1. Introduction
Hydraulic presses are commonly used for forging, molding, blanking, punching, deep drawing, and other metal forming operations because of their high load capacity, high power-to-mass ratio, and large force/torque output capacity. However, they are also known for their high energy consumption, low energy efficiency, and poor processing characteristics. As a result of the significant difference between the installed power and the demanded power, 70% of the total energy consumption is attributed to power dissipation and actuation of the hydraulic system. Therefore, improving the energy efficiency of hydraulic presses is an urgent issue that manufacturing industries must resolve [
1,
2,
3,
4,
5].
Energy dissipation generates from each part of the hydraulic press system when motion or power are transmitted, as shown in
Figure 1. It is estimated that only 9.32% of the input energy is transmitted into the forming energy. To better study the energy-saving methods for hydraulic presses, it is necessary to be clear on the energy consumption characteristics of hydraulic system. For this purpose, Zhao [
6] established the basic energy flow model of the hydraulic press system, revealed the energy dissipation mechanism of each component, and indicated that the imbalance between installed power and demanded power is the main cause of low energy efficiency. Installed power is designed to meet the maximum power requirements of PS. However, as the same power unit also serves other low-power operations, mismatch between installed power and demanded power occurs.
During the past decades, researchers are applying an increasing amount of effort to achieve the match between the installed power and the required power for hydraulic presses. As reported by Zhao [
6] and Huang [
7], energy-matching methods for hydraulic presses can be divided into two categories: energy-matching methods and energy-recovery methods.
A common approach based on an energy-matching mechanism is the volume control electrohydraulic system driven directly by various kinds of variable-speed motors and variable-displacement pumps. The control of pressure, flow, and direction of working liquid is achieved by changing the rotation speed or output displacement. Quan and Helduser [
8] applied variable-speed motors and constant-displacement pumps in hydraulic drive units to match load variations. Su et al. [
9] applied variable-frequency motors in the hydraulic press to reduce the mismatch between output power and load power. Camoirano and Dellepiane [
10] employed variable-frequency drive (VFD) technology to achieve more efficient energy management as well as the precise control of torque and speed of AC motors. Wang et al. [
11] adopted a calibration model with a genetic algorithm to adjust the variable-speed pump flow rate to their designated value and achieve an energy-saving ratio of at least 16.1%. Ge [
12] adopted a variable-speed motor to drive a variable-displacement pump and employed a matching method based on segmented speed and continuous displacement control of the pump to reduce the throttle loss. The energy-saving ratio under partial load condition can be up to 33%. Since there is limited scope for further increasing the electrohydraulic unit’s efficiency, researchers have also focused on the design of hydraulic control circuits to reduce the mismatch. Load sensing systems [
13], hydraulic adaptive systems [
14], fuzzy control systems [
15], close-loop volume control systems [
16], negative flow control systems [
17], and secondary regulation systems are all useful methods to match the load by regulating operating parameters and system states. As these methods achieve matching by adjusting the output flow, speed, and pressure, the installed power remains unaltered.
Many papers on energy-recovery methods have been published in recent years. A lot of energy-recovery circuits have been applied in hydraulic press machines. Yan et al. [
18] proposed a flywheel energy-saving system (FESS) that can store the redundant energy at no-load stages and low-load stages and then release the stored energy at high-load stages. Dai et al. [
19] applied a hydraulic accumulator to a 20 MN fast forging hydraulic press to realize energy conversion by absorbing large flow–pressure pulses and hydraulic shock. The results show that the hydraulic accumulator has promising energy-saving effects. Triet and Ahn [
20] utilized a hydraulic accumulator and a flywheel to realize energy recovery and presented a control strategy for this energy-saving method. Ven [
21] developed a novel hydraulic accumulator that can keep the hydraulic system pressure constant by using a piston with an area that varies with stroke. Compared with conventional recovery accumulators, this new accumulator could significantly increase the energy storage density. Xia et al. [
22] proposed an integrated drive and energy recuperation system for a hydraulic excavator, and the large gravitational potential energy of the boom was recovered by a three-chamber hydraulic cylinder. Lin et al. [
23] combined the advantages of hydraulic accumulators and electric accumulators and presented a compound energy recovery system to improve the energy efficiency of hydraulic equipment. Through a series of experiments, they validated that the compound system could increase the energy efficiency by approximately 39%. Fu et al. [
24] studied the energy-saving potential of the boom cylinder with an accumulator in the hybrid excavator system. The results of simulations and experiments showed that the closed hydraulic regeneration system had a high recovery efficiency. Examples of applying energy recovery systems also include generator–super capacitor energy recovery and the gas cylinder energy recovery system [
25].
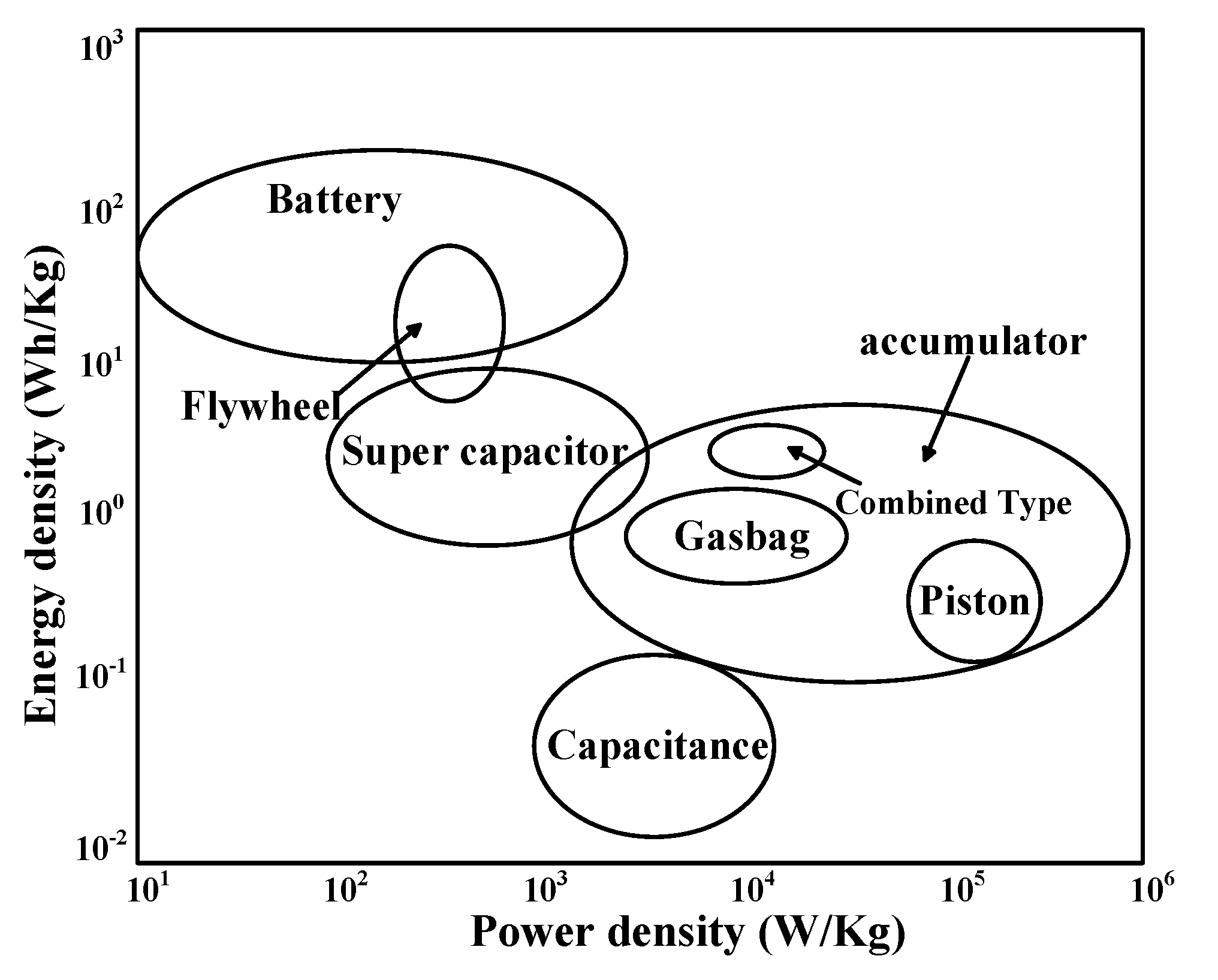
Figure 2 gives the energy density of different energy recovery circuits. However, Huang [
26] pointed out that the low utilization efficiency of the recovery energy is also an important problem that cannot be ignored. In general terms, an energy recovery process is composed of two sub-processes: the recovery process and the reutilization process. The number of energy conversions increases with the integration of an energy recovery system, thereby increasing the system’s structural complexity and causing low energy efficiency as well.
In summary, energy efficiency and mismatch between the demanded power and the installed power can be significantly improved by using the aforementioned methods. However, most of those methods only consider energy efficiency and ignore the impact that they have on the hydraulic press itself. Therefore, most of the energy-saving presses present complicated structures and poor practicality. Furthermore, most of the existing studies in the literature only focus on the hydraulic power units and hydraulic control system; they ignore that the hydraulic press is a forming machine composed of various functional systems, such as the hydraulic actuating system, hydraulic cooling system, and other auxiliary systems. Each of these systems waste a large amount of energy during the forming process and has great potential to save energy.
Therefore, in contrast to existing energy-saving methods, the system in this paper focuses on the hydraulic cooling system as a novel starting point and proposes an energy-saving buffer system to improve the energy efficiency of a single press. A reduction of the installed power and improvement in energy efficiency can be achieved by integrating the prefill system into the hydraulic cooling system, whereas noise pollution, processing properties, and structural complexity can be improved by adding a buffer system. In addition, a servo valve is employed to adjust the supplied flow rate of the energy-saving buffer system according to the load profiles. Finally, the proposed energy-saving system was applied to a 13MN forging hydraulic press as a case study, and the results shows its significant economic and energy-saving potential.
2. Energy-Saving Method of the Hydraulic Press
2.1. Energy Characteristics of the Hydraulic Press
In
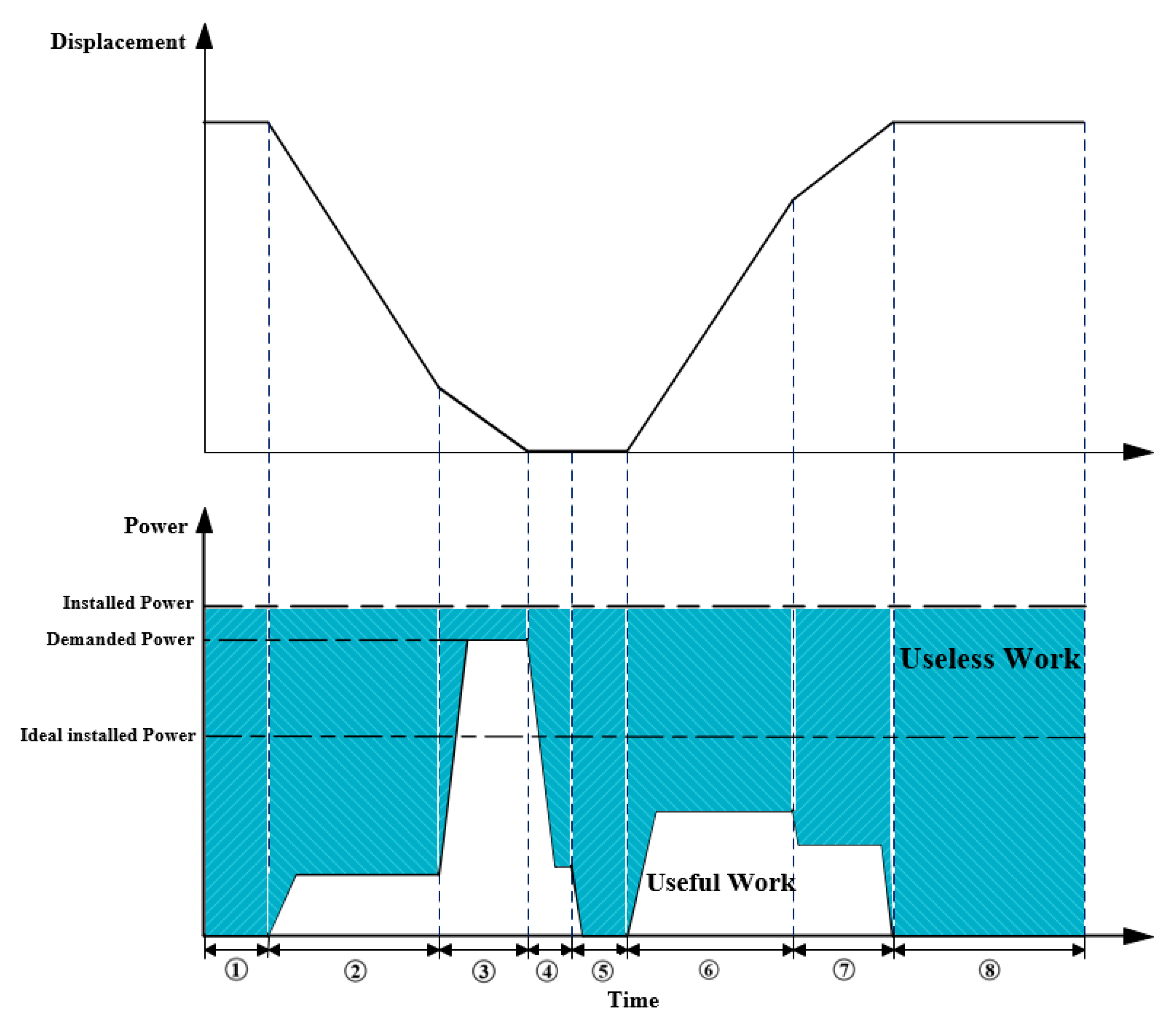
Figure 3, a diagram showing the working cycle of a hydraulic press is presented. The operations performed by the hydraulic press include waiting within a working cycle (Stages 1 and 8, WT), fast falling (Stage 2, FF), pressing with slow falling (Stage 3, PS), pressure maintaining (Stage 4, PM), unloading (Stage 5, UL), fast returning (Stage 6, FR), and slow returning (Stage 7, SR). All these stages are also part of the forming process.
In traditional methods, installed power is designed to meet the maximum power requirements of Stage 3, which is much larger than the operating power of the other working stages. However, the duration of Stage 3 is only of a very small percentage of the total operating time, leading to high energy consumption and low energy efficiency. Furthermore, hydraulic presses operate performing periodic movements; the intermittent time between two adjacent cycles is almost equal to the duration of a cycle. Once hydraulic presses start running, they would not stop unless the hydraulic system reaches the unloaded state and the demanded power is zero; this leads to a large amount of power lost inadvertently. As shown in
Figure 1, the white and blue areas represent useful work and useless work, respectively. Useless work is converted into heat or another useless form of energy during the operation of hydraulic presses; this is harmful to the processing properties.
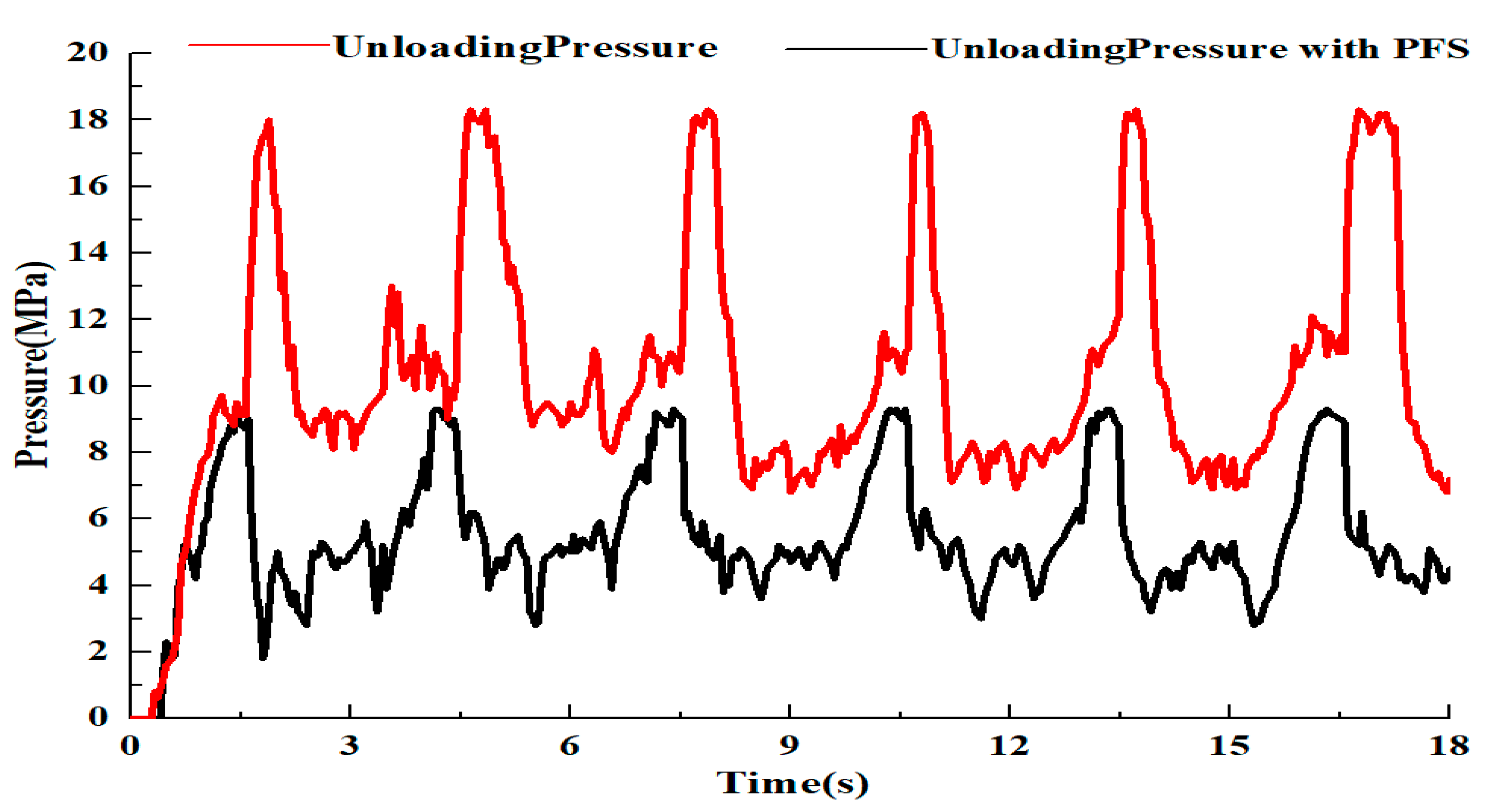
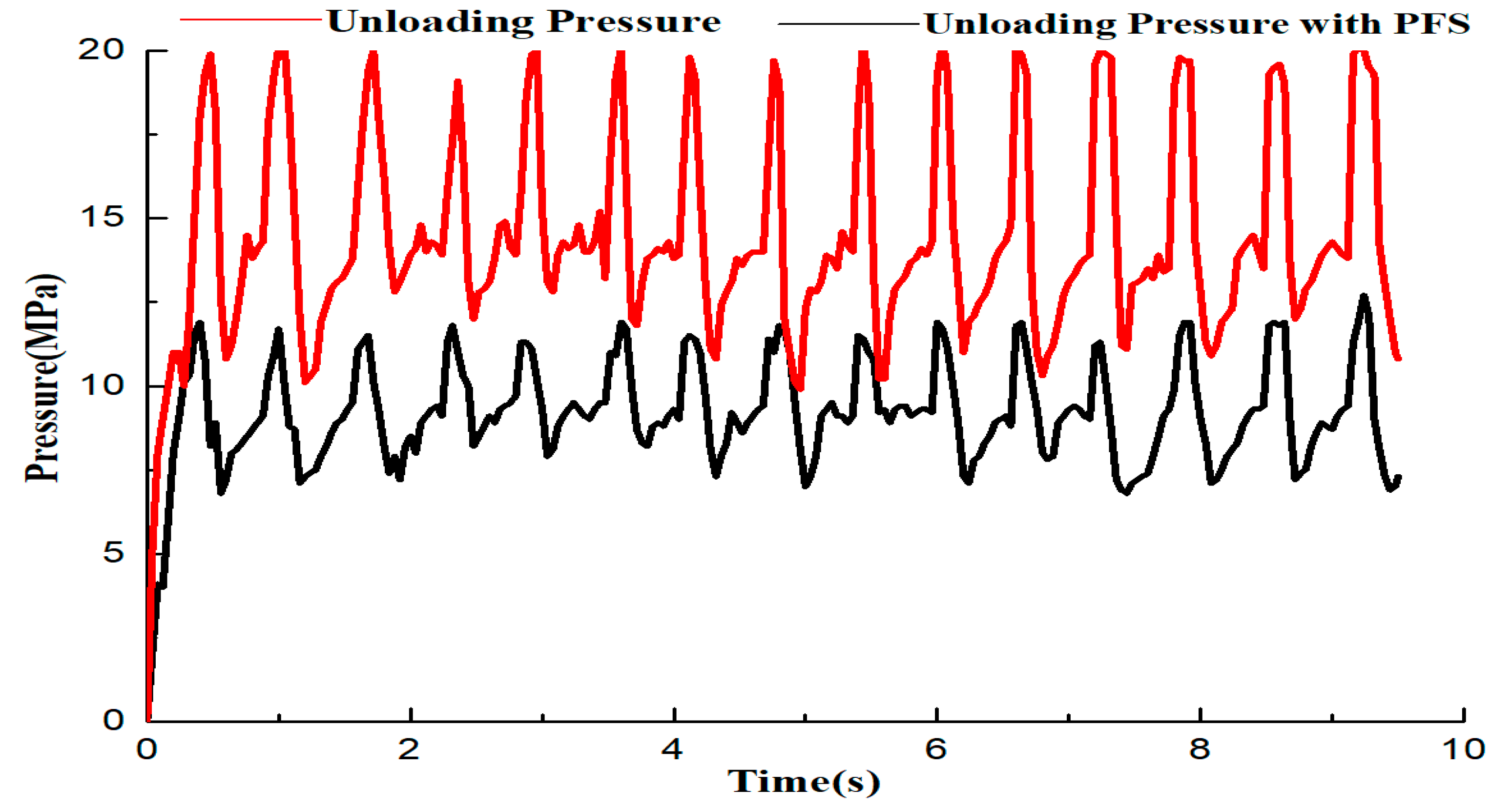
When the hydraulic press is unloading, a large flow is unloaded during the processing cycle, leading to a considerable amount of energy being wasted by the traditional power unit. In addition, when the hydraulic cylinder rises rapidly with high working pressure, the high-pressure oil cannot be completely unloaded. In consequence, the residual high-pressure oil enters the hydraulic pipeline causing high vibration and huge noise pollution. The phenomena presented above constitute the main reasons for the low energy efficiency and poor processing performance in hydraulic presses. Theoretically, if an external power system could supply energy to the hydraulic press simultaneously with the main power system during Stage 3, the installed power would be reduced and the energy efficiency would be increased.
2.2. Methodology
By analyzing in detail the reasons for the high installed power of hydraulic presses, this paper envisages the addition of an instantaneous power source during the PS stage (Stage 3). The power source can energize the hydraulic press simultaneously with the traditional power unit so as to reduce the power burden of the traditional power unit and thereby reduce the installed power of the hydraulic press. Based on this idea, an energy-saving method featuring a prefill system and a buffer system is proposed.
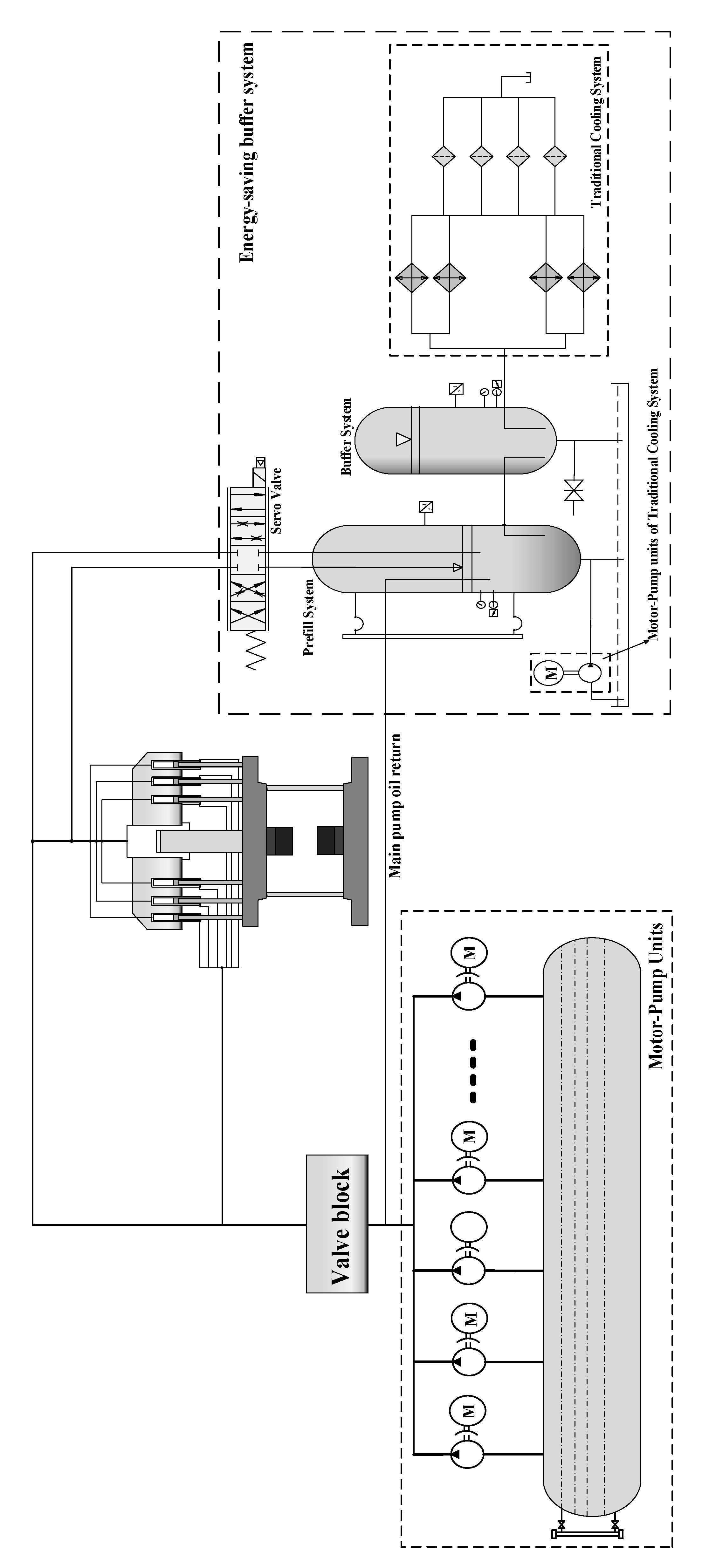
The proposed energy-saving system is developed by integrating a prefill system and a buffer system into the cooling system of the traditional hydraulic press, as shown in
Figure 4. The pivot of the proposed system is the prefill system, which could supply high-pressure oil to the main cylinder similar to a motor-pump unit. In order to ensure the efficiency of the supplemental power and reduce pipeline losses, the prefill system is installed next to the hydraulic cylinder instead of tens of meters away from the hydraulic press, as in the traditional power unit. In addition, a servo valve is employed to adjust the output flow according to the load profiles, thereby achieving high-precision energy supplement. Based on this method, the installed power can be set at the ideal installed power as shown in
Figure 1. During Stages 1, 2, 4, 5, 6, 7, and 8, the traditional power unit based on the ideal installed power can energize the press by itself, the prefill system is not used, and the servo valve outside the liquid-filling tank closes to reduce energy loss. When the hydraulic press operates at Stage 3, the power (or oil flow) required by the hydraulic press increases and exceeds the maximum value, it is difficult for the traditional hydraulic power unit alone to complete the pressurization process. At this time, the servo valve outside the liquid-filling tank opens with high accuracy, and the prefill system starts to supply power to the hydraulic press together with the traditional power unit. In this manner, power reliance on the traditional power unit is significantly reduced.
Furthermore, as depending on the power unit of the traditional cooling system, the addition of the prefill system does not require an increase in the number of motors and pumps to meet the flow and power requirements of Stage 3. Therefore, the usage of motor-pump units in the whole hydraulic system can be significantly reduced; the energy dissipation caused by the high installed power can be remarkably reduced in the low-load and no-load stage. Moreover, by reducing the number of pumps, the equipment footprint can be reduced, the structure of the equipment as a whole can be more compact, and the equipment utilization rate can be significantly improved.
When the hydraulic press operates at Stages 4 and 5, since the hydraulic press moves extremely quickly during the unloading stage, high-pressure oil cannot be completely unloaded. In consequence, the oil returning from the returning cylinder has high pressure and thus has a great impact on the prefill system and causes massive large noise pollution. To ensure the power supply of the prefill system successively improves the processing performance of the hydraulic press, the advantages of hydraulic accumulators are adopted in the method described in this paper by integrating a buffer system as an auxiliary facility. The buffer system, installed after the prefill system, can temporarily store the returning oil, absorb the high pressure in the oil to reduce the pressure shock in the system, and thus improve the processing performance of the hydraulic press. Furthermore, the high-pressure oil temporarily stored in the buffer system can also energize the hydraulic press together with the prefill system during Stage 3, allowing the energy-saving system to have a higher kinetic energy output and thus attain higher energy efficiency.
3. Energy Consumption Model and Theoretical Analysis
A hydraulic press is a closed energy conversion system composed of electric energy, mechanical energy, hydraulic energy, and forming energy, and the total energy consumption of a single hydraulic press is in the form of electrical energy.
The required electrical energy of a hydraulic press is determined by the flow rate q and the working pressure p of the actuator, which changes with the operation stage. Taking into account the energy conversion efficiency of the hydraulic system, the electrical energy demanded (
) by the hydraulic machine to complete forming actions can be expressed as Equation (1):
where stage
i includes the PS stage and the FF stage;
is the energy efficiency of motor-pump units;
is the start time of stage
i; and
is the duration of stage
i.
In terms of a hydraulic press with an energy-saving buffering system, Equation (1) can be divided into two parts,
where
and
are the energy provided by the traditional motor pumps and the prefill system, respectively;
and
are the pressure and flow rate provided by the traditional motor pumps, respectively; and
and
are the pressure and flow rate provided by the prefill system, respectively.
Apart from the electrical energy demanded by the hydraulic main circuit during the FF and PS stages, other electrical energy (
) demanded by the overflow circuit and the unloading circuit during the PM, PR, and WT stages can be expressed as Equation (3):
where
,
, and
are the motor power of the UL stage, the FR stage, and the WT stage, respectively; and
,
, and
are the duration of the UL, FR, and WT stages.
Therefore, total energy consumption in a working cycle (
) can be obtained:
Since the hydraulic actuator does not output mechanical energy until the forming process completes, the forming energy (
) of one working cycle can be expressed as:
where
is the height of the piston rod; and
is the forming pressure of the hydraulic press.
Therefore, the energy efficiency (
, electrical-forming energy) of the proposed hydraulic press can be expressed as Equation (6):
As shown in the above analysis, the integration of the prefill system and the buffer system can significantly reduce the power burden of traditional motor pumps during the high-load stage, and a reduction of installed power can be realized. In addition, both overflow losses during the PM stage and throttling losses during the idle state of the press could be greatly reduced because of the reduction of installed power, thereby improving the energy efficiency of the hydraulic press. Detailed energy-efficiency improvement is discussed in the following section.
5. Conclusions
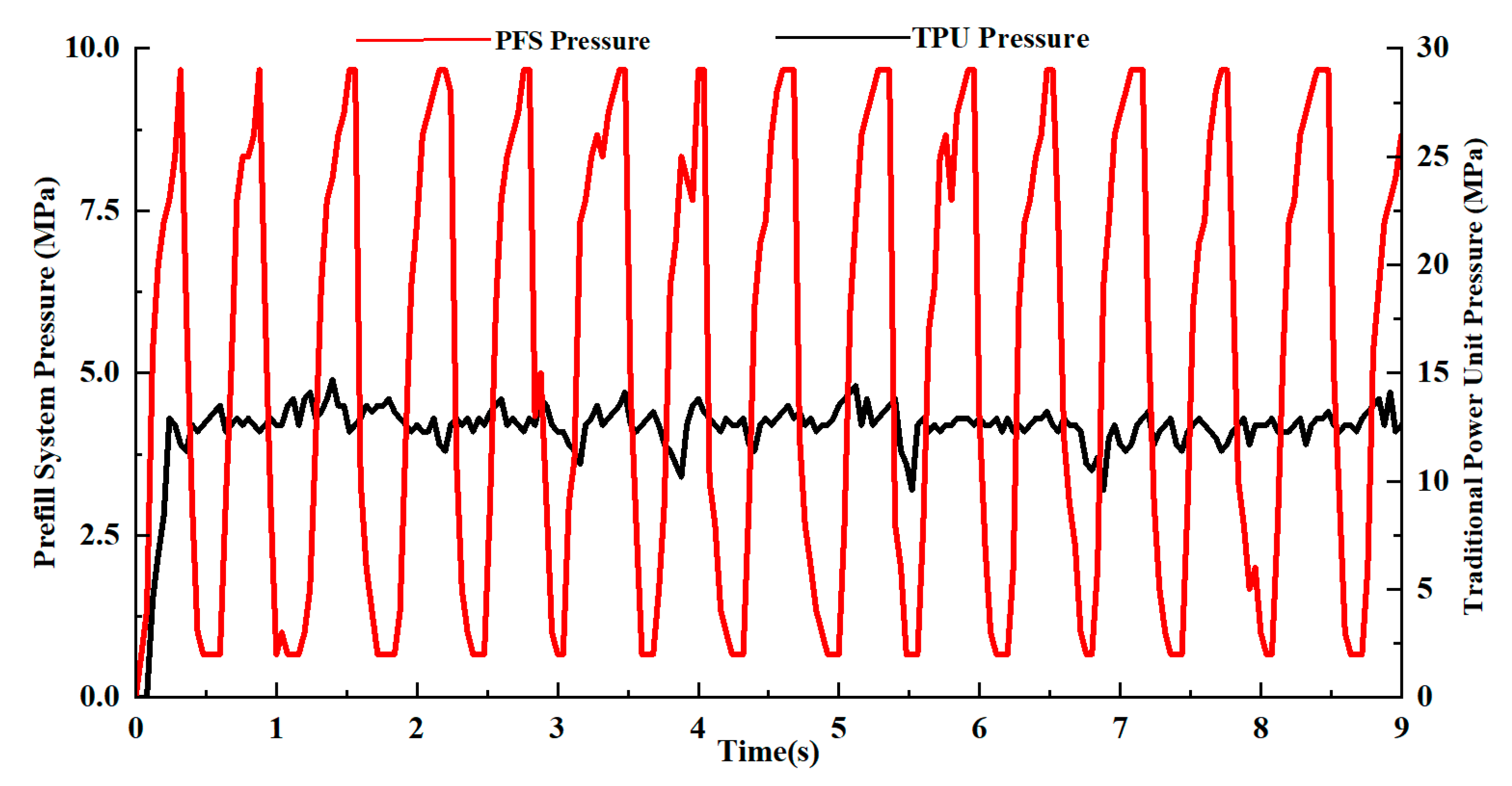
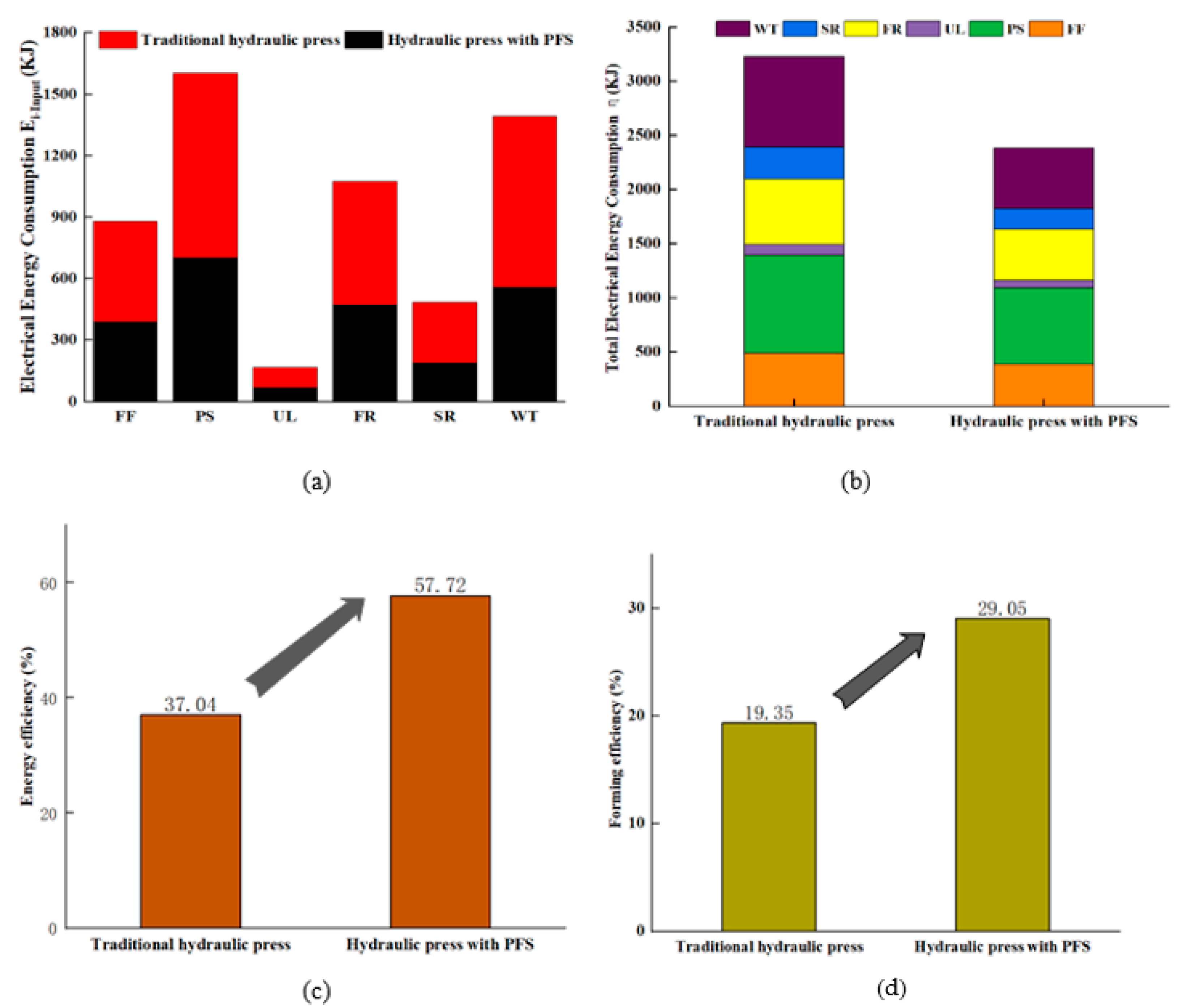
Given the low energy efficiency and poor processing performance of the hydraulic press, this paper proposes a method featuring an energy-saving buffer system to reduce the installed power and improve processing performance. In this method, a liquid-filling system is used to supply power and an oil flow rate that the TPU cannot provide at the high-load stage. As it is not necessary to increase the number of motor pumps to meet the flow requirements, the motor-pump usage of the whole system is significantly reduced. In consequence, the installed power of the hydraulic press is reduced, and cost reduction and energy savings are achieved. Furthermore, to mitigate the high-pressure impact and noise pollution at the unloading stage, a buffer system is integrated into the system to absorb the high-pressure returning oil. In consequence, the pressure shock problem is addressed, and the service lifespan of the hydraulic press is increased. The proposed system was tested in a 13 MN hydraulic press in which an industrial press was used. Through a series of comparative experiments, it was preliminarily validated that the proposed system can reduce pump usage and pressure shock by up to 30% and 41%, respectively, increase energy efficiency by up to 26.71%, reduce noise pollution and installed power by 28% and 22.85%, respectively, and provide the same processing characteristics and properties as the traditional hydraulic press.
To better improve the energy efficiency of the hydraulic press, our future work will concentrate on the control strategies of the PFS to achieve higher precision output. Other research directions include the optimal design of the PFS and the buffering system for a given hydraulic press.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}