1. Introduction
With increasing interest in reducing greenhouse gases and fine dust, the development and dissemination of eco-friendly vehicles is expanding. In the agricultural machinery industry, the demand for the development of electric vehicles is increasing as a result of the electrification of power transmission systems [
1]. The electric motor of an electric vehicle is operated at a relatively high rotational speed and low torque compared to the engine of an internal combustion locomotive. Therefore, to adjust the driving speed of the electric vehicle to the internal combustion locomotive, a speed-reducing gearbox is required [
2].
For a conventional engine-driven vehicle, the engine is the main noise source; however, for an electric vehicle, there is no engine noise, but the gear noise owing to the driving of the electric motor is the main noise source [
3]. The noise of the motor and gearbox generated during driving shows relatively high-frequency characteristics compared to that of the engine noise. Depending on the rotational speed, specific pure tone noise occurs at the torque ripple frequency of the electric motor and gear mesh frequencies of the gearbox. The pure tone generated in the wide frequency band coincides with the natural frequency of the system, which can cause resonance and enhance noise [
4]. Pure tone acts as a hissing noise in the high-frequency region and booming noise in the low-frequency region. The higher the frequency of noise, the greater the discomfort to the operator [
5]. Therefore, to improve the working environment of the operators, noise reduction in agricultural electric vehicles should be studied.
Fang et al. [
6] measured radiated noise using a microphone to analyze the noise characteristics of an electric powertrain and measured the vibration using an accelerometer on a bearing block. The noise and vibration were analyzed by classifying electromagnetic noise, inverter noise, and gear whine noise; the high-speed gear whine noise dominates the sound quality at high speed. As a result of evaluating the sound quality through experiments, the electric powertrain exhibited a high-frequency characteristic, and produced more discomfort than that by the conventional engine. As described above, to reduce noise in an electric vehicle, a process of analyzing structure-borne noise caused by gear mesh excitation force generated in the gearbox is required. Brecher et al. [
7] produced a simple experimental model consisting of two-speed gear trains to analyze the noise characteristics of the gearbox and compared the noise levels of the first and second gear trains. A rotational acceleration sensor and a microphone were used to measure the structure-borne noise due to gear excitation. The analysis of the noise according to the order component of the first and second gear meshes confirmed that the first gear mesh was dominant in the noise level by operating at a relatively high speed.
Inoue et al. [
8] conducted a study on the optimization of the stiffener to reduce the noise and vibration of the gearbox housing and revealed a correlation between the vibration reduction design and noise reduction design. In addition, to minimize the structure-borne noise of the gearbox housing, the vibration energy of the mode existing in the frequency domain of interest was reduced; this method was most effective when the stiffener was positioned between the bearing and housing fixing. Liang et al. [
9] experimentally measured the load at the bearing position to realize the dynamic load acting on the gearbox and verified it by comparing it with the simulation model. The natural frequency of the housing increased by modifying the shape of the housing through a topology optimization technique. Wang et al. [
10] optimized the dynamic performance of sawing machine gearbox using topology optimization. The internal components were modeled as point masses to reduce the computational burden. The natural frequencies were used as the output design variables. However, since the noise of electric vehicles has high-frequency characteristics, the resonance avoidance design is not sufficient to account for the high-frequency excitation force [
11]. Liu et al. [
12] predicted the sound pressure level of a gearbox at a specific field point. The load was modeled as a simulated reaction force at the bearing position. Using a topology optimization technique, the sound pressure level was reduced with objective function of minimizing the housing surface velocity.
The studies mentioned above have the following limitations: (i) the change in the reaction force of the internal mechanical elements, such as the gears, shafts, and bearings, according to the shape modification of a gearbox housing was not considered; (ii) model updating and validation procedures for optimization using finite element (FE) analysis were not performed; (iii) the objective function for optimization mainly focused on the natural frequencies or noise characteristic at a specific region, and (iv) the design area of the optimization was specified based on experience or without clear criteria.
The objective of this study is to reduce the structural vibration of the gearbox housing owing to the gear mesh excitation force and resulting radiated noise. To achieve this purpose, the root cause of structural vibration should be identified, and noise and vibration should be reduced through an objective and reliable method. In this study, the main noise source and excitation force considering the noise characteristics of the electric vehicle gearbox were identified with the experimental measurement. Since the topology optimization technique was used to reduce the radiated noise, the FE model was updated and validated to develop a reliable analysis model. The housing shape design was optimized by redesigning the weak areas against noise and vibration through sound power analysis. Topology optimization technique was used to reduce the radiated noise of the gearbox. In order to optimize the material distribution in the redesign area, the equivalent radiated power with sound properties regardless of location was used as the output variable.
Figure 1 shows the entire procedure for this study.
4. Radiated Noise Reduction Using Topology Optimization
4.1. Equivalent Radiated Power
To optimize the shape design of the gearbox housing to reduce radiated noise, the weak areas of the structure against noise and vibration should be identified, and the design areas should be modeled. To analyze the weak areas of the structure, the sound power according to the gear mesh excitation was predicted using a validated FE model. The design areas were modeled based on the operating deflection shape (ODS) and elastic strain energy (ESE) in the relevant mode under operating conditions for high radiated noise.
As sound power represents the properties of a sound source, it does not depend on distance and direction, unlike sound pressure or sound intensity, which represents the properties of a sound wave at an arbitrary point in space. In a vibroacoustic problem, the surface velocity of the vibrating structure is the same as the velocity of the air particles at the interface owing to the speed continuity. Accordingly, the sound power can be expressed as shown in Equation (2), as a function of the surface velocity of the structure:
Here, is the sound power, W; is the sound radiation efficiency; is the density of air, ; is the speed of sound, ; is the vibrating surface area, ; is the root mean square value of surface velocity at the vibrating structure, .
In the sound power analysis based on the FEM, Equation (2) can be calculated by discretizing in finite elements, and the prediction can be made by assuming the sound radiation efficiency as a unit value. This is called equivalent radiated power (ERP) and can be calculated as shown in Equation (3) [
17]. Since the radiation efficiency is assumed to be 1, the ERP can be calculated to be larger than the actual sound power; however, the upper bound of the sound power radiated by structural vibration can be approximately estimated:
Here, is the equivalent radiated power, W; is the surface area of the finite element at the vibrating structure, ; is the RMS surface velocity of the finite element at the vibrating structure, ; is the number of finite elements.
Depending on the rotational direction of the input shaft, the gear mesh force transmitted to the housing is changed. In this study, to consider the forward and reverse motions of an agricultural electric vehicle, ERP values were calculated when the input shaft was rotated clockwise (CW) and counterclockwise (CCW), respectively.
Figure 9 shows the direction of the bearing reaction force along the rotational direction of the input shaft.
A modal frequency response analysis was performed for the ERP analysis.
Figure 10 shows the ERP results when the first and second harmonic components of the first stage of the gear train were applied as the excitation force. When the input shaft was rotated in the CW direction, the ERP value was high at approximately 3500 rpm in the first harmonic component and approximately 2636 rpm in the second harmonic component. When the input shaft was rotated in the CCW direction, the ERP value was high at approximately 3788 rpm in the first harmonic component and approximately 2724 rpm in the second harmonic component. The rotational speed range at which the peak value appears depending on the gear mesh excitation was similar to the experimental noise measurement result in
Figure 8, and this could confirm the reliability of the FEM-based numerical analysis results.
4.2. New Design Areas for Optimization
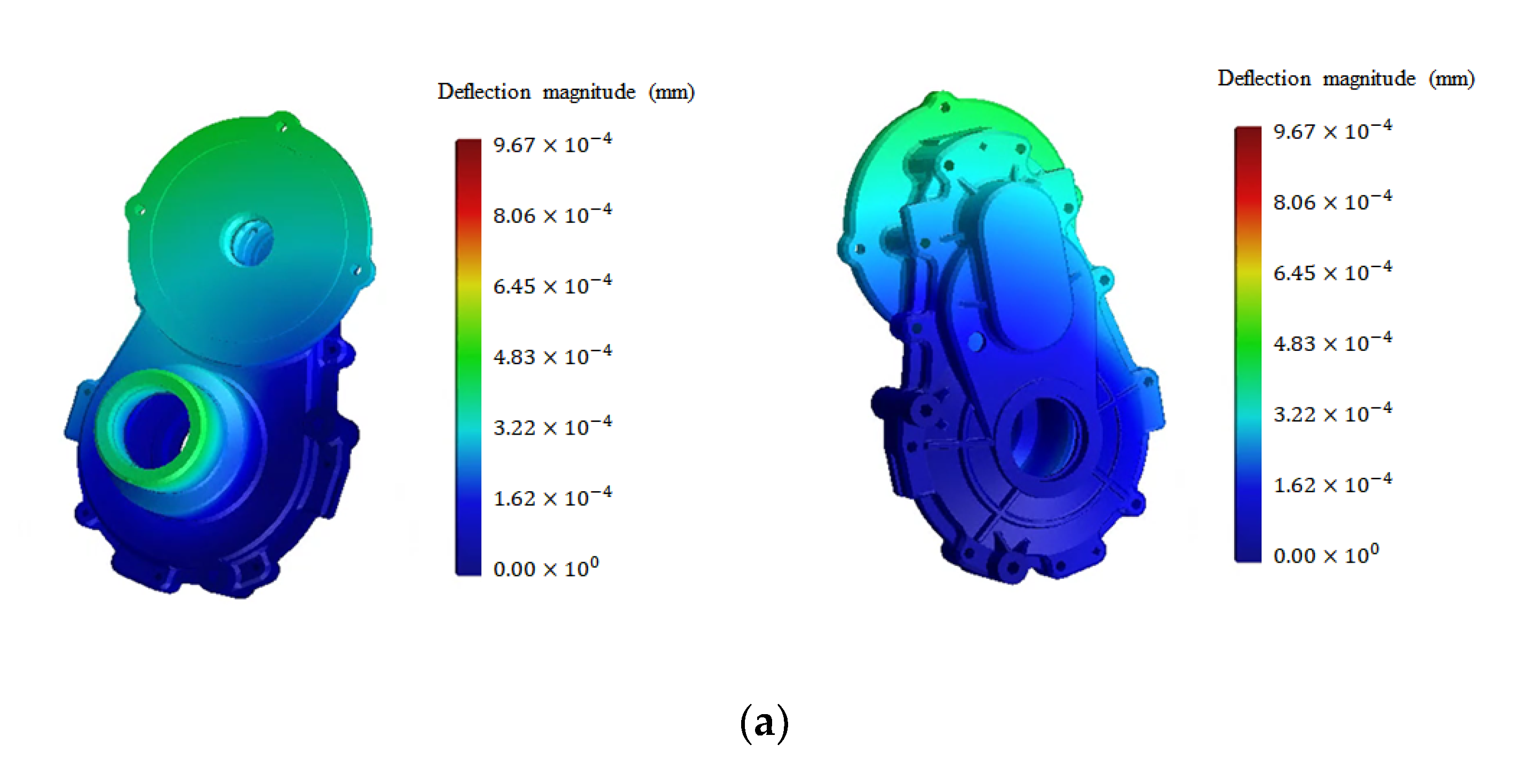
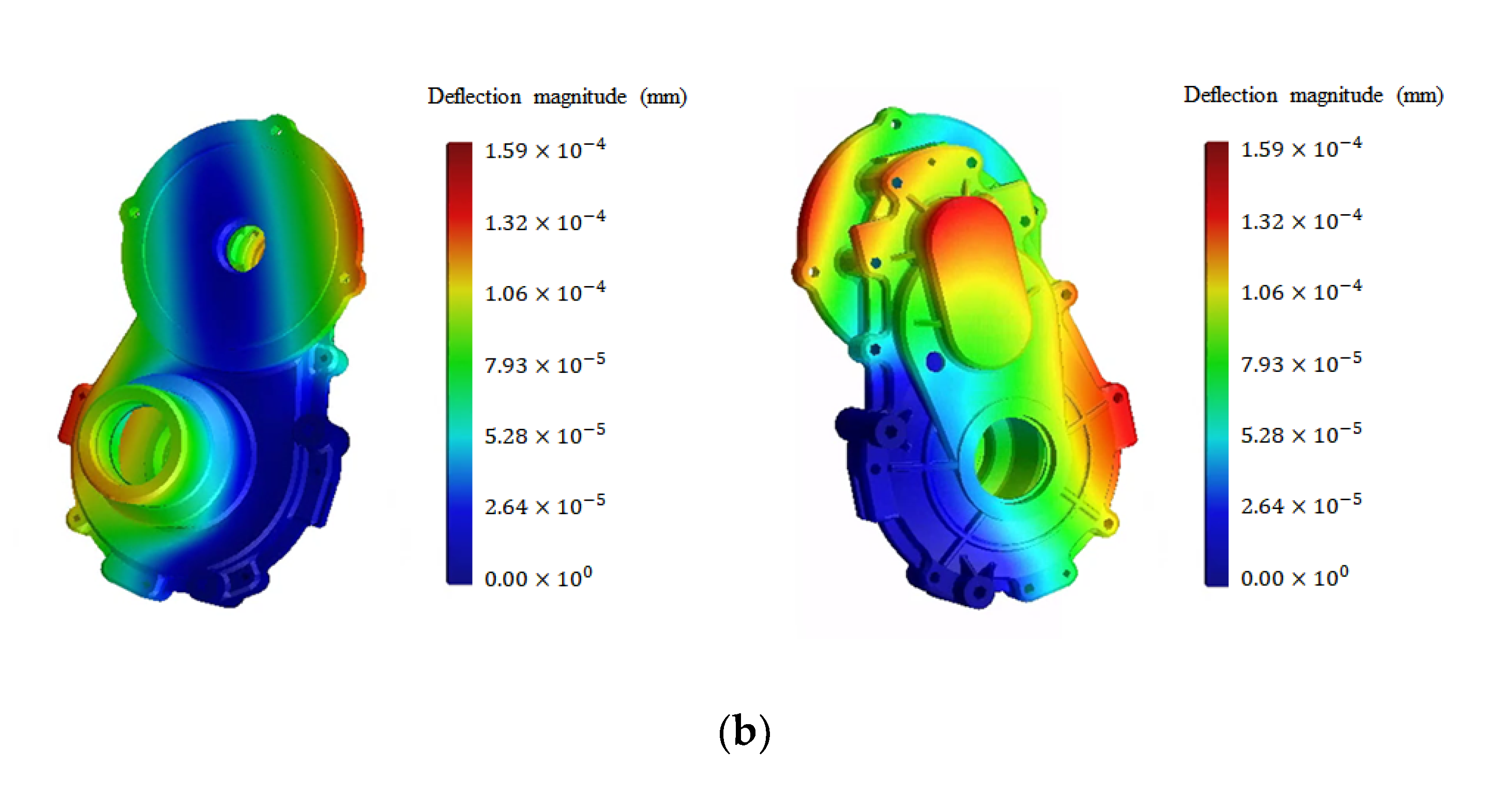
The operating conditions with high response levels for each excitation component were confirmed from the ERP analysis results. After the ODS was predicted under these conditions, the ESE was analyzed for the mode causing the relevant deflection, and the location had the greatest influence on the deflection. This location was determined as the weak areas against noise and vibration for reinforcement. The original shape of the gearbox housing before optimization is shown in
Figure 11.
When the input shaft rotated in the CW direction, the ERP value peaked at 3500 rpm for the first harmonic component and at 2636 rpm for the second harmonic component. The GMF can be calculated according to Equation (1) using the order of the harmonic components and the rotational speed. The GMF of the first harmonic component is 817 Hz at 3500 rpm, and the GMF of the second harmonic component is 1230 Hz at 2636 rpm. Comparing these excitation frequencies with the natural frequencies of the gearbox, the closest mode frequencies were 813 and 1238 Hz, respectively.
Figure 12 shows the ODS under operating conditions with high ERP values for CW driving, and
Figure 13 shows the ESE of the mode shape causing the relevant deflection.
When the input shaft rotated in the CCW direction, the ERP value peaked at 3788 rpm for the first harmonic component and at 2724 rpm for the second harmonic component. The GMF of the first harmonic component is 884 Hz at 3788 rpm, and the GMF of the second harmonic component is 1271 Hz at 2724 rpm. Comparing these excitation frequencies with the natural frequencies of the gearbox, the closest mode frequencies were 885 and 1280 Hz, respectively.
Figure 14 shows the ODS under operating conditions with high ERP values for CCW driving, and
Figure 15 shows the ESE of the mode shape causing the relevant deflection.
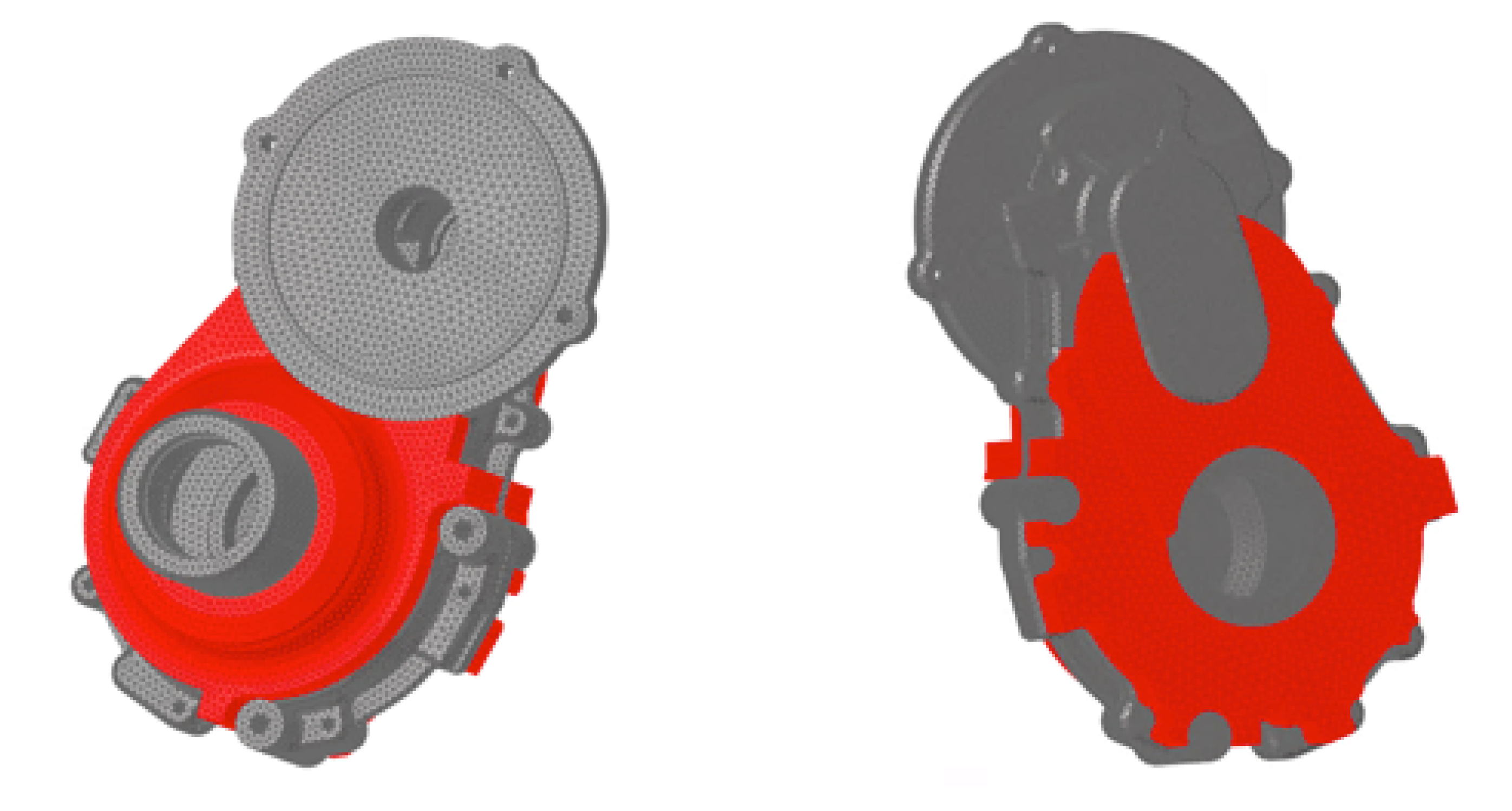
From the ESE analysis results, the location that had the greatest influence on the large deflection of the ODS was the points at which the ESE showed a large value. As this location was confirmed to be weak areas against noise and vibration, reinforcement was required. The reinforcing design for the housing was performed to reduce the deflection by increasing the stiffness of the weak areas against noise and vibration and to reduce the radiated noise owing to the structural vibration of the gearbox housing. The new design area for optimizing the shape design was modeled, as shown in
Figure 16.
4.3. Topology Optimization
The topology optimization technique was used to optimize the shape design using Opti-struct (v2019) commercial software. Topology optimization is a design technique that determines the density distribution of optimized materials to achieve the design goals in a FE model. It is used in the initial design stage to determine the optimal material distribution for a given boundary condition [
18]. To determine the distribution of the material, the value of the relative density of each element in the designated design area is defined as a design variable. According to the optimization function, the density of the required area is regarded as 1 and completely filled, and the density of the unnecessary area is regarded as 0 and removed. In this study, the design area for optimization was defined in
Section 4.2, and the optimization response value was defined as the ERP value and the housing volume; thus, the objective function for minimizing the ERP value and constraints for preventing the weight increase from exceeding 20% compared to the existing housing were set.
Figure 17 shows the modified housing shape from the topology optimization result. The distribution of the optimized materials could be confirmed through the relative density of the finite elements, which are the variables of optimization. In this study, the optimized shape of the housing was modeled by considering the finite elements with a relative density of 0.8 or more as fully filled elements. The weight of the housing before optimization was 4.84 kg, and the weight increased by approximately 12% to 5.44 kg after optimization.
Figure 18 and
Figure 19 show the changes in the ERP values before and after performing shape design optimization through topology optimization. Most of the maximum ERP values were reduced under all operating conditions. When the input speed of the gearbox was rated at 2650 rpm, the ERP value decreased by approximately 9.7 dB for the first harmonic and 4.2 dB for the second harmonic in the first-stage gear mesh for CW driving. The ERP value decreased by approximately 2.7 dB for the first harmonic and 5.7 dB for the second harmonic in the first-stage gear mesh for CCW driving.
After optimization, the housing shape has not been laid out to a level that can be actually manufactured, which shows the limitation that the topology optimization technique is used in the initial design stage rather than to make the final shape. However, this technique is more objective and reliable than design that relies on experience because it proceeds according to the variables and objective functions designated by the designer. As a result of the optimal design, the ERP value decreased in most operating conditions including the rated speed, but the ERP value increased in some operating conditions. It is believed that this phenomenon may be caused by a different resonance mode due to the housing shape change. The shape of the housing, initially designed through the topology optimization technique, should be designed in detail taking into account manufacturing.
5. Conclusions
This study aimed to reduce the structural vibration of the gearbox housing owing to the gear mesh excitation force and resulting radiated noise. The whole procedure of this study focused on the objectivity and reliability for reducing the radiated noise in agricultural electric vehicle gearbox. The noise and vibration of the gearbox were measured and analyzed by considering the load characteristics of the gearbox for agricultural electric vehicles. A FE model, which was validated through an experimental modal analysis, was used, and the internal machine elements were modeled. This process is suitable for optimization because it provides accurate bearing reaction force even if the shape of the housing changes. Numerical analysis on the noise was performed using the validated FE model, and the shape of the gearbox housing was optimized using topology optimization technique. Since the value of the equivalent radiated power in the frequency range of interest was used as the output variable for the topology optimization, results were obtained regardless of the measurement location. In conclusion, the shape design process, which was previously dependent on experience, was performed through an objective and reliable process.
The main conclusions from this study are as follows.
The whine noise of the gearbox represents the pure tone characteristics occurring at a specific frequency, and this frequency is determined by the rotational speed of the input shaft. Therefore, to analyze the noise and vibration considering these characteristics, an order analysis test was performed to analyze the data according to the rotational speed of the input shaft. To reduce the radiated noise owing to the structural vibration of the gearbox housing, the contribution level was evaluated by comparing the GMF component with the overall noise level according to the rotational speed. As a result, the first and second harmonic components of the first stage of the gear train were evaluated as the main noise sources.
Through the EMA, the dynamic characteristics of the actual housing were identified, and the FE model was updated and validated based on this result. In the model update process, the material properties of the gearbox housing and the contact method between the housings were set as variables. The natural frequency of the improved model and the actual model showed an error of approximately 2.8%. For the mode shape, the FE model was validated by comparing the MAC value. The internal machine elements, such as the gears, shafts, and bearings, were modeled in a substructure using a reduced-order modeling technique and were connected to the housing.
To optimize the shape design of the gearbox housing for reducing radiated noise, the design areas were modeled by analyzing the weak areas against noise and vibration. ERP analysis was performed according to the rotational direction of the input shaft and gear excitation force. The new design areas were determined through the ODS analysis under the operating conditions where the ERP value was high and the ESE analysis in the mode causing the relevant deflection. To optimize the shape design, a topology optimization technique was used to determine the optimum material distribution in the design areas, and the minimization of the ERP value was set as the objective function. After optimization, the maximum ERP value decreased under all operating conditions; however, the weight of the housing increased by approximately 12%. When the input speed of the gearbox was rated at 2650 rpm, the ERP value decreased by approximately 9.7 dB for the first harmonic and 4.2 dB for the second harmonic in the first-stage gear mesh for CW driving. The ERP value decreased by approximately 2.7 dB for the first harmonic and 5.7 dB for the second harmonic in the first-stage gear mesh for CCW driving.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




















