1. Introduction
Wood, a valuable and precious raw material helped mankind establish civilization in the past and present. It is however susceptible to bio-deteriorating agents [
1,
2,
3,
4]. Heat treatment is a commercially-advance modification process which is recognized as a potentially useful method to improve both decay resistance and dimensional stability of wood [
5,
6]. The chemistry of thermal modification and heat transfer within the wood is affected by the presence of water, liquid, or vapor. Under dry treatment conditions, it is reported that wood is dried before the application of heat treatment, or the water is removed by the use of a re-circulating system equipped with a condenser or an open system. In closed systems, on the other hand, water evaporated from the wood remains as high-pressure steam during the process. Steam may also be injected into the reactor, and acts as a heat-transfer medium, or as an inert blanket to limit oxidative processes. Such a steam treatment process is referred as hygrothermal treatment. When wood is heated in water, the process is referred as hydrothermal [
5]. Heat treatment mediums affects the physicomechanical properties; it is reported that wood that was hygrothermally treated showed lower mass loss and dimensional stability and higher bending properties compared to hydrothermally treated at the same temperature. Reduction of swelling values with increased temperature was often attributed to degradation of cell-wall polymers, mostly hemicellulose. Furthermore, chemical changes of lignin and various structural modifications are also involved in the process [
7]. In addition, the potential reduction in hygroscopicity is not attributed solely to mass loss but it may be related to irreversible hydrogen bonding in the course of water molecules movements within the micropore in the wood cell wall.
In this connection, permeability on the microstructure of the wood cell wall, and therefore potential alterations, caused by the above mentioned degradation of cell-wall polymers, may have a significant affect on permeability [
8,
9]. Even after wood is formed by trees, its porosity may be changed due to biological deterioration or due to thermal modification in different mediums [
1,
10]. However, few studies have so far been focused on the effect of heat treatments in different mediums on the fluid flow in wood. Therefore, the aim of this study was to find possible effects of heat treatment in three mediums of air, water (hydrothermal), and water steam (hygrothermal) on specific gas permeability in beech wood and its correlation with liquid permeability; potential improvement in permeability can be beneficial to many industries. It is to be noted that permeability is an important property of solid wood that affects many of the processes prior to its final applications in different industries, like cabinet making industry, wooden structures, and traverse for railroads. The processes in these industries may involve impregnation with different preservatives and fire-retardants, and drying in kiln and open air as well.
In addition to the chemical and structural effects of heat treatment under different mediums on wood, and their effects on preparation processes and final applications of wood, it is to be noted that thermal conductivity of wood is low [
11,
12]; therefore, separate sets of specimens were first impregnated with nanosilver suspension to find out if an improved thermal conductivity can have any effects on permeability of heat-treated beech wood under different mediums.
2. Materials and Methods
2.1. Specimen Procurement
Beech wood (Fagus orientalis L.) is a commercial wood in Iran that has many industrial applications; therefore, it was chosen for the present study. Cylindrical longitudinal specimens of 30 mm in length and 17 mm in diameter were prepared from boards purchased from Gillan province in the Northern of Iran. Specimens were first randomly divided to two equal groups of nanosilver-impregnated (NS-I) and un-impregnated (U-I); each was then divided into three sub-groups of hot-air, hydrothermal, and hygrothermal treatments to be treated for 1, 2, 3, and 4 h. For each sub-group, 40 specimens were prepared free from any checks, knots, and biological attack; totally, 240 specimens. Before heat-treatment, specific gas permeability of all specimens was first measured, regarded as permeability of un-treated or control specimens. NS-I specimens were then impregnated with nanosilver suspension before the heat-treatment. Specimens were conditioned (25 ± 2 °C, and 40 ± 3% relative humidity) for eight weeks after nanosilver-impregnation or heat-treatment, before specific gas permeability measurements were again carried out. As the dimensions of specimens were quite small, eight weeks time was enough for the extra water, absorbed during impregnation process, to dry out. The moisture content of specimens, when gas permeability measurement carried out, was 8±0.2%.
2.2. Gas Permeability Measurement
Various techniques have been applied to measure permeability both in solid wood and wood composites [
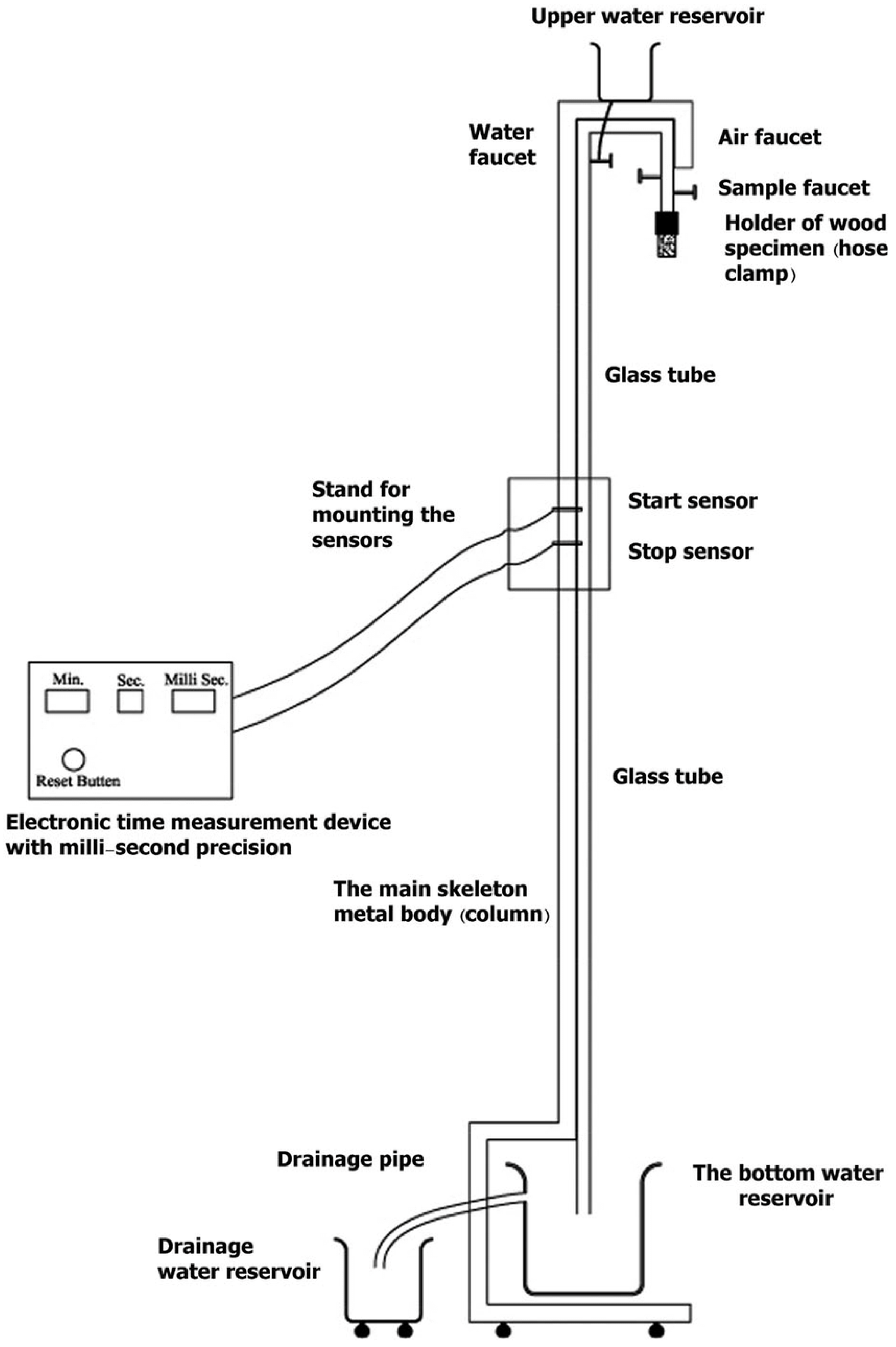
13]. In this study, longitudinal gas permeability measurement was carried out by an apparatus with 7-phase electronic-time-measurement device with milli-second precision (
Figure 1). Falling-water volume-displacement method was applied to calculate specific longitudinal gas permeability values based on the porosity of wood [
14,
15]. For every specimen, gas permeability was measured at seven different water-column heights; this means, at seven different vacuum pressures, in a single run. The internal diameter of the glass tube was 13 mm. The level of the water was 15 cm above the starting sensor of the first time-measurement device (Gas 1). Connection between the specimen and holder was made fully air-tight. A pressure gauge with milli-bar precision was connected to the whole device to monitor pressure gradient (∆
P) and vacuum pressure at any particular time as well as height of water column so that a viscose flow could be monitored. At the starting and stopping points for each of the seven different heights, vacuum pressures were also determined.
Three measurements were taken for each specimen. The superficial permeability coefficient was then calculated using Equations 1 and 2. then multiplied by the viscosity of air (
µ = 1.81×10
−5 Pa·s) for the calculation of the specific gas permeability (
K = kg·µ).
where:
kg = longitudinal superficial permeability (m3.m−1)
Vd = π r2 ∆z [r = radius of measuring tube (m)] (m3)
C = correction factor for gas expansion as a result of change in static head and viscosity of water.
L = length of wood specimen (m)
Patm = atmospheric pressure (m·Hg)
= average height of water over surface of reservoir during period of measurement (m)
t = time (s)
A = cross-sectional area of wood specimen (m2)
∆z = change in height of water during time t (m)
Vr = total volume of apparatus above point 1 (including volume of hoses) (m3)
2.3. Nanosilver-Impregnation
A 400 ppm aqueous dispersion of silver nanoparticles was produced and applied to the specimens using electrochemical technique in collaboration with Mehrabadi Mfg. Company (Tehran, Iran). The size range of silver nanoparticles was 20–90 nm. The pH of the suspension was 6–7; two kinds of surfactants (anionic and cationic) were used in the suspension as stabilizer; the concentration of the surfactants was three times the nano-silver particles. Empty-cell impregnation process (Rueping method) was done in pressure vessel under three bars of pressure by Afshar Wood-Machinery Mfg. Co. (Ltd.), (Tehran, Iran). After impregnation, all specimens were kept at room temperature for eight weeks to make sure that the absorbed water in aqueous nanosilver suspension was dried out. In this connection, it is to be noted that wood has a thermo-hygromechanical behavior and therefore, many properties in solid wood and wood-composite panels are dependent on moisture content of specimens [
16]. Therefore, it was of vital importance to first dry out the absorbed water. Specific gas permeability values of specimens were again measured.
2.4. Heat Treatment
Totally, 240 specimens were prepared. They were randomly divided into two main groups (namely, with and without NS-impregnation). Specimens in each main group were then divided into three sub-groups (to be heat-treated under hot-air, hydrothermal, and hygrothermal mediums). Heat-treatment under hot-air was carried out in a laboratory oven. Strips of ply-wood were placed under specimens to avoid direct contact between the specimens and metal trays in the oven. Hydrothermal and hygrothermal treatments were carried out in a pressure vessel at laboratory scale. During hygrothermal treatment, the inside pressure of the vessel was 490–510 kPa. During hydrothermal treatment, an exhaust valve was open, so that extra steam went out of the pressure vessel, keeping the inside pressure of vessel equal to atmospheric pressure. Specimens in each sub-group were finally divided into four sets of specimens to be heat-treated for four different durations of time (namely, 1, 2, 3, and 4 h) under each of the above mentioned mediums. Gas permeability measurement is a non-destructive test and therefore, specific gas permeability of each and every single specimen can be measured before and after heat-treatment process, and before and after NS-impregnation as well. Specific gas permeability of all specimens was first measured. Then, different sets of HT specimens (that is, specimens without NS-impregnation) were separately heat-treated at 150 °C for four durations of time, and under three different mediums (hot-air, hot water, and hot steam). NSI+HT specimen were first impregnated with NS-suspension; they were kept in conditioning room for eight weeks to dry out; and then their specific gas permeability was again measured. After the second permeability measurement, different sets of NSI+HT specimens were heat-treated for four different durations of time, and under three mediums, as explained earlier. Finally, gas permeability of each specimen was measured once again.
2.5. Statistical Analysis
SAS software program was used to carry out statistical analysis in the present study (version 9.2; 2010: Cary, NC USA). To discern significant difference among different treatments and produced panels, one-way analysis of variance was performed at 95% level of confidence. Then, Duncan’s multiple range test (DMRT) was done for grouping among treatments for each property. In order to find degrees of similarities among different treatments based on all properties studied here, Hierarchical cluster analysis from SPSS/18 (2010) software was used.
3. Results and Discussion
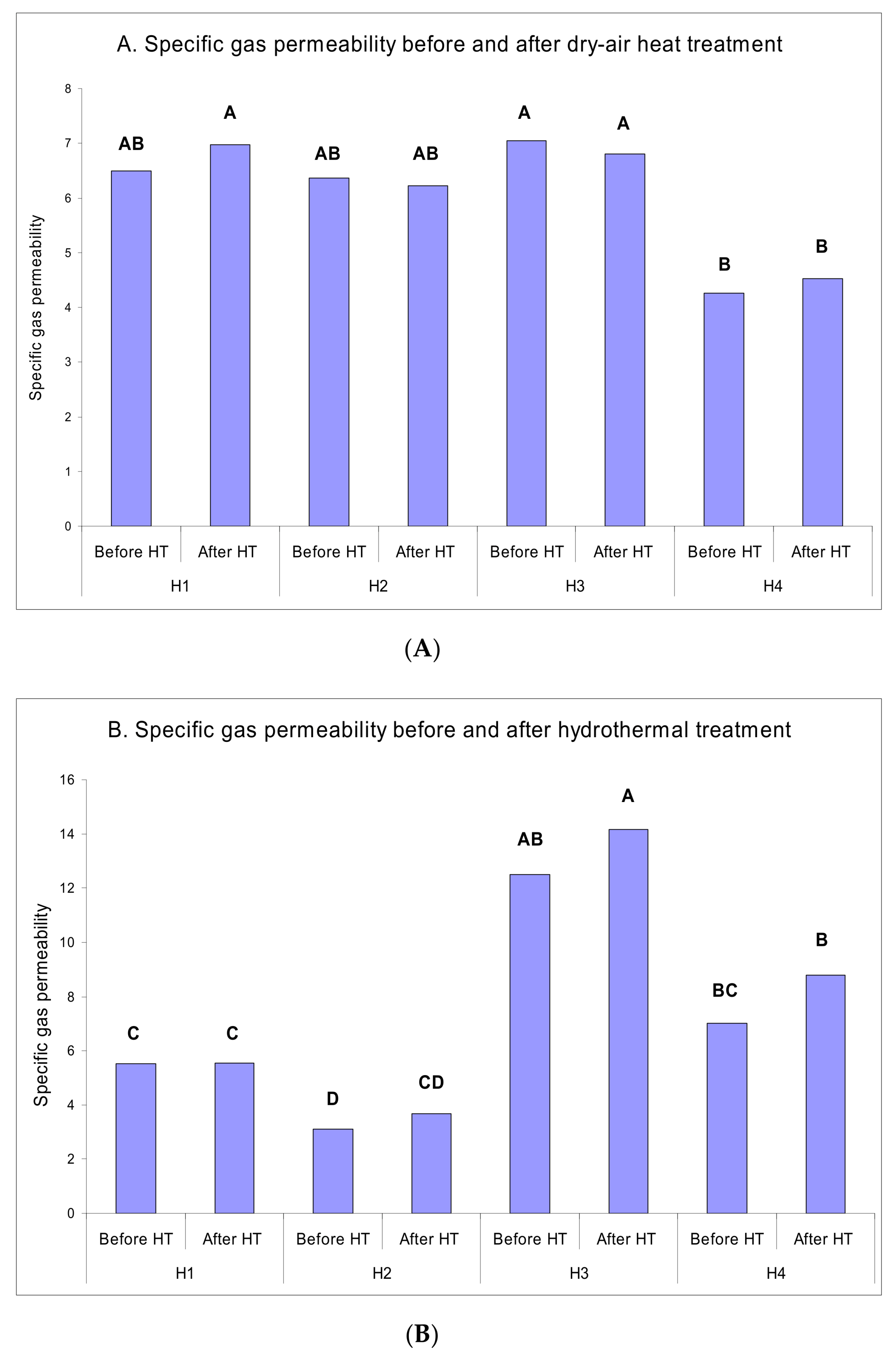
All seven vacuum pressures (water column heights) resulted in nearly identical specific gas permeability, indicating that specific gas permeability measurement using this apparatus was not dependent on the vacuum pressure. The mean value of specific longitudinal gas permeability of all specimens was measured to be 6.48 (× 10
−13 m
3 m
−1) (
Figure 2 and
Figure 3). Previous studies showed that variability of permeability is very high in solid wood species [
8,
9,
17,
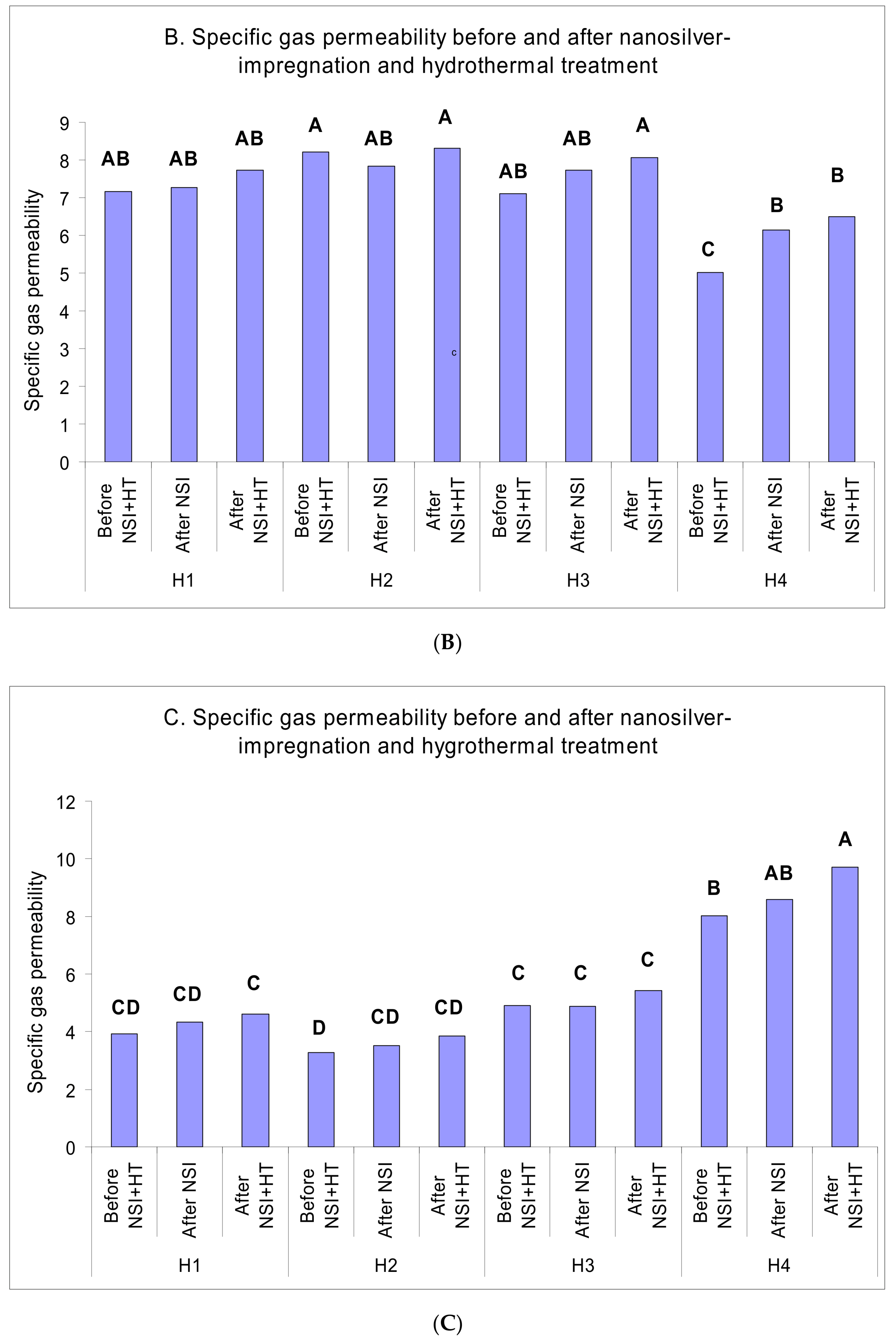
18]. In some cases, difference in permeability of two specimens from the same tree, and even the same board or log, would be as high as five times. This is attributed to uneven settlement of extractives and deposits in vessel elements in hardwood species, blocking the way through which fluids can pass. In the present study, the high variability in specific gas permeability values in control beech specimens (before any treatment was carried out on them, which are marked as "Before HT" or "Before NSI+HT" in
Figure 2 and
Figure 3, respectively) is also very high. The difference is so high that in some cases (like
Figure 2B), two different columns of control specimens are labeled AB and D according to Duncan’s Multiple Range test. It is to be noted that high variability in permeability is quite natural and an inherent property of solid wood species. In order to avoid misinterpretation of the high variability in permeability of solid wood, separate sets of specimens were prepared in the present study, and different heat treatment and impregnation were carried out on each set of specimens separately. This way, the effects of heat treatment and NS-impregnation were studied within the same group, as it can be seen in the graphs (
Figure 2 and
Figure 3). Therefore, the impact of heat treatment and NS-impregnation can also be analyzed quite separately, and regardless of the high variability of permeability in solid wood species.
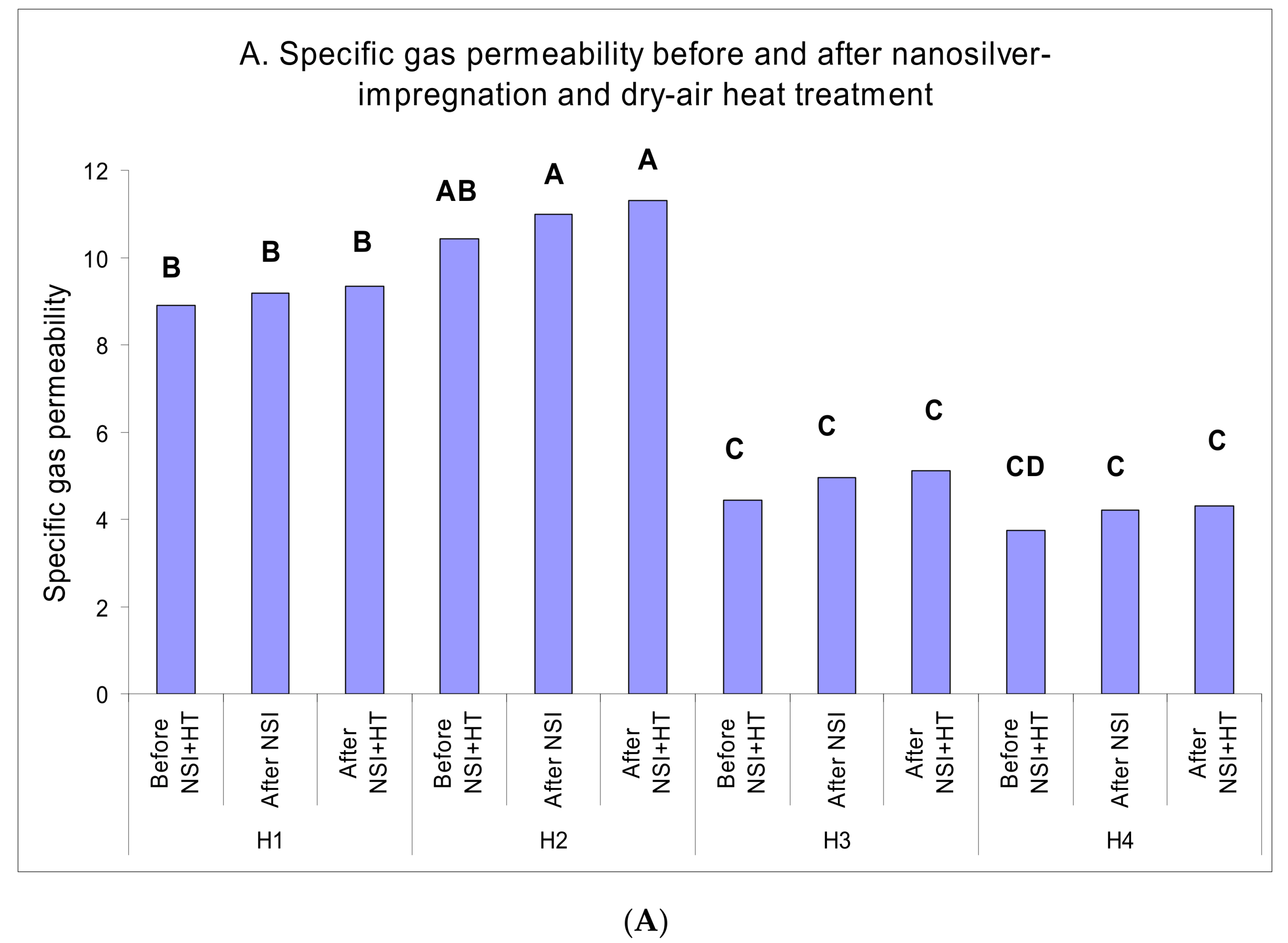
Impregnation with nanosilver suspension increased the specific gas permeability by 7.1%. As to the fact that an average decrease of about 4.36% in weight was observed in specimens after they were seasoned to their initial moisture content (that is, before the impregnation with nanosilver suspension), it may be concluded that the above mentioned increase in gas permeability was attributed to the washing out of part of the extractives from the cell cavity; furthermore, breaking of tiny pits and openings as wells as scalariform perforation plates also contributed to this increase [
9,
18]. These two factors together provided open and empty vessels for the fluid to be easily transferred through. However, the amount of increase was different for each sub-group, and even in two sub-groups it decreased (
Figure 3;
Table 1). The decrease was mainly due to the collapsing and accumulation of broken scalariform perforation plates, and other tiny wooden cell parts, along the vessels, blocking the fluid flow [
8,
9]. It may then be concluded that the increasing or decreasing effect of impregnation with nanosilver suspension is a multi-aspect process, and it greatly depends upon each specimen, the amount of extractives it contains, and the way vessel perforation plates react towards impregnation. However, as the removal of extractives was not primarily included in the present study, further studies are to be carried out to investigate how the removal of extractives (without addition of silver nanoparticles to wood texture) may affect permeability of wood heat-treated under different mediums.
Specimens reacted differently to heat treatment in hot-air and at different periods of heat treatment; hot-air treatment for 1 h caused slight increase in gas permeability due to the loss of part of the bound water, making the vessels and pits wide open. However, hot-air treatment for 2 and 3 h resulted in decrease in gas permeability; although the decrease was not significant. The four-hour treatment under hot-air condition caused slight increase in permeability. The increase was due to the start of hemi-cellulose destruction, causing slender pits and perforation plates to break and make way for transfer of fluid.
Hydrothermal treatment for 1 h did not show any effect, indicating that heat treatment of specimens for only 1 h in hot water would not be enough to significantly affect gas permeability in beech specimens. However, heat-treatment under hot water medium for 2, 3, and 4 h resulted in significant increase in gas permeability (
Figure 2B). This increase was partially attributed to washing out of part of the water-soluble extractives in the medium. It may then be concluded that the effects of hydrothermal treatment greatly depend upon the temperature and duration of treatments; low temperatures tend to dissolve extractives and therefore increase permeability, while higher temperatures (180 °C) would result in deposition of extractives on perforation plates, decreasing permeability [
18]. Furthermore, increase in the duration of hydrothermal treatment positively affects specific gas permeability in beech wood. Heat-transferring property of the silver nanoparticles used, intensified the effects of heat-treatments.
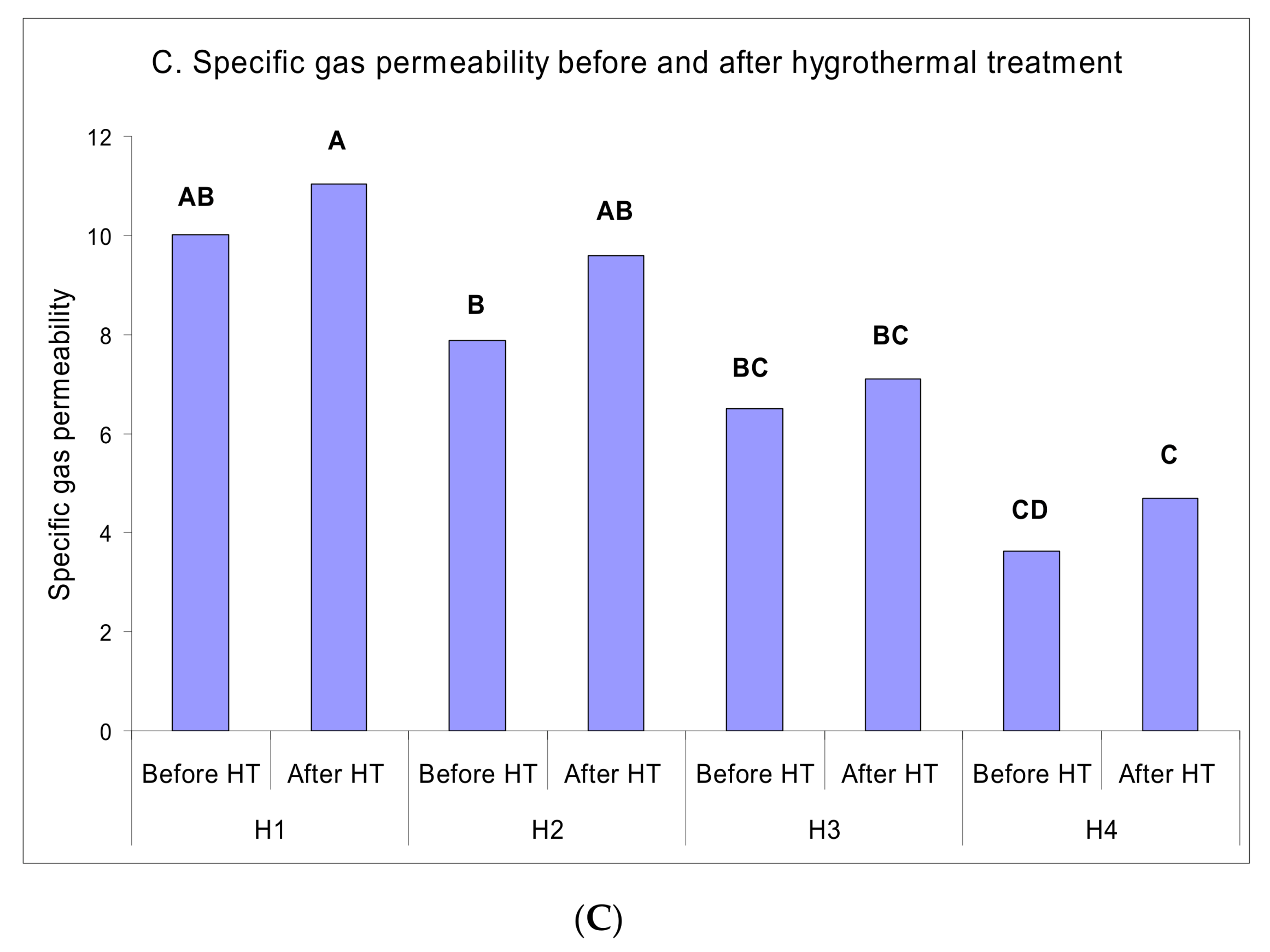
As to the hygrothermal treatment, all durations showed an increase in gas permeability; the amounts of increase were in most cases statistically significant (
Figure 2C). Similar results were reported when oak specimens were pre-treated with steam [
20]. It may be concluded that this kind of heat-treatment can be used for beech in applications in which increase in permeability is important. Hygrothermal treatment can be used as pre-treatment when timbers are going to be impregnated with fire-retardants or preservatives; it can also be used as pre-treatment in kiln-drying procedures to decrease drying time.
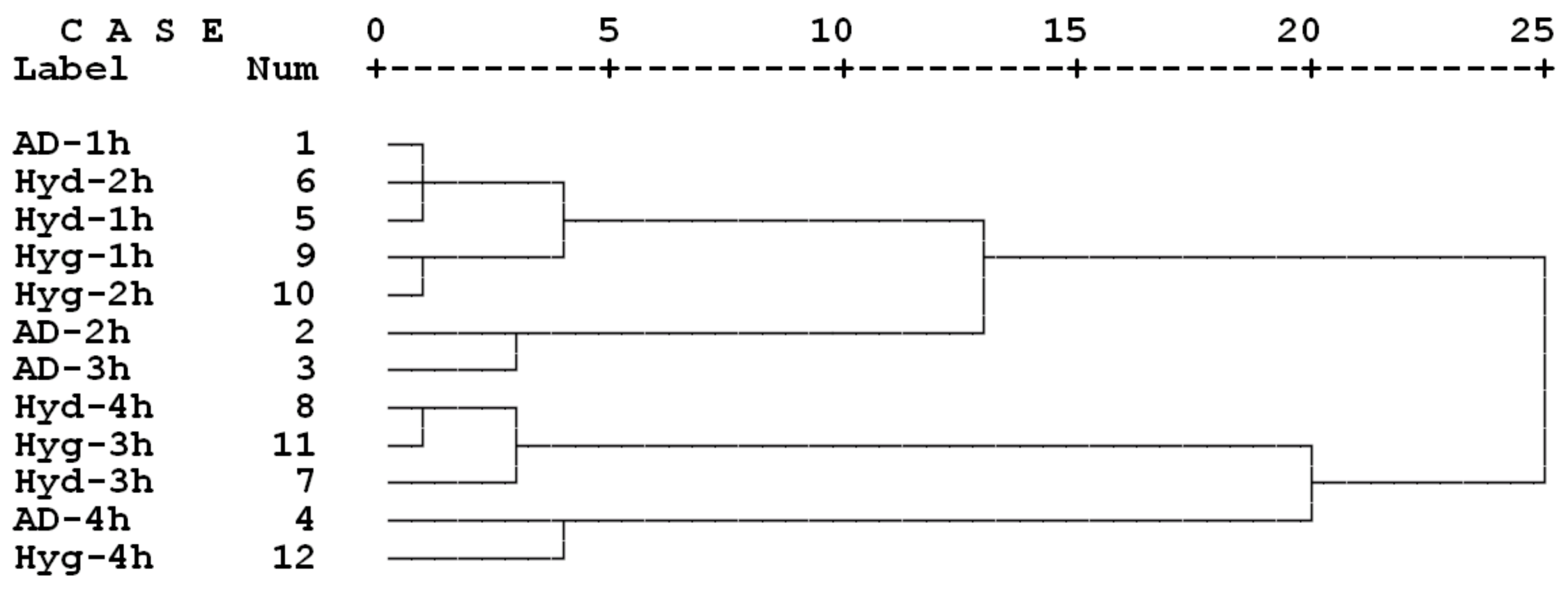
Regression analysis showed that highly significant correlations were existed between permeability values of the control un-impregnated specimens with the values after hot-air and hygrothermal treatments. This implied that gas permeability can be a good criterion to predict water flow along beech specimens. Cluster analysis based on the percentage of changes when un-impregnated specimens were heat-treated, nanosilver-impregnated, as well as nanosilver-impregnated and heat-treated showed that the 1 and 2-h treatments as well as 3 and 4-h treatments were distinctly clustered together; only 3-h hot-air treatment was clustered with the lower time-treatments of 1 and 2 h (
Figure 4). This clearly demonstrated the effect of duration of heat-treatment on the final outcome. Furthermore, the 4-h hot-air and hygrothermal treatments were clustered very closely, but the 4-h hydrothermal treatments was clustered with the 3-h treatments, showing the more increasing effects of hot-air and hygrothermal treatments in comparison to hydrothermal treatment. In addition, 2 and 3-h hot-air treatments were closely clustered and rather different from other treatments, showing the decreasing effects of these two on permeability.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}