzo, N. 3D body scanning technology for fashion and apparel industry. In Proceedings of the Electronic Imaging 2007, San Jose, CA, USA, 28 January–1 February 2007. [Google Scholar]
- Kyosev, Y. Generalized geometric modeling of tubular and flat braided structures with arbitrary floating length and multiple filaments. Text. Res. J. 2016, 86, 1270–1279. [Google Scholar] [CrossRef]
- Kyosev, Y. Topology-Based Modeling of Textile Structures and Their Joint Assemblies; Springer: Heidelberg, Germany, 2019. [Google Scholar]
- Renkens, W.; Kyosev, Y. Geometry modelling of warp knitted fabrics with 3D form. Text. Res. J. 2011, 81, 437–443. [Google Scholar] [CrossRef]
- Kyosev, Y. TexMind Software Braider and TexMind Warp Knitting Editor. 2020. Available online: http://www.texmind.com (accessed on 21 July 2020).
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Noorani, R. 3D Printing Technology, Applications, and Selection; Taylor & Francis Group: Boca Raton, FL, USA, 2018. [Google Scholar]
- Grain, E. Textiles, Identity and Innovation: Design the Future. Surface, Digital and Virtual Textiles—An Analysis of 3D Printed Textile Structures; Montagna, G., Carvalho, C., Eds.; Taylor & Francis Group: London, UK, 2019. [Google Scholar]
- Partsch, L.N.; Vassiliadis, S.; Papageorgas, P. 3D Printed textile fabrics structures. In Proceedings of the Innovative Technologies “Inspire to Innovate”, Istanbul, Turkey, 11–12 September 2015. [Google Scholar]
- Valtas, A.; Sun, D. 3D Printing for Garments Production: An Exploratory Study. J. Fash. Technol. Text. Eng. 2016, 4. [Google Scholar] [CrossRef]
- Moreau, C. The state of 3D Printing; Sculpteo: Villejuif, France, 2019. [Google Scholar]
- Rosenau, J.A.; Wilson, D.L. Apparel Merchandising: The Line Starts Here; Fairchild Books: New York, NY, USA, 2014. [Google Scholar]
- Hudson, S. Printing teddy bears: A technique for 3D printing of soft interactive objects. In Proceedings of the Conference on Human Factors in Computing Systems, 26 April 2014–1 May 2014; pp. 459–469. [Google Scholar]
- Perry, A. 3D-printed apparel and 3D-printer: Exploring advantages, concerns, and purchases. Int. J. Fash. Des. Technol. Educ. 2017, 11, 95–103. [Google Scholar] [CrossRef]
- Kruth, J.P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Nayak, R.; Padhye, R. Garment manufacturing technology. In Product Development in the Apparel Industry; Senanayake, M., Ed.; Woodhead: Waltham, UK, 2015. [Google Scholar]
- TamiCare. Speedy Additive Manufacturing of Fabrics with Your Specs & Our Performance. 2019. Available online: https://www.tamicare.com/manufacture (accessed on 1 January 2020).
- Cooper, D. 3D Printing Your Own Clothes Just Became (Kinda) a Reality; Verizon Media: New York, NY, USA, 2015. [Google Scholar]
- Doris Electroloom—Gibt es bald schon tatsächlich tragbare Kleidung aus dem 3D-Drucker? 2016. Available online: https://3druck.com/drucker-und-produkte/electroloom-gibt-es-bald-schon-tatsaechlich-tragbare-kleidung-aus-dem-3d-drucker-1934423/ (accessed on 1 May 2020).
- Tenhunen, T.-M.; Moslemian, O.; Kammiovirta, K.; Harlin, A.; Kääriäinen, P.; Österberg, M.; Tammelin, T.; Orelma, H. Surface tailoring and design-driven prototyping of fabrics with 3D-printing: An all-cellulose approach. Mater. Des. 2018, 140, 409–419. [Google Scholar] [CrossRef] [Green Version]
- Markforged. Material Datasheet-Composites. 2019. Available online: https://www.mark3d.com/de/wp-content/uploads/2020/03/Material-Datenblatt-Markforged-Composites-Verbundfasematerialien-Mark3D.pdf (accessed on 22 July 2020).
- Kim, S.; Seong, H.; Her, Y.; Chun, J. A study of the development and improvement of fashion products using a FDM type 3D printer. Fash. Text. 2019, 6, 9. [Google Scholar] [CrossRef]
- Aashman, G. SLA Textile 3D Print. Available online: https://www.instructables.com/id/SLA-Textile-3D-Print/ (accessed on 24 February 2020).
- Sclater, N. Mechanisms and Mechanical Devices Sourcebook; McGraw-Hill: New York, NY, USA, 2011. [Google Scholar]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Meisel, N.A.; Elliott, A.M.; Williams, C.B. A procedure for creating actuated joints via embedding shape memory alloys in PolyJet 3D printing. J. Intell. Mater. Syst. Struct. 2014, 26, 1498–1512. [Google Scholar] [CrossRef]
- Murugesan, K.; Anandapandian, P.A.; Sharma, S.K.; Vasantha Kumar, M. Comparative evaluation of dimension and surface detail accuracy of models produced by three different rapid prototype techniques. J. Indian Prosthodont. Soc. 2012, 12, 16–20. [Google Scholar] [CrossRef]
- Reilly, L. The shift from 3D body scanned data to the physical world shapeshifting. In Proceedings of the A Conference on Transformative Paradigms of Fashion and Textile Design, Auchland, New Zealand, 14–16 April 2014. [Google Scholar]
- Bogue, R. 3D printing: The dawn of a new era in manufacturing? Assembl. Autom. 2013, 33, 307–311. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by Fused Deposition Modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62, 012018. [Google Scholar] [CrossRef] [Green Version]
- Beecroft, M. Digital interlooping: 3D printing of weft-knitted textile-based tubular structures using selective laser sintering of nylon powder. Int. J. Fash. Des. Technol. Educ. 2019, 12, 218–224. [Google Scholar] [CrossRef] [Green Version]
- Beecroft, M. 3D printing of weft knitted textile based structures by selective laser sintering of nylon powder. IOP Conf. Ser. Mater. Sci. Eng. 2016, 137, 012017. [Google Scholar] [CrossRef]
- Beecroft, M.; McPherson, L. English Researchers Use 3D Printing to Produce Flexible and Fine Textile-Like Structures; 2014. Available online: https://www.3ders.org/articles/20141109-english-researchers-use-3d-printing-to-produce-flexible-and-fine-textile-like-structures.html (accessed on 12 December 2019).
- Takahashi, H.; Kim, J. 3D Printed Fabric: Techniques for Design and 3D Weaving Programmable Textiles. In Proceedings of the 32nd Annual ACM Symposium on User Interface Software and Technology; New Orleans, LA, USA: 20–23 October 2019; pp. 43–51.
- Venuvinod, K.P.; Ma, W. Rapid Prototyping: Laserbased and Other Technologies; Springer Science and Bussiness Media: New York, NY, USA, 2004. [Google Scholar]
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. A Simple, Low-Cost Conductive Composite Material for 3D Printing of Electronic Sensors. PLoS ONE 2012, 7, e49365. [Google Scholar] [CrossRef]
- Marcincinova, N.L. Application of fused deposition modelling technology in 3D printing rapid prototyping area. Manuf. Ind. Eng. 2011, 11, 35–37. [Google Scholar]
- Evans, B. Practical 3D Printers: The Science and Art of 3D Printing; Springer Science and Business Media: New York, NY, USA, 2012. [Google Scholar]
- Malengier, B.; Hertleer, C.; Cardon, L.; Van, L. 3D Printing on Textiles: Testing of Adhesion. J. Fash. Technol. Text. Eng. 2018, s4. [Google Scholar] [CrossRef] [Green Version]
- Sabantina, L.; Kinzel, F.; Ehrmann, A.; Finsterbusch, K. Combining 3D printed forms with textile structures—Mechanical and geometrical properties of multi-material systems. IOP Conf. Ser. Mater. Sci. Eng. 2015, 87, 012005. [Google Scholar] [CrossRef]
- Chatterjee, K.; Ghosh, T.K. 3D Printing of Textiles: Potential Roadmap to Printing with Fibers. Adv. Mater. 2019, 32, 1902086. [Google Scholar] [CrossRef]
- Spahiu, T.; Al-Arabiyat, M.; Martens, Y.; Ehrmann, A.; Piperi, E.; Shehi, E. Adhesion of 3D printing polymers on textile fabrics for garment production. IOP Conf. Ser. Mater. Sci. Eng. 2018, 459, 012065. [Google Scholar] [CrossRef]
- Perry, A. Consumers’ purchase intention of 3D-printed apparel. J. Glob. Fash. Mark. 2016, 7, 225–237. [Google Scholar] [CrossRef]
- Gu, B.K.; Choi, D.J.; Park, S.J.; Kim, M.S.; Kang, C.M.; Kim, C.H. 3-dimensional bioprinting for tissue engineering applications. Biomater. Res. 2016, 20, 12. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singha, K. A Review on Coating & Lamination in Textiles: Processes and Applications. Am. J. Polym. Sci. 2012, 2, 39–49. [Google Scholar] [CrossRef]
- Pei, E.; Shen, J.; Watling, J. Direct 3D printing of polymers onto textiles: Experimental studies and applications. Rapid Prototyp. J. 2015, 21, 556–571. [Google Scholar] [CrossRef] [Green Version]
- Holme, I. Adhesion to textile fibres and fabrics. Int. J. Adhes. Adhes. 1999, 19, 455–463. [Google Scholar] [CrossRef]
- Hashemi Sanatgar, R.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Kozior, T.; Döpke, C.; Grimmelsmann, N.; Juhász Junger, I.; Ehrmann, A. Influence of fabric pretreatment on adhesion of three-dimensional printed material on textile substrates. Adv. Mech. Eng. 2018, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Korger, M.; Bergschneider, J.; Neuss, J.; Lutz, M.; Mahltig, B.; Rabe, M. Functionalization of textiles using 3D printing -add-on technology for textile applications testing new material combinations. Int. Congr. 2016, 3, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Unger, L.; Scheideler, M.; Meyer, P.; Harland, J.; Gorzen, A.; Wortmann, M.; Dreyer, A.; Ehrmann, A. Increasing adhesion of 3D printing on textile fabrics by polymer coating. Tekstilec 2018, 61, 265–271. [Google Scholar] [CrossRef]
- Spahiu, T.; Grimmelsmann, N.; Ehrmann, A.; Piperi, E.; Shehi, E. Effect of 3D printing on textile fabric. In Proceedings of the 1st International Conference “Engineering and Entrepreneurship”, Tirana, Albania, 11–17 November 2017. [Google Scholar]
- Grimmelsmann, N.; Kreuziger, M.; Korger, M.; Meissner, H.; Ehrmann, A. Adhesion of 3D printed material on textile substrates. Rapid Prototyp. J. 2018, 24, 166–170. [Google Scholar] [CrossRef]
- Eutionnat-Diffo, P.A.; Chen, Y.; Guan, J.; Cayla, A.; Campagne, C.; Zeng, X.; Nierstrasz, V. Optimization of adhesion of poly lactic acid 3D printed onto polyethylene terephthalate woven fabrics through modelling using textile properties. Rapid Prototyp. J. 2019. [Google Scholar] [CrossRef]
- Korger, M.; Bergschneider, J.; Lutz, M.; Mahltig, B.; Finsterbusch, K.; Rabe, M. Possible Applications of 3D Printing Technology on Textile Substrates. IOP Conf. Ser. Mater. Sci. Eng. 2016, 141, 012011. [Google Scholar] [CrossRef] [Green Version]
- Loh, G.; Pei, E. Design for Material Extrusion on Mesh Fabrics. In Design; Brunel University Research Archive: London, UK, 2019; p. 12. [Google Scholar]
- Grimmelsmann, N.; Meissner, H.; Ehrmann, A. 3D printed auxetic forms on knitted fabrics for adjustable permeability and mechanical properties. IOP Conf. Ser. Mater. Sci. Eng. 2016, 137, 012011. [Google Scholar] [CrossRef] [Green Version]
- Mikkonen, J.; Myllymaki, R.; Kivioja, S.; Vanhakartano, S.; Suonsilta, H. Printed material and fabric. In Proceedings of the Nordic Design Research Conference, Copenhagen, Denmark, 27 February 2013. [Google Scholar]
- Rivera, M.L.; Moukperian, M.; Ashbrook, D.; Mankoff, J.; Hudson, S.E. Stretching the Bounds of 3D Printing with Embedded Textiles. In Proceedings of the CHI ’17: Proceedings of the 2017 CHI Conference on Human Factors in Computing Systems, Denver, CO, USA, 6–11 May 2017; pp. 497–508. [Google Scholar]
- Ahrendt, D.; Karam, A.R.; Krzywinski, S. CAE-Supported process for additive manufacturing of orthopaedic devices. In Proceedings of the Aachen-Dresden-Denkendorf International Textile Conference, Dresden, Germany, 28–29 November 2019. [Google Scholar]
- Ahrendt, D. Combination of additive manufacturing and textiles. In Carbon Composites Magazin Production & Processing; Carbon Composites e.V.: Augsburg, Germany, 2017. [Google Scholar]
- Ahrendt, D.; Krzywinski, S.; Schmitt, F.; Krzywinski, J. Combination of Additive Manufacturing and Joining Processes for Novel Customized Orthopaedic Devices. In Proceedings of the Aachen-Dresden-Denkendorf International Textile Conference, Dresden, Germany, 24–25 November 2016. [Google Scholar]
- Laperre, J. Additive manufacturing. In Newsletter for the Textile and Plastics Processing Industry Edition; Centexbel-VPC: Belgium, 2018. [Google Scholar]
- Daviy, J. 4D Printing: Building Smart Fashion of the Future Today. Available online: https://juliadaviy.com/4d-printing-fashion-of-the-future/ (accessed on 22 July 2020).
- Avinc, O.; Yildirim, F.F.; Yavas, A.; Kalayci, E. 3D Printing Technology and its Influences on the Textile Industry. Int. J. Ind. Electron. Electr. Eng. Bhubaneswar, India, 2017, 5, 37–43. [Google Scholar]
- Radacsi, N.; Nuansing, W. Fabrication of 3D and 4D Polymer Micro- and Nanostructures Based on Electrospinning. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Nederlands, 2020; pp. 191–229. [Google Scholar] [CrossRef]
- Zapfel, D. How 3D Printing in the Textile Industry Is Leading Into a New Era; Lead Innov. Manag.: Wien, Austria, 2019. [Google Scholar]
- Momeni, F.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [CrossRef]
- Pei, E. 4D Printing: Dawn of an emerging technology cycle. Assem. Autom. 2014, 34, 310–314. [Google Scholar] [CrossRef]
- Schmelzeisen, D.; Koch, H.; Pastore, C.; Gries, T. Narrow and Smart Textiles. In 4D Textiles: Hybrid Textile Structures that Can Change Structural Form with Time by 3D Printing; Kyosev, Y., Mahltig, B., Schwarz-Pfeiffer, A., Eds.; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Thakur, V.K.; Balan, A.S.S. 4D printing of materials for the future: Opportunities and challenges. Appl. Mater. Today 2019, 100490. [Google Scholar] [CrossRef]
- Joshi, A.; Goh, J.K.; Goh, K.E.J. Polymer-Based Conductive Composites for 3D and 4D Printing of Electrical Circuits. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Nederlands, 2020; pp. 45–83. [Google Scholar] [CrossRef]
- Bastian, A. Mesostructured Cellular Materials: Early Prototypes. Available online: http://www.thingiverse.com/thing:289650 (accessed on 24 February 2020).
- Systems, N. Kinematics Collection. Available online: https://n-e-r-v-o-u-s.com/shop/line.php?code=15 (accessed on 24 February 2020).
- Elmelegy, N.A. 3D Printing: The Future of Innovative Shapes and Materials in Women Fashion Design. Eurasian J. Anal. Chem. 2017, 13, 151–173. [Google Scholar]
- Tritech 3D Produce Large and Complex Elastomer Parts. Available online: https://www.tritech3d.co.uk/materials/elastomer (accessed on 12 December 2019).
- Mironova, V.S.; Parkb, M. Electroflocking technique in the fabrication and performance enhancement of fiber-reinforced polymer composites. Compos. Sci. Technol. 2000, 60, 927–933. [Google Scholar] [CrossRef]
- Electroloom. Electroloom—The World’s First 3D Fabric Printer. 2016. Available online: https://www.kickstarter.com/projects/electroloom/electroloom-the-worlds-first-3d-fabric-printer (accessed on 1 May 2020).
- Mpofu, T.P.; Mawere, C.; Mukosera, M. The impact and application of 3D printing technology. Int. J. Sci. Res. 2014, 3, 2148–2152. [Google Scholar]
- Lee, B.L.; Walsh, T.F.; Won, S.T.; Patts, H.M.; Song, J.W.; Mayer, A.H. Penetration Failure Mechanisms of Armor-Grade Fiber Composites under Impact. J. Compos. Mater. 2016, 35, 1605–1633. [Google Scholar] [CrossRef]
- Pattinson, S.W.; Huber, M.E.; Kim, S.; Lee, J.; Grunsfeld, S.; Roberts, R.; Dreifus, G.; Meier, C.; Liu, L.; Hogan, N.; et al. Additive Manufacturing of Biomechanically Tailored Meshes for Compliant Wearable and Implantable Devices. Adv. Funct. Mater. 2019, 29, 1901815. [Google Scholar] [CrossRef] [Green Version]
- McDonell, A. 3D Printing Could Serve as Solution for Ill-Fitted Clothing. Available online: http://dailyorange.com/2015/01/fashion-3d-printingcould-serve-as-solution-for-ill-fitted-clothing/ (accessed on 12 December 2019).
- Campbell, T.; Williams, C.; Ivanova, O.; Garrett, B. Could 3D Printing Change the World?: Technologies, Potential, and Implications of Additive Manufacturing; Atlantic Council: Washington, DC, USA, 2011. [Google Scholar]
- Parker, C.J.; Wang, K.; Wang, Y.; Strandhagen, J.O.; Tao, Y. The Human Acceptance of 3D Printing in Fashion Paradox: Is Mass Customisation a Bridge too Far? WIT Press: Hampshire, UK, 2016. [Google Scholar]
- Gebler, M.; Uiterkamp, A.J.M.S.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Harding, X. Feed Your 3D Printer Recycled Plastic; PopSci: New York, NY, USA, 2016. [Google Scholar]
- Zwart, B. How to Make Your Own Filament by Recycling Old 3D Prints; 2015.
- Theme, A.W. 3D Printing: Know its Advantages and Disadvantages. Available online: https://blog.inktonestore.com/3d-printing-know-its-advantages-and-disadvantages/ (accessed on 12 December 2019).
- Petrick, I.J.; Simpson, T.W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Res. Technol. Manag. 2015, 56, 12–16. [Google Scholar] [CrossRef]
- Thompson, C. The Rise of the DIY Consumer; CNBC: Englewood Cliffs, NJ, USA, 2015. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Techniques | Mechanism | Materials | Advantage | Disadvantage |
|---|---|---|---|---|
| Stereo lithography (SLA) [49] | Photopolymer resin, and an ultra-violet (UV) laser to cure and harden individual layers to form objects [21,50]. Rigid parts and connective joints can be printed together at one time [49,51]. | Polyethylene, polypropylene, ABS, polycarbonate casting and molding material A flexible, elastomeric material can be combined with stiff and hard polymer [34]. 3D printed textiles are stiff and not flexible [48]. | Fast printing process [49]. More flexibility and texture; offers a high-quality surface finish [52]. | Requires support rafts, additional time, sanding and reduces the quality of the product due to sanding; expensive material and no color variety [49,50]. |
| Selective laser sintering (SLS). | A computer-controlled laser traces the layer, heating the powder to just below its boiling point to fuse the particles into a solid object [49,50]. After the first layer is created, the building platform drops, exposing the next layer of powder [53] | only use one material per model; multi-material models printed separately and joined afterwards [21,54]. Glass, plastic, metals, ceramics, or nylon, stainless steel, titanium alloy, nickel alloy, aluminum, copper [50]. Dresses, bathing suits, shoes, single and double face knits [55,56,57,58,59] | Allows designers to create delicate, yet highly functional and durable products, requiring less sanding of the object than SLA [49,60]. | It does not produce a high-quality surface finish compared to SLA [49,50]. |
| FDM (Fused deposition modeling). | FDM offers a variety of low-cost desktop printers [61]. Based on heating a filament in an extruder nozzle and depositing the molten material line by line on a printing bed where it hardens. The next layer is printed on top of the previous layer [62] | Wax, metals, ceramics, acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), polyethylene terephthalate (PET), aramid, onyx, glass and carbon fibers are some [22,50,63]. Shoes, skirt, dress, jacket, soles, yarn, knit structures and printing on and with textiles [47,55,59,64,65,66] | Capable of printing flexible, glossy, lace-like fabrics with soft PLA polymers [55]. | Visible seam lines between layers and delamination from temperature changes, influence the strength of the bond between layers [50]. |
| Structure | Principle | Features | Example |
|---|---|---|---|
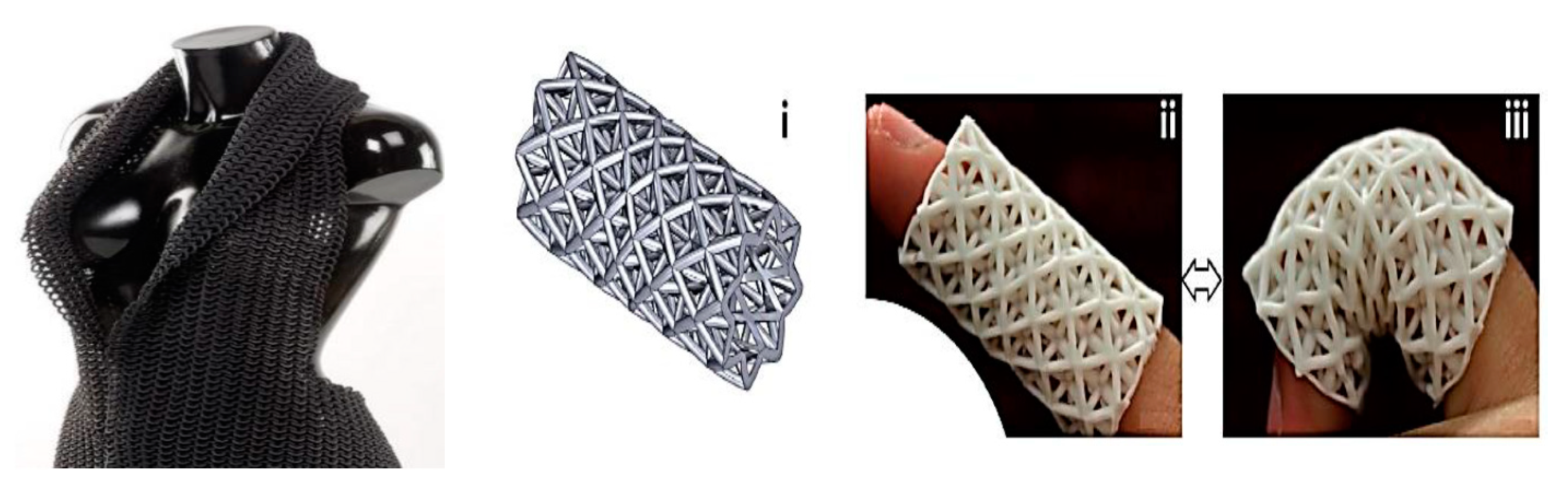
| Thin layer plate kinematics (Example: Mesostructure of A. Bastian [88]) | Thin layer nearly parallel plates, oriented 90° to the nominal surface, connected at the ends allow flexibility in different directions. Because of the low thickness the bending moments are negligible. | These structure can have out-of-plane and in-plane bending and can have auxetic behavior, if well designed. |  Andreas Bastian Meso-structured [98] |
| Mesh like thin sheet | Thin plate, with several openings. The openings extend the bending flexibility and the formability. | No cutting required and les material used, 3D printing in-place possible, work straight out of the machine [99]. |  Kinematics dress [99] |
| Linked elements (rings, triangles, squares, complex closed curved shapes) | Rings or other closed profiles connected together. Normally printed using supporting material for the gaps. | Each element has enough degrees of freedom to move in the local range and rotate, which gives very good drape characteristics. |  Jiri Evenhuis Chainmail dress. Perepelkin (2013), cited from [18] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sitotaw, D.B.; Ahrendt, D.; Kyosev, Y.; Kabish, A.K. Additive Manufacturing and Textiles—State-of-the-Art. Appl. Sci. 2020, 10, 5033. https://doi.org/10.3390/app10155033
Sitotaw DB, Ahrendt D, Kyosev Y, Kabish AK. Additive Manufacturing and Textiles—State-of-the-Art. Applied Sciences. 2020; 10(15):5033. https://doi.org/10.3390/app10155033
Chicago/Turabian StyleSitotaw, Dereje Berihun, Dustin Ahrendt, Yordan Kyosev, and Abera Kechi Kabish. 2020. "Additive Manufacturing and Textiles—State-of-the-Art" Applied Sciences 10, no. 15: 5033. https://doi.org/10.3390/app10155033
APA StyleSitotaw, D. B., Ahrendt, D., Kyosev, Y., & Kabish, A. K. (2020). Additive Manufacturing and Textiles—State-of-the-Art. Applied Sciences, 10(15), 5033. https://doi.org/10.3390/app10155033