Energy-Based Prognosis of the Remaining Useful Life of the Coating Segments in Hot Rolling Mill



Abstract
:1. Introduction
2. Literature Review
2.1. Cyber–Physical Production Systems
2.2. Predictive Maintenance
2.3. Methods for Assessing RUL
3. Approach
3.1. Problem Definition
3.2. Method for RUL Prediction in Hot Rolling Mills
- The remaining embodied energy capacity of the segments.
- The mean rate of wear progress.
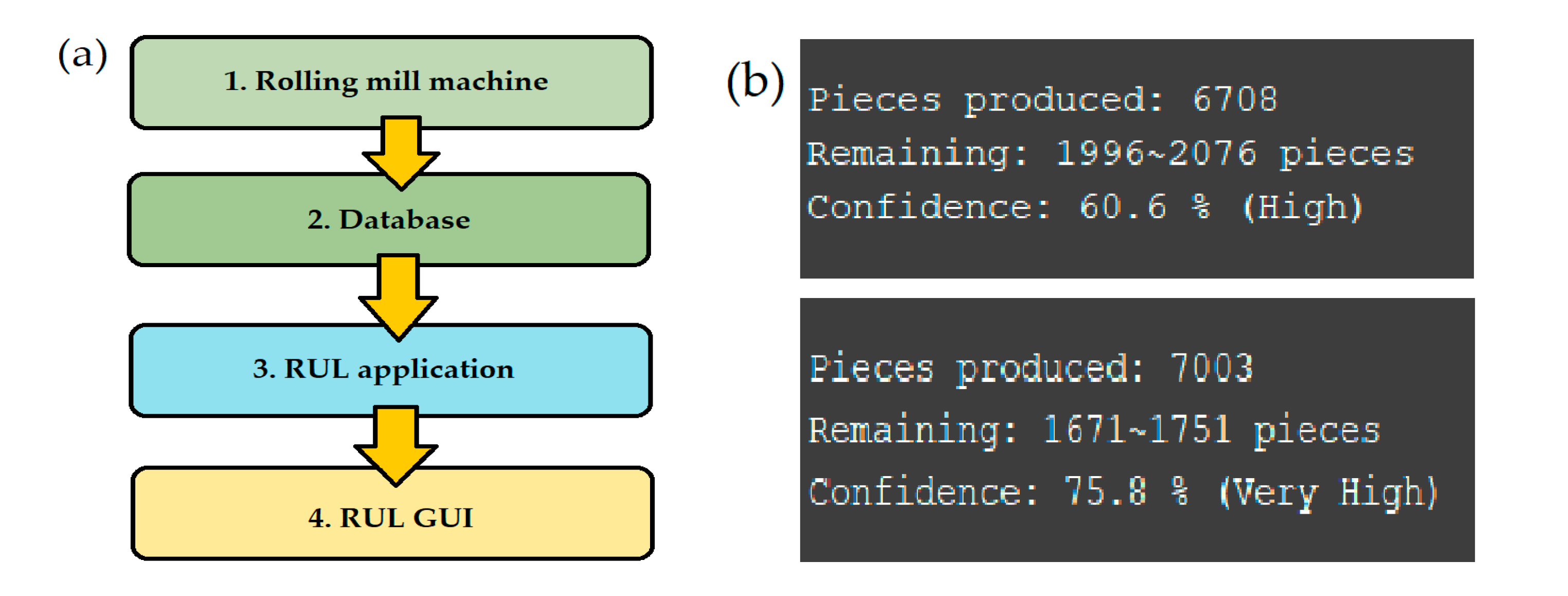
4. Implementation
5. Industrial Case Study and Approach Validation
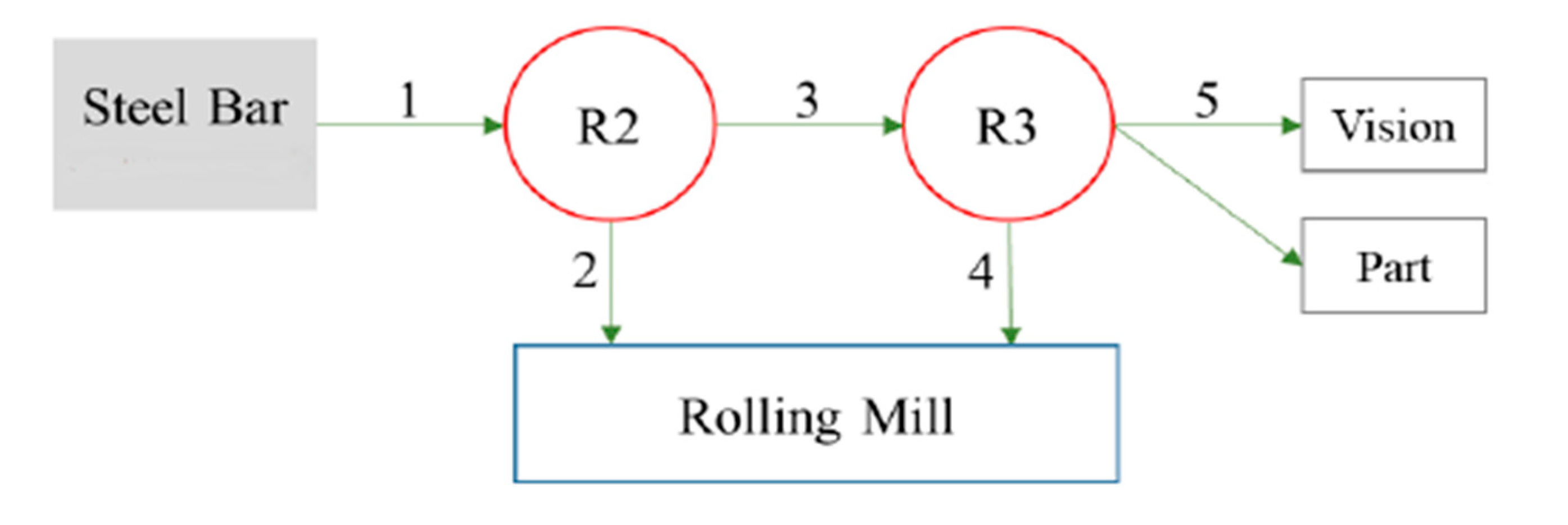
5.1. Manufacturing Process Description
5.2. Data Gathering and Preprocessing
5.3. Prediction Method Testing and Validation
5.4. Discussion
6. Conclusions and Future Work
Author Contributions
Funding
Conflicts of Interest
References
- Efthymiou, K.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. On a Predictive Maintenance Platform for Production Systems. Procedia CIRP 2012, 3, 221–226. [Google Scholar] [CrossRef] [Green Version]
- Ruiz-Sarmiento, J.; Monroy, J.; Moreno, F.-A.; Galindo, C.; Bonelo, J.-M.; Gonzalez-Jimenez, J. A predictive model for the maintenance of industrial machinery in the context of industry 4.0. Eng. Appl. Artif. Intell. 2020, 87, 103289. [Google Scholar] [CrossRef]
- Compare, M.; Baraldi, P.; Zio, E. Challenges to IoT-Enabled Predictive Maintenance for Industry 4. IEEE Internet Things J. 2020, 7, 4585–4597. [Google Scholar] [CrossRef]
- Scheffer, C.; Krätz, H.; Heyns, P.; Klocke, F.; Heyns, P.S. Development of a tool wear-monitoring system for hard turning. Int. J. Mach. Tools Manuf. 2003, 43, 973–985. [Google Scholar] [CrossRef]
- Hozdić, E. Smart factory for industry 4.0: A review. Int. J. Modern Manuf. Technol. 2015, 7.1, 28–35. [Google Scholar]
- Nikolakis, N.; Senington, R.; Sipsas, K.; Syberfeldt, A.; Makris, S. On a containerized approach for the dynamic planning and control of a cyber - physical production system. Robot. Comput. Manuf. 2020, 64, 101919. [Google Scholar] [CrossRef]
- Monostori, L. Cyber-physical Production Systems: Roots, Expectations and R&D Challenges. Procedia CIRP 2014, 17, 9–13. [Google Scholar] [CrossRef]
- Verl, A.; Lechler, A.; Schlechtendahl, J. Glocalized cyber physical production systems. Prod. Eng. 2012, 6, 643–649. [Google Scholar] [CrossRef]
- Thiede, S.; Juraschek, M.; Herrmann, C. Implementing Cyber-physical Production Systems in Learning Factories. Procedia CIRP 2016, 54, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Uhlemann, T.H.-J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Nikolakis, N.; Alexopoulos, K.; Xanthakis, E.; Chryssolouris, G. The digital twin implementation for linking the virtual representation of human-based production tasks to their physical counterpart in the factory-floor. Int. J. Comput. Integr. Manuf. 2018, 32, 1–12. [Google Scholar] [CrossRef]
- Civerchia, F.; Bocchino, S.; Salvadori, C.; Rossi, E.; Maggiani, L.; Petracca, M. Industrial Internet of Things monitoring solution for advanced predictive maintenance applications. J. Ind. Inf. Integr. 2017, 7, 4–12. [Google Scholar] [CrossRef]
- Panicucci, S.; Nikolakis, N.; Cerquitelli, T.; Ventura, F.; Proto, S.; Macii, E.; Makris, S.; Bowden, D.; Becker, P.; O’Mahony, N.; et al. A Cloud-to-Edge Approach to Support Predictive Analytics in Robotics Industry. Electronics 2020, 9, 492. [Google Scholar] [CrossRef] [Green Version]
- Aivaliotis, P.; Georgoulias, K.; Chryssolouris, G. A RUL calculation approach based on physical-based simulation models for predictive maintenance. In Proceedings of the 2017 International Conference on Engineering, Technology and Innovation (ICE/ITMC), Madeira Island, Portugal, 27–29 June 2017; pp. 1243–1246. [Google Scholar]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Scheffer, C.; Heyns, P.; Heyns, P.S. An industrial tool wear monitoring system for interrupted turning. Mech. Syst. Signal Process. 2004, 18, 1219–1242. [Google Scholar] [CrossRef]
- Chen, S.-L.; Jen, Y. Data fusion neural network for tool condition monitoring in CNC milling machining. Int. J. Mach. Tools Manuf. 2000, 40, 381–400. [Google Scholar] [CrossRef]
- Haber, R.E.; Alique, A. Intelligent process supervision for predicting tool wear in machining processes. Mechatronics 2003, 13, 825–849. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Kumara, S. Cloud-based machine learning for predictive analytics: Tool wear prediction in milling. In Proceedings of the 2016 IEEE International Conference on Big Data (Big Data), Washington, DC, USA, 5–8 December 2016; pp. 2062–2069. [Google Scholar]
- Li, X.; Er, M.; Ge, H.; Gan, O.P.; Huang, S.; Zhai, L.; Linn, S.; Torabi, A.J. Adaptive Network Fuzzy Inference System and support vector machine learning for tool wear estimation in high speed milling processes. In Proceedings of the IECON 2012—38th Annual Conference on IEEE Industrial Electronics Society, Montreal, QC, Canada, 25–28 October 2012; pp. 2821–2826. [Google Scholar]
- Zhang, C.; Yao, X.; Zhang, J.; Jin, H. Tool Condition Monitoring and Remaining Useful Life Prognostic Based on a Wireless Sensor in Dry Milling Operations. Sensors 2016, 16, 795. [Google Scholar] [CrossRef] [Green Version]
- Ren, Q.; Balazinski, M.; Baron, L.; Jemielniak, K.; Botez, R.M.; Achiche, S. Type-2 fuzzy tool condition monitoring system based on acoustic emission in micromilling. Inf. Sci. 2014, 255, 121–134. [Google Scholar] [CrossRef]
- Cuka, B.; Kim, D.-W. Fuzzy logic based tool condition monitoring for end-milling. Robot. Comput. Manuf. 2017, 47, 22–36. [Google Scholar] [CrossRef]
- Cho, S.; Binsaeid, S.; Asfour, S. Design of multisensor fusion-based tool condition monitoring system in end milling. Int. J. Adv. Manuf. Technol. 2009, 46, 681–694. [Google Scholar] [CrossRef]
- Sun, J.; Hong, G.S.; Wong, Y.; Rahman, M.; Wang, Z. Effective training data selection in tool condition monitoring system. Int. J. Mach. Tools Manuf. 2006, 46, 218–224. [Google Scholar] [CrossRef]
- Wang, G.; Yang, Y.; Li, Z. Force Sensor Based Tool Condition Monitoring Using a Heterogeneous Ensemble Learning Model. Sensors 2014, 14, 21588–21602. [Google Scholar] [CrossRef] [Green Version]
- Gao, C.; Xue, W.; Ren, Y.; Zhou, Y. Numerical Control Machine Tool Fault Diagnosis Using Hybrid Stationary Subspace Analysis and Least Squares Support Vector Machine with a Single Sensor. Appl. Sci. 2017, 7, 346. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Xue, W. A Multisensor Fusion Method for Tool Condition Monitoring in Milling. Sensors 2018, 18, 3866. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ou, J.; Li, H.; Huang, G.; Zhou, Q. A Novel Order Analysis and Stacked Sparse Auto-Encoder Feature Learning Method for Milling Tool Wear Condition Monitoring. Sensors 2020, 20, 2878. [Google Scholar] [CrossRef] [PubMed]
- Rother, A.; Jelali, M.; Soffker, D. A brief review and a first application of time-frequency-based analysis methods for monitoring of strip rolling mills. J. Process. Control 2015, 35, 65–79. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Higuchi, M.; Shimada, S.; Kaneeda, T. Tool life monitoring during the diamond turning of electroless Ni–P. Precis. Eng. 2007, 31, 196–201. [Google Scholar] [CrossRef]
- Vallejo, A.G., Jr.; Flores, J.A.N.; Menendez, R.M.; Sucar, L.E.; Rodriguez, C.A. Tool-Wear Monitoring Based on Continuous Hidden Markov Models. In Iberoamerican Congress on Pattern Recognition; Lazo, M., Sanfeliu, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2005; pp. 880–890. [Google Scholar]
- Lamraoui, M.; Thomas, M.; El Badaoui, M. Cyclostationarity approach for monitoring chatter and tool wear in high speed milling. Mech. Syst. Signal Process. 2014, 44, 177–198. [Google Scholar] [CrossRef]
- Chi, Y.; Dai, W.; Lu, Z.; Wang, M.; Zhao, Y. Real-Time Estimation for Cutting Tool Wear Based on Modal Analysis of Monitored Signals. Appl. Sci. 2018, 8, 708. [Google Scholar] [CrossRef] [Green Version]
- Stavropoulos, P.; Papacharalampopoulos, A.; Vasiliadis, E.; Chryssolouris, G. Tool wear predictability estimation in milling based on multi-sensorial data. Int. J. Adv. Manuf. Technol. 2015, 82, 509–521. [Google Scholar] [CrossRef] [Green Version]
- Bendat, J.S.; Piersol, A.G. Random Data: Analysis and Measurement Procedures; Wiley: New York, NY, USA, 1986. [Google Scholar]
- Tirpude, V.D.; Modak, J.P.; Mehta, G.D. Vibration based condition monitoring of rolling mill. Int. J. Sci. Eng. Res. 2011, 2, 1–10. [Google Scholar]
- Yuan, J.; He, Z.; Zi, Y.; Liu, H. Gearbox fault diagnosis of rolling mills using multiwavelet sliding window neighboring coefficient denoising and optimal blind deconvolution. Sci. China Ser. E Technol. Sci. 2009, 52, 2801–2809. [Google Scholar] [CrossRef]
- Chen, J.; Wan, Z.; Pan, J.; Zi, Y.; Wang, Y.; Chen, B.; Sun, H.; Yuan, J.; He, Z. Customized maximal-overlap multiwavelet denoising with data-driven group threshold for condition monitoring of rolling mill drivetrain. Mech. Syst. Signal Process. 2016, 68, 44–67. [Google Scholar] [CrossRef]
- Farina, M.; Osto, E.; Perizzato, A.; Piroddi, L.; Scattolini, R. Fault detection and isolation of bearings in a drive reducer of a hot steel rolling mill. Control Eng. Pr. 2015, 39, 35–44. [Google Scholar] [CrossRef]
- Deshpande, V.; Modak, J. Maintenance strategy for tilting table of rolling mill based on reliability considerations. Reliab. Eng. Syst. Saf. 2003, 80, 1–18. [Google Scholar] [CrossRef]
- Xie, Z.-J.; Li, X.-J.; Chen, P. Design of an equipment condition monitoring and fault diagnosis network system for the main drive of a hot strip mill. J. Chongqing Univ. 2008, 11. Available online: http://en.cnki.com.cn/Article_en/CJFDTotal-FIVE200811003.htm (accessed on 27 September 2020).
- Li, G.-Y.; Dong, M. A Wavelet and Neural Networks Based on Fault Diagnosis for HAGC System of Strip Rolling Mill. J. Iron Steel Res. Int. 2011, 18, 31–35. [Google Scholar] [CrossRef]
- Yuan, G.; Wang, Y.; Liu, X. Real-time optical detection system for monitoring roller condition with automatic error compensation. Opt. Lasers Eng. 2014, 53, 69–78. [Google Scholar] [CrossRef]
- Tang, Y.H.; Lin, G.X.; Zhang, C.L. Study of On-Line Condition Monitoring System for Roller Based on HMM. Adv. Mater. Res. 2010, 139, 2546–2549. [Google Scholar] [CrossRef]
- Myung, I.J. Tutorial on maximum likelihood estimation. J. Math. Psychol. 2003, 47, 90–100. [Google Scholar] [CrossRef]
- De Myttenaere, A.; Golden, B.; Le Grand, B.; Rossi, F. Mean Absolute Percentage Error for regression models. Neurocomputing 2016, 192, 38–48. [Google Scholar] [CrossRef] [Green Version]
- Landau, D.P.; Binder, K. A Guide to Monte Carlo Simulations in Statistical Physics; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Confidence Score | Assigned Labels | |
|---|---|---|
| 100% | Sure prediction | “Maximum” |
| 85%–99.9% | Extremely reliable prediction | “Extremely High” |
| 70%–85% | Very reliable prediction | “Very High” |
| 50%–70% | Reliable prediction | “High” |
| 30%–50% | Moderate prediction | “Moderate” |
| <30% | Unreliable prediction | “Poor” |
| Timestamp | Segment Top Surface Temperature (Celsius Degrees) | Segment Bottom Surface Temperature (Celsius Degrees) | Cylinder Hydraulic A Force (kilonewtons) | Cylinder Hydraulic B Force (kilonewtons) |
|---|---|---|---|---|
| 2020-01-22T09:26:09 | [189, 189, …, 102] | [548, 549, …, 90] | [−29, −16, …, −67] | [15, 3, …, −30] |
| 2020-01-22T09:26:37 | [262, 260, …, 158] | [542, 540, …, 527] | [−43, −49, …, −58] | [−18, 25, …, −24] |
| 2020-01-22T09:27:03 | [199, 198, …, 94] | [550, 550, …, 95] | [−46, −67, …, −61] | [−18, −9, …, −24] |
| 2020-01-22T09:27:31 | [256, 251, …, 147] | [548, 548, …, 496] | [−31, −17, …, −58] | [−2, 20, …, −34] |
| 2020-01-22T10:28:43 | [191, 187, …, 101] | [550, 550, …, 93] | [−46, −27, …, −61] | [−21, −6, …, −30] |
| 2020-01-22T10:29:11 | [260, 256, …, 157] | [544, 543, …, 536] | [−46, −21, …, −60] | [−21, −5, …, −24] |
| 2020-01-22T10:29:37 | [197, 195, …, 103] | [550, 550, …, 95] | [−58, −31, …, −61] | [−15, 13, …, −18] |
| 2020-01-22T10:30:05 | [259, 252, …, 152] | [550, 550, …, 511] | [−49, −24, …, −58] | [−21, −11, …, −34] |
| 2020-01-22T10:30:33 | [197, 194, …, 103] | [550, 550, …, 496] | [−16, −18, …, −61] | [12, 14, …, −36] |
| Prediction Session | Start/End Dates and Timestamps |
|---|---|
| 1 | 22/01/2020 (06:16)–29/01/2020 (13:24) |
| 2 | 14/02/2020 (00:00)–19/02/2020 (01:14) |
| 3 | 19/02/2020 (14:15)–24/02/2020 (06:38) |
| 4 | 10/01/2020 (00:38)–14/01/2020 (11:38) |
| 5 | 20/01/2020 (00:00)–20/01/2020 (23:59) |
| 6 | 02/03/2020 (00:00)–17/03/2020 (06:35) |
| 7 | 17/03/2020 (16:02)–23/03/2020 (19:16) |
| 8 | 07/04/2020 (22:02)–12/04/2020 (16:52) |
| 9 | 23/04/2020 (11:49)–23/04/2020 (13:16) |
| Prediction Session | MAPE | Accuracy (100%-MAPE) | Prediction Session | MAPE | Accuracy (100%-MAPE) |
|---|---|---|---|---|---|
| 1 | 0.59% | 99.41% | 6 | 0.83% | 99.17% |
| 2 | 0.65% | 99.35% | 7 | 1.20% | 98.80% |
| 3 | 2.23% | 97.77% | 8 | 2.87% | 97.13% |
| 4 | 0.90% | 99.10% | 9 | 0.90% | 99.10% |
| 5 | 0.62% | 99.38% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anagiannis, I.; Nikolakis, N.; Alexopoulos, K. Energy-Based Prognosis of the Remaining Useful Life of the Coating Segments in Hot Rolling Mill. Appl. Sci. 2020, 10, 6827. https://doi.org/10.3390/app10196827
Anagiannis I, Nikolakis N, Alexopoulos K. Energy-Based Prognosis of the Remaining Useful Life of the Coating Segments in Hot Rolling Mill. Applied Sciences. 2020; 10(19):6827. https://doi.org/10.3390/app10196827
Chicago/Turabian StyleAnagiannis, Ioannis, Nikolaos Nikolakis, and Kosmas Alexopoulos. 2020. "Energy-Based Prognosis of the Remaining Useful Life of the Coating Segments in Hot Rolling Mill" Applied Sciences 10, no. 19: 6827. https://doi.org/10.3390/app10196827
APA StyleAnagiannis, I., Nikolakis, N., & Alexopoulos, K. (2020). Energy-Based Prognosis of the Remaining Useful Life of the Coating Segments in Hot Rolling Mill. Applied Sciences, 10(19), 6827. https://doi.org/10.3390/app10196827