Application of Plant Oils as Ecologically Friendly Hydraulic Fluids

 ,
,
Abstract
:1. Introduction
2. Laboratory Tests of Plant Oils
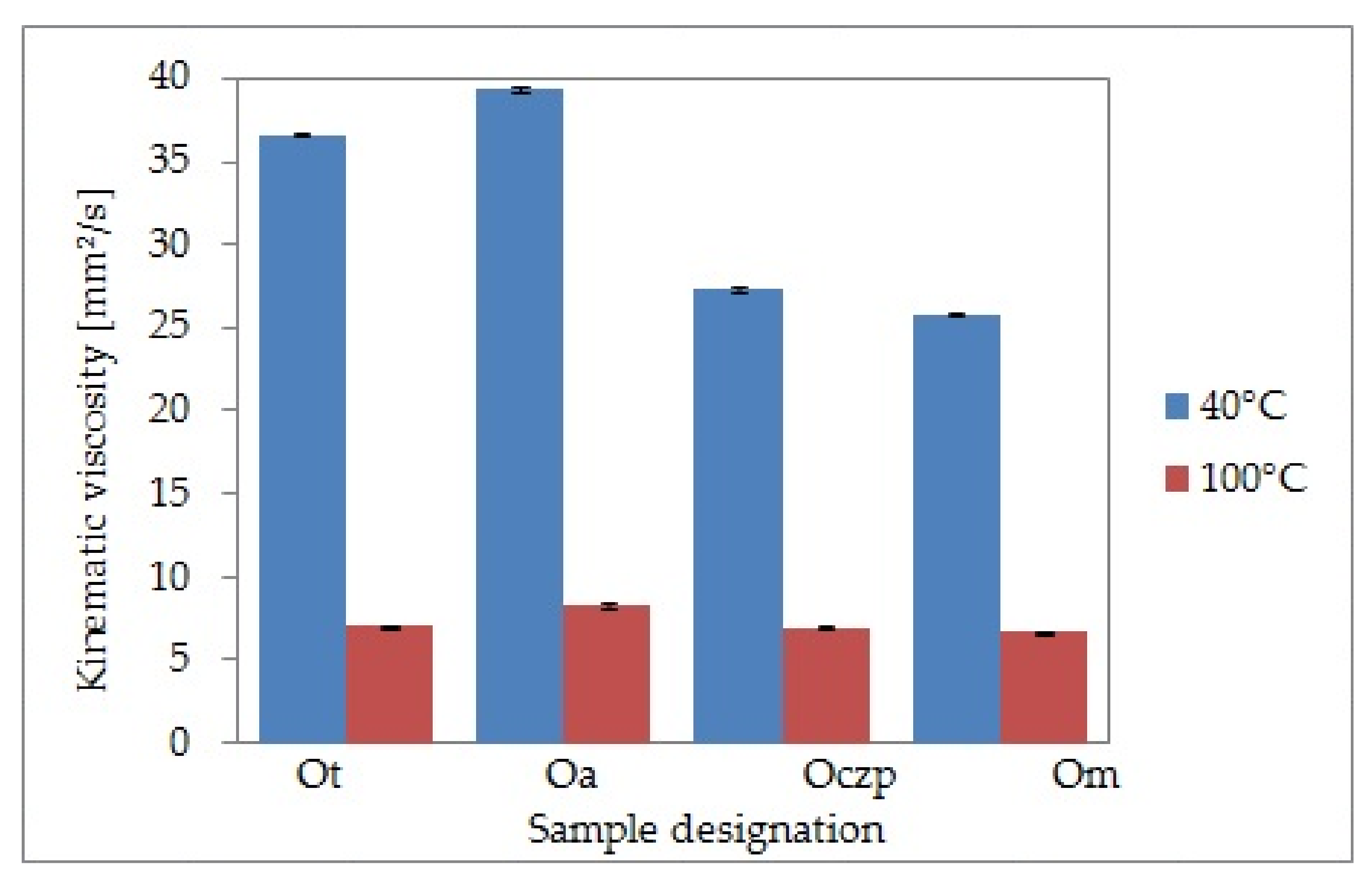
2.1. Testing Kinematic Viscosity of Plant Oils
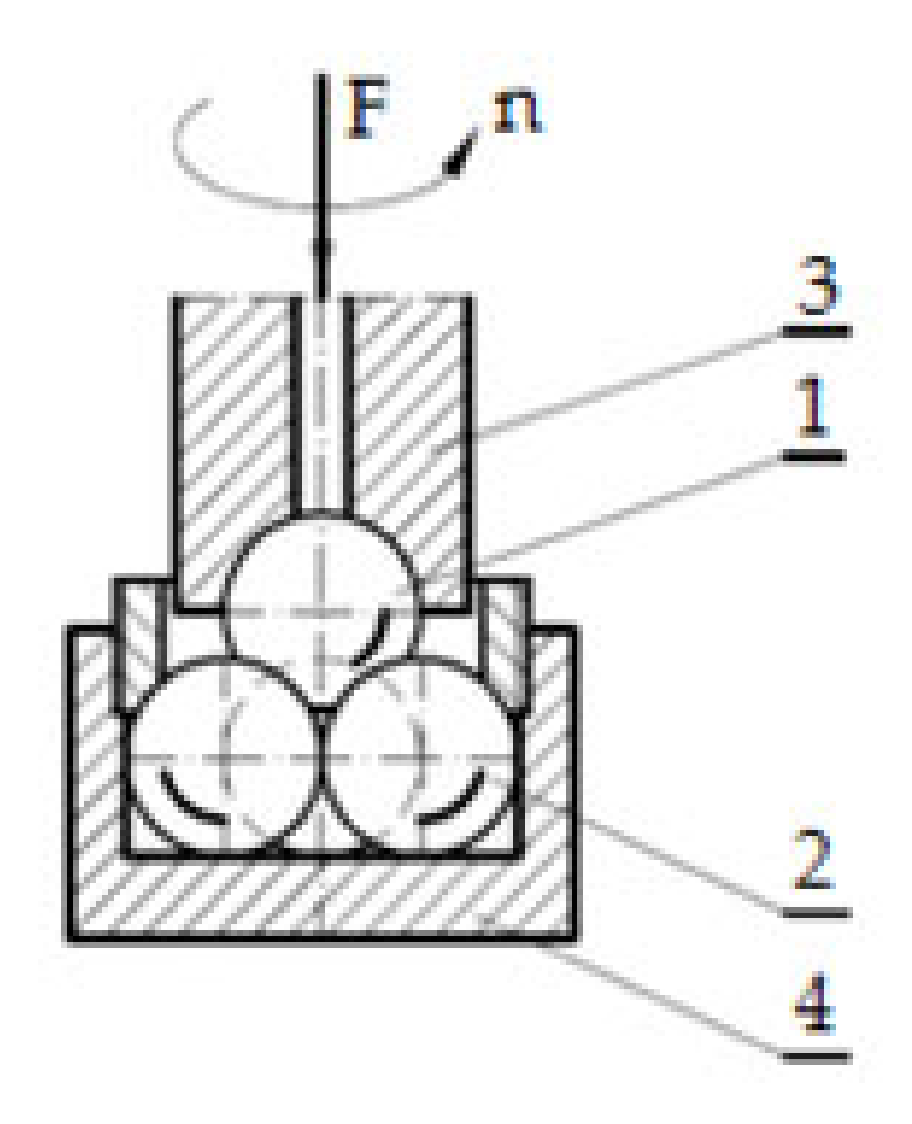
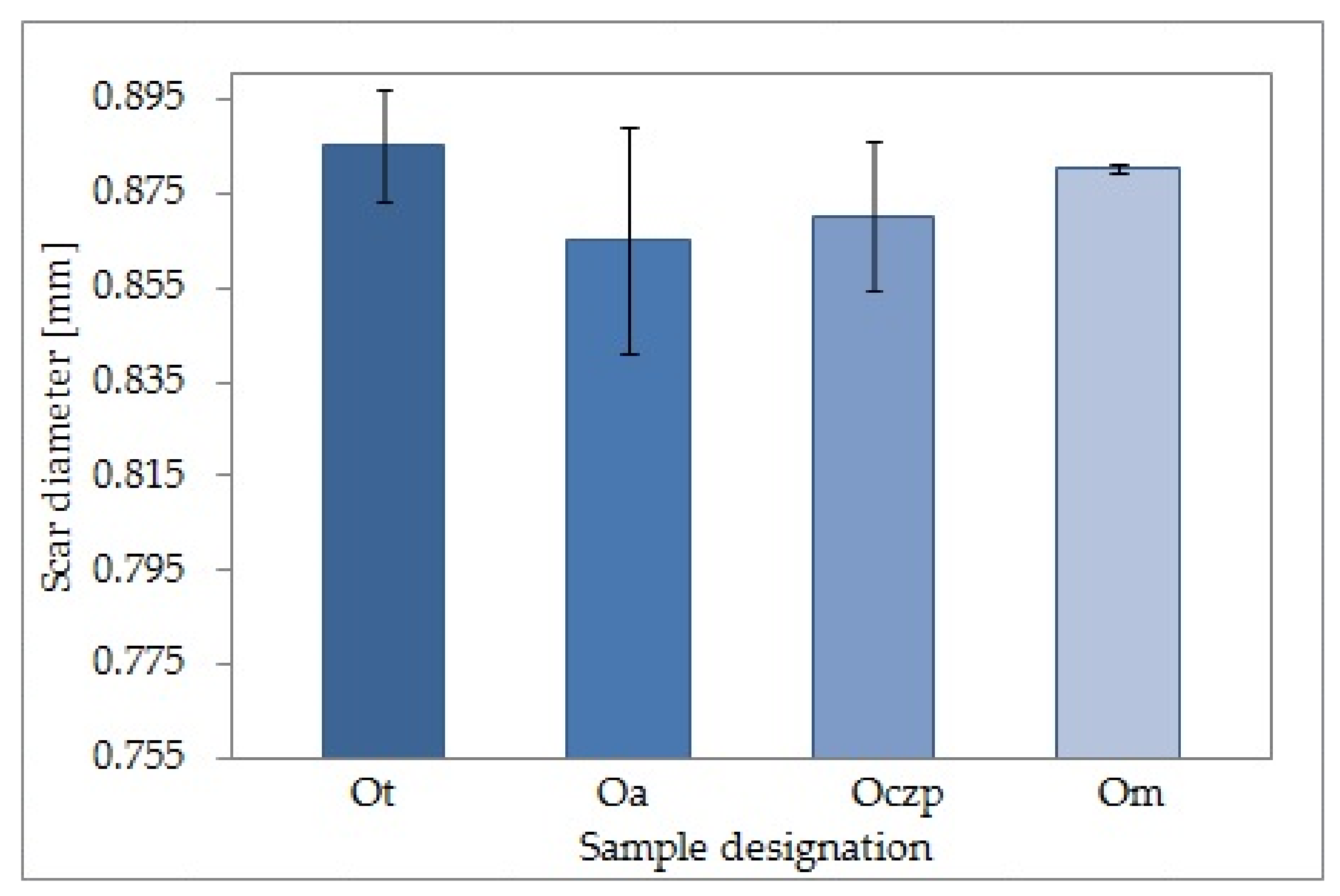
2.2. Testing Anti-Wear Properties of Plant Oils
2.3. Testing the Oils’ Resistance to Oxidation
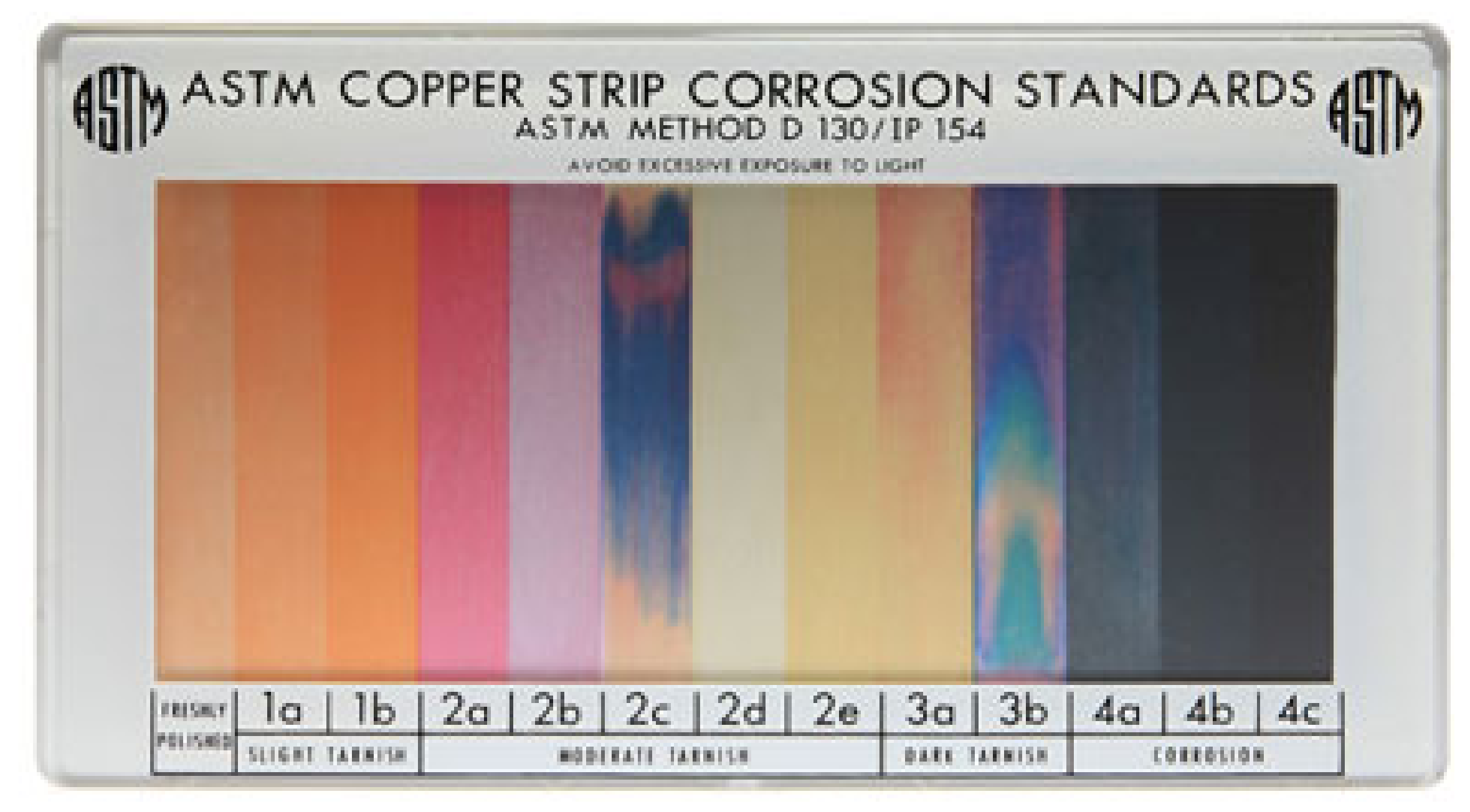
2.4. Testing the Corrosive Effect of Plant Oil
2.5. Testing the Pour Point of the Tested Plant Oils
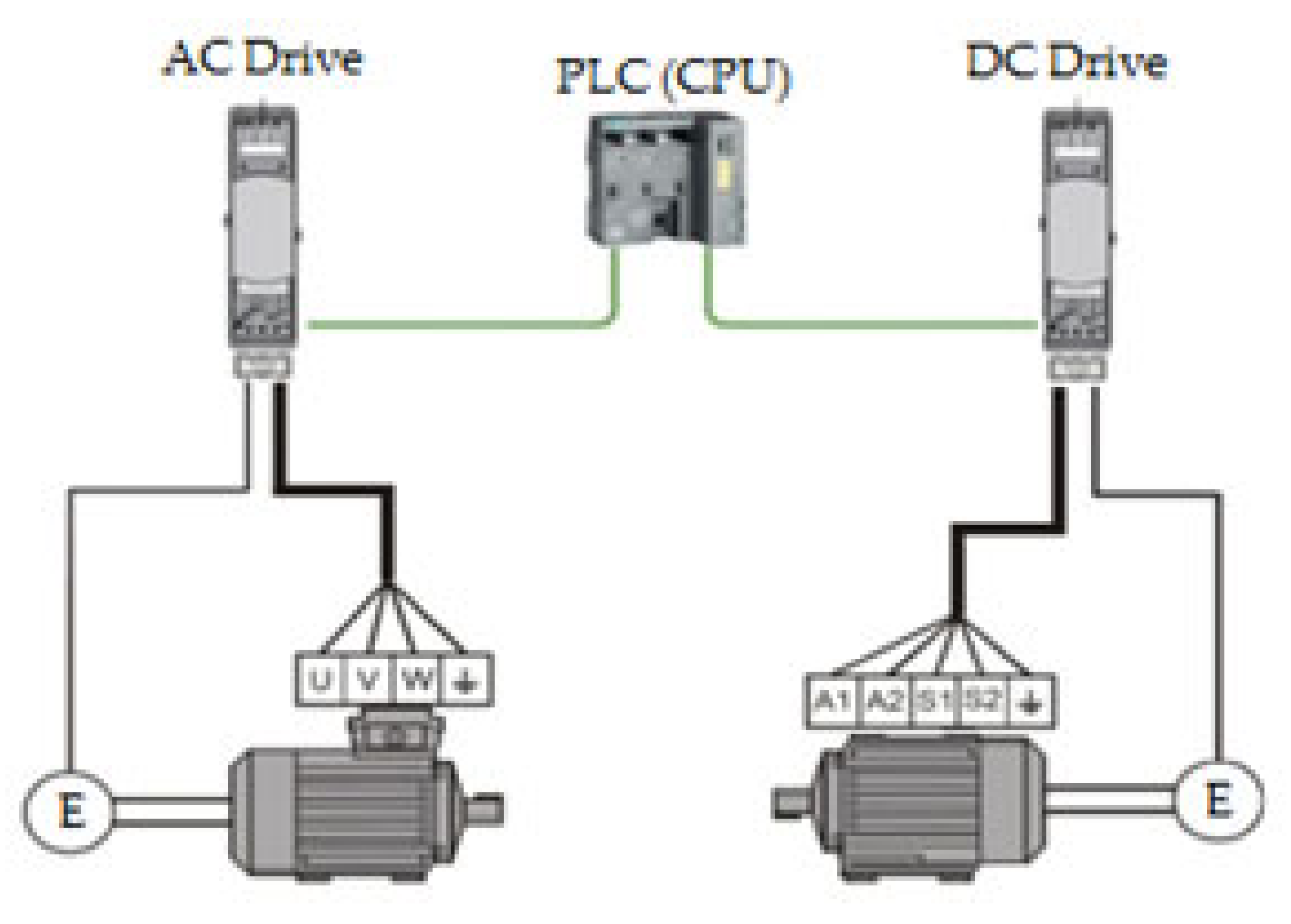
3. Bench Tests of Plant Oils
4. Discussion
5. Conclusions
- The kinematic viscosity values of the blackcurrant seed oil and raspberry seed oil, calculated on the basis of physicochemical tests, were close to the value of the kinematic viscosity of HL 32 class oils. The kinematic viscosity indexes for all tested plant oils achieved very good results. The resistance to corrosion of the tested oils was satisfactory, with the exception of chokeberry seed oil. Less beneficial results were obtained for the oxidation resistance and tribological properties of the tested plant oils.
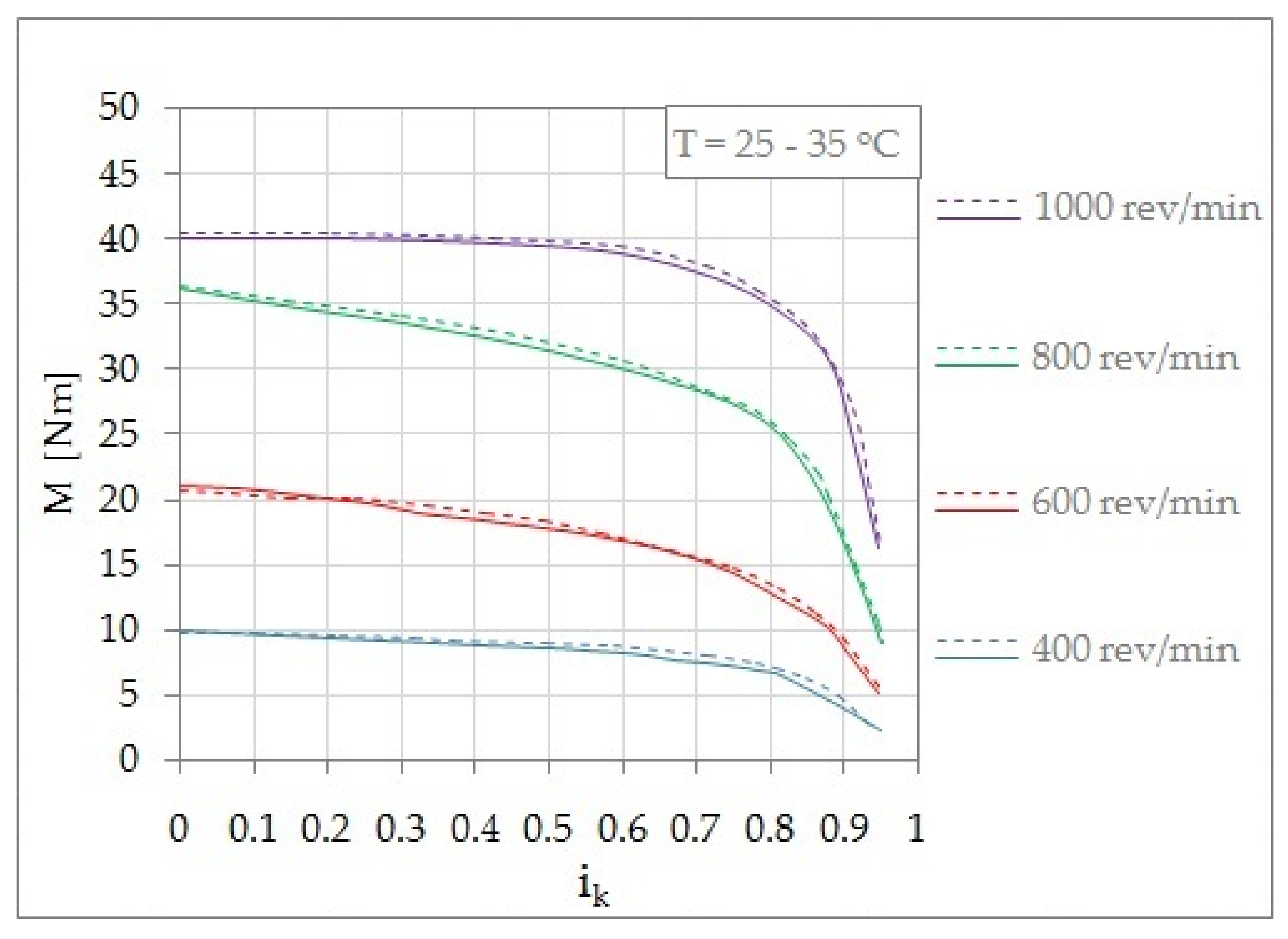
- The approximate values of the torque M for the HL 32 oil and the blackcurrant oil, obtained on the basis of the experimental research, confirmed the significance of the kinematic viscosity in terms of the hydrodynamic clutch’s performance.
- The results of the physicochemical and tribological laboratory tests, as well as the results of the bench tests, showed that berry seed oils obtained by supercritical extraction could be used as the base components of working fluids designed for machines’ driving systems.
- The practical use of plant oils (e.g., blackcurrant seed oil) in hydraulic drive systems requires extending the experimental research and including tests which would allow for the reduced emission of its strong smell caused by volatile compounds.
- Further works which aim at replacing currently used hydraulic oils (obtained from crude oil) with ecological plant oils should be directed toward durability tests of the plant oils intended for use as working fluids.
Author Contributions
Funding
Conflicts of Interest
References
- Jain, A.K.; Suhane, A. Capability of biolubricants as alternative lubricant in industrial and maintenance applications. Int. J. Curr. Eng. Technol. 2013, 3, 179–183. [Google Scholar]
- Mobarak, H.M.; Niza Mohamad, E.; Masjuki, H.H.; Kalm, M.A.; Al Mahmud, K.A.H.; Habibullach, M.; Ashraful, A.M. The prospects of biolubricants as alternatives in automotive applications. Renew. Sustain. Energy Rev. 2014, 33, 34–43. [Google Scholar] [CrossRef]
- Sagar Sinha, V.; Dwivedi, S. Evaluation of performance parameters of blends of vegetable oils witch additives as lubricant in CI engine. IJAREST 2015, 2, 129–136. [Google Scholar]
- Eze, C.C.; Ezeribe, E. Formulation nad production of bio-Hydraulic Fluid as an Alternative to mineralfluids for Automobiles. Am. J. Eng. Res. 2016, 5, 147–151. [Google Scholar]
- Heikal, E.K.; Elmelawy, M.S.; Khalil, S.A.; Elbasuny, N.M. Manufacturing of environment friendly biolubricants from vegetable oils. Egypt. J. Pet. 2017, 26, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Chua, P.; Krutz, G. Steered and propelled water powered vehicle. Int. J. Veh. Des. 2005, 38, 179–195. [Google Scholar] [CrossRef]
- Conrad, F.; Hilbrecht, B.; Jepsen, H. Design of Low-Pressure tap Water Hydraulic Systems for Various Industrial Applications; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2000; pp. 1–17. [Google Scholar]
- Nitesh Jain, E.; Aceem Tiwari, D. Comparative study of fluid coupling for oil and water as working fluid. IJERD 2013, 9, 56–61. [Google Scholar]
- Musiałek, I.; Migus, M.; Olszak, A.; Osowski, K.; Kesy, Z.; Kęsy, A.; Kim, G.W.; Choi, S.B. Analysis of a combined clutch with an electrorheological fluid. Smart Mater. Struct. 2020, 29, 1–12. [Google Scholar] [CrossRef]
- Olszak, A.; Osowski, K.; Kęsy, Z.; Kęsy, A. Modelling and testing of a hydrodynamic clutch filled with electrorheological fluid in varying degree. J. Intell. Mater. Syst. Struct. 2019, 30, 649–660. [Google Scholar] [CrossRef]
- Ziąbska, E.; Duchowski, J.; Olszak, A.; Osowski, K.; Kęsy, A.; Kęsy, Z.; Choi, S.B. Wear forms of heterogeneous electro-rheological fluids working in a hydraulic clutch system. Smart Mater. Struct. 2017, 26, 1–19. [Google Scholar] [CrossRef]
- Klimaszewska, E.; Małysa, A.; Zięba, M.; Rój, E.; Wasilewski, T. Use of the hydrophobic blackberry extract obtained by extraction with supercritical carbon dioxide for the preparation of cosmetic masks. Przemysł Chem. 2016, 95, 1151–1156. [Google Scholar]
- Gonfa Keneni, Y.; Marchetti, J.M. Oil extraction from plant seeds for biodiesel production. AIMS Energy 2017, 5, 316–340. [Google Scholar] [CrossRef]
- Messyasz, B.; Michalak, I.; Łęska, B.; Schroeder, G.; Górka, B.; Korzeniowska, K.; Lipok, J.; Wieczorek, P.; Rój, E.; Wilk, R.; et al. Valuable natural products from marine and freshwater macroalgae obtained from supercritical fluid extracts. J. Appl. Phycol. 2018, 30, 591–603. [Google Scholar] [CrossRef] [PubMed]
- Tyśkiewicz, K.; Gieysztor, R.; Konkol, M.; Szałas, J.; Rój, E. Essential oils from Humuluslupulus scCO2 extract by hydrodistillation and microwave-asissted hydrodistillation. Molecules 2018, 23, 2866. [Google Scholar] [CrossRef] [Green Version]
- Milala, J.; Grzelak-Błaszczyk, K.; Sójka, M.; Kosmala, M.; Dobrzyńska-Inger, A.; Rój, E. Changes of bioactive components in berry seed oils during supercritical CO2 extraction. J. Food Process. Preserv. 2018, 42, 1–7. [Google Scholar] [CrossRef]
- Dowson, D. History of Tribology, 2nd ed.; John Wiley and Sons Ltd.: Bury St Edmunds, UK, 1998; pp. 1–768. [Google Scholar]
- Martin, L.; Skinner, C.; Marriott, R.J. Supercritical extraction of oil seed rape: Energetic evaluation of process scale. J. Supercrit. Fluids 2015, 105, 55–59. [Google Scholar] [CrossRef]
- Wasilewski, T.; Seweryn, A.; Bujak, T. Supercritical carbon dioxide blackcurrant seed extract as an anti-irritant additive for hand dishwashing liquids. Green Chem. Lett. Rev. 2016, 9, 114–121. [Google Scholar] [CrossRef] [Green Version]
- Standard PN-EN ISO 3104:2004. Petroleum Products-Transparent and Opaque Liquids-Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity; ISO: Geneva, Switzerland, 2004. [Google Scholar]
- Standard PN-EN ISO 2909:2009. Petroleum Products-Calculation of Viscosity Index from Kinematic Viscosity; ISO: Geneva, Switzerland, 2002. [Google Scholar]
- Balamurugan, K.; Kanagasabapathy, N.; Mayilsamy, K. Studies on soya bean oil based lubricant for diesel engines. J. Sci. Ind. Res. 2010, 69, 794–797. [Google Scholar]
- Stanciu, I. Viscosity index for oil used as biodegradable lubricant. J. Sci. Arts 2011, 4, 463–466. [Google Scholar]
- Stanciu, I. Viscosity index for oil used as biodegradable lubricant. Indian J. Sci. Technol. 2020, 13, 352–359. [Google Scholar] [CrossRef]
- Dandan, M.A.; Yahaya, A.; Syahrullail, S. The effect of the different percentage of pour point depressant (PPD) on the tribological properties of palm kernel oil. Tribol. Ind. 2019, 41, 365–374. [Google Scholar] [CrossRef]
- García-Zapateiro, L.A.; Franco, J.M.; Valencia, C.; Delgado, M.A.; Gallegos, C.; Ruiz-Méndez, M.V. Viscosity modification of high-oleic sunflower and castor oils with acid oils-derived estolides for lubricant applications. Eur. J. Lipid Sci. Technol. 2013, 115, 1173–1182. [Google Scholar] [CrossRef]
- Standard PN-76/C-04147. Testing of Lubricating Properties of Oils and Greases; PKN: Warsaw, Poland, 1977. [Google Scholar]
- Standard ASTM D2272-11. Standard Test Method for Oxidation Stability of Steam Turbine Oils by Rotating Pressure Vessel; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Standard PN-EN ISO 2160:2004. Petroleum Products-Corrosiveness to Copper-Copper Strip Test; ISO: Geneva, Switzerland, 2004. [Google Scholar]
- Standard PN-EN ISO 3016:2005. Petroleum Products-Determination of Pour Point; ISO: Geneva, Switzerland, 2005. [Google Scholar]
- Standard PN-ISO 11158:2012. Lubricants, Industrial Oils and Related Products (Class L)-Family H (Hydraulic Systems)-Specifications for Categories HH, HL, HM, HV and HG; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Rogoś, E.; Urbański, A. Tribological characteristics of vegetable oils intended for the bases of hydraulic oils. Tribologia 2010, 5, 201–211. [Google Scholar]
- Rogoś, E. Biodegradable lubricants for total loss systems. Tribologia 2015, 1, 109–120. [Google Scholar]
- Rogoś, E. Tribological properties of vegetable oils as potential lubricant bases. Tribologia 2015, 5, 109–119. [Google Scholar]
- Stesin, S.P.; Jakovienko, E.A. Lopastnyje Mashiny i Gidrodynamicheskie Pieriedachi; Mashinostroienie: Moskva, Russia, 1990; p. 256. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Kinematic Viscosity at 40 °C (mm2/s) | Kinematic Viscosity at 100 °C (mm2/s) | References |
|---|---|---|---|
| Soy | 29.19 | 9.14 | [22] |
| Rapeseed | 34.26 | 7.51 | [23] |
| Coconut | 27.6 | 5.9 | [24] |
| Corn | 30.8 | 6.57 | [24] |
| Oil palm | 35.36 | 11.24 | [25] |
| Sunflower (high oleic oil) | 41.94 | 9.51 | [26] |
| Castor | 222.04 | 20.94 | [26] |
| Strawberry Seed Oil | Chokeberry Seed Oil | Blackcurrant Seed Oil | Raspberry Seed Oil | HL 32 Oil | |
|---|---|---|---|---|---|
| Kinematic Viscosity | 159 | 196 | 235 | 237 | 103 |
| Strawberry Seed Oil | Chokeberry Seed Oil | Blackcurrant Seed Oil | Raspberry Seed Oil | PN-ISO 11158:2012 Standard | |
|---|---|---|---|---|---|
| Corrosion Resistance (Cu, 120 °C, 3 h) Corrosion Degree | 1 | 3a | 1 | 1 | Maximum: 2 (100 °C, 3 h) |
| Usage | Model or Type | Current Type | Parameter Values |
|---|---|---|---|
| Maindrive | Tamel 3SG132S-4-IE2 5.5 kW | AC | n =1460 rpm Un = 400 V |
| Brake | Multimoto G11.05 5.5 kW | DC | n = 1480 rpm Un = 400 V |
| PLC driver | Siemens Simatic DP 6ES7151-8AB01-0AB0 | AC | U = 230 V |
| AC drivecontrol system | Emerson Unidrive SP 1406 | AC | Un = 400 V |
| DC drivecontrol system | Emerson Mentor MP 25A4R | AC | Un = 400 V |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olszak, A.; Osowski, K.; Musiałek, I.; Rogoś, E.; Kęsy, A.; Kęsy, Z. Application of Plant Oils as Ecologically Friendly Hydraulic Fluids. Appl. Sci. 2020, 10, 9086. https://doi.org/10.3390/app10249086
Olszak A, Osowski K, Musiałek I, Rogoś E, Kęsy A, Kęsy Z. Application of Plant Oils as Ecologically Friendly Hydraulic Fluids. Applied Sciences. 2020; 10(24):9086. https://doi.org/10.3390/app10249086
Chicago/Turabian StyleOlszak, Artur, Karol Osowski, Ireneusz Musiałek, Elżbieta Rogoś, Andrzej Kęsy, and Zbigniew Kęsy. 2020. "Application of Plant Oils as Ecologically Friendly Hydraulic Fluids" Applied Sciences 10, no. 24: 9086. https://doi.org/10.3390/app10249086
APA StyleOlszak, A., Osowski, K., Musiałek, I., Rogoś, E., Kęsy, A., & Kęsy, Z. (2020). Application of Plant Oils as Ecologically Friendly Hydraulic Fluids. Applied Sciences, 10(24), 9086. https://doi.org/10.3390/app10249086