The Level of the Additive Manufacturing Technology Use in Polish Metal and Automotive Manufacturing Enterprises




Abstract
:1. Introduction
2. The State of Research in the Application of AM Technology in Polish Manufacturing Companies
- In automotive industry companies:
- (1)
- Production process of machinery parts and equipment made of plastic and metal, including high precision mechanical parts and sub-assemblies,
- (2)
- Production process for functional prototypes and co-operating mechanisms,
- (3)
- Production process in models used in strength tests, tests and modelling.
- In metal industry companies:
- (1)
- Prototype and model production process,
- (2)
- The production process for injection moulds, foundry moulds, highly precise metal structures and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible using foundry technologies,
- (3)
- The process of the repair and regeneration of complex damaged metal parts.
- Methods based on the technology of curing photosensitive resins are used in the production of prototypes, among other things, for empirical research, in tests and in modelling processes, the production of components used in automotive sectors, electronic housings, latch assemblies, car bodies, the production of machine covers and the production of functional prototypes.
- Methods for producing laminated objects are used to produce models, prototypes and machine parts made from plastic, cellulose or composite materials.
2.1. Technologies Based on the Photo-Initiated Polymerisation Method (SLA, DPL)
2.2. Powder Sintering Technologies (SLS, SLM, DMLS, EBM)
2.3. Technologies Based on the Method of Layered Extrusion of Molten Thermoplastics (FDM, MEM, FFF)
2.4. Technologies Based on the Method of Curing Material by Direct Energy Supply (LENS, EBAM)
3. Research Method
4. Research Results
4.1. Pilot Studies
- Automotive industry companies:
- (1)
- Production process of functional prototypes and co-operating mechanisms—in two companies,
- (2)
- (Production process of models used in strength tests, tests and modelling—in one company.
- Metal industry companies:
- (1)
- Production process of injection moulds, foundry moulds and other elements requiring high mechanical properties—in four companies.
- (a)
- Reduction of production costs
- (b)
- Effective use of material
- (c)
- Freedom in product design
- (d)
- No assembly stage
- (e)
- Product personalisation to meet specific customer requirements
- (f)
- Quick response to market needs
- (g)
- Optimisation of product functions
4.2. Main Research
- Automotive industry (52 companies in total):
- (1)
- Production processing of machinery and equipment parts made of plastic and metal, including high-precision mechanical parts and components—27 marked answers,
- (2)
- Production process of functional prototypes and co-operating mechanisms—29 marked answers,
- (3)
- Production process of models used in strength tests, tests and modelling—no company marked an answer.
- Metal industry (57 companies in total):
- (1)
- Prototype and model production process—4 marked answers,
- (2)
- Production process of injection moulds, foundry moulds, highly precise metal constructions and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible by means of foundry technologies—54 marked answers,
- (3)
- Process of repair and regeneration of complex damaged metal parts—3 marked answers.
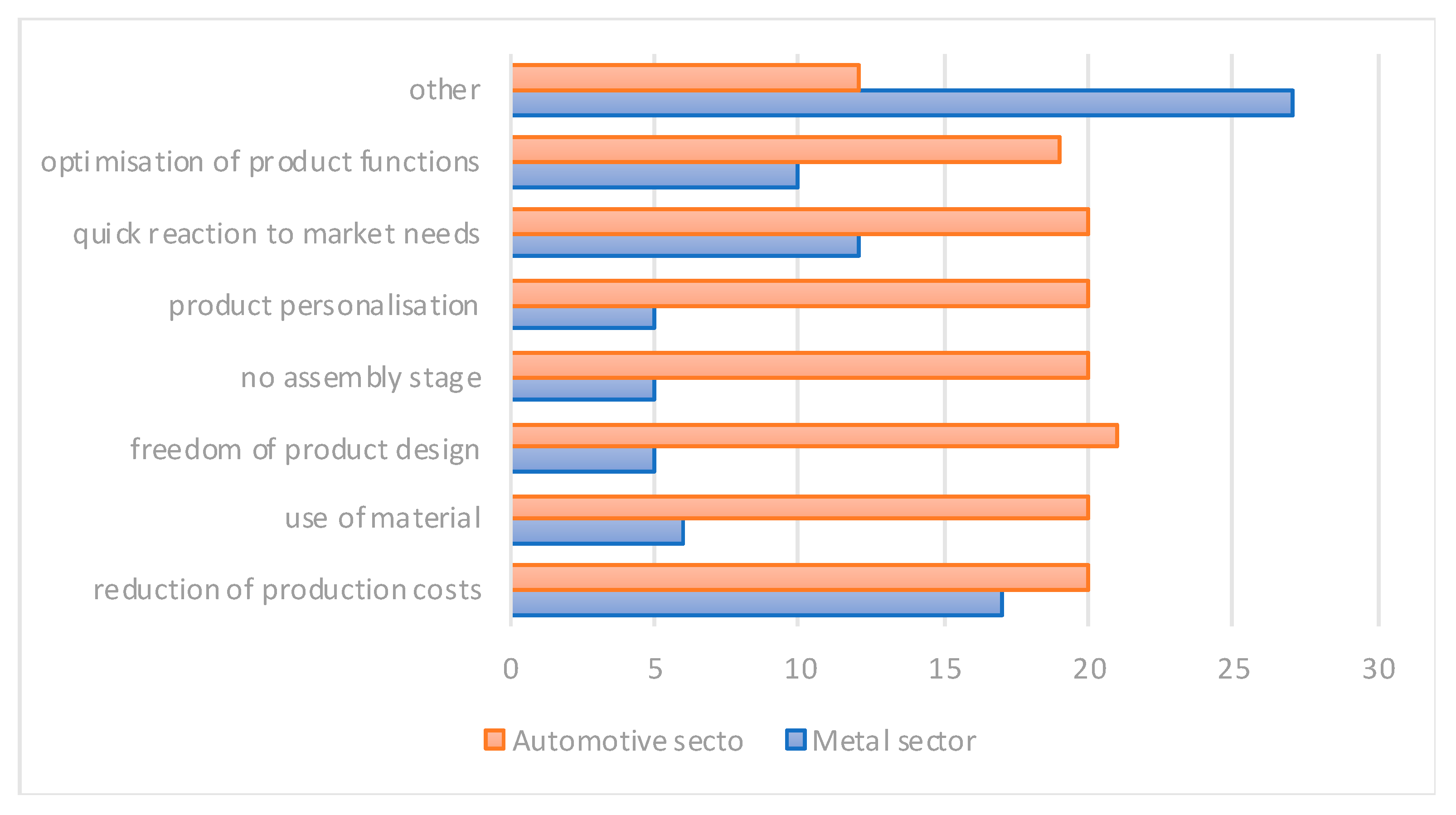
- (a)
- Reduction of production costs—37 marked answers
- (b)
- Effective use of material—26 marked answers
- (c)
- Freedom in product design—26 marked answers
- (d)
- No assembly stage—25 marked answers
- (e)
- Product personalisation to meet specific customer requirements—25 marked answers
- (f)
- Quick response to market needs—32 marked answers
- (g)
- optimisation of product functions—29 marked answers
- (h)
- Other—39 marked answers, of which 21 focussed on the development of the company, 10 on increasing work efficiency and processes, 4 on reducing employment, 2 on reducing exhaust emissions and waste; 2 companies did not provide justification or indicated insufficient knowledge of this area.
4.3. Analysis of the Research Results
- (a)
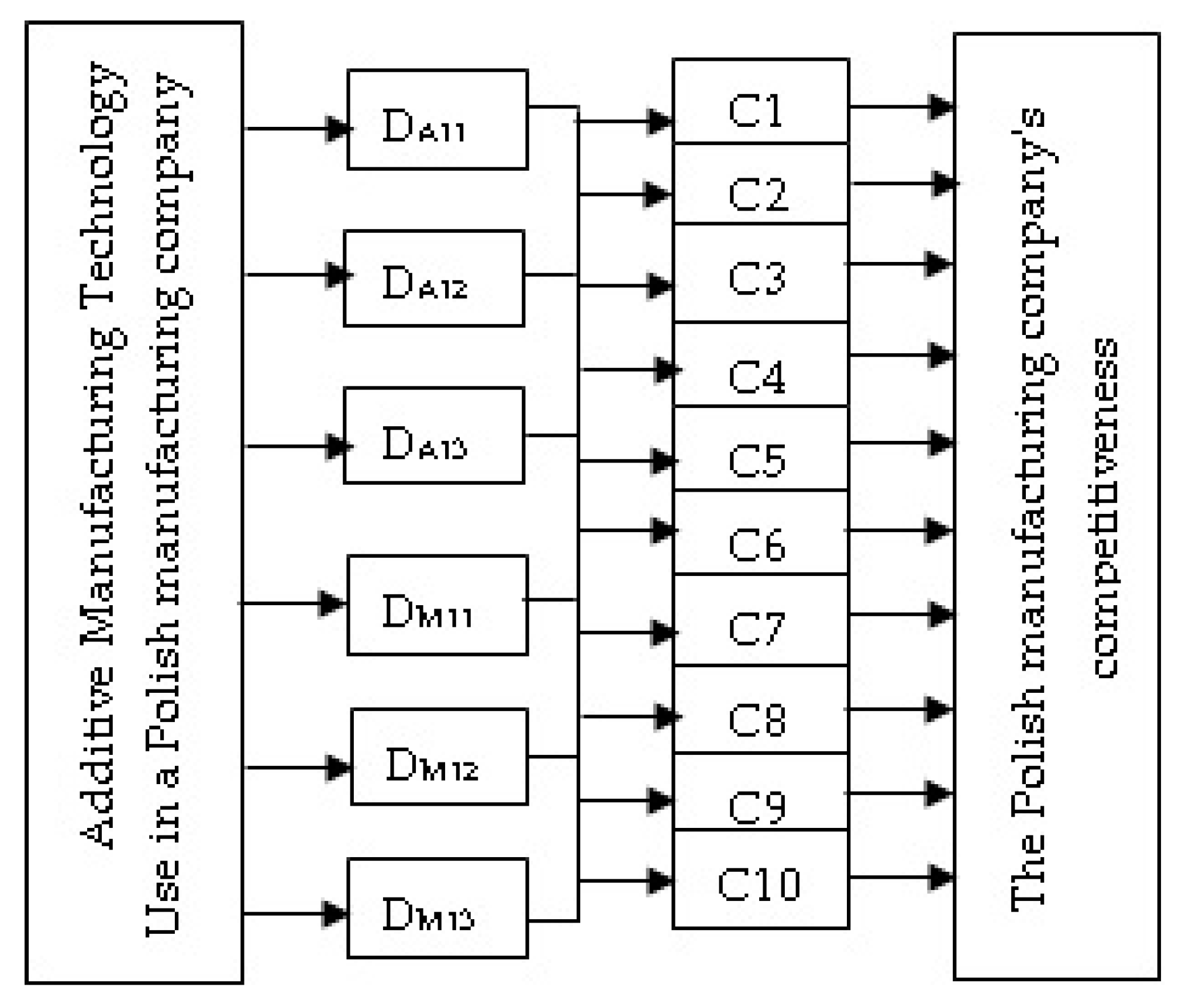
- The FDM technology used and the impact of its use vis-à-vis the increased freedom gained when it comes to product design.
- (b)
- Heat bonding and reducing waste/lower energy consumption as a result of using this technology.
- (c)
- Between the introduction and application of laser cutting technology and the company’s development.
5. Discussion
- -
- designing a system to help enterprises decide on the implementation of AM into production, analysing the current parameters of the production process and implementation possibilities,
- -
- designing the matching system for the most optimal method of additive manufacturing
- -
- improving the methods of additive manufacturing used in the area of production efficiency and reducing the costs of implementing and operating devices.
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- The Economist. Special Report: A Third Industrial Revolution, 2012. Available online: http://www.economist.com/node/21552901 (accessed on 21 August 2019).
- Goole, J.; Amighi, K. 3D printing in pharmaceutics: A new tool for designing customized drug delivery systems. Int. J. Pharm. 2016, 499, 376–394. [Google Scholar] [CrossRef] [PubMed]
- Cichoń, K.; Brykalski, A. The use of 3D printers in industry. Electrotech. Rev. 2017, 3, 156–158. [Google Scholar]
- Central Statistical Office of Poland; Information Society in Poland. Results of Statistical Surveys in the Years 2014–2018; Central Statistical Office of Poland: Warsaw, Poland, 2018.
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. 1996, A213, 103–114. [Google Scholar] [CrossRef]
- Cader, M. 3D printing in the industry. The latest trends and uses. Automation 2018, 11, 26–33. [Google Scholar]
- Cader, M.; Trojnacki, M. Analysis of the possibility of using incremental technologies to manufacture mobile robot construction elements. Meas. Autom. Robot. 2013, 2, 200–207. [Google Scholar]
- Deckard, C.R. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent 4,863,538, 9 September 1989. [Google Scholar]
- Flynn, J.M.; Shokran, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef] [Green Version]
- Zhao, G.; Ma, G.; Feng, J.; Xiao, W. Nonplanar slicing and path generation methods for robotic additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 96, 3149–3159. [Google Scholar] [CrossRef]
- Gill, D.; Smugeresky, J.E.; Atwood, C.J. Laser Engineered Net Shaping TM (LENS®) for the Repair and Modification of NWC Metal Components; Sandia National Laboratories: Albuquerque, NM, USA, 2006.
- Grobelny, P.; Furmanński, Ł.; Legutko, S. Investigations of Surface Topography of Hot Working Tool Steel Manufactured with the Use of 3D Print. In Proceedings of the 13th International Conference Modern Technologies in Manufacturing MTeM 2017—AMATUC, Cluj-Napoca, Romania, 12–13 October 2017; MATEC Web of Conferences. Volume 137 (02004). [Google Scholar]
- Grobelny, P.; Furmanński, Ł.; Legutko, S. Selected Parameters of Surface Topography of Hot Working Tool Steel (1.2709) Manufactured with the Use of 3D Print. In Proceedings of the 12th International Multidisciplinary Conference, Johor Bahru, Malaysia, 1–2 May 2017. [Google Scholar]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4,575,330, 11 March 1986. [Google Scholar]
- Karoluk, M.; Pawlak, A.; Chlebus, E. The use of SLM incremental technology in the processing of Ti-6Al-7Nb titanium alloy for biomedical applications. Curr. Probl. Biomech. 2014, 8, 81–86. [Google Scholar]
- Kozłowski, E.; Mazurkiewicz, D.; Żabiński, T.; Prucnal, S.; Sęp, J. Assessment model of cutting tool condition for real-time supervision system. Maint. Reliab. 2019, 21, 679–685. [Google Scholar] [CrossRef]
- Królikowski, M.A.; Krawczyk, M.B. Machining and incremental techniques as integral stages of the hybrid production process from metals in Industry 4.0. Mechanic 2018, 129, 8–9. [Google Scholar]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar] [CrossRef]
- Liu, Y.J.; Liu, Z.; Jiang, Y.; Wang, G.W.; Yang, Y.; Zhang, L.C. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg. J. Alloys Compd. 2018, 735, 1414–1421. [Google Scholar] [CrossRef]
- Mazurkiewicz, A. Analysis of the print quality of an element made of ABS thermoplastic made in FDM technology, Buses—Technology. Oper. Transp. Syst. 2017, 6, 956–960. [Google Scholar]
- Mehesh, M.; Brandon, M.; Lane, M.; Donmez, A.; Feng, S.C.; Moylan, S.P. A review on measurement science needs for real-time control of additive manufacturing metal powder bed fusion processes. Int. J. Prod. Res. 2017, 55, 1–19. [Google Scholar]
- Michopoulos, J.G.; Lambrakos, S.; Iliopoulos, A. Multiphysics challenges for controlling layered manufacturing. In Proceedings of the 34th Computers and Information in Engineering Conference, Buffalo, NY, USA, 17–20 August 2014. [Google Scholar]
- Oczoś, K.E. The growing importance of Rapid Manufacturing in the incremental development of products. Mechanic 2008, 4, 241–257. [Google Scholar]
- Rao, P. The final step toward quality in additive manufacturing. Analyzing and fixing problems on the fly in AM can smooth out defects, variances. ISE Mag. 2019, 51, 4–39. [Google Scholar]
- Rumman, R.; Lewis, D.A.; Hascoet, J.Y.; Quinton, J.S. Laser metal deposition and wire arc additive manufacturing of materials: An overview. Arch. Metall. Mater. 2019, 64, 467–473. [Google Scholar]
- Siemiński, P.; Budzik, G. Additive Manufacturing Technologies. 3D Printing; Warsaw University of Technology: Warsaw, Poland, 2015. [Google Scholar]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Kundra, T. Additive Manufacturing Fundamentals and Advancements; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Takata, N.; Kodaira, H.; Suzuki, A.; Kobashi, M. Size dependence of microstructure of AlSi10Mg alloy fabricated by selective laser melting. Mater. Charact. 2017, 143, 18–26. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, G.; Liang, H.; Gao, C.; Peng, S.; Shen, L.; Shuai, C. Additive manufacturing of bone scaffolds. Int. J. Bioprint 2019, 5, 148. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Dvorak, F.; Micali, M.; Mathieu, M. Planning and Scheduling in Additive Manufacturing. Intel. Artif. 2018, 21, 40–52. [Google Scholar] [CrossRef] [Green Version]
- Feldshtein, E.; Patalas-Maliszewska, J.; Kłos, S.; Kałasznikow, A.; Andrzejewski, K. The use of Plackett-Burman plans and the analysis of expert opinions, in order to assess the significance of controllable parameters of the plasma cutting process. Maint. Reliab. 2018, 20, 443–449. [Google Scholar] [CrossRef]
- Ciurana, J.; Hernandez, L.; Delgado, J. Energy density analysis on single tracks formed by selective laser melting with CoCrMo powder material. Int. J. Adv. Manuf. Technol. 2013, 680, 1103–1110. [Google Scholar] [CrossRef]
- Gola, A. Reliability analysis of reconfigurable manufacturing system structures using computer simulation methods. Maint. Reliab. 2019, 21, 90–102. [Google Scholar] [CrossRef]
- Gola, A.; Kłosowski, G. Development of computer-controlled material handling model by means of fuzzy logic and genetic algorithms. Neurocomputing 2019, 338, 381–392. [Google Scholar] [CrossRef]
- Bocewicz, G.; Wojcik, R.; Banaszak, Z. AGVs Distributed Control Subject to Imprecise Operation Times. In Proceedings of the KES International Symposium on Agent and Multi-Agent Systems: Technologies and Applications, Incheon, Korea, 26–28 March 2008; Volume 4953, pp. 421–430. [Google Scholar]
- Li, L. China’s manufacturing locus in 2025: With a comparison of “Made-in-China 2025” and “Industry 4.0”. Technol. Forecast. Soc. Chang. 2018, 135, 66–74. [Google Scholar] [CrossRef]
- Schwab, K. The Fourth Industrial Revolution 2017; Crown Publishing Group: New York, NY, USA, 2017. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Automotive Industry Companies | ||||
| Dimensions | Method | Additive Manufacturing Technologies | Characteristics | Raw Material |
| Production process for machinery and equipment parts made of plastic and metal, including high-precision mechanical parts and components, the production process of models used in strength tests, tests and modelling | Layered extrusion of molten thermoplastic | FDM (Fused Deposition Modelling) MEM (Moulded and Extruded Manufacturing), FFF (Fused Filament Fabrication) | The method is based on the layered joining of a plastic polymer material, extruded through a nozzle, with the material from which the element is made being a line made of thermoplastic material | ABS (acrylonitrile butadiene styrene), ABSi (acrylonitrile-butadiene-styrene-biocompatible), PC (polycarbonate), Ultem 9085, PLA (Polylactide), TPU (Thermoplastic Polyurethane), Nylon |
| Production process for machinery and equipment parts made of plastic and metal, including high-precision mechanical parts and sub-assemblies, production process for functional prototypes and co-operating mechanisms | Material application and UV curing | PolyJet, ProJet, MJM (Multi Jet Modelling) | Liquid resin in the form of droplets is applied, in layers, by means of a piezo-crystalline nozzle head, on the working platform and fully cured by a UV lamp integrated with the head. The support material, in the form of a gel, is removed with water. | Polymers with the trade names: Polimer PA 12, VeroWhitePlus, VeroCyan, VeroClear Object Agilus, Agilus Black Composites with specific mechanical properties: DM_Shore A40, DM_Shore A50, DM_Shore A60, DM_Shore A70, DM_Shore A85, DM_Shore A95 |
| Production process for functional prototypes and co-operating mechanisms | Production of laminated objects (lamination of sheets) | LOM (Laminated Object Manufacturing), PSL (Plastic Sheet Lamination), SDL (Selective Deposition Lamination) | Sheets of material are laminated and then, with the help of, for example, a laser, an object of the desired shape is cut out | Paper, polymers, metals, ceramics, cellulose, poly-carbonate composites |
| Production process for functional prototypes and co-operating mechanisms, production process for models used in strength tests, tests and modelling. | Curing photosensitive resins | SLA (Stereo-lithography), DLP (Digital Light Processing) | The method involves the localised UV cure of the applied liquid resin layer in which photo-incised polymerisation takes place. | Polymers, resins and polymer composites with the trade names: Poly1500, Tusk Somos SolidGrey3000, Taurus, NeXt, ProtoGen, PerFORM. |
| Metal Industry Companies | ||||
| Production Process | Method | Additive Manufacturing Technologies | Characteristics | Raw Material |
| Production process for injection moulds, foundry moulds, highly precise metal structures and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible by means of foundry technologies. | Powder sintering | SLS (Selective Laser Sintering), SLM (Selective Laser Melting), DMLS (Direct Metal Laser Sintering), EBM (Electron Beam Melting) * | The method is based on the relationship in which the contacting powder grains bind each other together by melting their surfaces as a result of having been heated with a laser beam. | Polymer (polyamides, thermoplastic polyurethane, alumide), composite (Glass-filled Polyamide) and metallic powders (various metal powder mixtures, e.g., stainless steels, titanium, aluminium) |
| Production process for injection moulds, foundry moulds, highly precise metal structures and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible by means of foundry technologies; process of repair and regeneration of complex, damaged metal parts. | Hardening of material by direct energy supply | LENS (Laser Engineering Net Shape), EBAM (Electron Beam Additive Manufacturing) | In the method, the material stream is supplied through a nozzle and cured, by means of a laser or electron stream, directly onto the surface on which it falls; the LENS method, which is a specific type of laser surfacing, is used for laser performance of the final shape and dimension of the element. | Raw material deposited by means of wire or powdered metals (titanium, tantalum and nickel), alloys, ceramics or composites |
| Relations | Correlation | r2 | t | p |
|---|---|---|---|---|
| AM used: FDM/production cost reduction | 0.1927 | 0.0371 | 3.0931 | 0.0022 |
| AM used: FDM/efficient use of material | 0.2774 | 0.0770 | 4.5474 | 0.0000 |
| AM used: FDM/freedom in product design | 0.3177 | 0.1010 | 5.2774 | 0.0000 |
| AM used: FDM/no assembly stage | 0.2462 | 0.0606 | 4.0000 | 0.0001 |
| AM used: FDM/product personalisation | 0.2872 | 0.0825 | 4.7220 | 0.0000 |
| AM used: FDM/quick response to market needs | 0.1901 | 0.0361 | 3.0495 | 0.0025 |
| AM used: FDM/optimisation of product functions | 0.2506 | 0.0628 | 4.0769 | 0.0001 |
| AM used: FDM/development | −0.1046 | 0.0109 | −1.6569 | 0.0988 |
| AM used: FDM/elimination of human labour | 0.0510 | 0.0026 | 0.8044 | 0.4219 |
| AM used: FDM/waste reduction/lower energy consumption | −0.0332 | 0.0011 | −0.5225 | 0.6018 |
| AM used: EBM/production cost reduction | 0.0299 | 0.0009 | 0.4709 | 0.6381 |
| AM used: EBM/efficient use of material | −0.0027 | 0.0000 | −0.0421 | 0.9664 |
| AM used: EBM/freedom in product design | −0.0027 | 0.0000 | −0.0421 | 0.9664 |
| AM used: EBM/no assembly stage | 0.0000 | 0.0000 | 0.0000 | 1.0000 |
| AM used: EBM/product personalisation | 0.0000 | 0.0000 | 0.0000 | 1.0000 |
| AM used: EBM/quick response to market needs | 0.0440 | 0.0019 | 0.6934 | 0.4887 |
| AM used: EBM/optimisation of product functions | −0.0102 | 0.0001 | −0.1606 | 0.8725 |
| AM used: EBM/development | −0.0171 | 0.0003 | −0.2695 | 0.7878 |
| AM used: EBM/elimination of human labour | 0.1367 | 0.0187 | 2.1724 | 0.0308 |
| AM used: EBM/waste reduction/energy consumption | −0.0183 | 0.0003 | −0.2887 | 0.7730 |
| AM used: welding/production cost reduction | 0.0483 | 0.0023 | 0.7622 | 0.4467 |
| AM used: welding/efficient use of material | −0.0313 | 0.0010 | −0.4930 | 0.6224 |
| AM used: welding/freedom in product design | −0.0682 | 0.0047 | −1.0764 | 0.2828 |
| AM used: welding/no assembly stage | −0.0638 | 0.0041 | −1.0073 | 0.3148 |
| AM used: welding/product personalisation | −0.0638 | 0.0041 | −1.0073 | 0.3148 |
| AM used: welding/quick response to market needs | 0.0089 | 0.0001 | 0.1402 | 0.8886 |
| AM used: welding/optimisation of product functions | −0.0103 | 0.0001 | −0.1618 | 0.8716 |
| AM used: welding/development | 0.0426 | 0.0018 | 0.6718 | 0.5024 |
| AM used: welding/elimination of human labour | 0.1264 | 0.0160 | 2.0067 | 0.0459 |
| AM used: welding/waste reduction/lower energy consumption | −0.0374 | 0.0014 | −0.5898 | 0.5558 |
| AM used: heat bonding/production cost reduction | 0.0366 | 0.0013 | 0.5772 | 0.5643 |
| AM used: EBM/efficient use of material | −0.0434 | 0.0019 | −0.6848 | 0.4941 |
| AM used: heat bonding/freedom in product design | −0.0434 | 0.0019 | −0.6848 | 0.4941 |
| AM used: heat bonding/no assembly stage | −0.0425 | 0.0018 | −0.6700 | 0.5035 |
| AM used: heat bonding/personalisation of the product | −0.0425 | 0.0018 | −0.6700 | 0.5035 |
| AM used: heat bonding/quick response to market needs | −0.0489 | 0.0024 | −0.7703 | 0.4419 |
| AM used: heat bonding/optimisation of product functions | −0.0462 | 0.0021 | −0.7282 | 0.4672 |
| AM used: heat bonding/development | 0.0466 | 0.0022 | 0.7341 | 0.4672 |
| AM used: heat bonding/elimination of human labour | −0.0163 | 0.0003 | −0.2561 | 0.7981 |
| AM used: heat bonding/waste reduction/lower energy consumption | 0.3464 | 0.1200 | 5.8151 | 0.0000 |
| AM used: laser cutting/production cost reduction | 0.1162 | 0.0135 | 1.8429 | 0.0665 |
| AM used: laser cutting/efficient use of material | 0.0870 | 0.0076 | 1.3747 | 0.1705 |
| AM used: laser cutting/freedom in product design | 0.0870 | 0.0076 | 1.3747 | 0.1705 |
| AM used: laser cutting/no assembly stage | 0.0909 | 0.0083 | 1.4376 | 0.1518 |
| AM used: laser cutting/product personalisation | 0.0909 | 0.0083 | 1.4376 | 0.1518 |
| AM used: laser cutting/quick response to market needs | 0.0664 | 0.0044 | 1.0479 | 0.2957 |
| AM used: laser cutting/optimisation of product functions | 0.0761 | 0.0058 | 1.2016 | 0.2307 |
| AM used: laser cutting/development | 0.3385 | 0.1146 | 5.6652 | 0.0000 |
| AM used: laser cutting/elimination of human labour | −0.0232 | 0.0005 | −0.3652 | 0.7153 |
| AM used: laser cutting/waste reduction/lower energy consumption | −0.0163 | 0.0003 | −0.2572 | 0.7973 |
| Relations | Correlation | r2 | t | p |
|---|---|---|---|---|
| production process in the metal industry/reduction of production costs | 0.2665 | 0.0710 | 3.0662 | 0.0027 |
| production process in the automotive industry/reduction of production costs | 0.1887 | 0.0356 | 2.1315 | 0.0350 |
| production process in the metal industry/efficient use of material | 0.1064 | 0.0113 | 0.1865 | 0.2377 |
| production process in the automotive industry/efficient use of material | 0.1550 | 0.0240 | 1.7397 | 0.0844 |
| production process in the metal industry/freedom in product design | 0.0692 | 0.0048 | 0.7696 | 0.4430 |
| production process in the automotive industry/freedom in product design | 0.0913 | 0.0083 | 1.0165 | 0.3114 |
| production process in the metal industry/no assembly stage | 0.0692 | 0.0048 | 0.7696 | 0.4430 |
| production process in the automotive industry/no assembly stage | 0.0913 | 0.0083 | 1.0165 | 0.3114 |
| production process in the metal industry/ product personalisation | 0.0692 | 0.0048 | 0.7696 | 0.4430 |
| production process in the automotive industry/product personalisation | 0.0913 | 0.0083 | 1.0165 | 0.3114 |
| production process in the metal industry/quick response to market needs | 0.1544 | 0.0238 | 1.7329 | 0.0856 |
| production process in the automotive industry/quick response to market needs | 0.0929 | 0.0086 | 1.0350 | 0.3027 |
| production process in the metal industry/optimisation of product functions | 0.1000 | 0.0100 | 1.1148 | 0.2671 |
| production process in the automotive industry/optimisation of product functions | 0.1319 | 0.0174 | 1.4752 | 0.1427 |
| production process in the metal industry/development | 0.1483 | 0.0220 | 1.6627 | 0.0989 |
| production process in the automotive industry/development | 0.1148 | 0.0132 | 0.2812 | 0.2025 |
| production process in the metal industry/elimination of human labour | 0.1167 | 0.0136 | 1.3034 | 0.1949 |
| production process in the automotive industry/elimination of human labour | 0.1255 | 0.0157 | 1.4027 | 0.1632 |
| production process in the metal industry/waste reduction/lowering energy consumption | 0.0175 | 0.0003 | 0.1942 | 0.8464 |
| production process in the automotive industry/ reduction of waste/lowering energy consumption | −0.0669 | 0.0045 | −0.7440 | 0.4583 |
| Relations | Correlation | r2 | t | p |
|---|---|---|---|---|
| prototyping in the metal industry/reduction of production costs | 0.0605 | 0.0037 | 0.6718 | 0.5029 |
| prototyping in the automotive industry/reduction of production costs | 0.1690 | 0.0285 | 1.9012 | 0.0596 |
| prototyping in the metal industry/efficient use of material | 0.1718 | 0.0295 | 1.9342 | 0.0554 |
| prototyping in the automotive industry/efficient use of material | 0.0539 | 0.0029 | 0.5987 | 0.5505 |
| prototyping in the metal industry/freedom in product design | 0.1948 | 0.0380 | 2.2032 | 0.0294 |
| prototyping in the automotive industry/freedom in product design | 0.0812 | 0.0066 | 0.9040 | 0.3678 |
| prototyping in the metal industry/no assembly stage | 0.1948 | 0.0380 | 2.2032 | 0.0294 |
| prototyping in the automotive industry/no assembly stage | 0.0812 | 0.0066 | 0.9040 | 0.3678 |
| prototyping in the metal industry/ product personalisation | 0.0950 | 0.0090 | 1.0589 | 0.2917 |
| prototyping in the automotive industry/product personalisation | 0.1426 | 0.0203 | 1.5974 | 0.1127 |
| prototyping in the metal industry/quick response to market needs | 0.1139 | 0.0130 | 1.2719 | 0.2058 |
| prototyping in the automotive industry/quick response to market needs | 0.0475 | 0.0023 | 0.5274 | 0.5988 |
| prototyping in the metal industry/optimisation of product functions | 0.0812 | 0.0066 | 0.9040 | 0.3678 |
| prototyping in the automotive industry/optimisation of product functions | 0.1948 | 0.0380 | 2.2032 | 0.0294 |
| prototyping in the metal industry/development | 0.2741 | 0.0751 | 3.1604 | 0.0020 |
| prototyping in the automotive industry/development | 0.2437 | 0.0594 | 2.7863 | 0.0062 |
| prototyping in the metal industry/elimination of human labour | 0.2252 | 0.0507 | 2.5635 | 0.0116 |
| prototyping in the automotive industry/elimination of human labour | 0.2231 | 0.0498 | 2.5385 | 0.0124 |
| prototyping in the metal industry/ waste reduction/lower energy consumption | −0.0232 | 0.0005 | −0.2572 | 0.7975 |
| prototyping in the automotive industry/waste reduction/lower energy consumption | 0.0810 | 0.0066 | 0.9009 | 0.3694 |
| Relations | Correlation | r2 | t | p |
|---|---|---|---|---|
| services in the metal industry/reduction of production costs | −0.0356 | 0.0013 | −0.3954 | 0.6932 |
| services in the automotive industry/reduction of production costs | −0.0356 | 0.0013 | −0.3954 | 0.6932 |
| services in the metal industry/efficient use of material | −0.0202 | 0.0004 | −0.2237 | 0.8234 |
| services in the automotive industry/efficient use of material | −0.0202 | 0.0004 | −0.2237 | 0.8234 |
| services in the metal industry/freedom in product design | −0.0183 | 0.0003 | −0.2033 | 0.8392 |
| services in the automotive industry/freedom in product design | −0.0183 | 0.0003 | −0.2033 | 0.8392 |
| services in the metal industry/no assembly stage | −0.0183 | 0.0003 | −0.2033 | 0.8392 |
| services in the automotive industry/no assembly stage | −0.0183 | 0.0003 | −0.2033 | 0.8392 |
| services in the metal industry/product personalisation | −0.0183 | 0.0003 | −0.2033 | 0.8392 |
| services in the automotive industry/product personalisation | −0.0183 | 0.0003 | −0.2033 | 0.8392 |
| services in the metal industry/quick response to market needs | −0.0293 | 0.0009 | −0.3247 | 0.7460 |
| services in the automotive industry/quick response to market needs | −0.0293 | 0.0009 | −0.3247 | 0.7460 |
| services in the metal industry/optimisation of product functions | −0.0265 | 0.0007 | −0.2938 | 0.7694 |
| services in the automotive industry/optimisation of product functions | −0.0265 | 0.0007 | −0.2938 | 0.7694 |
| prototyping in the metal industry/development | −0.0415 | 0.0017 | −0.4607 | 0.6458 |
| services in the automotive industry/development | 0.1943 | 0.0378 | 2.1969 | 0.0299 |
| services in the metal industry/elimination of human labour | −0.0163 | 0.0003 | −0.1811 | 0.8566 |
| services in the automotive industry/elimination of human labour | 0.4939 | 0.2440 | 6.2998 | 0.0000 |
| services in the metal industry/ waste reduction/lower energy consumption | −0.0115 | 0.0001 | −0.1270 | 0.8991 |
| services in the automotive industry/waste reduction/lower energy consumption | −0.0115 | 0.0001 | −0.1270 | 0.8991 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patalas-Maliszewska, J.; Topczak, M.; Kłos, S. The Level of the Additive Manufacturing Technology Use in Polish Metal and Automotive Manufacturing Enterprises. Appl. Sci. 2020, 10, 735. https://doi.org/10.3390/app10030735
Patalas-Maliszewska J, Topczak M, Kłos S. The Level of the Additive Manufacturing Technology Use in Polish Metal and Automotive Manufacturing Enterprises. Applied Sciences. 2020; 10(3):735. https://doi.org/10.3390/app10030735
Chicago/Turabian StylePatalas-Maliszewska, Justyna, Marcin Topczak, and Sławomir Kłos. 2020. "The Level of the Additive Manufacturing Technology Use in Polish Metal and Automotive Manufacturing Enterprises" Applied Sciences 10, no. 3: 735. https://doi.org/10.3390/app10030735
APA StylePatalas-Maliszewska, J., Topczak, M., & Kłos, S. (2020). The Level of the Additive Manufacturing Technology Use in Polish Metal and Automotive Manufacturing Enterprises. Applied Sciences, 10(3), 735. https://doi.org/10.3390/app10030735