Laser Welding on Cerclage Wire Joining in Femur Surgery


Abstract
:Featured Application
Abstract
1. Introduction
2. Methods
3. Welding, Inspection and Mechanical Testing
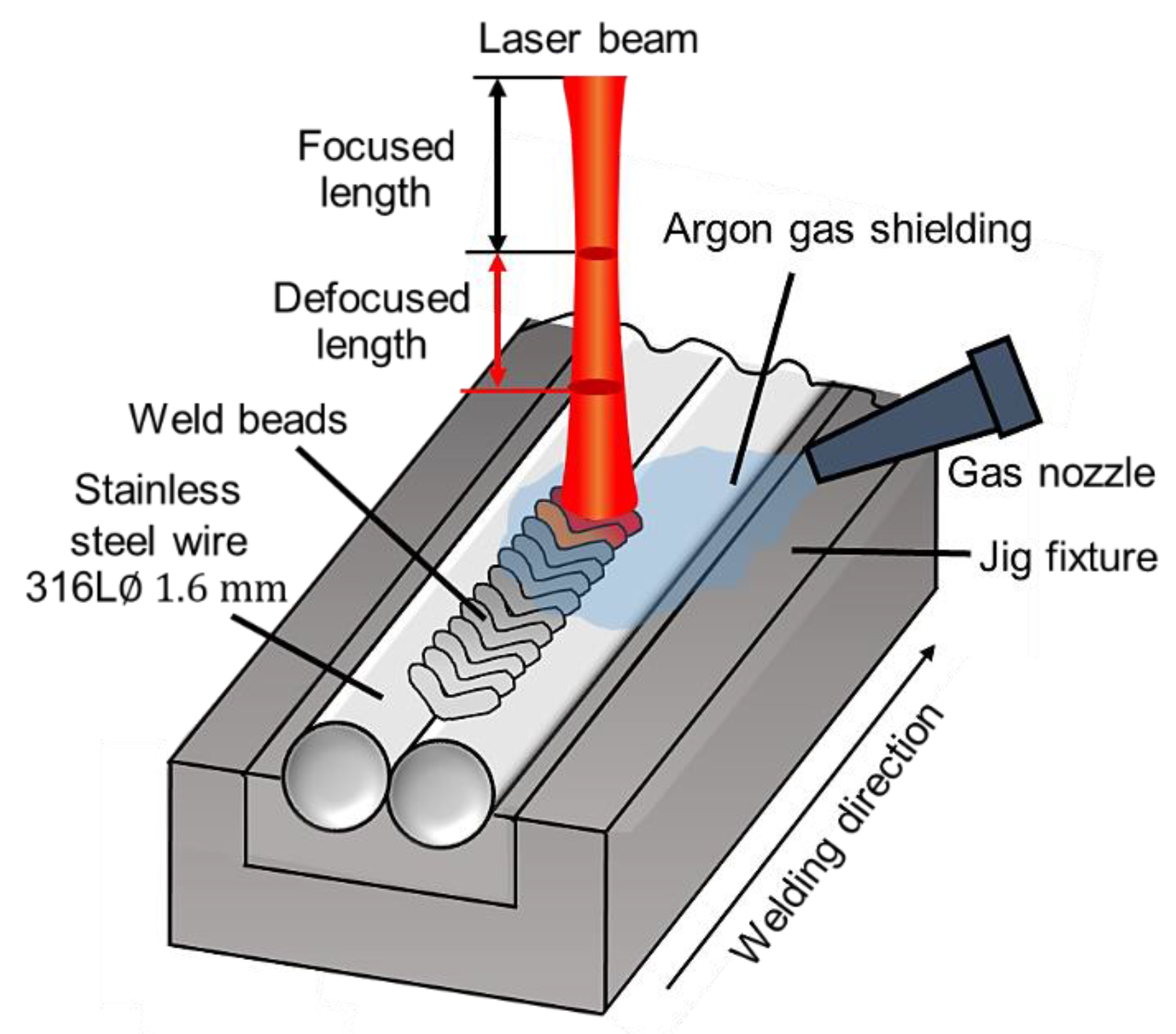
3.1. Material and Experimental Setup
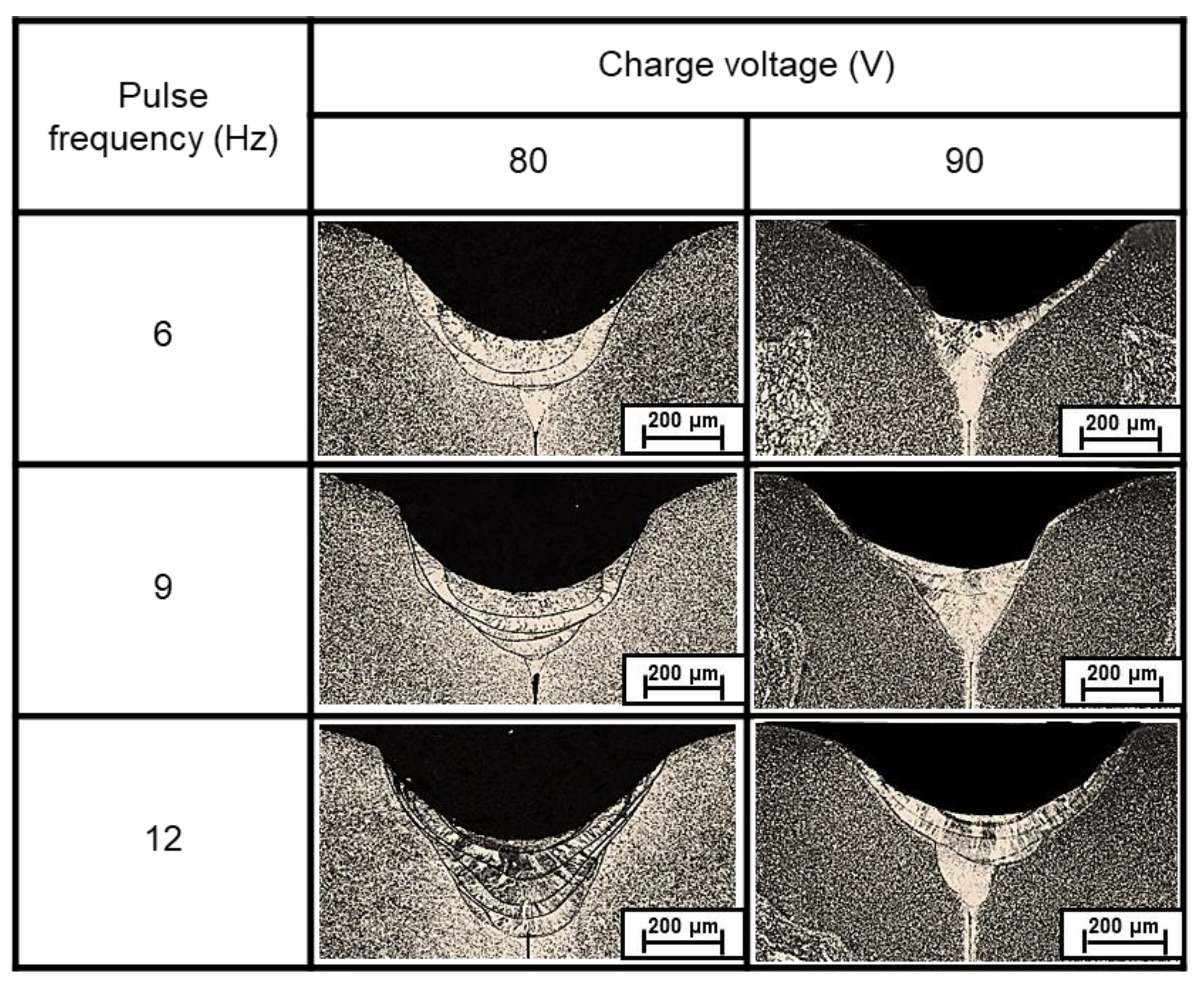
3.2. Inspection of Weld Appearance
3.3. Mechanical Testing
4. Experimented Results and Discussion
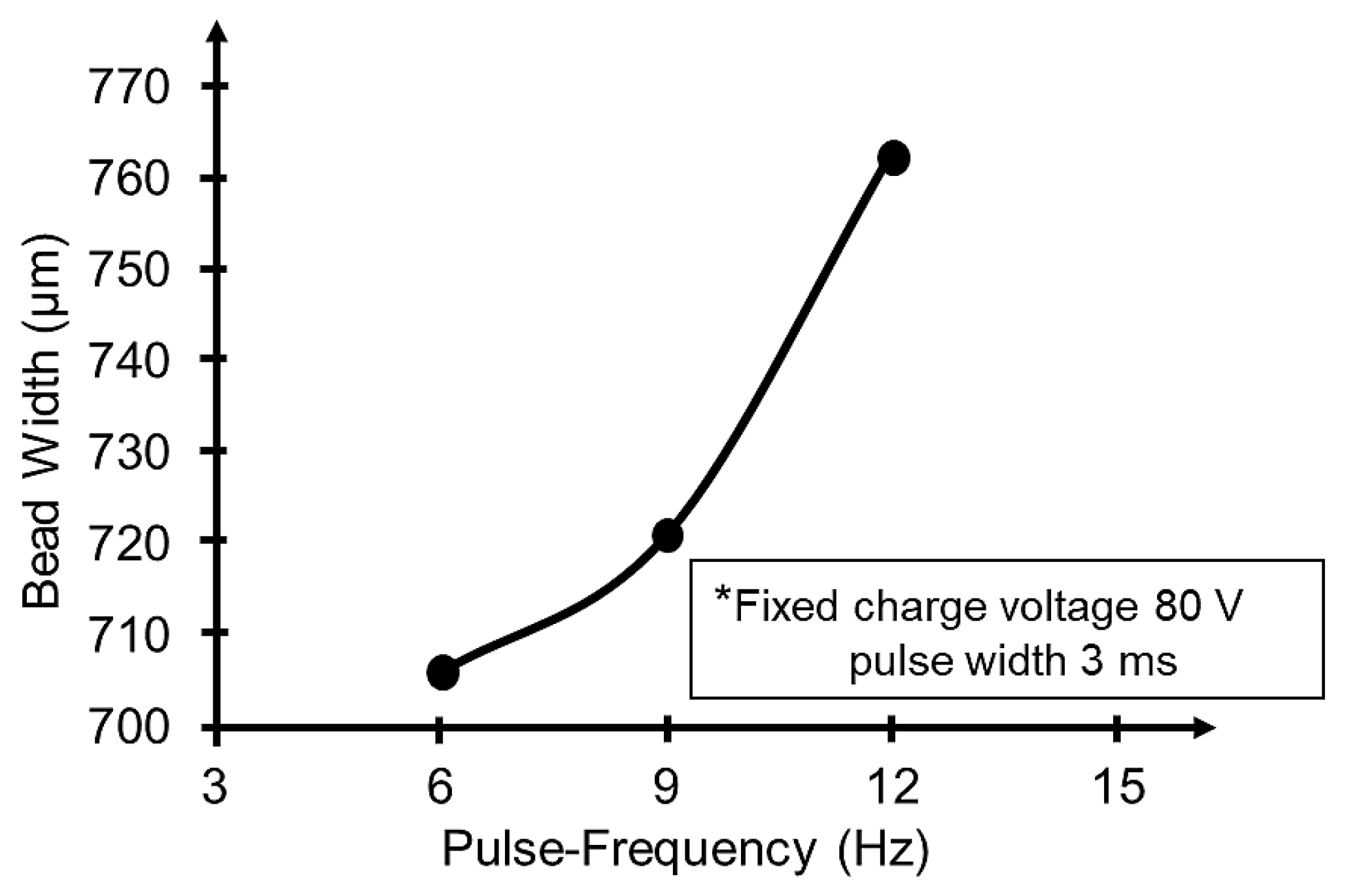
4.1. Effect of Laser Parameters on Weld Bead Width
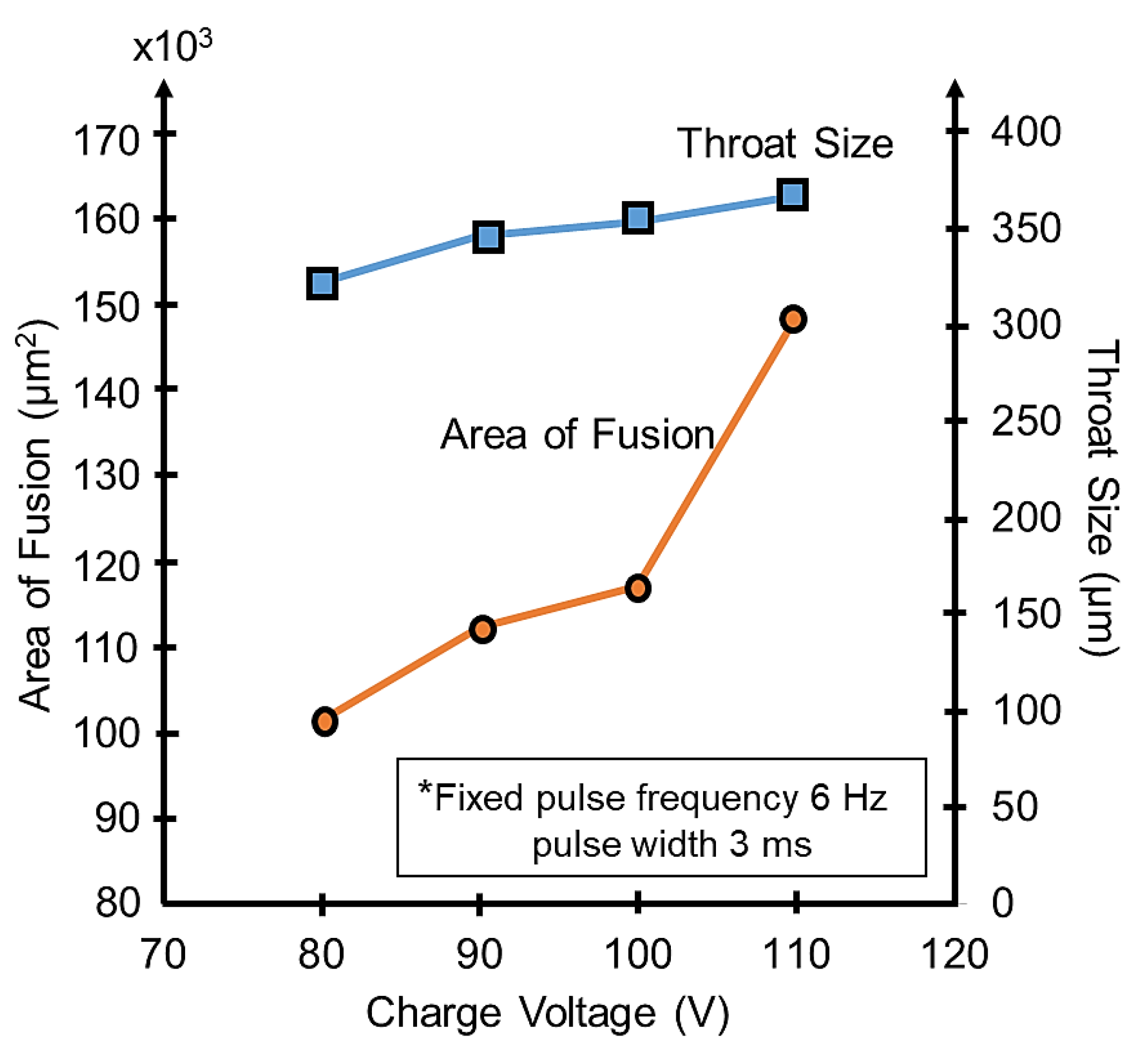
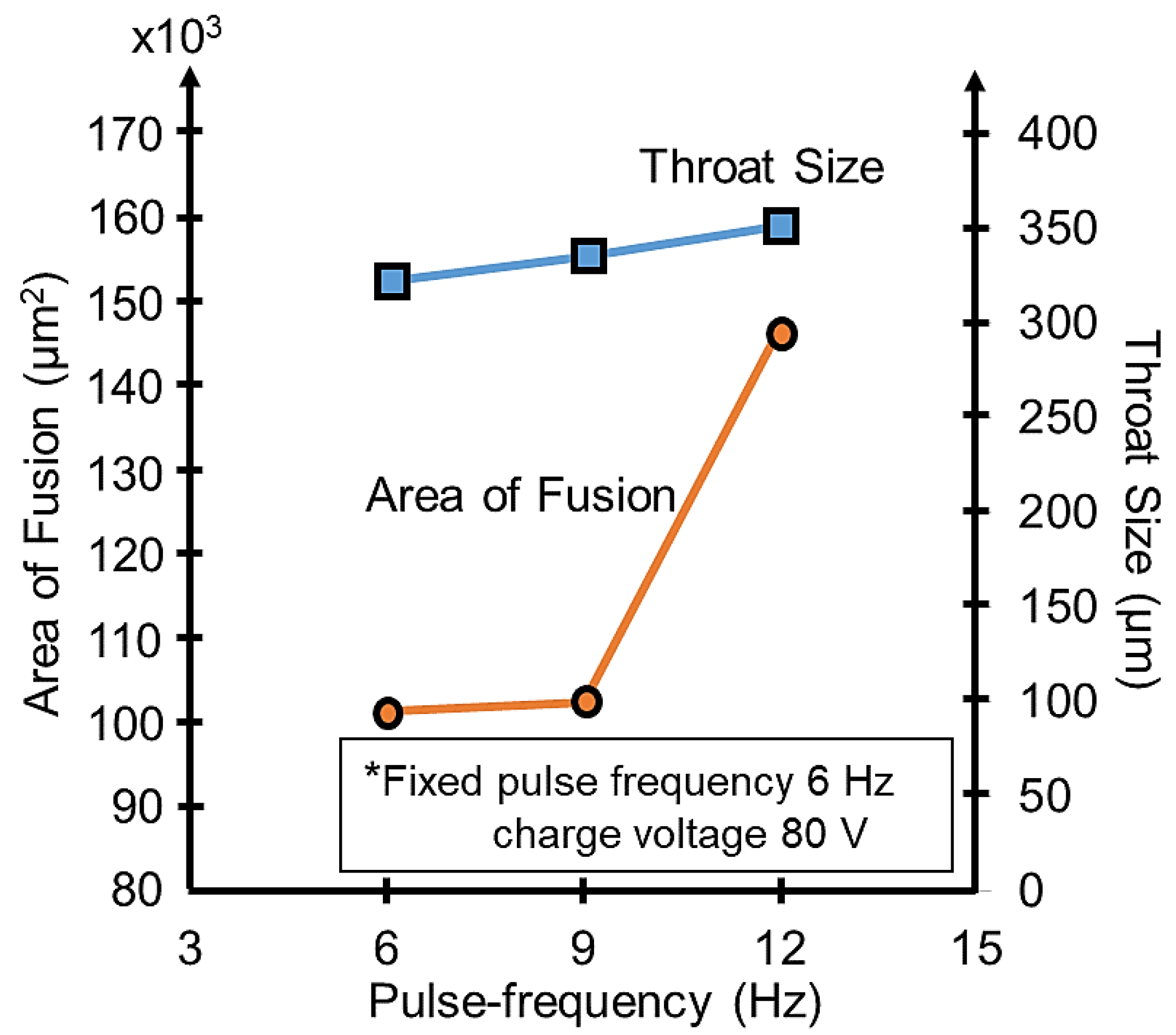
4.2. Effect of Laser Parameters on Area of Fusion, and Throat Size
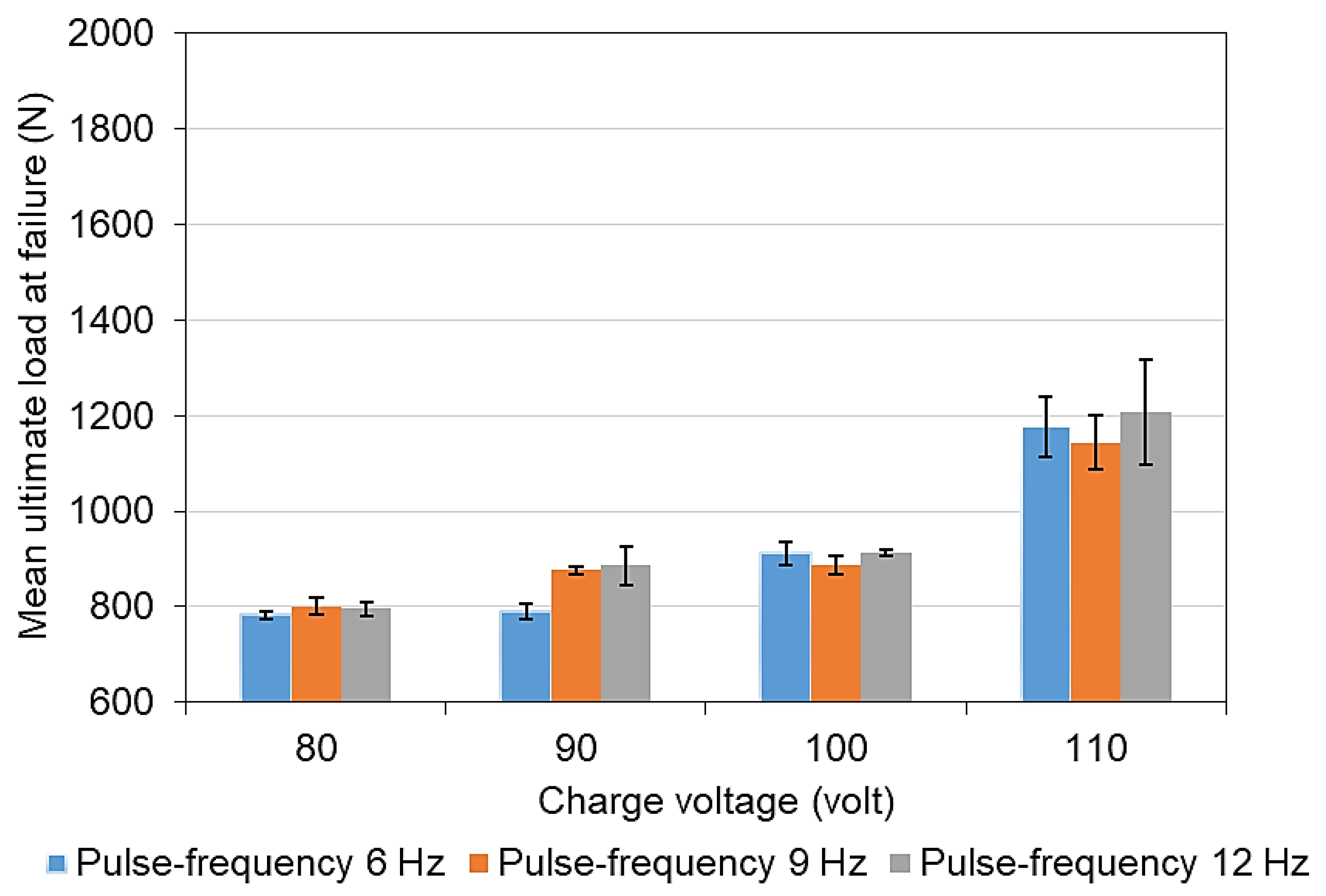
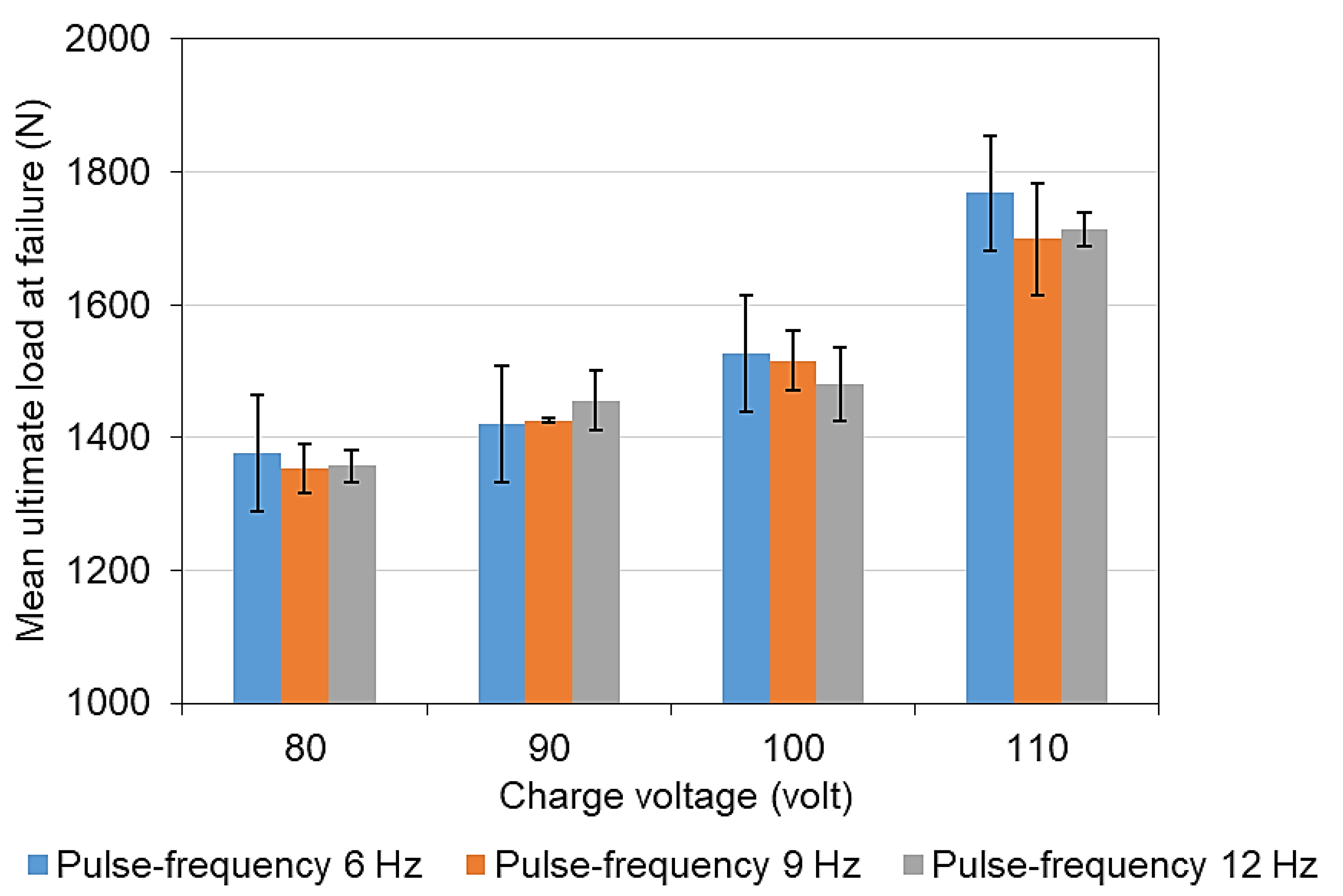
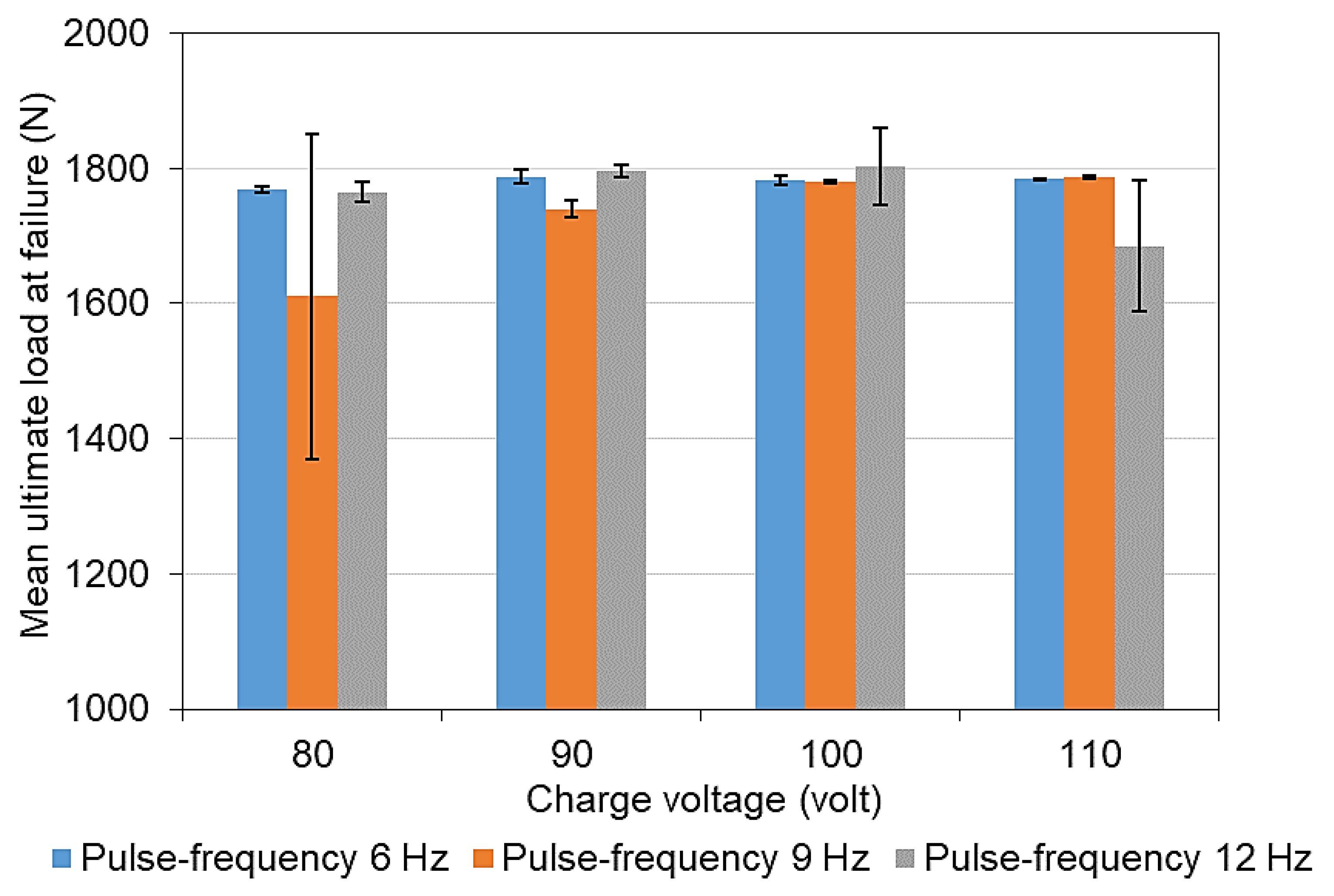
4.3. Effects of Laser Parameters and Length of Welding Based on Mechanical Testing
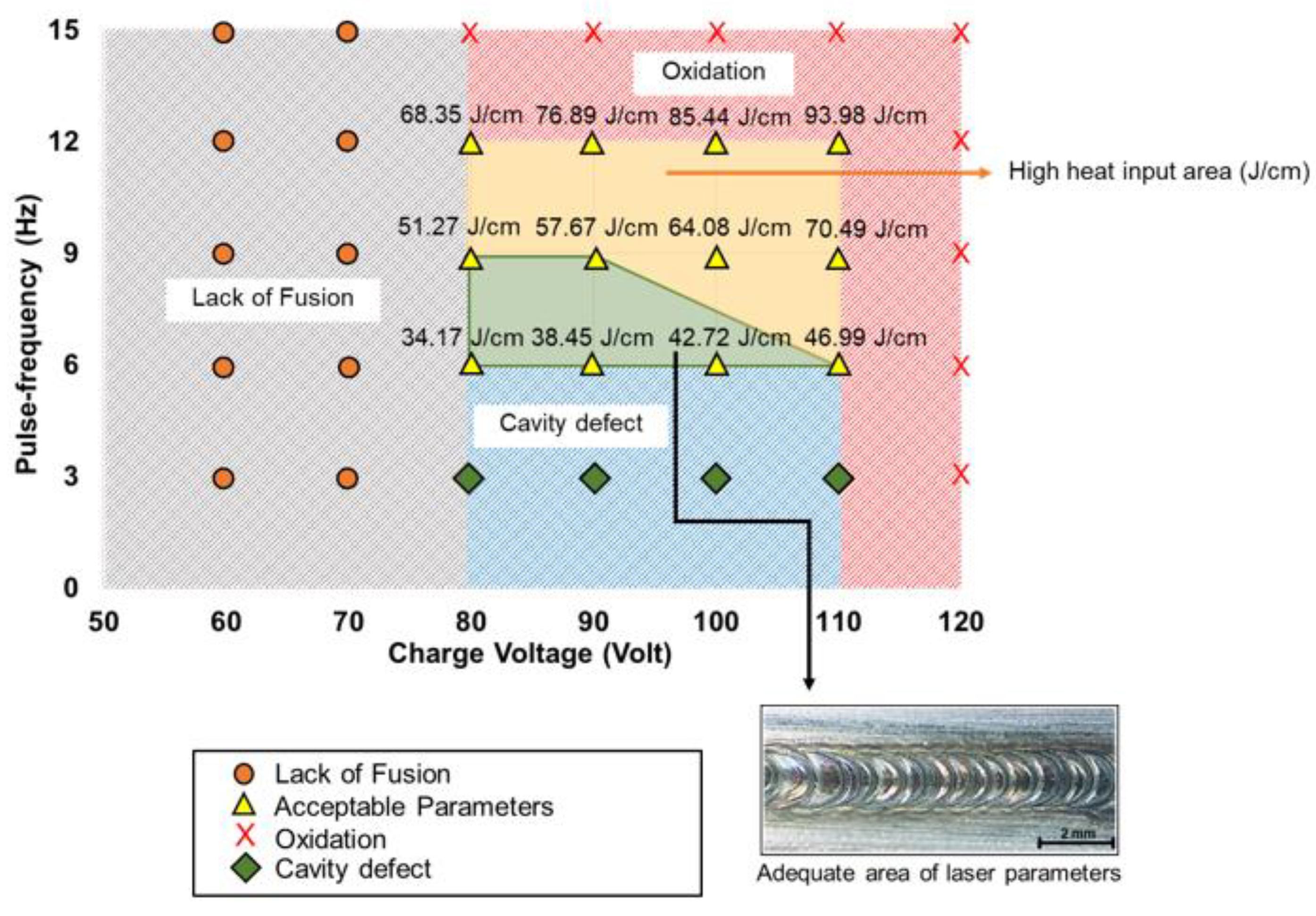
4.4. Optimal Laser Parameters
5. Discussion
6. Conclusions
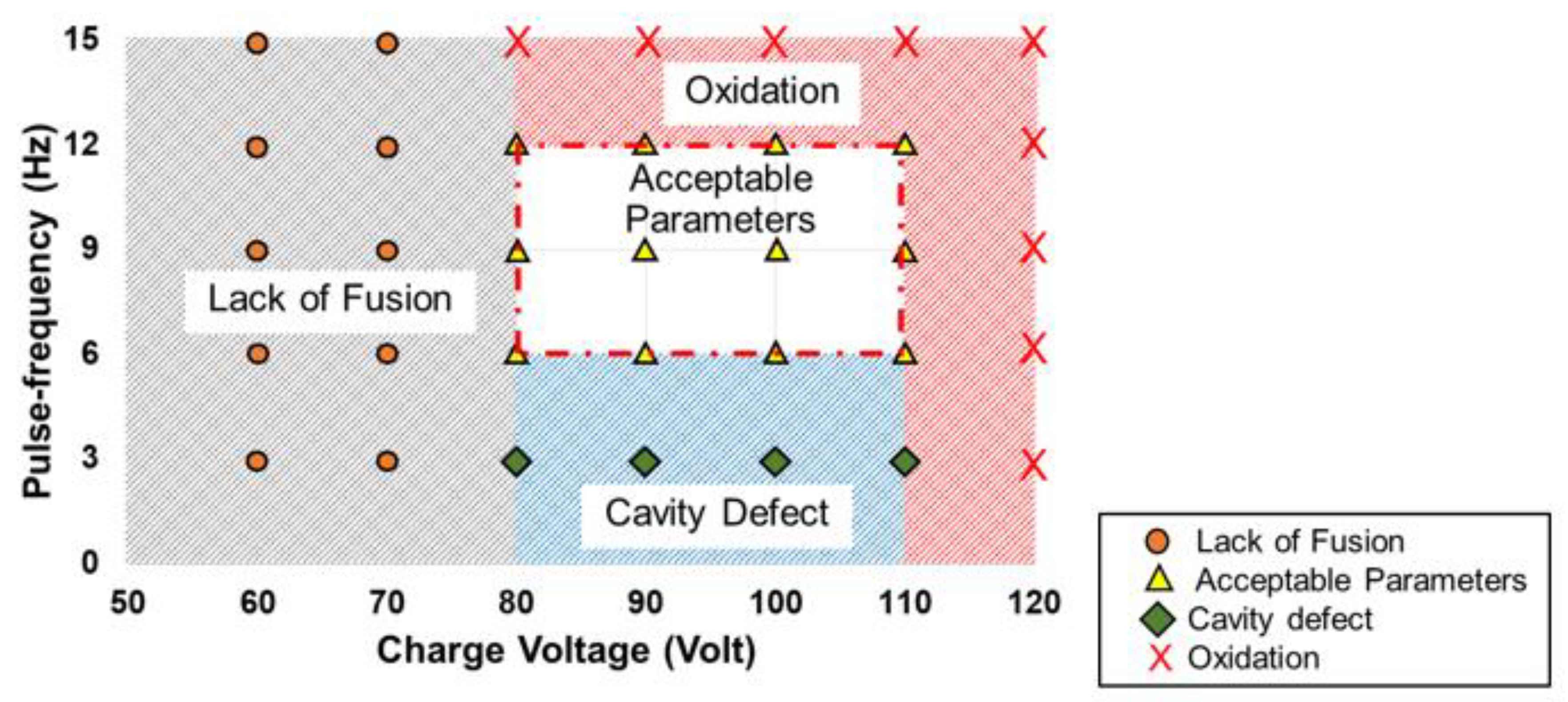
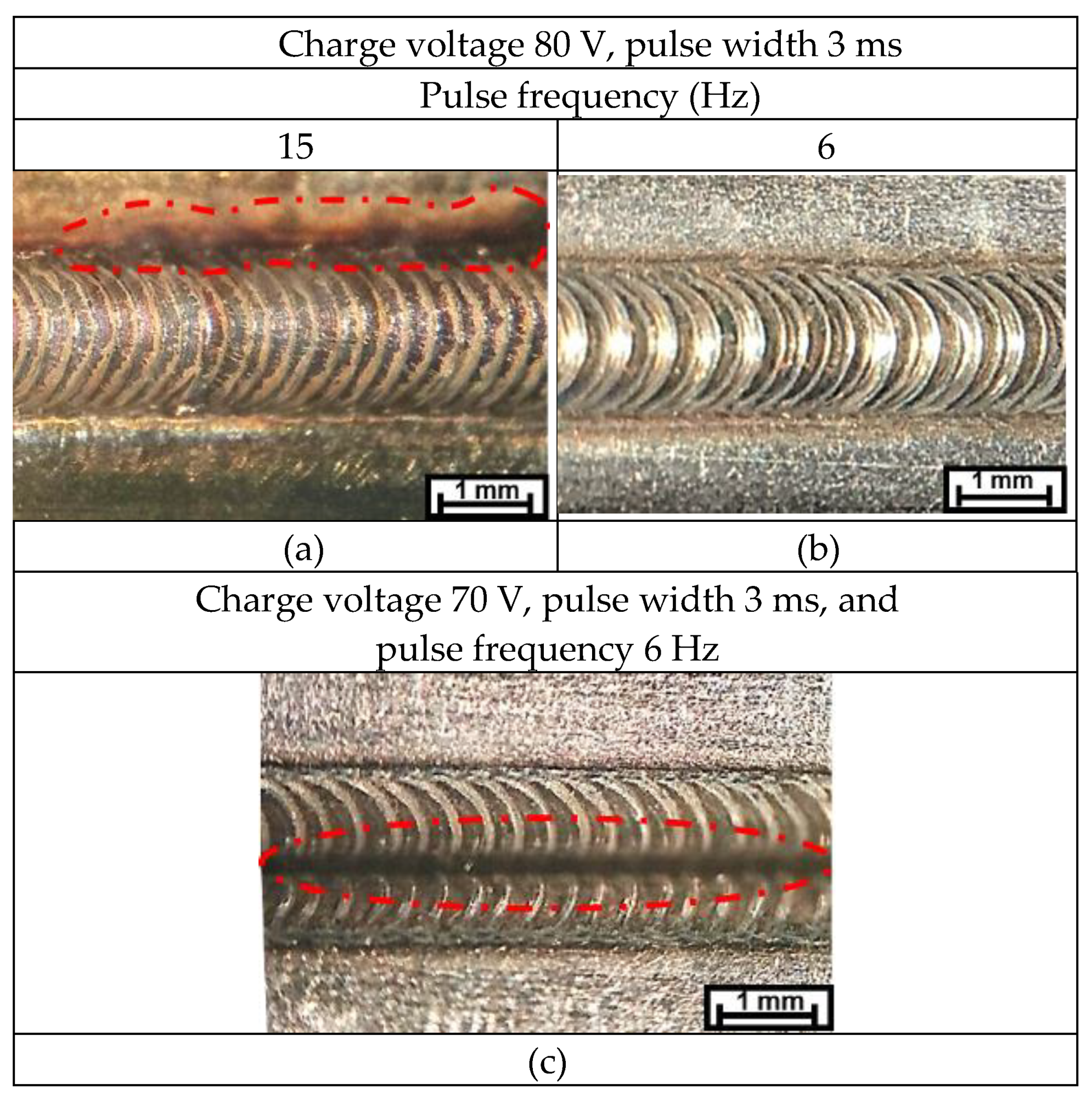
- The area of the adequate laser parameters is the charge voltage range of 80–110 V and the pulse frequency of 6–9 Hz with the pulse width kept at 3 ms. Experiments using the adequate laser parameters will result in a good weld appearance, low heat input, free oxidation, and ultimate load at failure in all of the weld lengths.
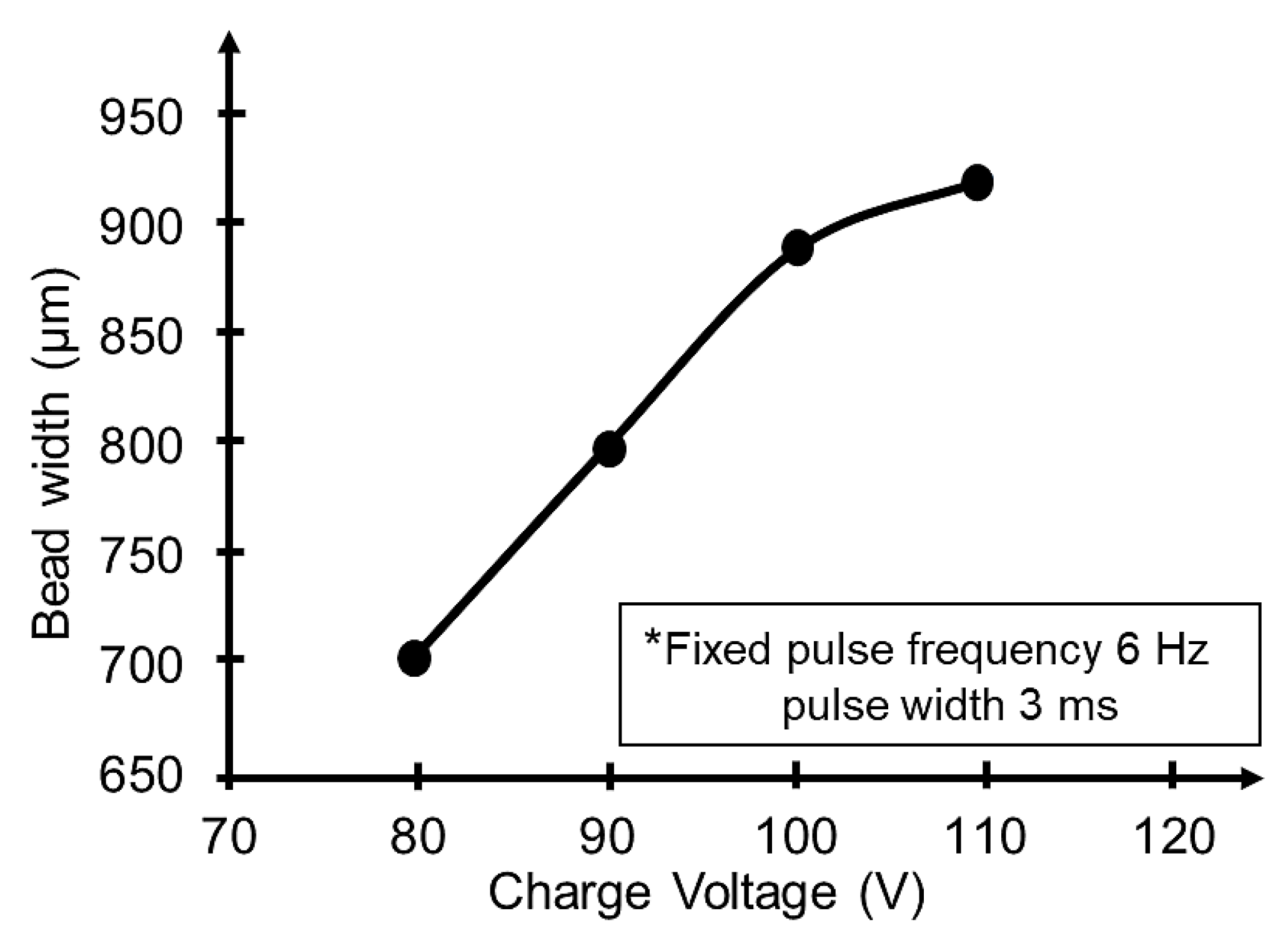
- The increments of charge voltage and pulse frequency lead to an increase in the bead width, the area of fusion, and the throat size. The experimental results also show that the charge voltage has the main impact on the weld size and the weld shape.
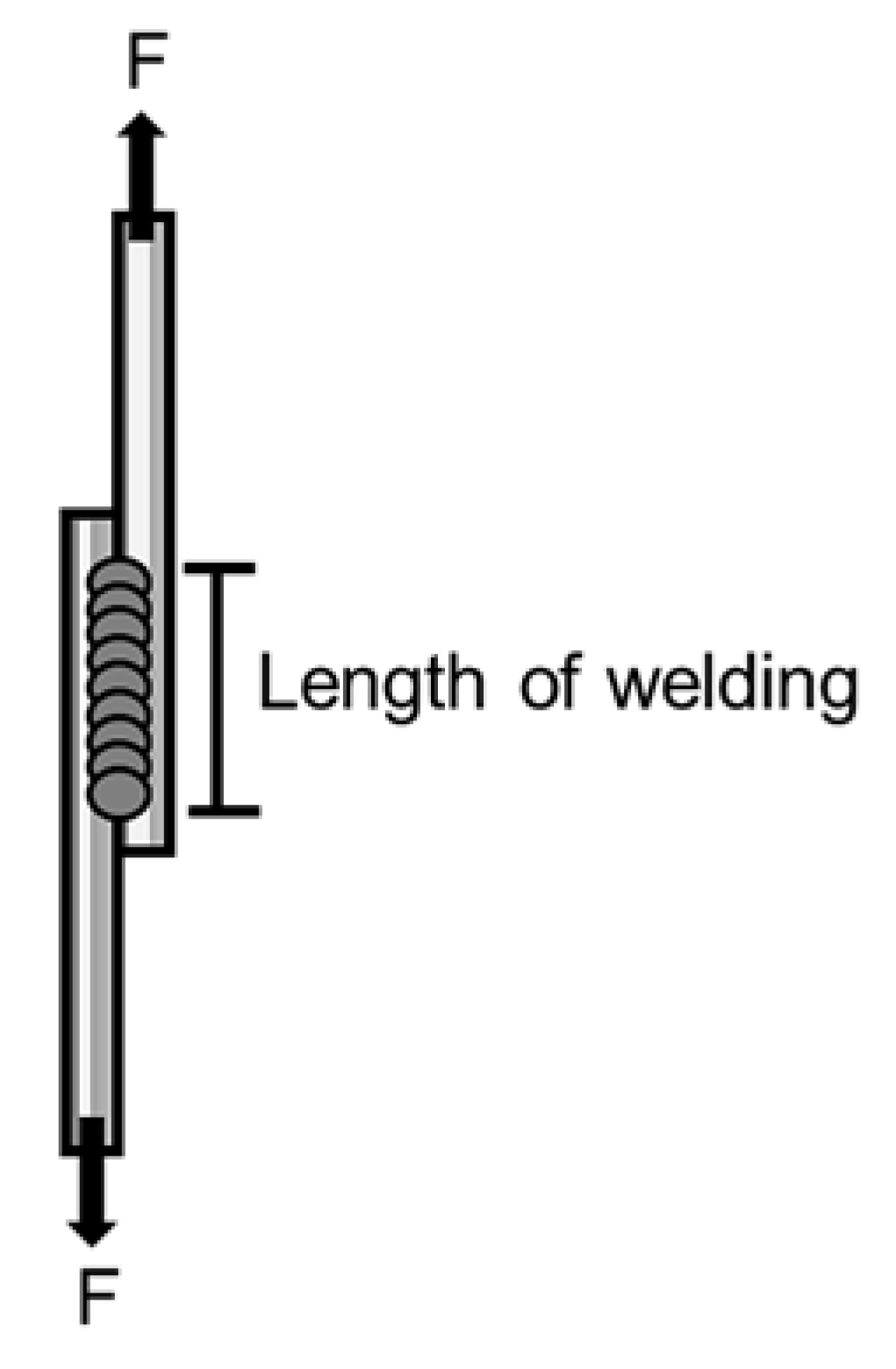
- The increments of laser charge voltage and the increment of welding length will increase the ultimate load at failure. It was also reported that the increment of welding length has a greater influence on the ultimate load at failure than adjusting the laser parameters.
- The charge voltage is the significant parameter on the ultimate load at failure. The experimental result shows that the charge voltage of 110 V resulted in the highest ultimate load at failure.
- The experimental result shows that length of welding 5 and 10 mm failed at weld beads, but 15 mm failed at base metal because the weld bead is stronger than base metal. Moreover, it shows that the length of welding affects ultimate load at failure more than the adjustment of laser parameters.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Stevens, S.S.; Irish, A.J.; Vachtsevanos, J.G.; Csongradi, J.; Beaupré, G.S. A biomechanical study of three wiring techniques for cerclage-plating. J. Orthop. Trauma 1995, 9, 381–387. [Google Scholar] [CrossRef] [PubMed]
- Agarwala, S.; Menon, A.; Chaudhari, S. Cerclage wiring as an adjunct for the treatment of femur fractures: Series of 11 cases. J. Orthop. Case Rep. 2017, 7, 39. [Google Scholar] [PubMed]
- Gordon, K.; Winkler, M.; Hofstädter, T.; Dorn, U.; Augat, P. Managing Vancouver B1 fractures by cerclage system compared to locking plate fixation—A biomechanical study. Injury 2016, 47, S51–S57. [Google Scholar] [CrossRef]
- Ebraheim, N.A.; Sochacki, K.R.; Liu, X.; Hirschfeld, A.G.; Liu, J. Locking plate fixation of periprosthetic femur fractures with and without cerclage wires. Orthop. Surg. 2013, 5, 183–187. [Google Scholar] [CrossRef] [PubMed]
- Angelini, A.; Battiato, C. Combination of low-contact cerclage wiring and osteosynthesis in the treatment of femoral fractures. Eur. J. Orthop. Surg. Traumatol. 2016, 26, 397–406. [Google Scholar] [CrossRef]
- Angelini, A.; Battiato, C. Past and present of the use of cerclage wires in orthopedics. Eur. J. Orthop. Surg. Traumatol. 2015, 25, 623–635. [Google Scholar] [CrossRef]
- Appleton, A.T.; Mantz, G.A.; Golden-Appleton, A.; Debenham, C.T.; Sandoval, T.N.; Wang, Q.; Hernandez, C.J. Manual of wiring techniques for orthopedic surgery. Tech. Orthop. 2019. [Google Scholar] [CrossRef]
- Wähnert, D.; Lenz, M.; Schlegel, U.; Perren, S.; Windolf, M. Cerclage handling for improved fracture treatment. A biomechanical study on the twisting procedure. Acta Chir. Orthop. Traumatol. Cech. 2011, 78, 208–214. [Google Scholar]
- Schultz, R.; Boger, J.; Dunn, H. Strength of stainless steel surgical wire in various fixation modes. Clin. Orthop. Relat. Res. 1985, 198, 304–307. [Google Scholar] [CrossRef]
- Meyer, D.C.; Ramseier, L.E.; Lajtai, G.; Nötzli, H. A new method for cerclage wire fixation to maximal pre-tension with minimal elongation to failure. Clin. Biomech. 2003, 18, 975–980. [Google Scholar] [CrossRef]
- Lenz, M.; Perren, S.M.; Richards, R.G.; Mückley, T.; Hofmann, G.O.; Gueorguiev, B.; Windolf, M. Biomechanical performance of different cable and wire cerclage configurations. Int. Orthop. 2013, 37, 125–130. [Google Scholar] [CrossRef] [PubMed]
- Ménard, J., Jr.; Émard, M.; Canet, F.; Brailovski, V.; Petit, Y.; Laflamme, G.Y. Initial tension loss in cerclage cables. J. Arthroplast. 2013, 28, 1509–1512. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.; Breyen, M.D. Joining and Assembly of Medical Materials and Devices; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Vannod, J.; Bornert, M.; Bidaux, J.-E.; Bataillard, L.; Karimi, A.; Drezet, J.-M.; Rappaz, M.; Hessler-Wyser, A. Mechanical and microstructural integrity of nickel—Titanium and stainless steel laser joined wires. Acta Mater. 2011, 59, 6538–6546. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminum to steel: An overview. Int. J. Adv. Manuf. Technol. 2016, 87, 3081–3090. [Google Scholar] [CrossRef]
- Örtorp, A.; Jemt, T. Clinical experiences with laser-welded titanium frameworks supported by implants in the edentulous mandible: A 10-year follow-up study. Clin. Implant. Dent. Relat. Res. 2006, 8, 198–209. [Google Scholar] [CrossRef]
- Fornaini, C.; Merigo, E.; Vescovi, P.; Meleti, M.; Nammour, S. Laser welding and syncristallization techniques comparison: In Vitro study. Int. J. Dent. 2012, 2012, 720538. [Google Scholar] [CrossRef] [Green Version]
- Fornaini, C.; Meleti, M.; Vescovi, P.; Merigo, E.; Rocca, J.-P. Laser welding and syncristallization techniques comparison: “Ex Vivo” study. Laser Ther. 2013, 22, 275–281. [Google Scholar] [CrossRef] [Green Version]
- Fornaini, C.; Meleti, M.; Bonanini, M.; Lagori, G.; Vescovi, P.; Merigo, E.; Nammour, S. Laser welded versus resistance spot welded bone implants: Analysis of the thermal increase and strength. Sci. World J. 2014, 2014, 357074. [Google Scholar] [CrossRef] [Green Version]
- Alves, P.; Lima, M.; Raabe, D.; Sandim, H.R.Z. Laser beam welding of dual-phase DP1000 steel. J. Mater. Process. Technol. 2018, 252, 498–510. [Google Scholar] [CrossRef]
- Auwal, S.; Ramesh, S.; Yusof, F.; Manladan, S.M. A review on laser beam welding of titanium alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 1071–1098. [Google Scholar] [CrossRef]
- Wei, G.; Li, S.; Guo, Y.; Dang, Z. Fiber bragg gratings based cyclic strain measuring of weld toes of cruciform joints. Appl. Sci. 2019, 9, 2939. [Google Scholar] [CrossRef] [Green Version]
- Akbari, M.; Kovacevic, R. Joining of elements fabricated by a robotized laser/wire directed energy deposition process by using an autogenous laser welding. Int. J. Adv. Manuf. Technol. 2019, 100, 2971–2980. [Google Scholar] [CrossRef]
- Landowski, M. Influence of parameters of laser beam welding on structure of 2205 duplex stainless steel. Adv. Mater. Sci. 2019, 19, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Bostrom, M.; Asnis, S.E.; Ernberg, J.J.; Wright, T.M.; Giddings, V.L.; Berberian, W.S.; Missri, A. Fatigue testing of cerclage stainless steel wire fixation. J. Orthop. Trauma 1994, 8, 422–428. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Level | |||||
|---|---|---|---|---|---|---|
| Charge voltage (V) | 80 | 90 | 100 | 110 | ||
| Pulse frequency (Hz) | 6 | 9 | 12 | |||
| Pulse width (ms) | 3 | |||||
| Argon gas shielding (L/min) | 10 | |||||
| Welding speed (cm/min) | 75 | |||||
| Defocused length (mm) | 56 | |||||
| Beam diameter (mm) | 1.76 | |||||
| Variables | Level | |||||
|---|---|---|---|---|---|---|
| Charge voltage (V) | 80 | 90 | 100 | 110 | ||
| Pulse frequency (Hz) | 6 | 9 | 12 | |||
| Welding length (mm) | 5 | 10 | 15 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thongchuea, N.; Warinsiriruk, E.; Wang, Y.-T. Laser Welding on Cerclage Wire Joining in Femur Surgery. Appl. Sci. 2020, 10, 2407. https://doi.org/10.3390/app10072407
Thongchuea N, Warinsiriruk E, Wang Y-T. Laser Welding on Cerclage Wire Joining in Femur Surgery. Applied Sciences. 2020; 10(7):2407. https://doi.org/10.3390/app10072407
Chicago/Turabian StyleThongchuea, Nutchanat, Eakkachai Warinsiriruk, and Yin-Tien Wang. 2020. "Laser Welding on Cerclage Wire Joining in Femur Surgery" Applied Sciences 10, no. 7: 2407. https://doi.org/10.3390/app10072407
APA StyleThongchuea, N., Warinsiriruk, E., & Wang, Y.-T. (2020). Laser Welding on Cerclage Wire Joining in Femur Surgery. Applied Sciences, 10(7), 2407. https://doi.org/10.3390/app10072407