Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry



Abstract
:Featured Application
Abstract
1. Introduction
- Energy: reduced demand (steam, heat and electricity), improved efficiency (steam), alternative sources (steam, electricity), and improved recovery (heat).
- Water: reduction, reuse and alternative sources.
- Wastewater: recovery of resources, wastewater treatment and beneficial utilisation.
2. Wastewater Treatment and Process Limitations
- (a)
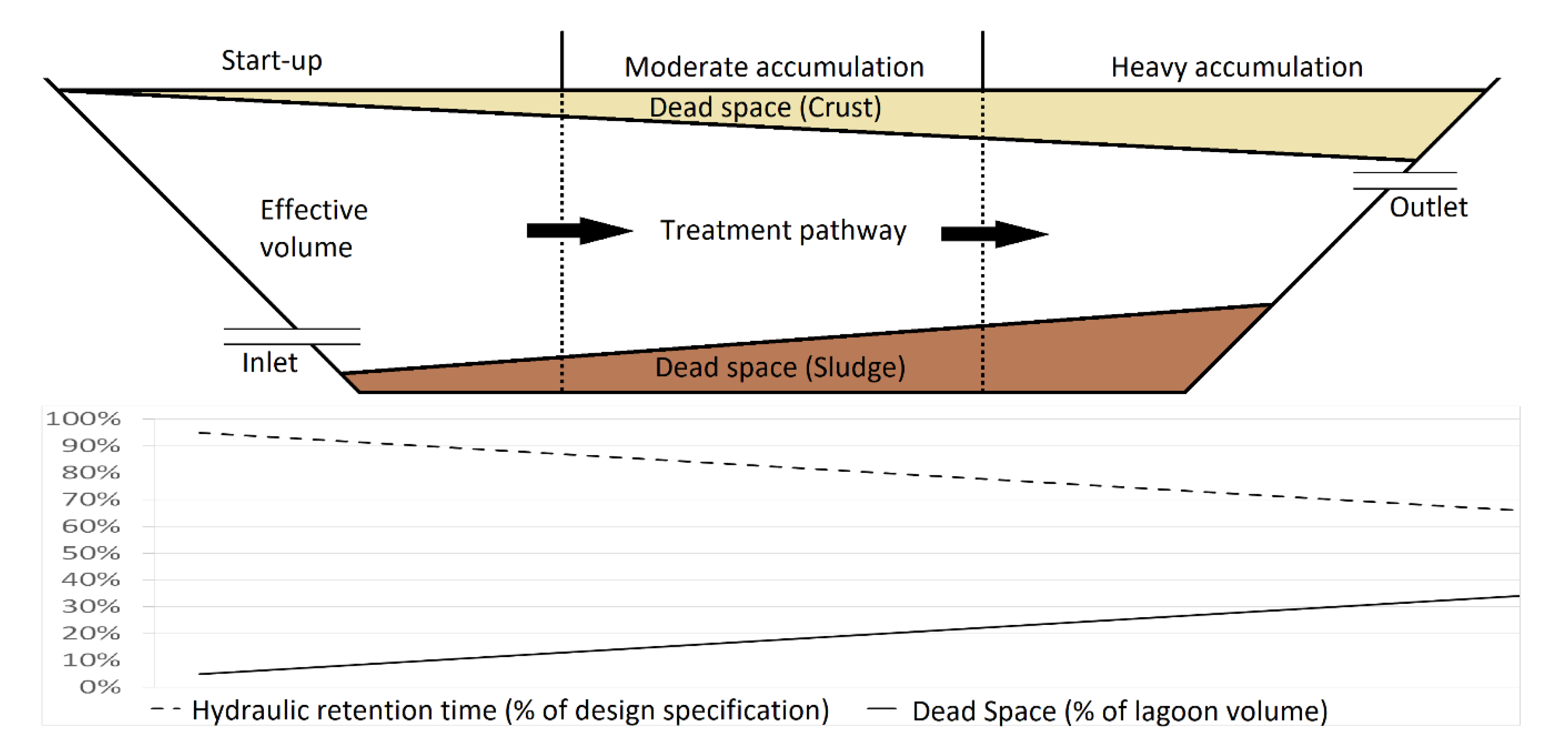
- Crust formation and loss of effective volume: Fatty and buoyant substrates are less dense than water and separate out to form a fatty crust on the surface of lagoon systems. As the crust mass accumulates it occupies greater volume within the lagoon, limiting the space for the digester liquor to accommodate and effectively reducing the effective volume of the lagoon (Figure 2) [6,10,20]. This simplified conceptual diagram (i.e., Figure 2) assumes a coupled hydraulic and solids retention time and a static flow rate. As dead space increases it is expected that a reduction in treatment time and consequently a reduction in treatment efficiency will result. This loss of treatment efficiency resulting from insufficient residence time is known as short-circuiting. As the lagoons are typically designed to accommodate a particular waste volume, there are two options: (1) divert wastewater flow to reduce the amount of wastewater going to the digester [29] or (2) overload the digester [29].
- (b)
- Reduced treatment efficiency: If digester inflow is not reduced to accommodate for the reduction in effective volume resulting from crust accumulation, the digester will experience both organic and hydraulic overloading [11,30]. The effect of hydraulic overload is short-circuiting in which wastewater passes from inlet to outlet without spending sufficient time in the digester to achieve sufficient organics degradation [31] and may result in the loss of active biomass (i.e., sludge washout) due to the higher flow rate resulting from forcing the same volume of wastewater through an ever-narrowing corridor (Figure 2). The effect of organic overloading is reduced treatment efficiency and potential toxicity to the microbial consortium [11,32]. The impact of crust accumulation under the cover of a CAL can be less apparent and effluent characteristics can give a false impression of digester performance prior to signs of failure. As covers are typically opaque it is difficult to gauge crust formation. As fatty and buoyant organics separate to the surface of the lagoon they become isolated from the liquid phase and are not removed in the digester effluent stream [10]. As samples are typically collected from the digester outlet, subsequent analyses on the effluent wastewater can give false indications of degradation efficiency [29]. However, in comparison with theoretical or laboratory-determined BMP results, an early indicator may be a low in situ gas yield due to the physical limitation of microbes and exoenzymes to access the organic mass that is effectively isolated in the crust. Essentially, the surface-area-to-volume ratio of the crust decreases as the crust accumulates, reducing the available area for enzyme-substrate interaction and resulting degradation [6].
- (c)
- Damage to infrastructure: The accumulation of a fatty crust has three main implications for infrastructure and maintenance including pipe blockages and clogging of gas collection and handling systems [33,34], reduced cover integrity [10,19,35,36] and the difficulty and cost of crust removal [25]. (1) Pipe blockages are commonly reported and can result in accumulation of hazardous waste upstream at the RMP facility, or accumulation within the digester. (2) Covers are typically made from high-density polyethylene which over time reacts when in contact with fat to weaken the cover integrity, allowing for gas permeation, risk of tears and risk to workers who may walk on the cover [19]. Raft style covers rely on a skeleton of pipework which can easily become bent, warped and generally compromised by accumulated fatty crust [10]. Removal of covers to remove fatty crusts often results in the destruction of the cover. Furthermore, removal of crust has been described as difficult, time consuming and expensive [25].
- (d)
- Reduced gas yield: Fatty crusts also limit the potential to recover biogas produced from a waste stream. While gas emerges through thin crust layers [26] as preferential pathways for gas release, thick crusts restrict the pathways by which gas can escape the liquid medium into the cover for capture [10]. In these cases, gas becomes compressed in the liquid phase and escapes at the next possible point which may evade capture and contribute to greenhouse gas emissions. Furthermore, fat that is broken down to form long-chain fatty acids may contribute to microbial inhibition and thereby limit the amount of methane gas production [37].
3. Process Optimisation
3.1. Effect of Temperature and Mixing
- (i)
- Formation of crust/foaming layer development: Crust formation was only observed in reactors with minimal stirring (1 h·day−1 before and after feeding to prevent washout of active biomass).
- (ii)
- Process stability: Volatile fatty acids (VFA) accumulated faster in the continuously stirred reactors, indicating a greater rate of hydrolytic degradation of organics, albeit imbalanced with methanogen performance. However, due to the low reactor temperature, this caused the system to fail sooner than the unstirred reactor. The unstirred reactor failed 10 days after the stirred reactor.
- (iii)
- Biogas quantity and quality: Biogas production was greater in the stirred reactor prior to reactor failure. Methane content was higher in the stirred reactor, and hydrogen sulphide concentration was much lower.
- (i)
- Formation of crust/foaming layer development: As beef grease and tallow has a melting point of 36–42 °C, an operational temperature of 40 °C is effective at melting fat to promote hydrolytic degradation. Crust formation was not observed in stirred, heated reactors.
- (ii)
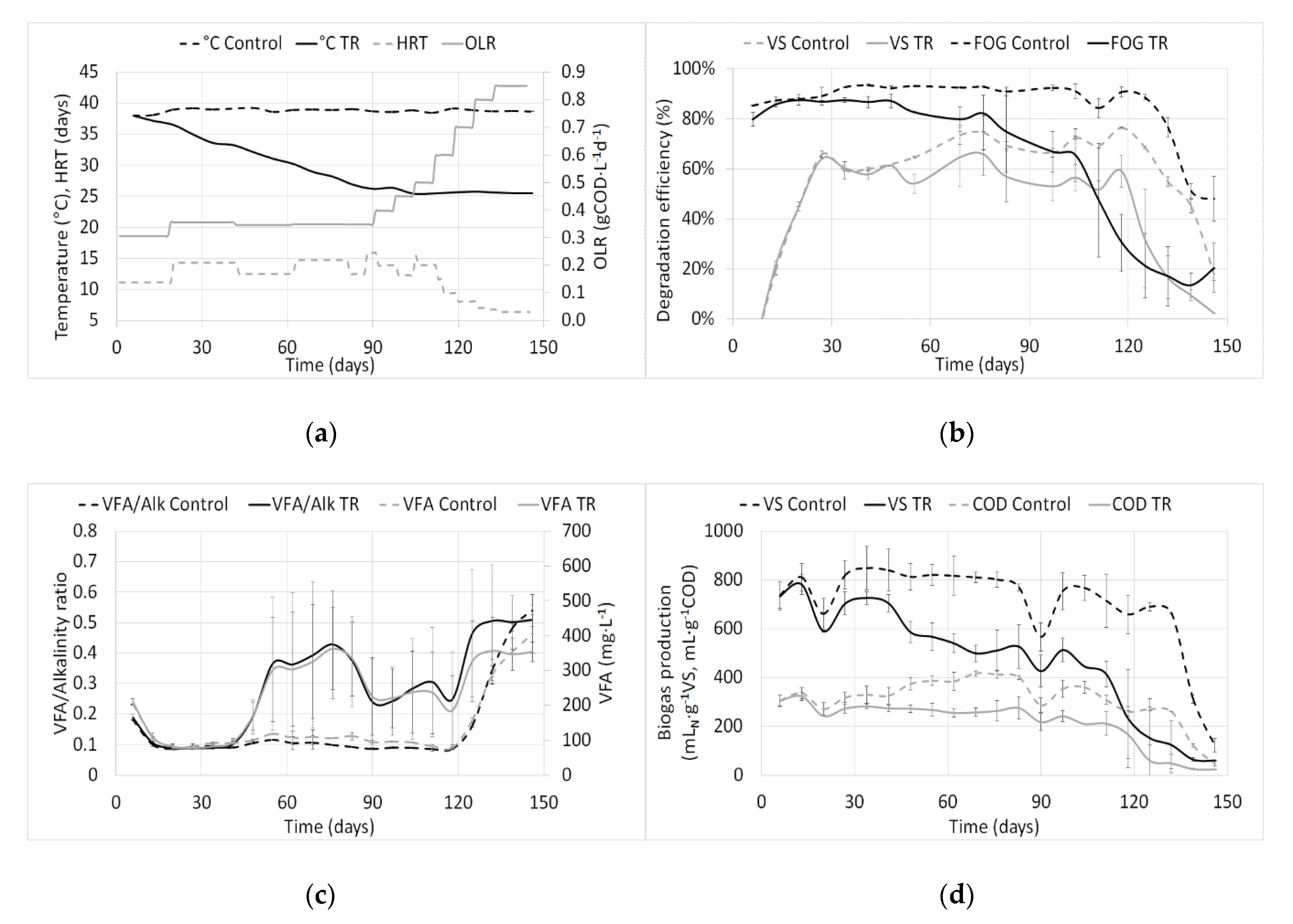
- Process stability: Heated, stirred reactors maintained greater buffering capacity than the unstirred and unheated reactors and did not experience any process instability as indicated by a consistent pH and VFA:total alkalinity ratio.
- (iii)
- Biogas quantity and quality: Biogas production continually increased throughout the experiment beyond 70 days in the reactors that received heating and stirring, while the unheated and unstirred reactors failed after 50 and 60 days, respectively.
3.2. Trace Element Supplementation
3.3. Pre-Treatment of High-Fat RMP Wastewater Substrates to Enhance Anaerobic Digestion
4. Implications for Digester Technologies Treating RMP Wastewater
4.1. Low-Rate Digesters
4.2. High-Rate Digesters:
- (a)
- Covered high-rate anaerobic lagoons (CoHRAL) are an evolution of the low-rate CAL in which a degree of mixing and or heating has been incorporated. These systems still have a comparatively large footprint, whereby volumes of 20,000 m3 are common. Mixing is typically achieved through the input of waste, the recirculation of sludge or the pumping of biogas through the sludge layer. While better mixing provides better degradation of FOG-rich substrates, it is unlikely that the turbulence generated by these methods will be sufficient to disrupt a floating crust layer.
- (b)
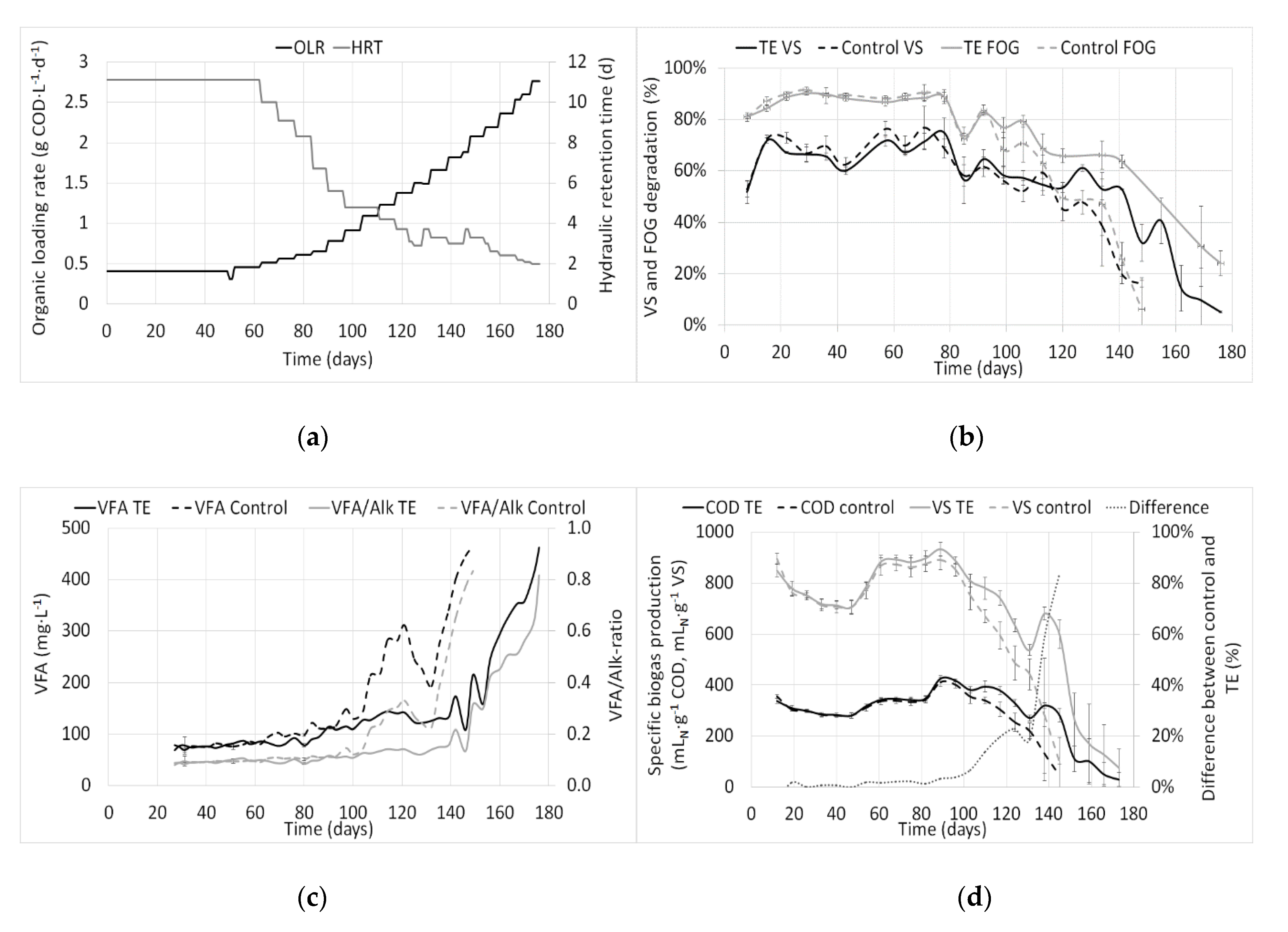
- Continuous stirred-tank reactors (CSTR) are typically operated at either mesophilic (38 °C) or thermophilic (55 °C) temperatures. These reactors are continuously stirred and, accordingly, the HRT and SRT are coupled [48]. Consequently, if biomass recycling is absent, high hydraulic loading reduces both the HRT and SRT and results in short-circuiting and sludge washout [48]. Under normal operating conditions, as demonstrated by McCabe, Schmidt and Harris [11] and Schmidt et al. [27] CSTRs treating RMP waste perform well under high FOG loads.
- (c)
- Upflow anaerobic sludge blanket (UASB) reactors decouple the SRT from the HRT and allow for high hydraulic throughputs, commonly 3–4 times the effective volume of the reactor in a 24 h period [49]. However, FOG disrupts formation of granular sludge and is consequently incompatible with UASB reactor technology [50]. Increasing the recovery of FOG from waste streams could improve the viability of UASB reactors as a treatment option for residual organics in the wastewater stream. The high protein content in RMP wastewater presents an added risk of ammonia inhibition.
- (d)
- Expanded granular sludge bed (EGSB) reactors are a subset of UASB reactors which are built taller to accommodate a larger volume of granular sludge which is typically developed on a bed of sand or other inert material, effectively enabling a higher organic loading rate. As with UASB reactors, a high hydraulic throughput can be achieved, but FOG is still problematic in establishing and maintaining a granular sludge bed [51]. The high protein content in RMP wastewater presents an added risk of ammonia inhibition.
- (e)
- Anaerobic filter reactors (AFR) contain a high surface-area packing medium which acts as a filter upon which a bacterial biofilm forms. Wastewaters are pumped through this filter and solids are retained and degraded by the bacteria grown in the filter material. Reactors are heated and additional mixing is unnecessary due to reactor design. FOG degradation appears to be good in other industries [52]. The high protein content in RMP wastewater presents an added risk of ammonia inhibition.
- (f)
5. Co-Digestion of Australian RMP Waste
6. Conclusion and Recommendations
- Effective primary treatment of the wastewater is essential to break down FOG into a dispersed and useable form or to ensure removal of excess FOG and solids. Primary treatment includes the use of:
- (i)
- Screens (include static, vibrating, rotary and screw presses) as the first stage of primary pre-treatment to remove solid material including fat particles, paunch and manure from the wastewater;
- (ii)
- Well-designed save-alls which remove fat effectively;
- (iii)
- Adequately operated dissolved air flotation (DAF) systems.
- Biogas plants should be designed to minimise the effect of shock loading and maximise consistency in feedstock composition. Redundancy should be built in to allow for maintenance.
- A degree of mixing may be beneficial to prevent crust accumulation in anaerobic lagoons, though design should be careful as to avoid short-circuiting and washout.
- Covered anaerobic lagoons typically operate at ambient temperatures and should be optimised for mesophilic conditions. The integration of heat exchangers into the treatment system could be a simple option to provide constant mesophilic temperature and to improve the anaerobic process of biogas production.
- High-rate digesters such as anaerobic membrane reactors and anaerobic filter reactors present opportunities to manage FOG-rich waste streams with high hydraulic loading.
- RMP facilities could expand to digest organic waste from co-located, on-farm industries in order to boost energy production, offset energy demand and improve digester performance and longevity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- GHD. Industry Environmental Sustainability Review 2010; Meat and Livestock Australia: Sydney, NSW, Australia, 2011. [Google Scholar]
- MLA. Industry Projections 2019: Australian Cattle-April Update; Meat and Livestock Australia: Sydney, NSW, Australia, 2019. [Google Scholar]
- Jayathilakan, K.; Sultana, K.; Radhakrishna, K.; Bawa, A.S. Utilization of byproducts and waste materials from meat, poultry and fish processing industries: A review. J. Food Sci. Technol. 2011, 49, 278–293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- MLA. Report Detail Page: Water Efficiency, Reuse and Recycling. 2018. Available online: https://www.mla.com.au/research-and-development/search-rd-reports/final-report-details/Environment-Off-Farm/Water-efficiency-reuse-and-recycling/1565 (accessed on 7 July 2020).
- Kember, O.; Horwood, R.; Xu, R. Emission Reduction Pathways and Opportunities for the Australian Red Meat Processing Sector; Australian Meat Processor Corporation: Sydney, NSW, Australia, 2019. [Google Scholar]
- Harris, P.W.; McCabe, B.K. Review of pre-treatments used in anaerobic digestion and their potential application in high-fat cattle slaughterhouse wastewater. Appl. Energy 2015, 155, 560–575. [Google Scholar] [CrossRef]
- Johns, M. Developments in Waste Treatment in the Meat Processing Industry—A Review of Literature—1979–1993; Meat Research Corporation: Sydney, NSW, Australia, 1993. [Google Scholar]
- White, T.; Johns, M.; Butler, B. Methane Recovery and Use at a Meat Processing Facility: King Island; Rural Industries Research and Development Corporation Australian Government: Barton, ACT, Australia, 2013. [Google Scholar]
- UNSW. Treatment of Abattoir Wastewater Using a Covered Anaerobic Lagoon; UNSW CRC for Waste Management and Pollution Control: Sydney, NSW, Australia, 1998. [Google Scholar]
- McCabe, B.; Harris, P.; Baillie, C.; Pittaway, P.; Yusaf, T. Assessing a new approach to covered anaerobic pond design in the treatment of abattoir wastewater. Aust. J. Multi-Discip. Eng. 2013, 10, 81–93. [Google Scholar] [CrossRef]
- McCabe, B.; Schmidt, T.; Harris, P. Crust Management for Optimal Anaerobic Digestion Performance at Meat Processing Facilities; National Centre for Engineering in Agriculture, Australian Meat Processor Corporation: Sydney, NSW, Australia, 2017. [Google Scholar]
- Schmidt, T.; McCabe, B.K.; Harris, P. Process monitoring and control for an anaerobic covered lagoon treating abattoir wastewater. Chem. Eng. Technol. 2018, 41, 755–760. [Google Scholar] [CrossRef] [Green Version]
- MLA. Eco-Efficiency Manual for Meat Processing; Meat and Livestock Australia: Sydney, NSW, Australia, 2002. [Google Scholar]
- MLA. Co-Product Market. Report; Meat and Livestock Australia: Sydney, NSW, Australia, 2020. [Google Scholar]
- Musa, M.A.; Idrus, S.; Man, H.C.; Daud, N.N.N. Performance comparison of conventional and modified Upflow Anaerobic Sludge Blanket (UASB) reactors treating high-strength cattle slaughterhouse wastewater. Water 2019, 11, 806. [Google Scholar] [CrossRef] [Green Version]
- Jensen, P.; Yap, S.; Boyle-Gotla, A.; Janoschka, J.; Carney, C.; Pidou, M.; Batstone, D.J. Anaerobic membrane bioreactors enable high rate treatment of slaughterhouse wastewater. Biochem. Eng. J. 2015, 97, 132–141. [Google Scholar] [CrossRef] [Green Version]
- Verein Deutscher Ingenieure. Fermentation of Organic Materials-Characterisation of the Substrate, Sampling, Collection of Material Data, Fermentation Tests, VDI 4630; Verein Deutscher Ingenieure: Berlin, Germany, 2006. [Google Scholar]
- Jensen, P.D.; Sullivan, T.; Carney, C.; Batstone, D.J. Analysis of the potential to recover energy and nutrient resources from cattle slaughterhouses in Australia by employing anaerobic digestion. Appl. Energy 2014, 136, 23–31. [Google Scholar] [CrossRef]
- Golder Associates Pty. Ltd. Anaerobic Cover Material Vulnerability: Assessment of Available Cover Materials, A.ENV.0072; Meat and Livestock Australia: Sydney, NSW, Australia, 2009. [Google Scholar]
- Johns Environmental Group Pty. Ltd. Investigation into Alternative Wastewater Treatment Options for a Large Beef Processing Facility-Stage 1: Current State Investigation; Meat and Livestock Australia: Sydney, NSW, Australia, 2018. [Google Scholar]
- McCabe, B.K.; Harris, P.; Antille, D.L.; Schmidt, T.; Lee, S.; Hill, A.; Baillie, C. Toward profitable and sustainable bioresource management in the Australian red meat processing industry: A critical review and illustrative case study. Crit. Rev. Environ. Sci. Technol. 2020, 50, 2415–2439. [Google Scholar] [CrossRef]
- Colley Consulting Pty Ltd. Kilcoy Pastoral Company (KPC) Carbon Footprint; Australian Meat Processors Corporation: Sydney, NSW, Australia, 2008. [Google Scholar]
- Tessele, F. Investigation into Resource Recovery, Including Biogas Production, Harvey Beef Abattoir (WA); Tessele Consultants: Sydney, NSW, Australia, 2018. [Google Scholar]
- Geolyse Pty Ltd.; CCP Ltd. Design and Optimisation of a Purpose Build. Covered Anaerobic Lagoon; Geolyse Pty. Ltd. & Colley Consulting Pty. Ltd.: Sydney, NSW, Australia, 2013. [Google Scholar]
- Mayoh, R. Learnings from the Burrangong Meat Processor Covered Anaerobic Lagoon; Rycam Industrial Pty. Ltd., Meat and Livestock Australia: Sydney, Australia, 2011. [Google Scholar]
- AMPC. Wastewater Management in the Australian Red Meat Processing Industry; Australian Meat Processor Corporation: Sydney, NSW, Australia, 2017. [Google Scholar]
- Schmidt, T.; Harris, P.W.; Lee, S.; McCabe, B.K. Investigating the impact of seasonal temperature variation on biogas production from covered anaerobic lagoons treating slaughterhouse wastewater using lab scale studies. J. Environ. Chem. Eng. 2019, 7, 103077. [Google Scholar] [CrossRef]
- Schmidt, T.; McCabe, B.K.; Harris, P.W.; Lee, S. Effect of trace element addition and increasing organic loading rates on the anaerobic digestion of cattle slaughterhouse wastewater. Bioresour. Technol. 2018, 264, 51–57. [Google Scholar] [CrossRef]
- McCabe, B.; Baillie, C.; Harris, P.; Pittaway, P.; Yusaf, T.; Hamawand, I. Using Covered Anaerobic Ponds to Treat. Abattoir Wastewater, Reduce Greenhouse Gases and Generate Bioenergy Churchill Abattoir; National Centre for Engineering in Agriculture: Toowoomba, QLD, Australia, 2012. [Google Scholar]
- Apelt, M.; Benndorf, R.; Fischer, P.; Hofmann, J.; Liebetrau, J.; Lorenz, H.; Mühlenberg, J.; Kim, Y.-S.; Pröter, J.; Reinelt, T.; et al. Collection of Methods for Biogas: Methods to Determine Parameters for Analytical Purposes and Paramteres that Describe Processes in the Biogas Sector, Biomass Energy Use, DBFZ Deutsches Biomasseforschungszentrum gemeinnützige GmbH. 2016. Available online: https://www.energetische-biomassenutzung.de/fileadmin/user_upload/Downloads/Ver%C3%B6ffentlichungen/07_MMS_Biogas_en_web.pdf (accessed on 1 July 2020).
- Shilton, A.; Harrison, J. Guidelines for the Hydraulic Design of Waste Stabilisation Ponds; Massey University: Palmerston North, New Zealand, 2003. [Google Scholar]
- Ketheesan, B.; Stuckey, D.C. Effects of hydraulic/organic shock/transient loads in anaerobic wastewater treatment: A review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 2693–2727. [Google Scholar] [CrossRef]
- Cammarota, M.; Freire, D. A review on hydrolytic enzymes in the treatment of wastewater with high oil and grease content. Bioresour. Technol. 2006, 97, 2195–2210. [Google Scholar] [CrossRef] [PubMed]
- Long, J.H.; Aziz, T.N.; Reyes, F.L.D.L.; Ducoste, J.J. Anaerobic co-digestion of fat, oil, and grease (FOG): A review of gas production and process limitations. Process. Saf. Environ. Prot. 2012, 90, 231–245. [Google Scholar] [CrossRef]
- McCabe, B.K.; Hamawand, I.; Harris, P.; Baillie, C.; Yusaf, T. A case study for biogas generation from covered anaerobic ponds treating abattoir wastewater: Investigation of pond performance and potential biogas production. Appl. Energy 2014, 114, 798–808. [Google Scholar] [CrossRef]
- Butler, B.; Johns, M. Demonstration of Covered Anaerobic Pond Technology, MAL Australia; Australian Meat Processor Corporation: Sydney, NSW, Australia, 2012. [Google Scholar]
- Pereira, M.A.; Pires, O.C.; Mota, M.; Alves, M.M. Anaerobic biodegradation of oleic and palmitic acids: Evidence of mass transfer limitations caused by long chain fatty acid accumulation onto the anaerobic sludge. Biotechnol. Bioeng. 2005, 92, 15–23. [Google Scholar] [CrossRef] [Green Version]
- Jensen, P.; Batstone, D. Energy and Nutrient Analysis on Individual Waste Streams; University of Queensland: Sydney, QLD, Australia, 2012. [Google Scholar]
- Sroka, E.; Kamiński, W.; Bohdziewicz, J. Biological treatment of meat industry wastewater. Desalination 2004, 162, 85–91. [Google Scholar] [CrossRef]
- Atelge, M.; Atabani, A.; Banu, J.R.; Krisa, D.; Kaya, M.; Eskicioglu, C.; Kumar, G.; Lee, C.; Yildiz, Y.; Unalan, S.; et al. A critical review of pretreatment technologies to enhance anaerobic digestion and energy recovery. Fuel 2020, 270, 117494. [Google Scholar] [CrossRef]
- Appels, L.; Baeyens, J.; Degrève, J.; Dewil, R. Principles and potential of the anaerobic digestion of waste-activated sludge. Prog. Energy Combust. Sci. 2008, 34, 755–781. [Google Scholar] [CrossRef]
- Harris, P.W.; Schmidt, T.; McCabe, B.K. Evaluation of chemical, thermobaric and thermochemical pre-treatment on anaerobic digestion of high-fat cattle slaughterhouse waste. Bioresour. Technol. 2017, 244, 605–610. [Google Scholar] [CrossRef]
- Harris, P.W.; Schmidt, T.; McCabe, B.K. Bovine bile as a bio-surfactant pre-treatment option for anaerobic digestion of high-fat cattle slaughterhouse waste. J. Environ. Chem. Eng. 2018, 6, 444–450. [Google Scholar] [CrossRef]
- Ghatak, M.D.; Mahanta, P. Kinetic assessment of biogas production from lignocellulosic biomasses. Int. J. Eng. Adv. Technol. 2014, 3, 5. [Google Scholar]
- Flores-Juarez, C.R.; Rodríguez-García, A.; Cárdenas-Mijangos, J.; Montoya-Herrera, L.; Mora-Tovar, L.A.G.; Bustos-Bustos, E.; Rodríguez-Valadez, F.; Manríquez-Rocha, J. Chemically pretreating slaughterhouse solid waste to increase the efficiency of anaerobic digestion. J. Biosci. Bioeng. 2014, 118, 415–419. [Google Scholar] [CrossRef]
- Harris, P.W.; Schmidt, T.; McCabe, B.K. Impact of thermobaric pre-treatment on the continuous anaerobic digestion of high-fat cattle slaughterhouse waste. Biochem. Eng. J. 2018, 134, 108–113. [Google Scholar] [CrossRef]
- Ashworth, J.; Skinner, M. Waste Stabilisation Pond Design Manual; Power and Water Corporation: Darwin, NT, Australia, 2011. [Google Scholar]
- Ho, L. First-stage and single-stage continuously stirred tank anaerobic digestion of synthetic complex wastewater and piggery wastewater (with emphasis on thermophilic temperature). PhD Thesis, Murdoch University, Perth, WA, Australia, 2010. [Google Scholar]
- Peña, M.; Mara, D.; Avella, G. Dispersion and treatment performance analysis of an UASB reactor under different hydraulic loading rates. Water Res. 2006, 40, 445–452. [Google Scholar] [CrossRef]
- Carballa, M.; Vestraete, W. Anaerobic digesters for digestion of fat-rich materials. In Handbook of Hydrocarbon and Lipid Microbiology; Springer Science and Business Media LLC: Berlin, Heidelberg, 2010; pp. 2631–2639. [Google Scholar]
- Zhang, Y.; Yan, L.; Chi, L.; Long, X.; Mei, Z.; Zhang, Z. Startup and operation of anaerobic EGSB reactor treating palm oil mill effluent. J. Environ. Sci. 2008, 20, 658–663. [Google Scholar] [CrossRef]
- Omil, F.; Garrido, J.M.; Arrojo, B.; Méndez, R. Anaerobic filter reactor performance for the treatment of complex dairy wastewater at industrial scale. Water Res. 2003, 37, 4099–4108. [Google Scholar] [CrossRef]
- Diez, V.; Ramos, C.; Cabezas, J. Treating wastewater with high oil and grease content using an anaerobic membrane bioreactor. Water Sci. Technol. 2012, 65, 1847–1853. [Google Scholar] [CrossRef]
- McCabe, B.K.; Tait, S.; Marchuk, S.; Lee, S.; Antille, D.L.; Eberhard, J.; Baillie, C.P. Identification and analysis of organic waste produced from Australian intensive livestock industries: Opportunities for aggregation and treatment via co-digestion. In Proceedings of the 2019 American Society of Agricultural and Biological Engineers (ASABE), Boston, MA, USA, 7–10 July 2019; p. 1. [Google Scholar]
- Tucker, R.; McDonald, S.; O’Keefe, M.; Craddock, T.; Galloway, J. Beef Cattle Feedlots: Waste Management and Utilisation; Meat and Livestock Australia: Sydney, NSW, Australia, 2015. [Google Scholar]
- Antille, D.L.; McCabe, B.K.; Van Der Spek, W.; Baillie, C.P. An Investigation into the fertilizer potential of slaughterhouse cattle paunch. Trans. ASABE 2018, 61, 87–101. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Units | Typical Abattoir Raw Wastewater (All Meats) a | King Island (Beef) b | Southern Meats Wastewater ex DAF (Sheep) c | Churchill Abattoir (Beef) d | Oakey Beef Exports (Beef) e,f |
|---|---|---|---|---|---|---|
| BOD | mg·L−1 | 1600–3000 | 3000 | ~1/2 COD | 164–7020 | n/a |
| COD | mg·L−1 | 4200–8500 | 7200 | 3100–11,500 | 1040–12,100 | 9275 |
| FOG | mg·L−1 | 100–200 | 120 | 290–2670 | 5–2110 | 808 |
| TSS | mg·L−1 | 1300–3400 | 2000 | 1150–5700 | 457–6870 | n/a |
| VSS | mg·L−1 | n/a | n/a | 1040–5300 | n/a | n/a |
| Total n | mg·L−1 | 114/148 | 450 | 180–440 | 296–785 | 199 |
| NOx | mg·L−1 | n/a | n/a | 0.01–0.12 | n/a | n/a |
| NH4-N | mg·L−1 | 65–87 | 250 | 18–135 | 23.8–349 | 60 |
| Total P | mg·L−1 | 20–30 | 45 | 26.4–60 | n/a | 43 |
| VFA | mg·L−1 | 175–400 | n/a | 61–600 | 70–906 | 453 |
| Alkalinity | mg·L−1 | 350–800 | n/a | 340–700 | 1020–1980 | n/a |
| B0 | Inhibition | t0 | tFinish | k | U | R2 | R2 | |
|---|---|---|---|---|---|---|---|---|
| Treatment | mLN CH4·g VS−1added | (λ) Days | Days | Days | mLN CH4·g VS−1added·day−1 | * | ** | |
| Control | 759 ± 4 | 4 ± 0.3 | 6.8 ± 0.1 | 12 ± 0.00 | 0.74 ± 0.05 | 149 ± 16 | 0.993 | 0.979 |
| Thermal | 821 ± 148 | 0.9 ± 0.2 | 4.8 ± 0.1 | 13 ± 1.73 | 0.54 ± 0.02 | 114 ± 4 | 0.996 | 0.995 |
| Chemical | 782 ± 6 | 3.3 ± 0.3 | 6.2 ± 0.1 | 12 ± 0.58 | 0.71 ± 0.05 | 147 ± 16 | 0.993 | 0.977 |
| Thermochem | 821 ± 11 | 2.4 ± 0.3 | 6.2 ± 0.1 | 13 ± 0.58 | 0.55 ± 0.02 | 114 ± 9 | 0.995 | 0.983 |
| Control | 999 ± 7 | 19.2 ± 0.1 | 23.2 ± 0 | 33 ± 0.60 | 0.53 ± 0.1 | 136 ± 2 | 1 | 0.999 |
| Bile 0.2 g·L−1 | 1056 ± 22 | 19.1 ± 0.1 | 23.1 ± 0.1 | 33 ± 0.60 | 0.51 ± 0.1 | 139 ± 3 | 0.999 | 0.998 |
| Bile 0.4 g·L−1 | 1056 ± 3 | 19.2 ± 0.1 | 23.4 ± 0.1 | 34 ± 0.00 | 0.48 ± 0.1 | 135 ± 9 | 0.999 | 0.997 |
| Bile 0.6 g·L−1 | 1090 ± 12 | 19.1 ± 0.1 | 23.3 ± 0.2 | 33 ± 0.60 | 0.5 ± 0.1 | 135 ± 4 | 1 | 0.997 |
| Bile 0.8 g·L−1 | 1068 ± 4 | 19.1 ± 0.1 | 23.3 ± 0.1 | 33 ± 0.60 | 0.5 ± 0.1 | 136 ± 4 | 0.999 | 0.998 |
| Bile 1 g·L−1 | 1056 ± 12 | 19 ± 0.1 | 23.2 ± 0.3 | 33 ± 1.70 | 0.5 ± 0.3 | 129 ± 4 | 1 | 0.997 |
| Control | 765 ± 11 | 7.1 ± 0.2 | 10.1 ± 0.1 | 17 ± 0 | 0.73 ± 0.01 | 121 ± 6 | 0.999 | 0.999 |
| Bile 1 g·L −1 | 766 ± 12 | 7.3 ± 0.1 | 10.3 ± 0.1 | 17 ± 1 | 0.71 ± 0.02 | 121 ± 6 | 0.999 | 0.995 |
| Bile 2 g·L−1 | 764 ± 3 | 7 ± 0.2 | 10.1 ± 0.1 | 17.7 ± 0.6 | 0.68 ± 0.01 | 109 ± 5 | 0.993 | 0.994 |
| Bile 3 g·L−1 | 761 ± 8 | 7.8 ± 0.2 | 11.4 ± 0.2 | 19.7 ± 1.2 | 0.57 ± 0.02 | 96 ± 4 | 0.997 | 0.994 |
| Bile 4 g·L−1 | 764 ± 10 | 8.1 ± 0.2 | 12 ± 0.2 | 20.7 ± 1.2 | 0.53 ± 0.02 | 88 ± 4 | 0.994 | 0.994 |
| Bile 5 g·L−1 | 756 ± 3 | 9.7 ± 0.3 | 14.0 ± 0.2 | 23.3 ± 1.2 | 0.44 ± 0.01 | 75 ± 4 | 0.989 | 0.987 |
| Bile 6 g·L−1 | 745 ± 11 | 12.7± 0.4 | 17.6 ± 0.3 | 28 ± 1 | 0.35 ± 0.02 | 65 ± 3 | 0.986 | 0.986 |
| Parameter | RMP Wastewater | Optimal Concentration |
|---|---|---|
| Iron | 1458 ± 140 | 750–5000 |
| Nickel | 2.40 ± 0.33 | 4–30 |
| Cobalt | 0.61 ± 0.14 | 0.4–10 |
| Manganese | 90.91 ± 2.44 | 100–1500 |
| Molybdenum | 1.49 ± 0.20 | 0.05–16 |
| Zinc | 159.44 ± 17.6 | 30–400 |
| Tungsten | <detection limit of 0.001 mg·L−1 | 0.1–30 |
| Selenium | <detection limit of 0.01 mg·L−1 | 0.05–4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harris, P.W.; McCabe, B.K. Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry. Appl. Sci. 2020, 10, 7947. https://doi.org/10.3390/app10217947
Harris PW, McCabe BK. Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry. Applied Sciences. 2020; 10(21):7947. https://doi.org/10.3390/app10217947
Chicago/Turabian StyleHarris, Peter W., and Bernadette K. McCabe. 2020. "Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry" Applied Sciences 10, no. 21: 7947. https://doi.org/10.3390/app10217947
APA StyleHarris, P. W., & McCabe, B. K. (2020). Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry. Applied Sciences, 10(21), 7947. https://doi.org/10.3390/app10217947