Multi-Objective Optimization of Process Parameters of Longitudinal Axial Threshing Cylinder for Frozen Corn Using RSM and NSGA-II


Abstract
:1. Introduction
2. Materials and Methods
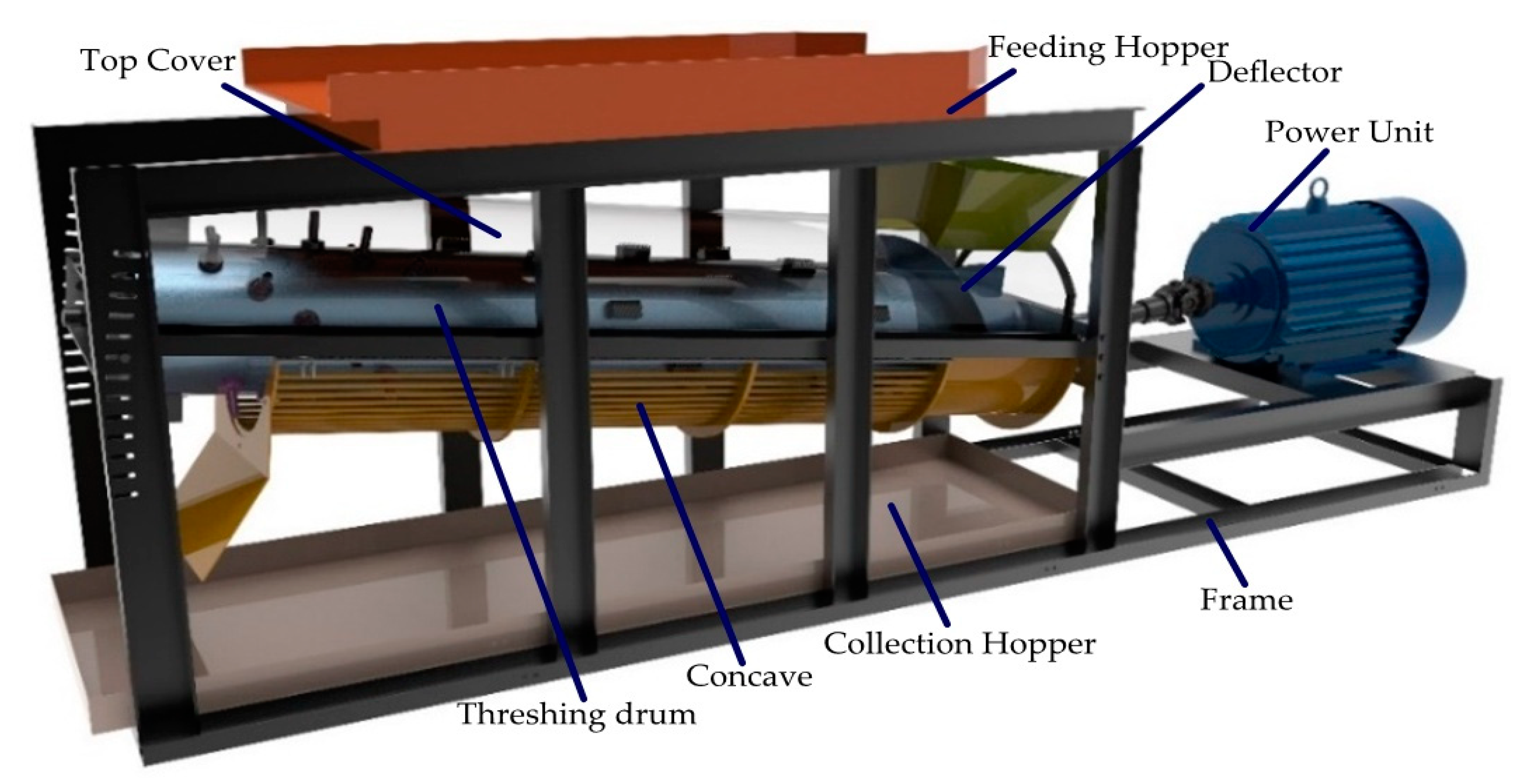
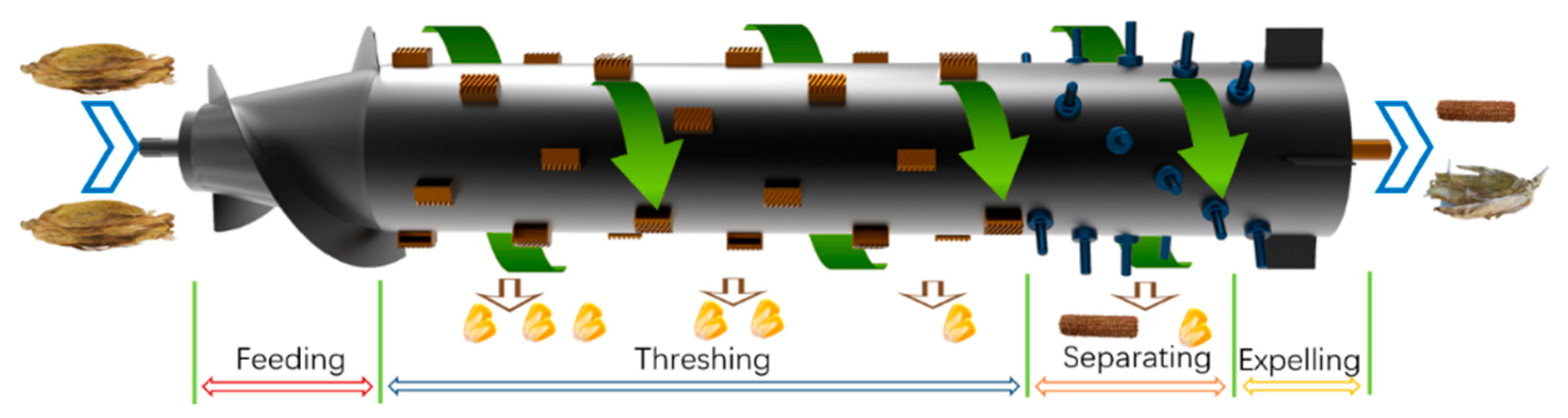
2.1. Material and Equipment
2.2. Experiment Design
2.3. Multi-objective Optimization Methodology
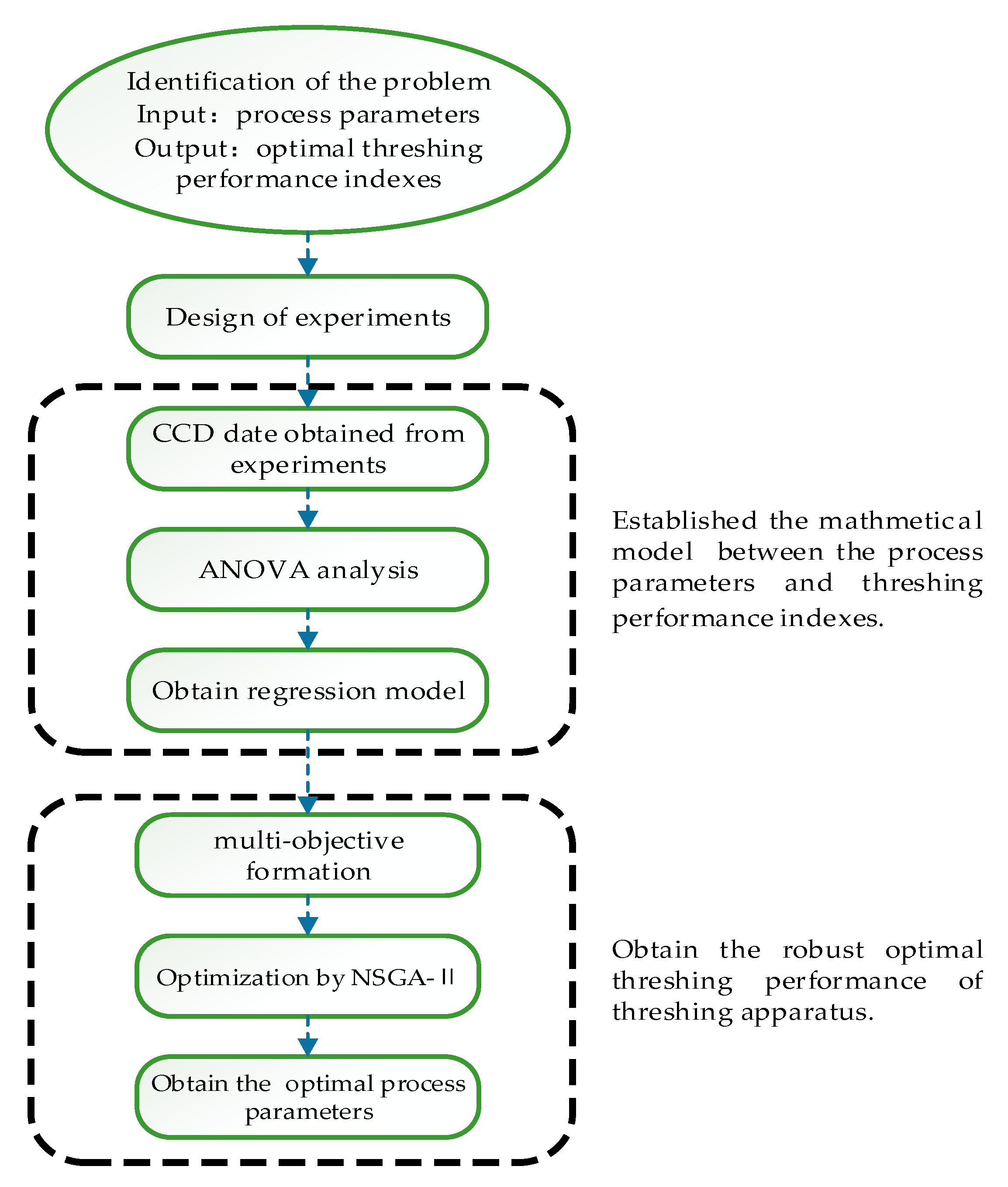
2.3.1. Optimization Process
2.3.2. Response Surface Method
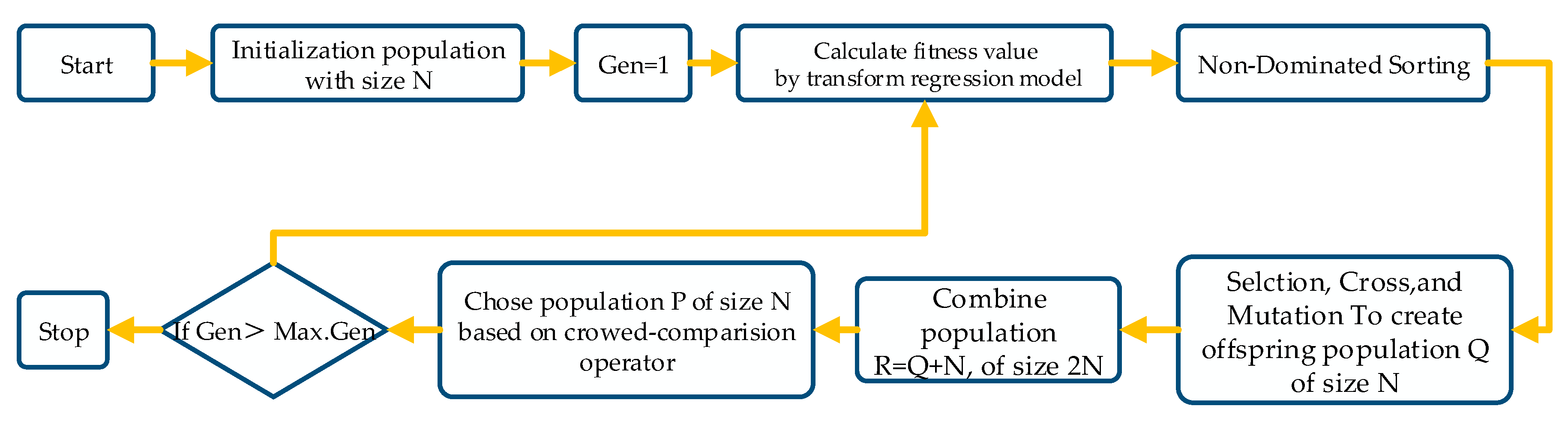
2.3.3. Non-Dominated Sorted Genetic Algorithm-II (NSGA-II)
3. Results and Discussion
3.1. ANOVA Analysis
3.2. Regression Models of Responses
3.3. Multi-objective Optimization Model
3.4. Effect of Interaction
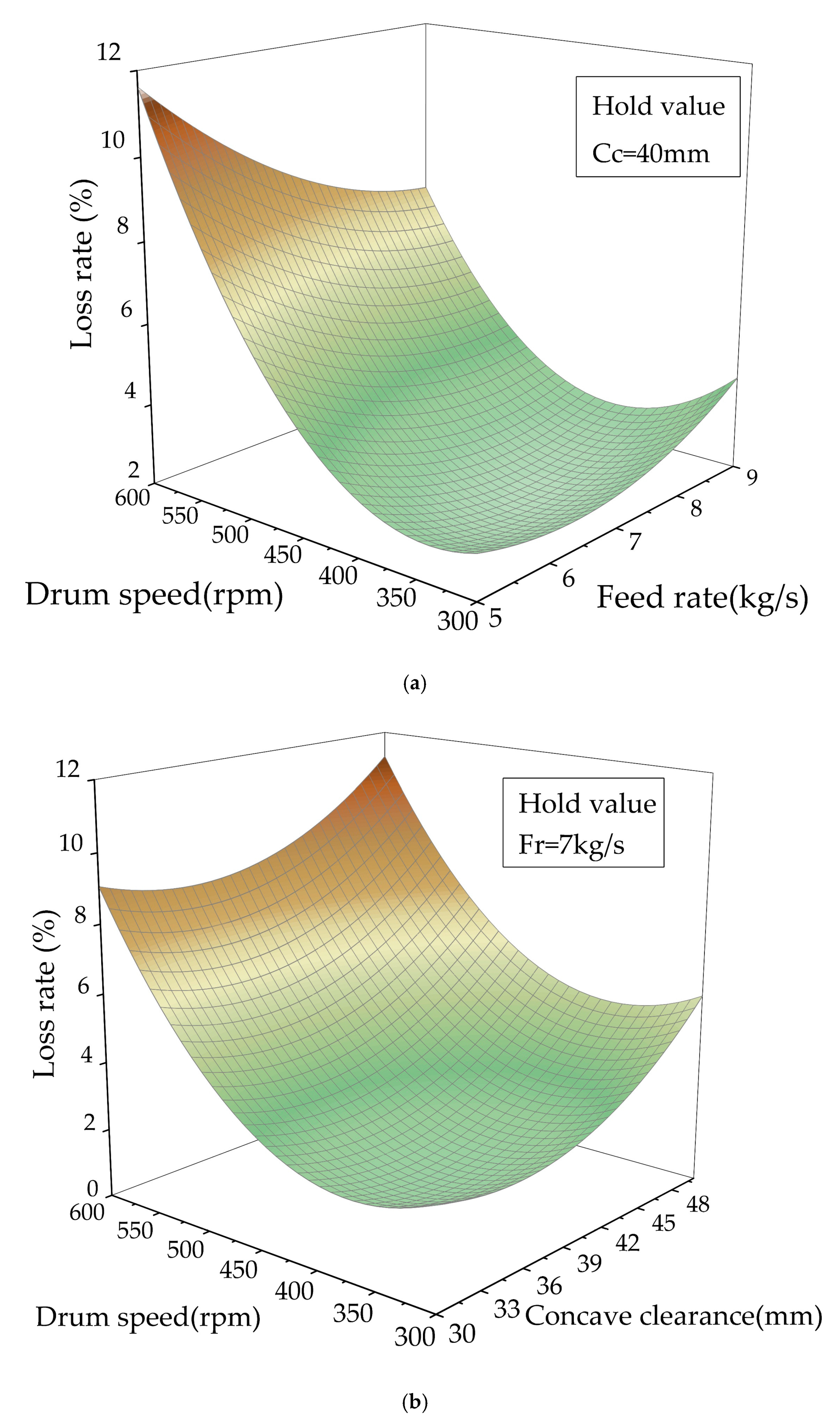
3.4.1. Effect of Interaction of Factors on Lr
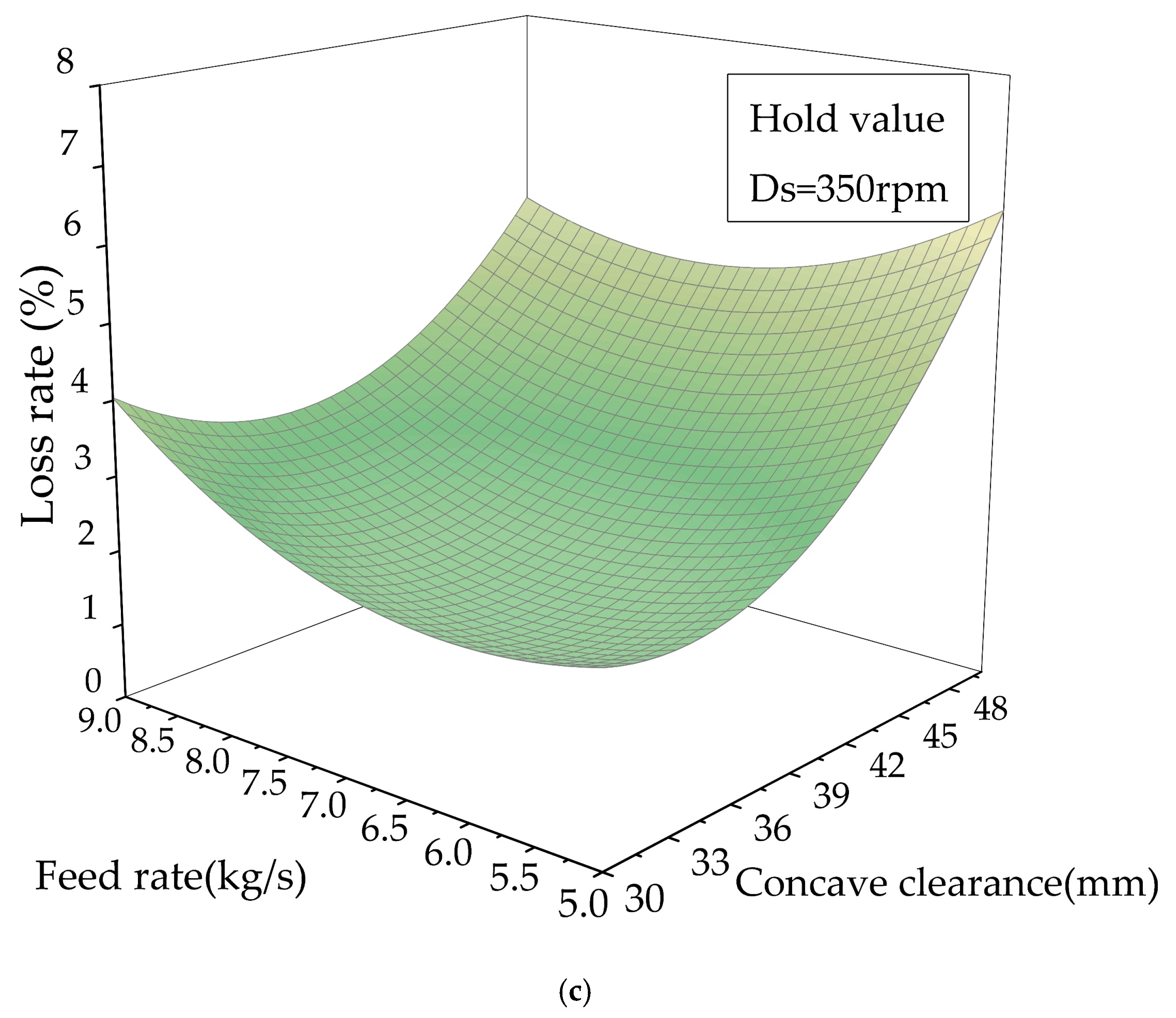
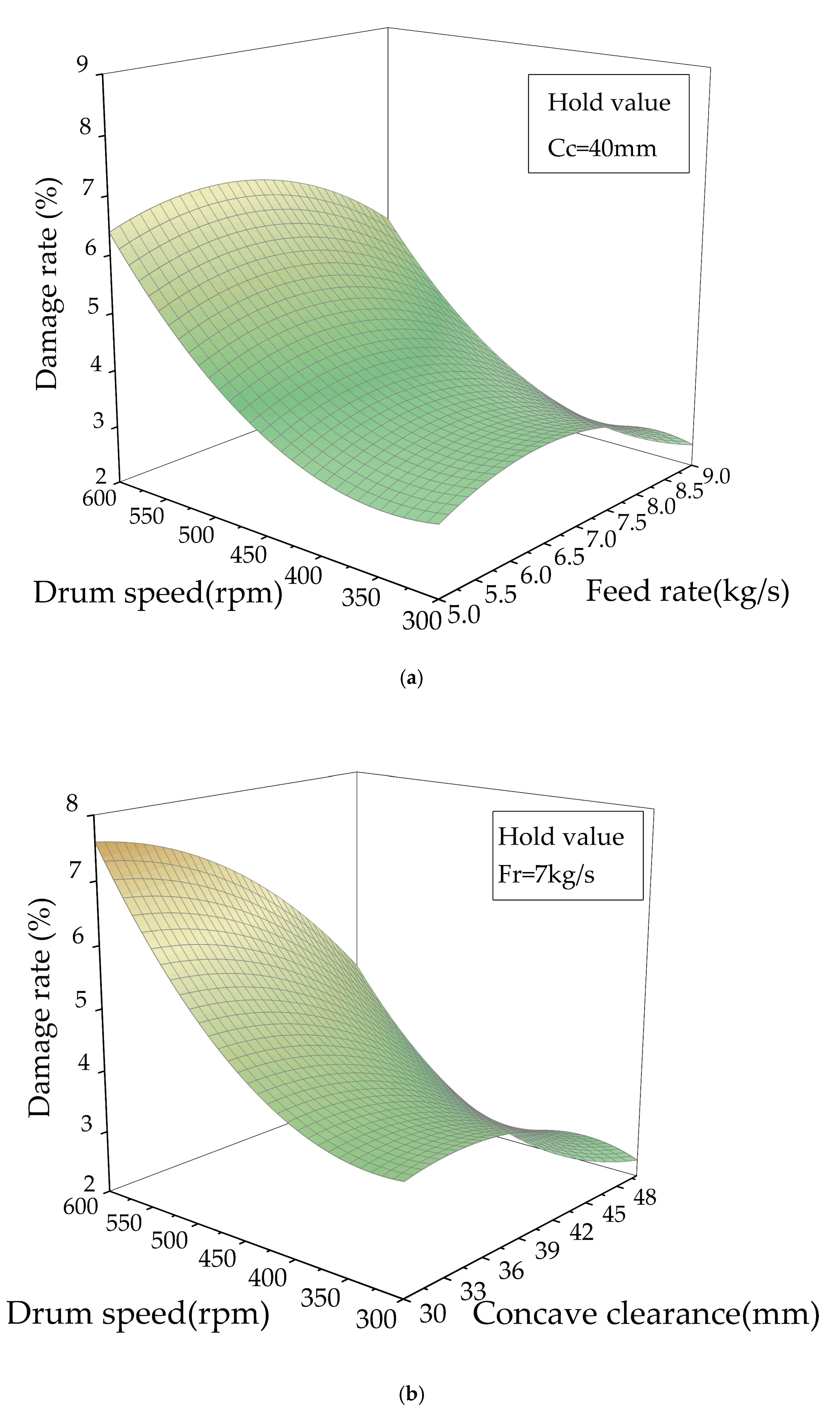
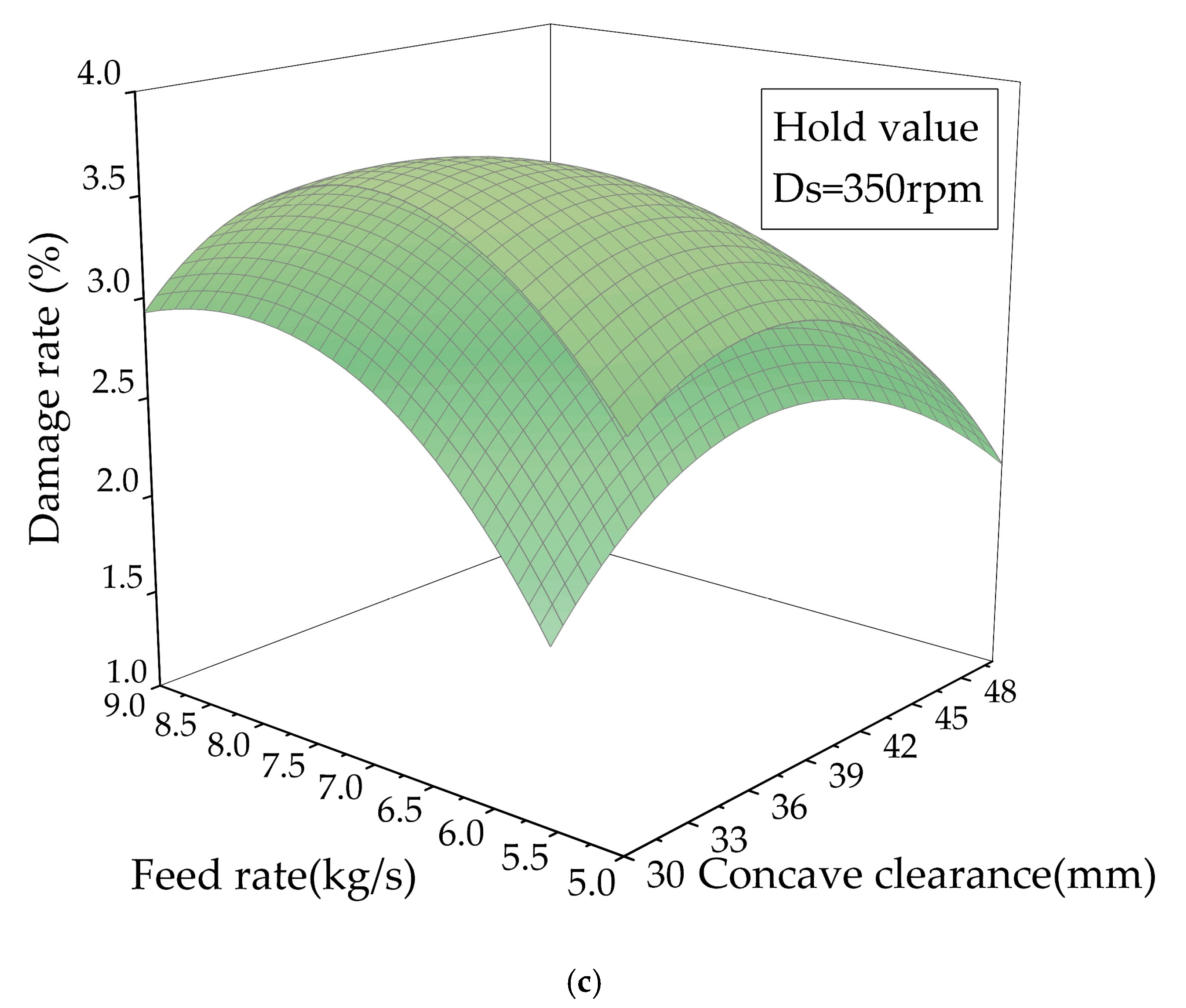
3.4.2. Effect of Interaction of Factors on Dr
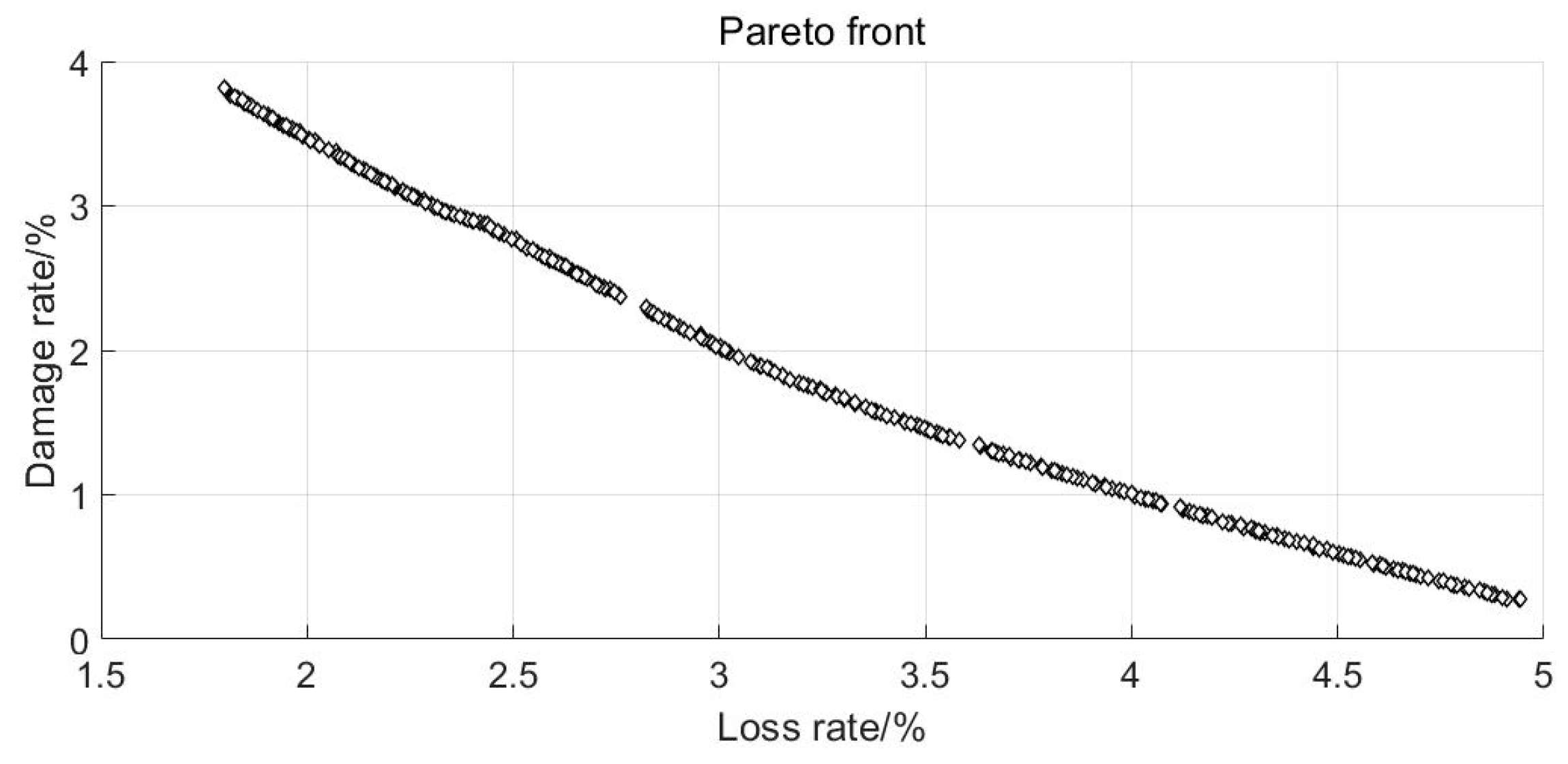
3.5. Optimization by NSGA-II
3.6. Verification Experiment
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, J.; Dai, L.; Cheng, F. Classification of frozen corn seeds using hyperspectral VIS/NIR reflectence imaging. Molecules 2019, 24, 149. [Google Scholar] [CrossRef] [Green Version]
- Su, Y.; Cui, T.; Zhang, D.; Xia, G.; Gao, X.; He, X.; Xu, Y. Damage resistance and compressive properties of bulk maize kernels at varying pressing factors: Experiments and modeling. J. Food Process Eng. 2019, 42. [Google Scholar] [CrossRef]
- Wang, L.; Wu, B.; Wu, Z.; Li, R.; Feng, X. Experimental determination of the coefficient of restitution of particle-particle collision for frozen maize grains. Powder Technol. 2018, 338, 263–273. [Google Scholar] [CrossRef]
- Gu, R.-L.; Huang, R.; Jia, G.-Y.; Yuan, Z.-P.; Ren, L.-S.; Li, L.; Wang, J.-H. Effect of Mechanical Threshing on damage and vigor of maize seed threshed at different moisture contents. J. Integr. Agric. 2019, 18, 1571–1578. [Google Scholar] [CrossRef]
- Šotnar, M.; Pospíšil, J.; Mareček, J.; Dokukilová, T.; Novotný, V. Influence of the combine harvester parameter settings on harvest losses. Acta Technol. Agric. 2018, 21, 105–108. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Cui, T.; Qu, Z.; Li, K.H.; Yin, X.W.; Han, D.D.; Yan, B.X.; Zhao, D.Y.; Zhang, D.X. Development and application of mechanized maize harvesters. Int. J. Agric. Biol. Eng. 2016, 9, 15–28. [Google Scholar] [CrossRef]
- Fu, J.; Chen, Z.; Han, L.; Ren, L. Review of grain threshing theory andtechnology. Int. J. Agric. Biol. Eng. 2018, 11, 12–20. [Google Scholar] [CrossRef]
- Steponavičius, D.; Pužauskas, E.; Špokas, L.; Jotautienė, E.; Kemzūraitė, A.; Petkevičius, S. Concave design for high-moisture corn ear threshing. Mechanics 2018, 24. [Google Scholar] [CrossRef]
- Kiniulis, V.; Steponavičius, D.; Kemzuraite, A.; Andriušis, A.; Juknevicius, D. Dynamic indicators of a corn ear threshing process influenced by the threshing-separation unit load. Mechanika 2018, 24, 412–421. [Google Scholar] [CrossRef]
- Al Sharifi, S.K.A.; Aljibouri, M.A.; Taher, M.A. Effect of Threshing Machines, Rotational speed and grain moisture on corn shelling. Bulg. J. Agric. Sci. 2019, 25, 243–255. [Google Scholar]
- Yu, Y.; Fu, H.; Yu, J. DEM-based Simulation of the corn threshing process. Adv. Powder Technol. 2015, 26, 1400–1409. [Google Scholar] [CrossRef]
- Srison, W.; Chuan-udom, S.; Saengprachatanarug, K. Design factors affecting losses and power consumptionof an axial flow corn shelling unit. Songklanakarin J. Sci. Technol. 2016, 38. [Google Scholar] [CrossRef]
- Chen, D.; Kang, F.; Zhu, Q.Y.; Wang, S.M. Study on combine harvester speed control based on optimum threshing power consumption model. Appl. Mech. Mater. 2011, 130–134, 1911–1914. [Google Scholar] [CrossRef]
- Lu, N.Y.; Gong, G.X.; Yang, Y.; Lu, J.H. Multi-objective process parameter optimization for energy saving in injection molding process. J. Zhejiang Univ. Sci. A 2012, 13, 382–394. [Google Scholar] [CrossRef]
- Xiao, W.; Wang, B.; Zhou, J.; Ma, W.; Yang, L. Optimization of aluminium sheet hot stamping process using a multi-objective stochastic approach. Eng. Optim. 2016, 48, 2173–2189. [Google Scholar] [CrossRef]
- Li, H.; Chen, J.; Xiao, Y. Multi-objective optimization for laminated steel sheet forming process based on desirability function approach and reliability analysis. Eng. Comput. 2013, 30, 1107–1127. [Google Scholar] [CrossRef]
- Zhu, F.; Wang, Z.; Lv, M. Multi-objective optimization method of precision forging process parameters to control the forming quality. Int. J. Adv. Manuf. Technol. 2015, 83, 1763–1771. [Google Scholar] [CrossRef]
- Nisi, K.; Nagaraj, B.; Agalya, A. Tuning of a PID controller using evolutionary multi objective optimization methodologies and application to the pulp and paper industry. Int. J. Mach. Learn. Cybern. 2018, 10, 2015–2025. [Google Scholar] [CrossRef]
- Torres-Treviño, L.M.; Reyes-Valdes, F.A.; López, V.; Praga-Alejo, R. Multi-objective optimization of a welding process by the estimation of the Pareto optimal set. Expert Syst. Appl. 2011, 38, 8045–8053. [Google Scholar] [CrossRef]
- Kiniulis, V.; Steponavičius, D.; Andriušis, A.; Kemzūraitė, A.; Jovarauskas, D. Corn ear threshing performance of filler-plate-covered threshing cylinders. Mechanics 2017, 23, 714–722. [Google Scholar] [CrossRef] [Green Version]
- Ren, L.Q. Design of Experiment and Optimiz-Ation; Higher Education Press: Beijing, China, 2009; pp. 246–257. [Google Scholar]
- Paulsen, M.R.; Nave, W.R. Corn damage from conventional and rotary combines. Trans. ASAE 1980, 23, 1100–1116. [Google Scholar] [CrossRef]
- Konak, A.; Coit, D.W.; Smith, A.E. Multi-objective optimization using genetic algorithms: A tutorial. Reliab. Eng. Syst. Saf. 2006, 91, 992–1007. [Google Scholar] [CrossRef]
- Petkevichius, S.; Shpokas, L.; Kutzbach, H.D. Investigation of the maize ear threshing process. Biosyst. Eng. 2008, 99, 532–539. [Google Scholar] [CrossRef]
- Pishgar Komleh, S.H.; Keyhani, A.; Mostofi Sarkari, M.R.; Jafari, A. Assessment and determination of seed corn combine harvesting losses and energy consumption. Elixir Agric. 2013, 54, 12631–12637. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Drum speed (Ds)(rpm) | Feed rate (Fr)(kg/s) | Concave clearance (Cc)(mm) |
|---|---|---|---|
| 1.682 | 600 | 9 | 50 |
| 1 | 539.19 | 8.19 | 45.95 |
| 0 | 450 | 7 | 40 |
| −1 | 360.81 | 5.81 | 34.05 |
| −1.682 | 300 | 5 | 30 |
| Levels | Ds | Fr | Cc | Lr, % | Dr, % |
|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | 2.495 | 4.282 |
| 2 | 1 | −1 | −1 | 6.132 | 5.569 |
| 3 | −1 | 1 | −1 | 2.239 | 3.700 |
| 4 | 1 | 1 | −1 | 4.741 | 6.114 |
| 5 | −1 | −1 | 1 | 4.019 | 2.616 |
| 6 | 1 | −1 | 1 | 8.231 | 4.554 |
| 7 | -1 | 1 | 1 | 3.614 | 2.634 |
| 8 | 1 | 1 | 1 | 5.219 | 3.242 |
| 9 | −1.682 | 0 | 0 | 2.350 | 3.042 |
| 10 | 1.682 | 0 | 0 | 9.456 | 6.702 |
| 11 | 0 | −1.682 | 0 | 4.124 | 3.669 |
| 12 | 0 | 1.682 | 0 | 3.670 | 2.162 |
| 13 | 0 | 0 | −1.682 | 3.181 | 3.892 |
| 14 | 0 | 0 | 1.682 | 5.741 | 2.362 |
| 15 | 0 | 0 | 0 | 2.477 | 3.771 |
| 16 | 0 | 0 | 0 | 2.702 | 3.936 |
| 17 | 0 | 0 | 0 | 2.685 | 4.168 |
| 18 | 0 | 0 | 0 | 3.725 | 3.582 |
| 19 | 0 | 0 | 0 | 2.673 | 4.739 |
| 20 | 0 | 0 | 0 | 2.723 | 3.959 |
| Source | SS | Df | MS | F-Value | p-value | |
|---|---|---|---|---|---|---|
| Model | 71.64 | 9 | 7.96 | 21.89 | < 0.0001 | *** |
| Ds | 41.85 | 1 | 41.85 | 115.10 | < 0.0001 | *** |
| Fr | 2.49 | 1 | 2.49 | 6.84 | 0.0258 | * |
| Cc | 7.00 | 1 | 7.00 | 19.27 | 0.0014 | ** |
| Ds-Fr | 1.75 | 1 | 1.75 | 4.82 | 0.0529 | |
| Ds-Cc | 0.013 | 1 | 0.013 | 0.036 | 0.8539 | |
| Fr-Cc | 0.39 | 1 | 0.39 | 1.08 | 0.3236 | |
| Ds2 | 15.18 | 1 | 15.18 | 41.74 | < 0.0001 | *** |
| Fr2 | 1.45 | 1 | 1.45 | 3.98 | 0.0739 | |
| Cc2 | 3.84 | 1 | 3.84 | 10.57 | 0.0087 | ** |
| Residual | 3.64 | 10 | 0.36 | |||
| Lack of Fit | 2.64 | 5 | 0.53 | 2.64 | 0.1551 | |
| Pure Error | 1.00 | 5 | 0.20 | |||
| Cor Total | 75.27 | 19 |
| Source | SS | Df | MS | F-Value | p-value | |
|---|---|---|---|---|---|---|
| Model | 23.58 | 9 | 2.62 | 7.91 | 0.0017 | ** |
| Ds | 11.26 | 1 | 11.26 | 34.01 | 0.0002 | *** |
| Fr | 1.09 | 1 | 1.09 | 3.30 | 0.0993 | |
| Cc | 6.19 | 1 | 6.19 | 18.68 | 0.0015 | ** |
| Ds-Fr | 5.164E-003 | 1 | 5.164E-003 | 0.016 | 0.9031 | |
| Ds-Cc | 0.17 | 1 | 0.17 | 0.50 | 0.4944 | |
| Fr-Cc | 0.20 | 1 | 0.20 | 0.60 | 0.4577 | |
| Ds2 | 2.30 | 1 | 2.30 | 6.94 | 0.0250 | * |
| Fr2 | 1.23 | 1 | 1.23 | 3.73 | 0.0824 | |
| Cc2 | 0.68 | 1 | 0.68 | 2.06 | 0.1814 | |
| Residual | 3.31 | 10 | 0.33 | |||
| Lack of Fit | 2.51 | 5 | 0.50 | 3.12 | 0.1186 | |
| Pure Error | 0.80 | 5 | 0.16 | |||
| Cor Total | 26.89 | 19 |
| Trail | 1 | 2 | 3 | Error Value | Average Value |
|---|---|---|---|---|---|
| Lr/% | 1.8962 | 1.9516 | 1.9554 | 0.0331 | 1.9344 |
| Dr/% | 3.5122 | 3.4483 | 3.2521 | 0.1355 | 3.4042 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, J.; Yuan, H.; Zhang, D.; Chen, Z.; Ren, L. Multi-Objective Optimization of Process Parameters of Longitudinal Axial Threshing Cylinder for Frozen Corn Using RSM and NSGA-II. Appl. Sci. 2020, 10, 1646. https://doi.org/10.3390/app10051646
Fu J, Yuan H, Zhang D, Chen Z, Ren L. Multi-Objective Optimization of Process Parameters of Longitudinal Axial Threshing Cylinder for Frozen Corn Using RSM and NSGA-II. Applied Sciences. 2020; 10(5):1646. https://doi.org/10.3390/app10051646
Chicago/Turabian StyleFu, Jun, Haikuo Yuan, Depeng Zhang, Zhi Chen, and Luquan Ren. 2020. "Multi-Objective Optimization of Process Parameters of Longitudinal Axial Threshing Cylinder for Frozen Corn Using RSM and NSGA-II" Applied Sciences 10, no. 5: 1646. https://doi.org/10.3390/app10051646
APA StyleFu, J., Yuan, H., Zhang, D., Chen, Z., & Ren, L. (2020). Multi-Objective Optimization of Process Parameters of Longitudinal Axial Threshing Cylinder for Frozen Corn Using RSM and NSGA-II. Applied Sciences, 10(5), 1646. https://doi.org/10.3390/app10051646