Mechanical Behavior of Steel Fiber-Reinforced Lightweight Concrete Exposed to High Temperatures



Abstract
:1. Introduction
2. Experimental Study
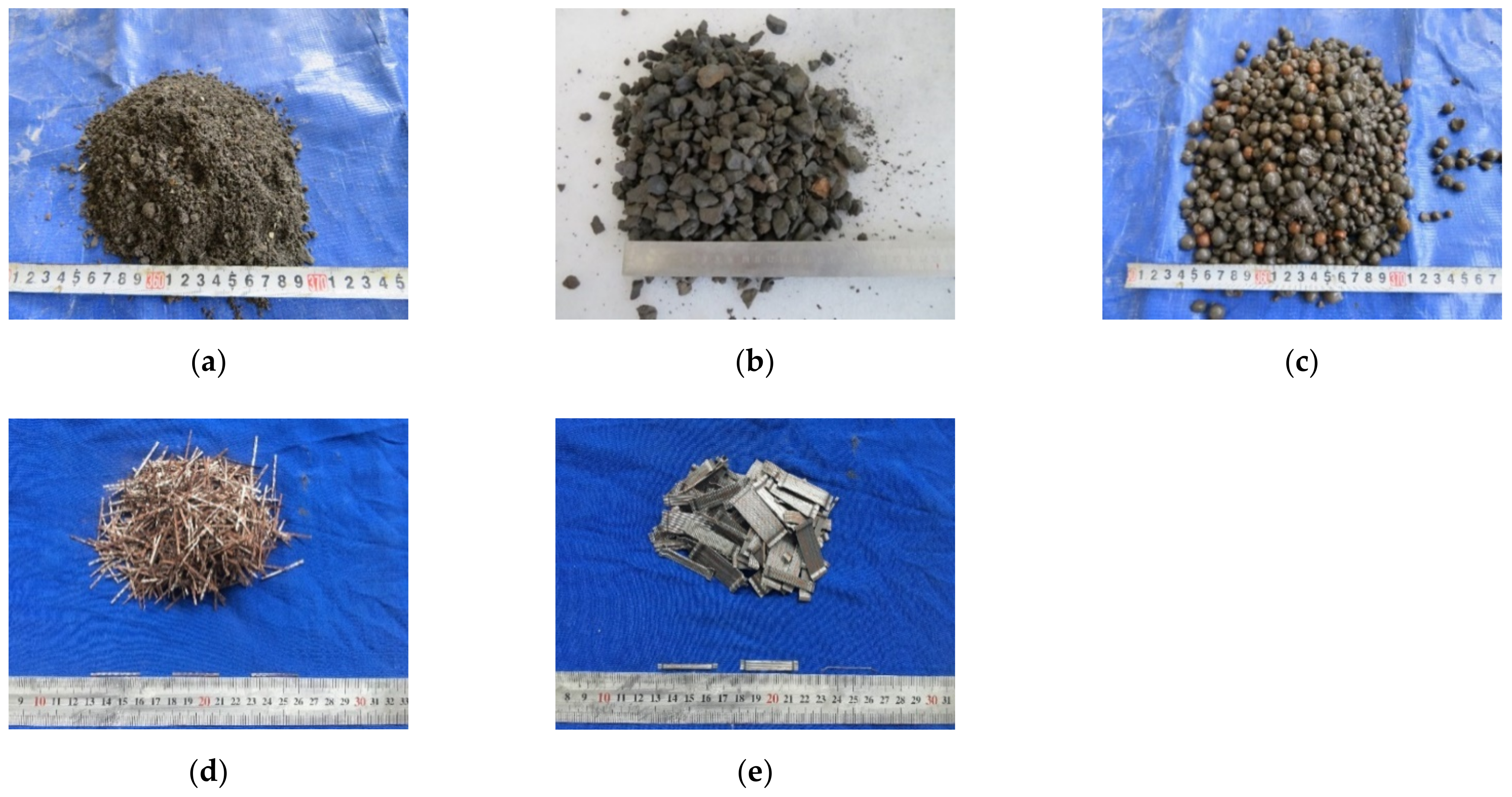
2.1. Raw Materials
2.2. Mix Proportioning and Preparation of Test Specimens
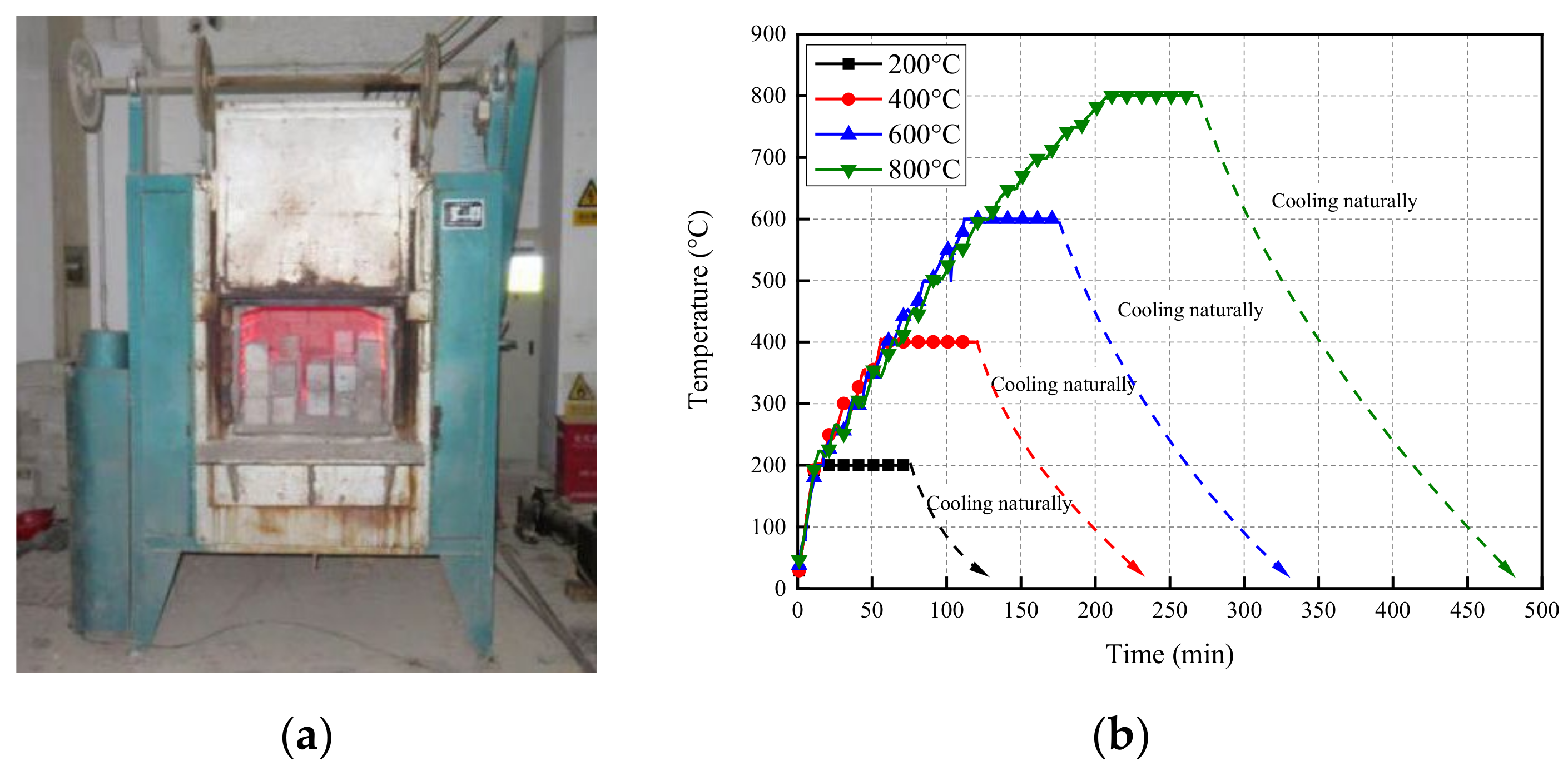
2.3. Heat Treatment
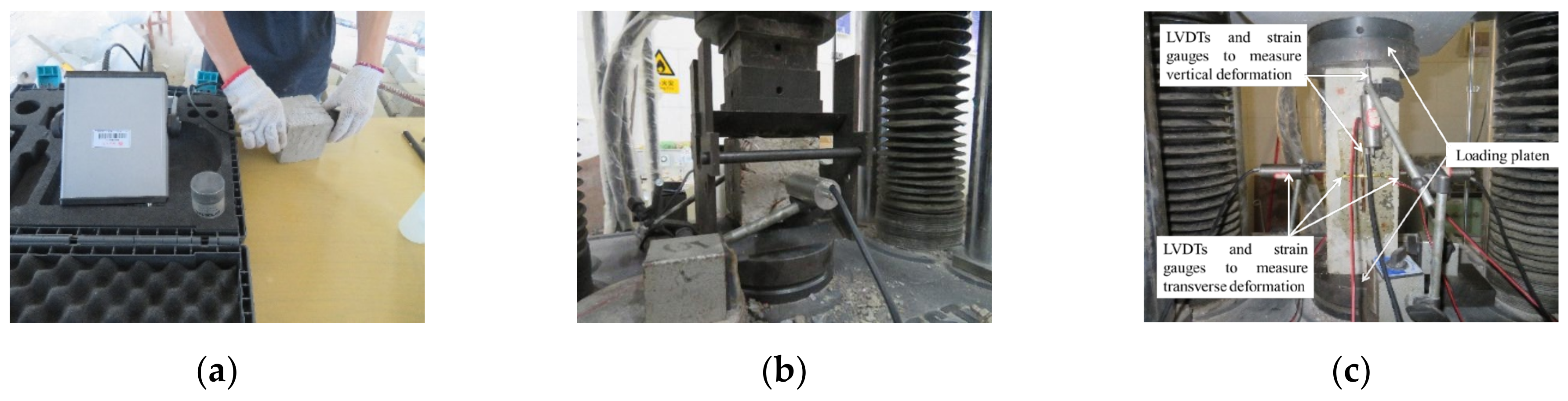
2.4. Physical and Mechanical Test
3. Test Results and Discussions
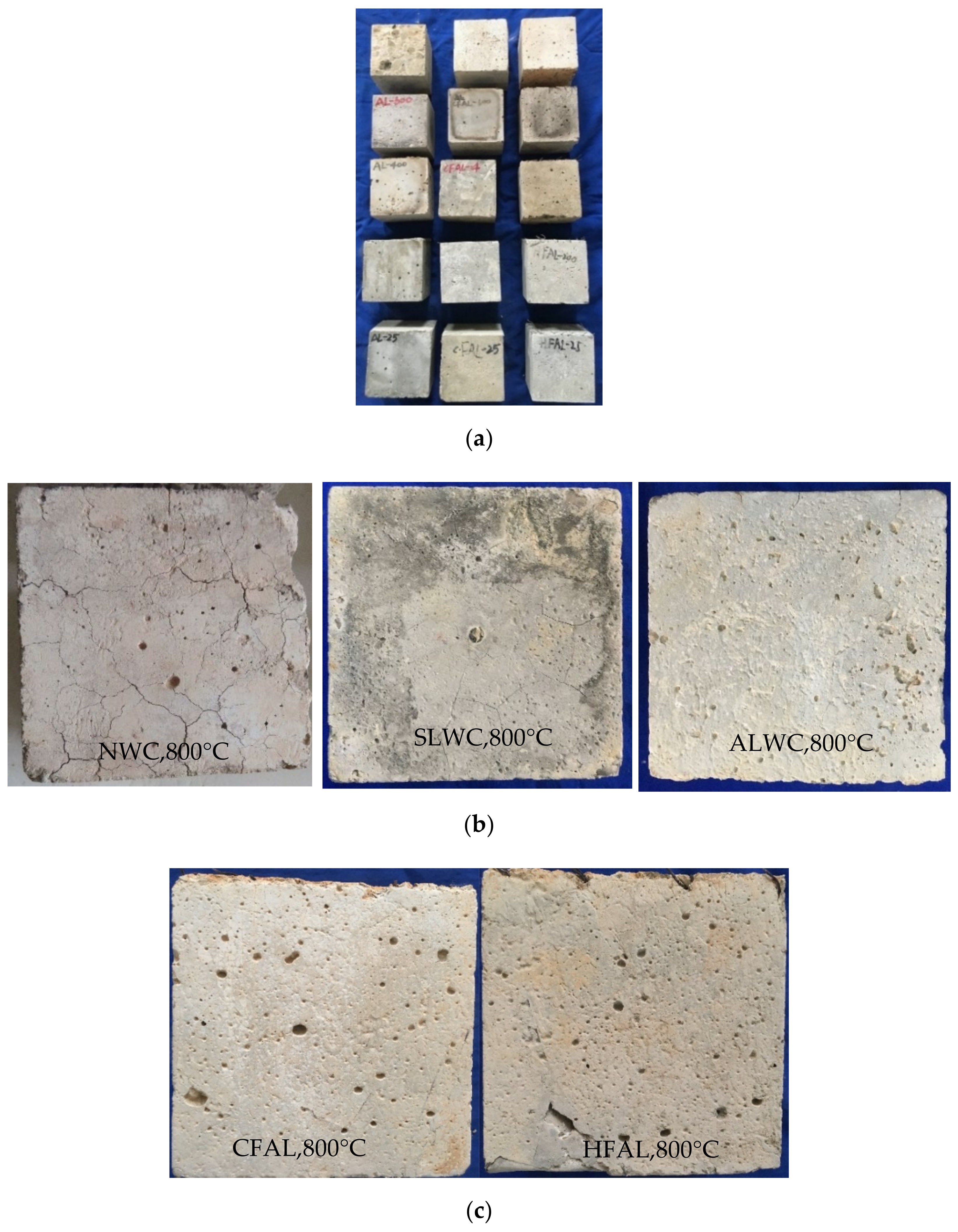
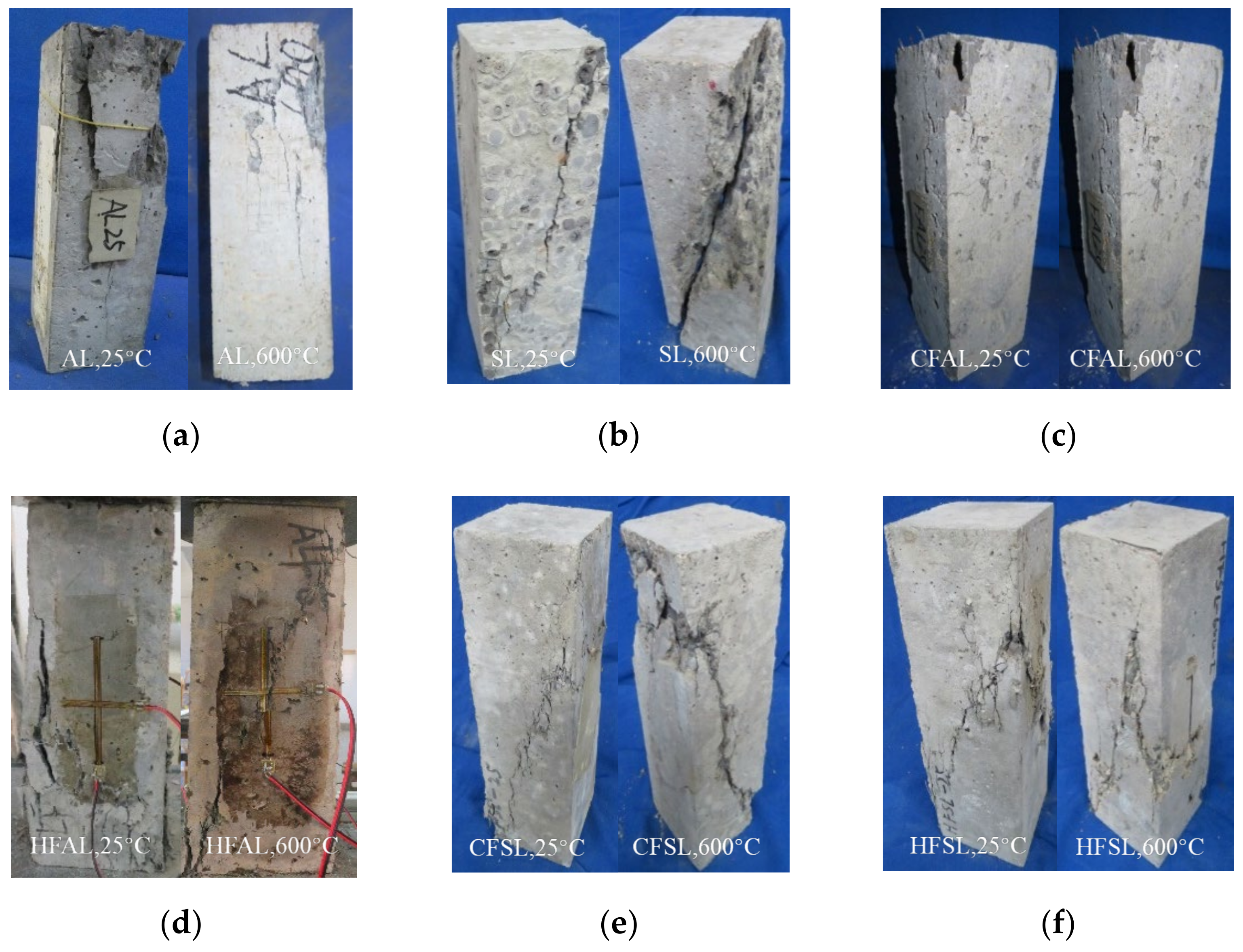
3.1. Visual and Ultrasonic Inspection of Heated Specimens
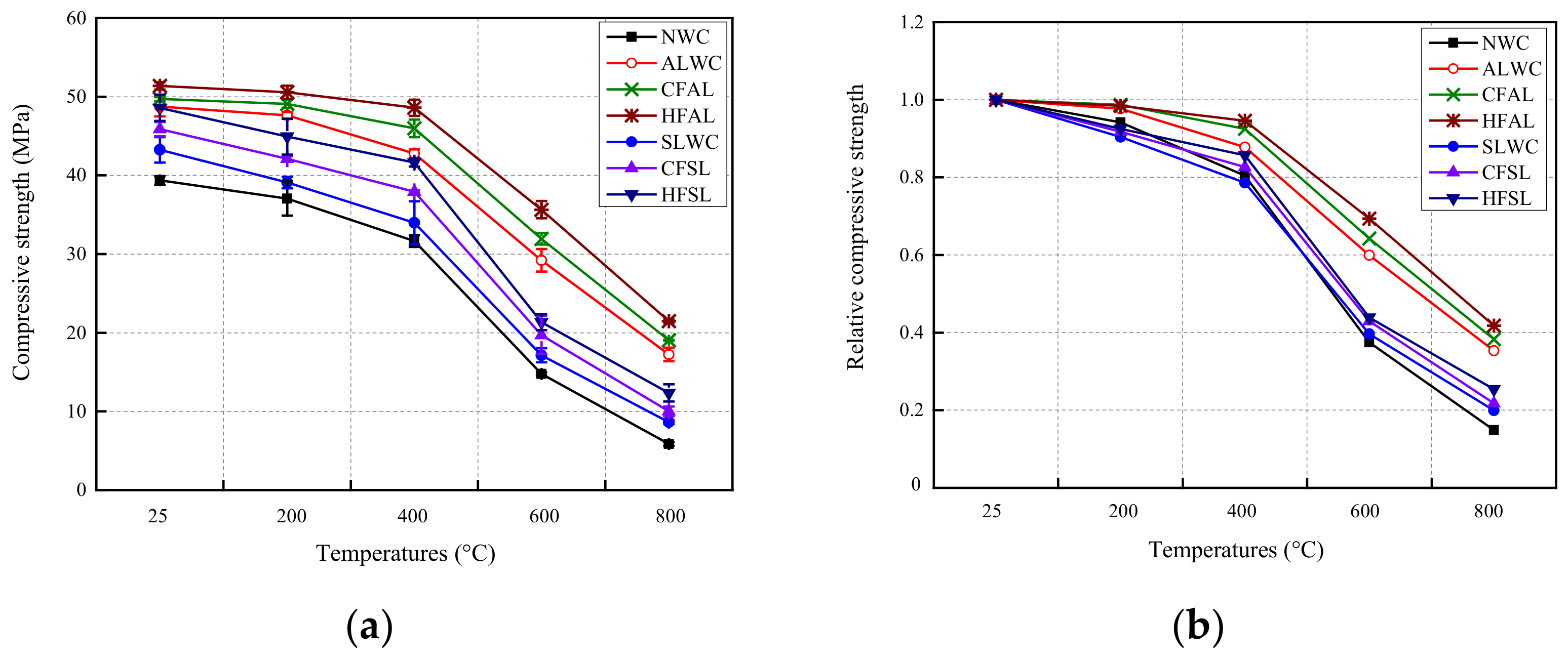
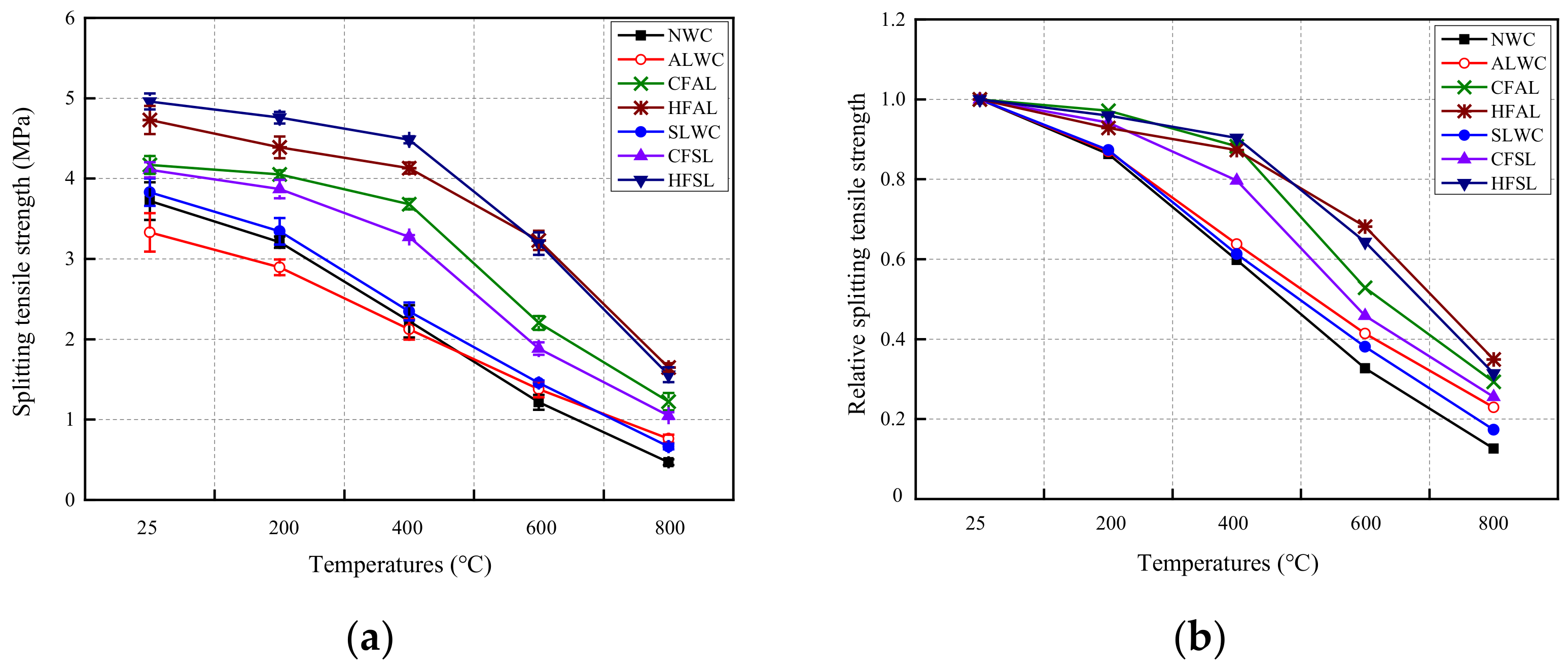
3.2. Splitting Tensile and Axial Compressive Strength
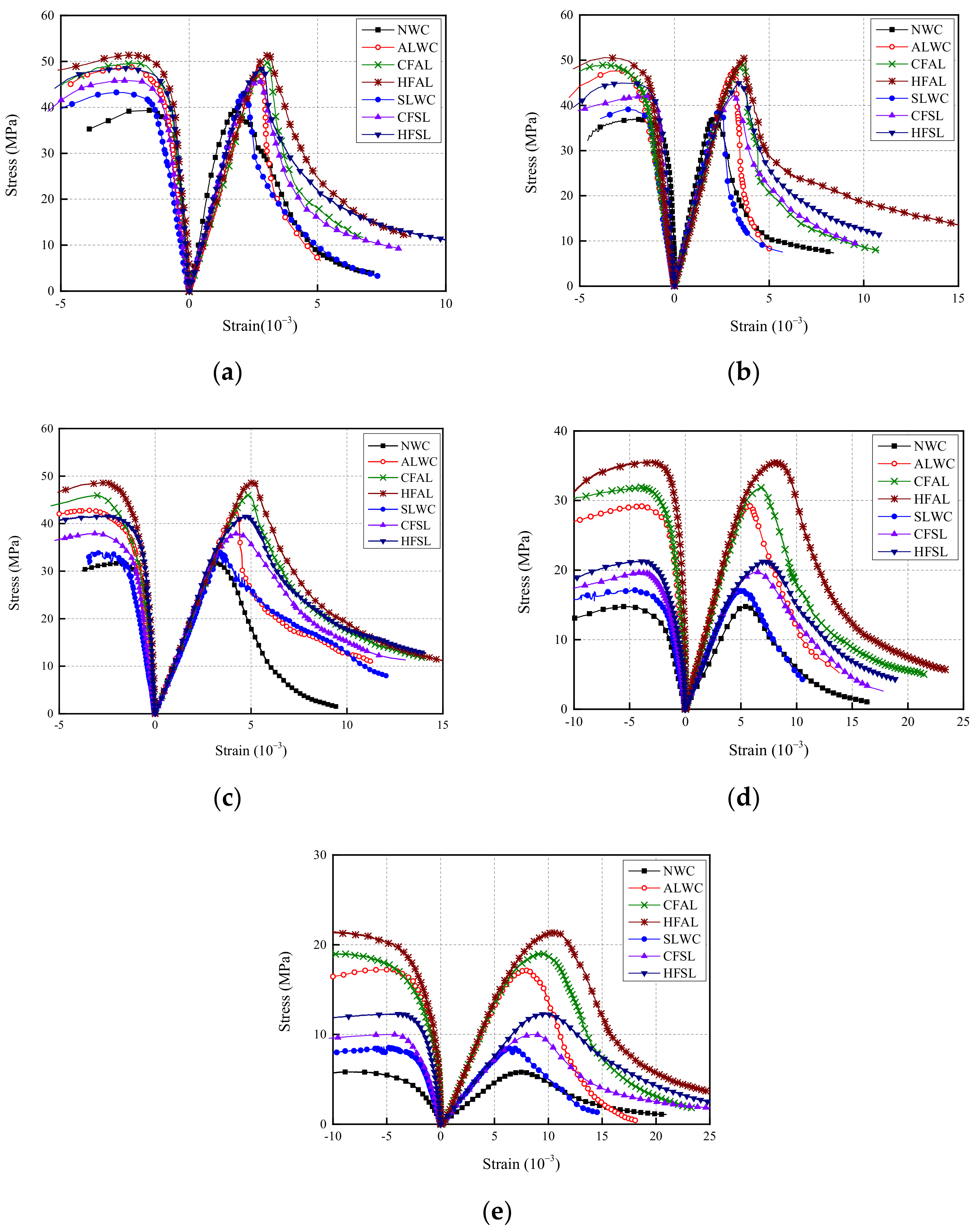
3.3. Failure Modes after Axial Compression and Compressive Stress–Strain Curves
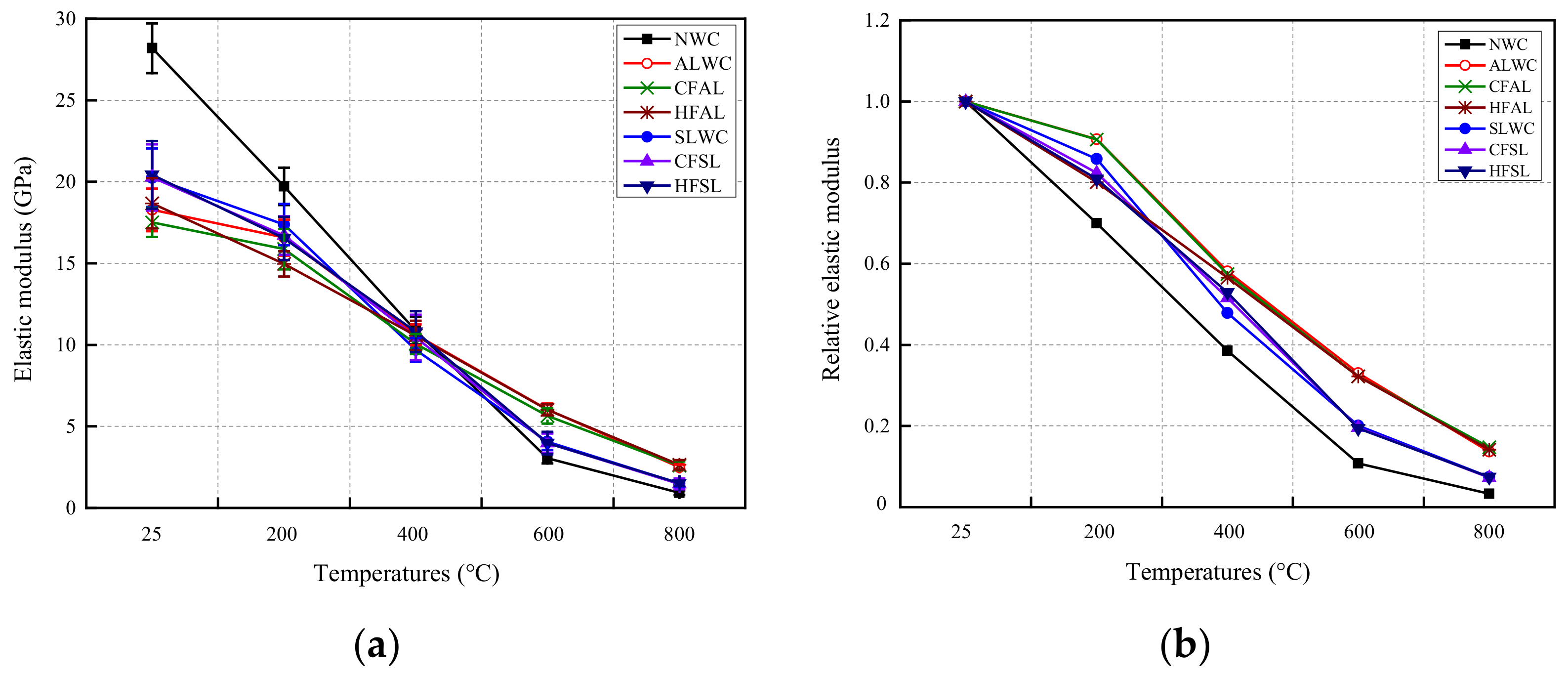
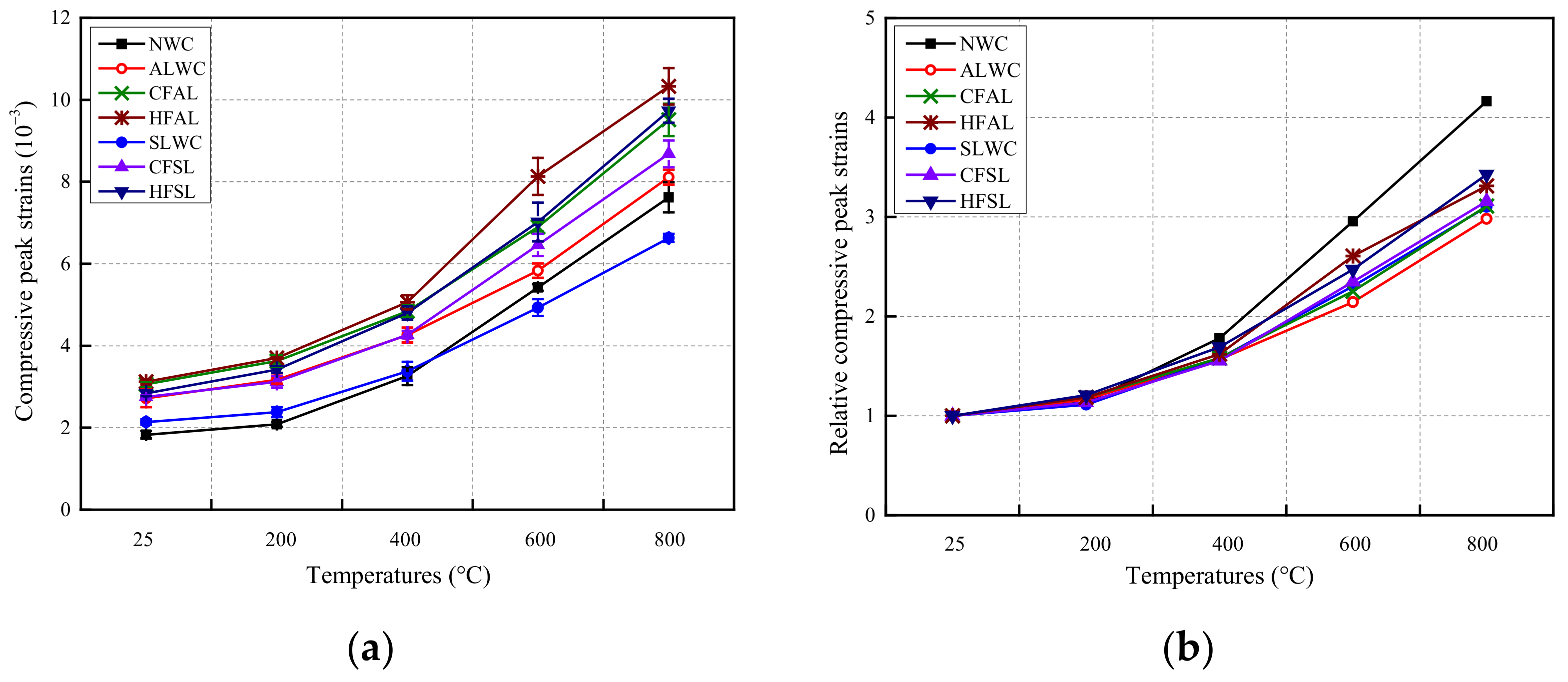
3.4. Elastic Modulus and Compressive Peak Strains
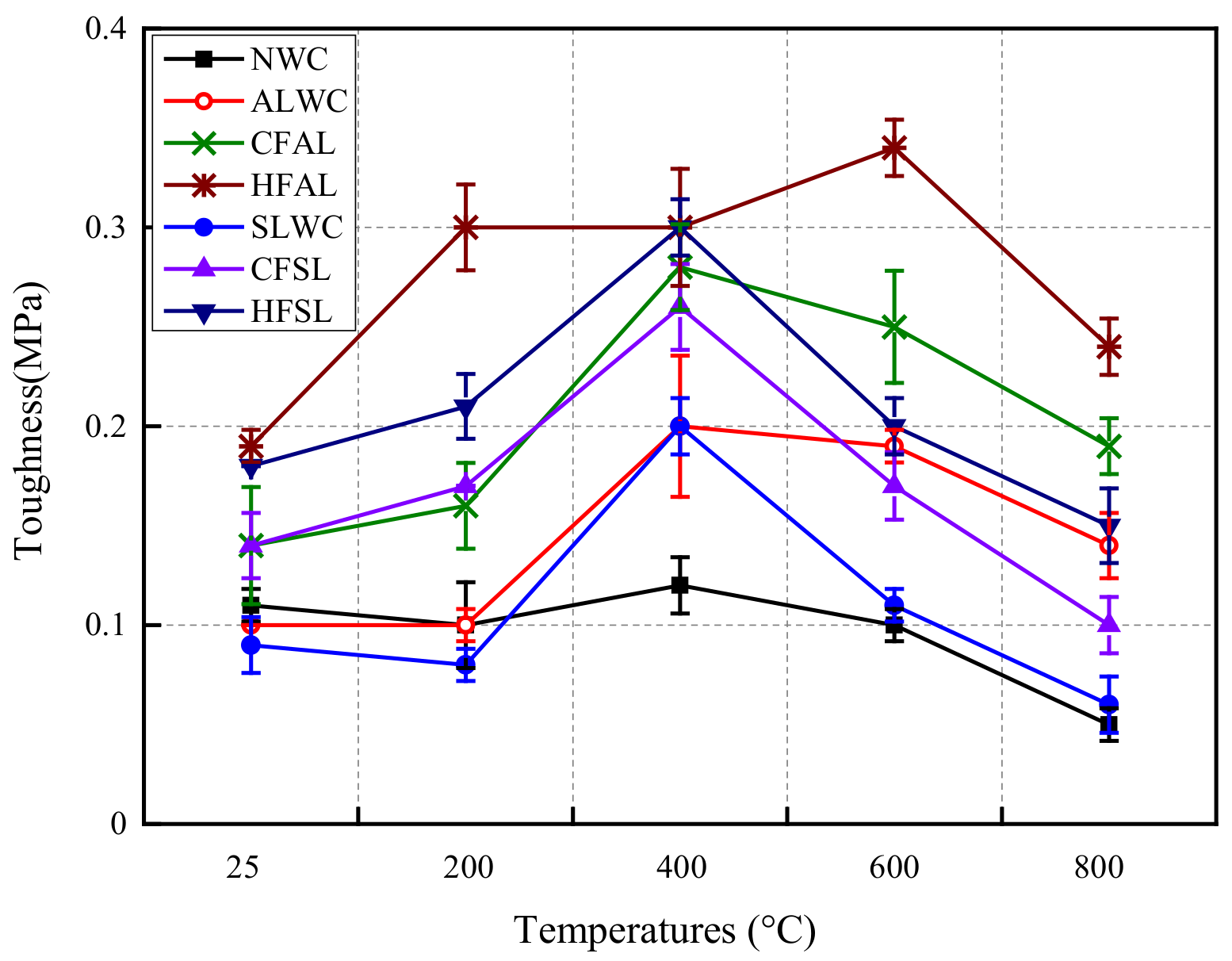
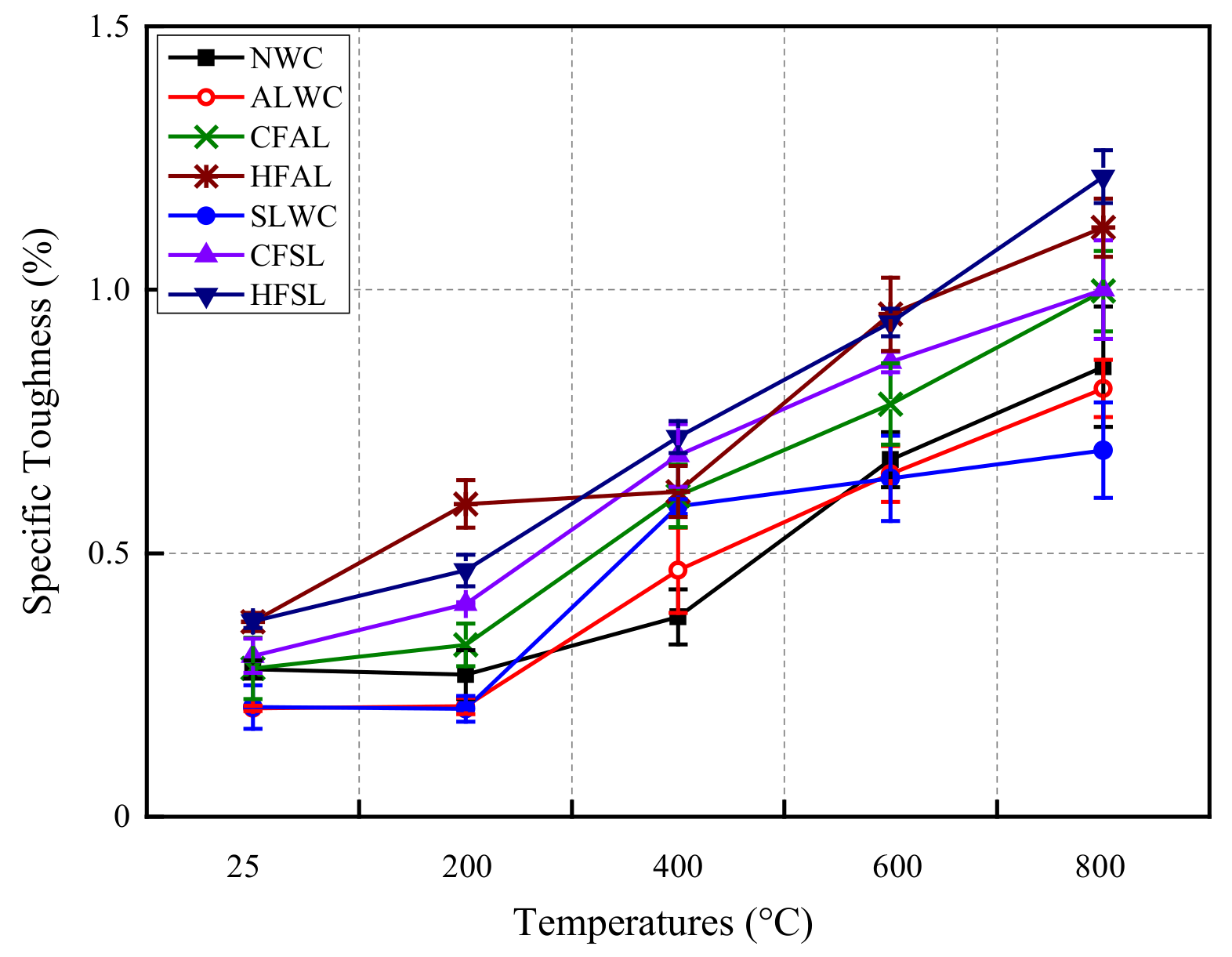
3.5. Energy Absorption Capacity (Toughness)
4. Numerical Models
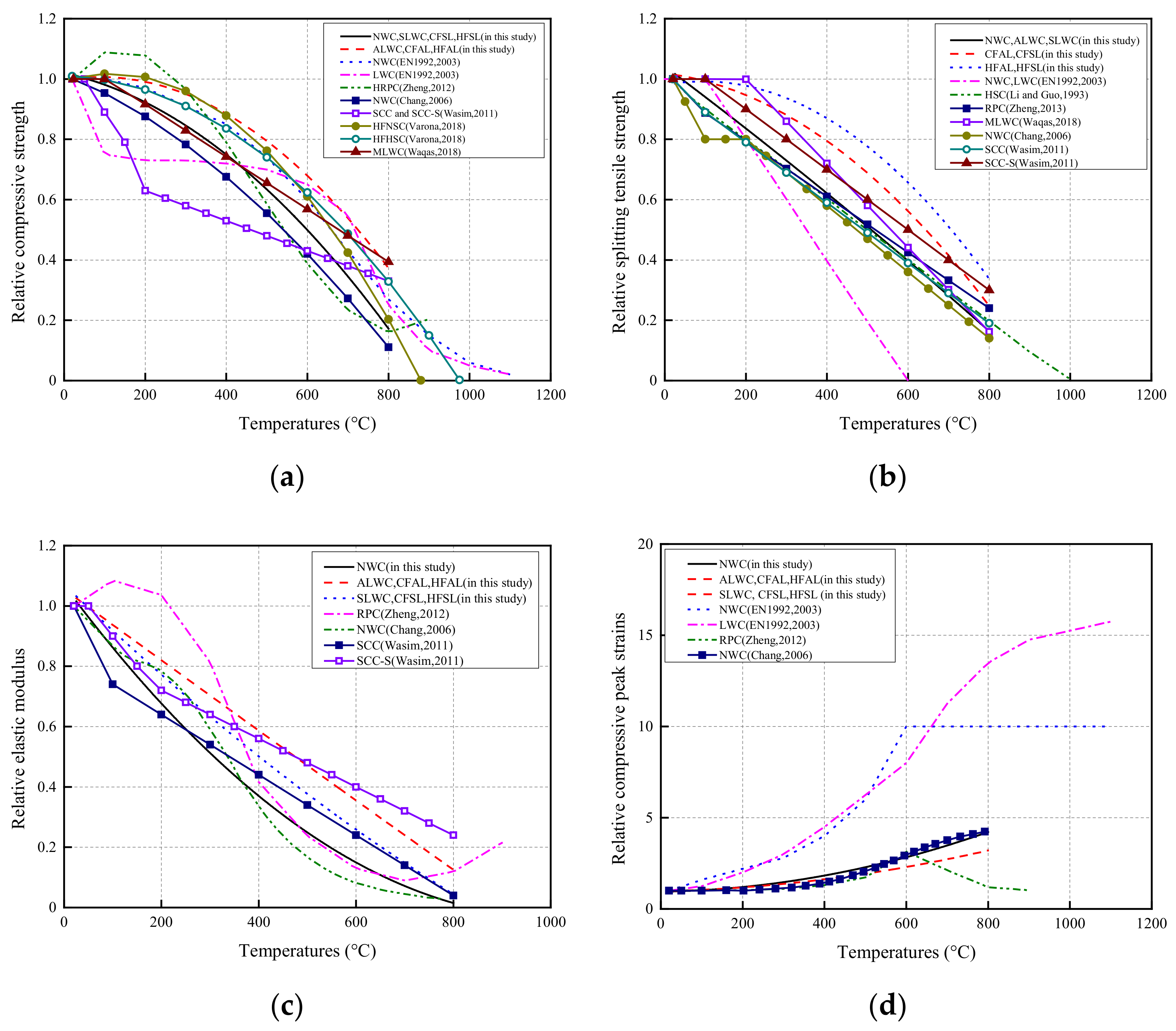
4.1. High-Temperature Property Relationships
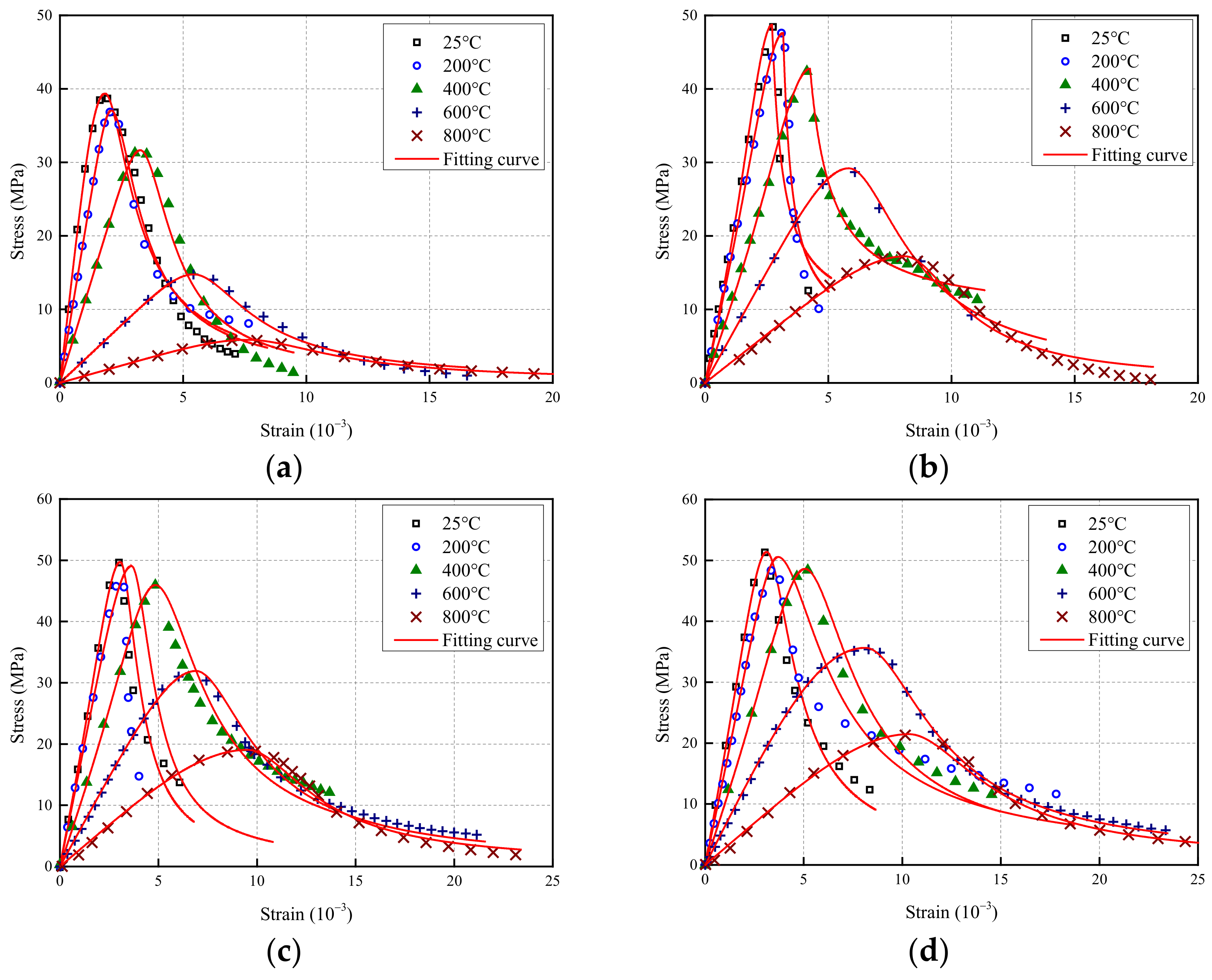
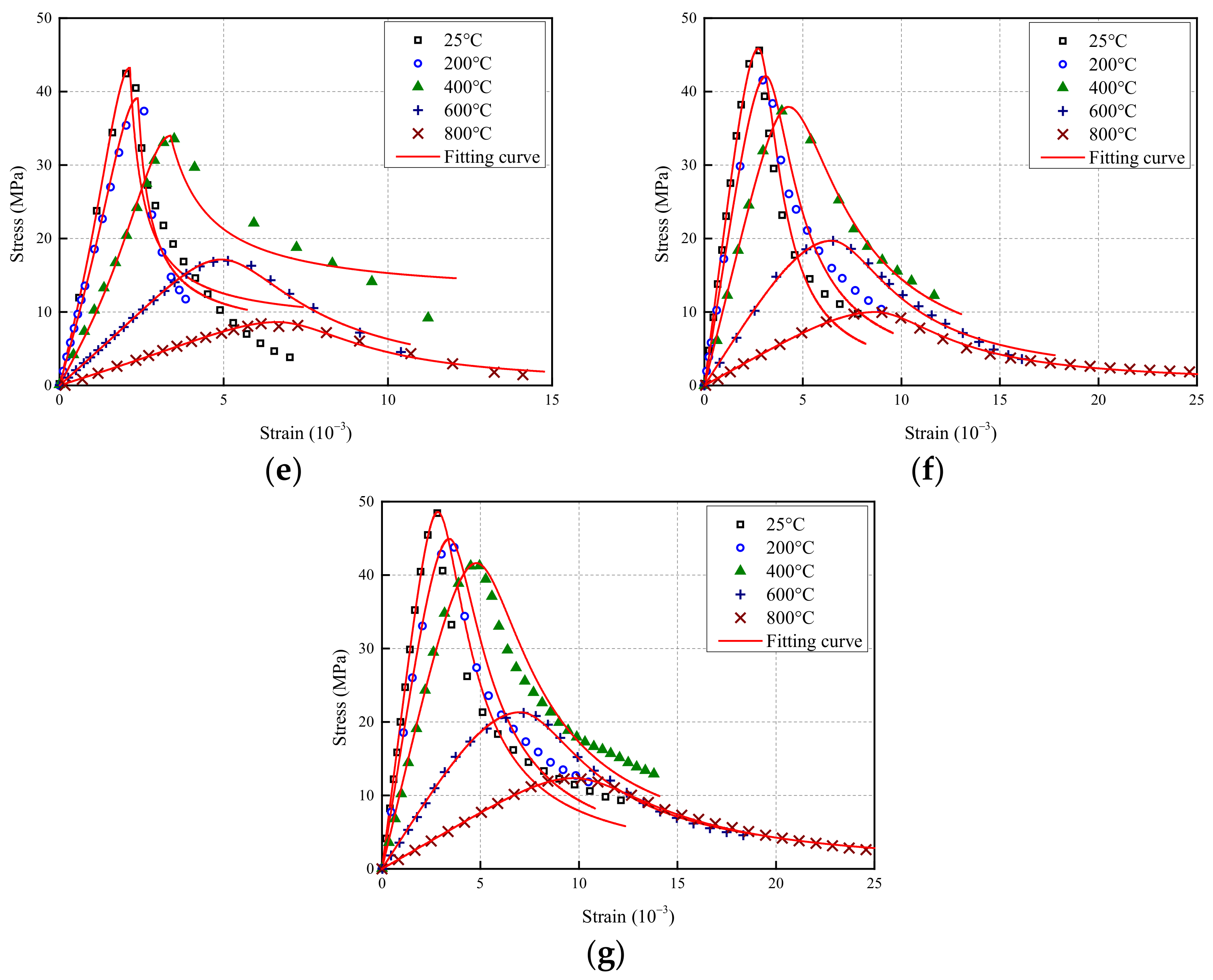
4.2. Equation of the Compressive Stress–Strain Curve
5. Conclusions
- The evolution of the residual compressive properties of concretes after thermal treatment is mainly related to the aggregate type. It should also be noted that, in the present study, the amount of fly ash and silica fume in the concrete mixes is very small. However, further research is required to clarify the effects of mineral additives and amount of aggregate on the post-fire behavior of concrete.
- The presence of steel fibers improved the tensile strength of both pre- and post-fire exposure. SFLWC with hooked end steel fiber lost a lesser amount of strength, which is attributed to the stronger reinforcing action to bridge the cracks. The steel fiber-reinforced ALWC had higher residual compressive and tensile strengths after heating and increased ductile performance due to the homogenous characteristics of the concrete matrix.
- Steel fibres improve the compression absorbed energy of LWC at room temperature as well as at high temperatures. The energy absorption capacity of most concrete mixes increases for temperatures below 400 °C, but decreases above 400 °C. However, the influence of fibers on the residual elasticity modulus is minimal.
- Simple models have been proposed to characterize the material properties as a function of temperature. The regression coefficient were all above 0.96, which indicates that the models were in good agreement with the experimental results. A numerical model is also established to predict the compressive stress–strain relationships of the heated and unheated SFLWC. The theoretical fitting curve complies well with the test results.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ALWC | All-lightweight concrete |
| CF | Crimped shape steel fiber |
| CFAL | All-lightweight concrete with crimped shape steel fiber |
| CFSL | Semi-lightweight concrete with crimped shape steel fiber |
| HF | Hooked end steel fiber |
| HFAL | All-lightweight concrete with Hooked end steel fiber |
| HFSL | Semi-lightweight concrete with Hooked end steel fiber |
| HSC | High strength concrete |
| LVDT | Linear Variable Differential Transformer |
| LWA | Lightweight aggregate |
| LWC | Lightweight concrete |
| MLWC | Multi-walled carbon nanotubes reinforced LWC |
| NWC | Normal-weight concrete |
| RPC | Reactive powder concrete |
| SCC | Self-consolidating concrete |
| SCC-S | Steel fiber-reinforced self-consolidating concrete |
| SFLWC | Steel fiber-reinforced lightweight concrete |
| SLWC | Semi-lightweight concrete |
| UPV | Ultrasonic pulse velocity |
References
- Akcaozoglu, S.; Atis, C.D.; Akcaozoglu, K. An investigation on the use of shredded waste PET bottles as aggregate in lightweight concrete. Waste Manag. 2010, 30, 285–290. [Google Scholar] [CrossRef] [PubMed]
- Heiser, M.J.; Hosny, A.; Rizkalla, S.H.; Zia, P. Bond and shear behavior of concrete beams containing lightweight synthetic particles. ACI Struct. J. 2011, 108, 698–705. [Google Scholar]
- Cui, H.Z.; Lo, T.Y.; Memon, S.A.; Xu, W. Effect of lightweight aggregates on the mechanical properties and brittleness of lightweight aggregate concrete. Constr. Build. Mater. 2012, 35, 149–158. [Google Scholar] [CrossRef]
- Mahmoud, H.; Payam, S.; Hilmi, B.M. Lightweight aggregate concrete fiber reinforcement—A review. Constr. Build. Mater. 2012, 37, 452–461. [Google Scholar]
- Jisun, C.; Goangseup, Z.; Shinichi, H.; Kohei, Y.; Soye, K. Influence of fiber reinforcement on strength and toughness of all-lightweight concrete. Constr. Build. Mater. 2014, 69, 381–389. [Google Scholar]
- Dvorkin, L.; Dvorkin, O.; Zhitkovsky, V.; Ribakov, Y. A method for optimal design of steel fiber reinforced concrete composition. Mater. Des. 2011, 32, 3254–3262. [Google Scholar] [CrossRef]
- Gao, J.; Sun, W.; Morino, K. Mechanical properties of steel fiber-reinforced, high-strength, lightweight concrete. Cem. Concr. Compos. 1997, 19, 307–313. [Google Scholar] [CrossRef]
- Nicolas, A.L.; Mohammad, S.; Mehrdad, M.; Parviz, S. Mechanical properties of hybrid fiber reinforced lightweight aggregate concrete made with natural pumice. Constr. Build. Mater. 2010, 25, 2458–2464. [Google Scholar]
- Wang, H.T.; Wang, L.C. Experimental study on static and dynamic mechanical properties of steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2013, 38, 1146–1151. [Google Scholar] [CrossRef]
- Thiago, M.G.; Guilherme, C.C.; Romildo, D.T.F. Fresh and hardened-state properties of self-compacting lightweight concrete reinforced with steel fibers. Constr. Build. Mater. 2016, 104, 284–292. [Google Scholar]
- Balendran, R.V.; Zhou, F.P.; Nadeem, A.; Leung, A.Y.T. Influence of steel fibres on strength and ductility of normal and lightweight high strength concrete. Build. Environ. 2002, 37, 1361–1367. [Google Scholar] [CrossRef]
- Bing, C.; Juanyu, L. Properties of lightweight expanded polystyrene concrete reinforced with steel fiber. Cem. Concr. Res. 2003, 34, 1259–1263. [Google Scholar]
- Zhao, M.; Zhao, M.; Chen, M.; Li, J.; Law, D. An experimental study on strength and toughness of steel fiber reinforced expanded-shale lightweight concrete. Constr. Build. Mater. 2018, 183, 493–501. [Google Scholar] [CrossRef]
- Topçu, İ.B.; Canbaz, M. Effect of different fibers on the mechanical properties of concrete containing fly ash. Constr. Build. Mater. 2007, 21, 1486–1491. [Google Scholar] [CrossRef]
- Köksal, F.; Altun, F.; Yiğit, İ.; Şahin, Y. Combined effect of silica fume and steel fiber on the mechanical properties of high strength concretes. Constr. Build. Mater. 2008, 22, 1874–1880. [Google Scholar] [CrossRef]
- Sedat, K.L.; Leyla, T.A.; Halit, Y.A.E. Young’s modulus of fiber-reinforced and polymer-modified lightweight concrete composites. Constr. Build. Mater. 2007, 22, 1019–1028. [Google Scholar]
- Iqbal, S.; Ali, A.; Holschemacher, K.; Bier, T.A. Mechanical properties of steel fiber reinforced high strength lightweight self-compacting concrete (SHLSCC). Constr. Build. Mater. 2015, 98, 325–333. [Google Scholar] [CrossRef]
- Li, J.; Niu, J.; Wan, C.; Liu, X.; Jin, Z. Comparison of flexural property between high performance polypropylene fiber reinforced lightweight aggregate concrete and steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2017, 157, 729–736. [Google Scholar]
- Pająk, M.; Ponikiewski, T. Flexural behavior of self-compacting concrete reinforced with different types of steel fibers. Constr. Build. Mater. 2013, 47, 397–408. [Google Scholar] [CrossRef]
- Biao, L.; Lihua, X.; Yuchuan, S.; Yin, C.; Qi, L.; Changning, L. Effects of fiber type, volume fraction and aspect ratio on the flexural and acoustic emission behaviors of steel fiber reinforced concrete. Constr. Build. Mater. 2018, 181, 474–486. [Google Scholar]
- Ren, G.M.; Wu, H.; Fang, Q.; Liu, J.Z. Effects of steel fiber content and type on static mechanical properties of UHPCC. Constr. Build. Mater. 2018, 163, 826–839. [Google Scholar] [CrossRef]
- Harun, T.; Ahmet, C. Performance of lightweight concrete with silica fume after high temperature. Constr. Build. Mater. 2007, 22, 2124–2129. [Google Scholar]
- Gyu, Y.K.; Gyeong, C.C.; Yeon, W.K.; Tae, G.L. Mechanical properties of concrete depending on cooling conditions after high temperature heating. J. Adv. Concr. Technol. 2014, 12, 82–90. [Google Scholar]
- Saridemir, M.; Severcan, M.H.; Ciflikli, M.; Celikten, S.; Ozcan, F.; Atis, C.D. The influence of elevated temperature on strength and microstructure of high strength concrete containing ground pumice and metakaolin. Constr. Build. Mater. 2016, 124, 244–257. [Google Scholar] [CrossRef]
- Felicetti, R.; Gambarova, P.G.; Bamonte, P. Thermal and mechanical properties of light-weight concrete exposed to high temperature. Fire Mater. 2012, 3, 200–216. [Google Scholar] [CrossRef]
- Aslani, F.; Ma, G. Normal and high-strength lightweight self-compacting concrete incorporating perlite, scoria, and polystyrene aggregates at elevated temperatures. J. Mater. Civ. Eng. 2018, 30, 04018328. [Google Scholar] [CrossRef]
- Khaliq, W.; Kodur, V. Thermal and mechanical properties of fiber reinforced high performance self-consolidating concrete at elevated temperatures. Cem. Concr. Res. 2011, 41, 1112–1122. [Google Scholar] [CrossRef]
- Zheng, W.; Luo, B.; Wang, Y. Compressive and tensile properties of reactive powder concrete with steel fibres at elevated temperatures. Constr. Build. Mater. 2013, 41, 844–851. [Google Scholar] [CrossRef]
- China, M.O.C.O. Common Portland Concrete; Standards Press of China: Beijing, China, 2008. [Google Scholar]
- ASTM C143/C143M. Test Method for Slump of Hydraulic-cement Concrete; American Society for Testing and Materials: West Conshohocken, PA, USA, 2014. [Google Scholar]
- TS EN 12390-7. Testing Hardened Concrete. Part 7: Density of Hardened Concrete; British Standards Institution: London, UK, 2000. [Google Scholar]
- ASTM C597. Standard Test Method for Pulse Velocity Through Concrete; American Society for Testing and Materials: West Conshohocken, PA, USA, 2003. [Google Scholar]
- China, M.O.C.O. Standard for Test Method of Mechanical Properties on Ordinary Concrete; China Architecture & Building Press: Beijing, China, 2002. [Google Scholar]
- Tai, Y.S.; Pan, H.H.; Kung, Y.N. Mechanical properties of steel fiber reinforced reactive powder concrete following exposure to high temperature reaching 800 °C. Nucl. Eng. Des. 2011, 241, 2416–2424. [Google Scholar] [CrossRef]
- Pliya, P.; Beaucour, A.; Noumowé, A. Contribution of cocktail of polypropylene and steel fibres in improving the behaviour of high strength concrete subjected to high temperature. Constr. Build. Mater. 2011, 25, 1926–1934. [Google Scholar] [CrossRef]
- Sinaie, S.; Heidarpour, A.; Zhao, X.L. Effect of pre-induced cyclic damage on the mechanical properties of concrete exposed to elevated temperatures. Constr. Build. Mater. 2016, 112, 867–876. [Google Scholar] [CrossRef]
- Xie, J.; Zhang, Z.; Lu, Z.; Sun, M. Coupling effects of silica fume and steel-fiber on the compressive behaviour of recycled aggregate concrete after exposure to elevated temperature. Constr. Build. Mater. 2018, 184, 752–764. [Google Scholar]
- Han, B.; Xiang, T. Axial compressive stress-strain relation and Poisson effect of structural lightweight aggregate concrete. Constr. Build. Mater. 2017, 146, 338–343. [Google Scholar] [CrossRef]
- Chang, Y.F.; Chen, Y.H.; Sheu, M.S.; Yao, G.C. Residual stress–strain relationship for concrete after exposure to high temperatures. Cem. Concr. Res. 2006, 36, 1999–2005. [Google Scholar] [CrossRef]
- Baloch, W.L.; Khushnood, R.A.; Khaliq, W. Influence of multi-walled carbon nanotubes on the residual performance of concrete exposed to high temperatures. Constr. Build. Mater. 2018, 185, 44–56. [Google Scholar] [CrossRef]
- EN 1992-1-2 Eurocode 2. Design of Concrete Structures, Part 1-2: General Rules—Structural Fire Design; British Standards Institution: London, UK, 2003. [Google Scholar]
- Zheng, W.; Li, H.; Wang, Y. Compressive stress–strain relationship of steel fiber-reinforced reactive powder concrete after exposure to elevated temperatures. Constr. Build. Mater. 2012, 35, 931–940. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Chemical Composition (%) | Blaine Fineness (cm2/g) | Density (g/cm3) | LOI (%) | ||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | MgO | ||||
| Cement | 21.66 | 5.42 | 63.15 | 2.62 | 2.89 | 3110 | 3.14 | 1.63 |
| Fly ash | 49.10 | 36.70 | 4.96 | 3.67 | 0.37 | 3871 | 2.21 | 2.08 |
| Silica fume | 95.28 | 0.28 | 0.35 | 0.14 | 0.13 | 200,000 | 2.20 | 1.40 |
| Aggregate | Fineness Modulus | Particle Size/(mm) | Apparent Density/(Kg/m3) | Water Absorption in 24 h/(%) |
|---|---|---|---|---|
| Crushed shale ceramsite | - | 5–20 | 1390 | 7.4 |
| Shale ceramsite sand | 3.2 | ≤5 | 1460 | 20.8 |
| Sintered fly ash ceramsite | - | 4–16 | 1420 | 11.3 |
| River sand | 2.7 | ≤5 | 2670 | 1.2 |
| Shape | Length/(mm) | Equivalent Diameter/(mm) | Aspect Ratio | Tensile Strength/(MPa) | Density/(kg/m3) |
|---|---|---|---|---|---|
| Hooked end | 35 | 0.50 | 70 | 1200 | 7800 |
| Crimped | 30 | 0.55 | 56 | 800 | 7800 |
| Concrete Type | Water | Cement | Silica Fume | Fly Ash | Coarse Aggregate | Fine Aggregate | Super Plasticizer | Steel Fiber |
|---|---|---|---|---|---|---|---|---|
| NWC | 187 | 390 | - | - | 1154 | 663 | - | - |
| ALWC | 154 | 450 | 20 | 80 | 489 | 476 | 8.0 | - |
| CF-AL | 154 | 450 | 20 | 80 | 489 | 476 | 8.4 | 78 |
| HF-AL | 154 | 450 | 20 | 80 | 489 | 476 | 8.7 | 78 |
| SLWC | 167 | 390 | 14 | 60 | 439 | 821 | 5.4 | - |
| CF-SL | 167 | 390 | 14 | 60 | 439 | 821 | 5.8 | 78 |
| HF-SL | 167 | 390 | 14 | 60 | 439 | 821 | 6.1 | 78 |
| Concrete Type | Oven Dried Density/(kg/m3) | UPV/(m/s) | Ec/GPa | ||
|---|---|---|---|---|---|
| NWC | 2361 | 39.36 | 3.72 | 4496 | 28.19 |
| ALWC | 1752 | 48.73 | 3.33 | 4016 | 18.28 |
| CF-AL | 1859 | 49.71 | 4.17 | 4090 | 17.51 |
| HF-AL | 1862 | 51.38 | 4.73 | 4098 | 18.68 |
| SLWC | 1888 | 43.24 | 3.83 | 4253 | 20.25 |
| CF-SL | 2007 | 45.87 | 4.11 | 4268 | 20.27 |
| HF-SL | 1954 | 48.58 | 4.96 | 4270 | 20.43 |
| Property | Relation | Concrete Type |
|---|---|---|
| Compressive strength | NWC SL CFSL HFSL (R2 = 0.96) | |
| AL CFAL HFAL (R2 = 0.98) | ||
| Splitting tensile strength | NWC AL SL (R2 = 0.99) | |
| CFAL CFSL (R2 = 0.96) | ||
| HFAL HFSL (R2 = 0.99) | ||
| Elastic modulus | NWC (R2 = 0.99) | |
| AL CFAL HFAL (R2 = 0.98) | ||
| SL CFSL HFSL (R2 = 0.98) | ||
| Compressive peak strains | NWC (R2 = 0.99) | |
| AL SL CFAL CFSL HFAL HFSL (R2 = 0.98) |
| Mix | Parameters | 25 °C | 200 °C | 400 °C | 600 °C | 800 °C |
|---|---|---|---|---|---|---|
| NWC | n | 3.702 | 8.378 | 9.106 | 7.392 | 5.457 |
| φ | 2.342 | 2.945 | 5.328 | 4.393 | 3.867 | |
| AL | α | 1.000 | 1.045 | 1.000 | 1.205 | 1.243 |
| δ | 5.155 | 7.701 | 3.820 | - | - | |
| φ | - | - | - | 4.981 | 10.040 | |
| SL | α | 1.000 | 1.000 | 1.000 | 1.156 | 1.104 |
| δ | 4.299 | 4.794 | 1.846 | - | - | |
| φ | - | - | - | 3.282 | 5.289 | |
| CFAL | α | 1.065 | 1.186 | 1.026 | 1.270 | 1.364 |
| φ | 8.657 | 8.548 | 3.423 | 4.731 | 6.809 | |
| CFSL | α | 1.262 | 1.247 | 1.219 | 1.363 | 1.286 |
| φ | 5.402 | 3.513 | 2.107 | 3.398 | 4.451 | |
| HFAL | α | 1.112 | 1.130 | 1.041 | 1.449 | 1.333 |
| φ | 4.127 | 2.067 | 3.504 | 4.762 | 5.877 | |
| HFSL | α | 1.237 | 1.288 | 1.300 | 1.375 | 1.208 |
| φ | 2.853 | 3.014 | 2.508 | 3.323 | 3.514 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wei, M.; Wu, Y.; Huang, J.; Chen, H.; Cheng, B. Mechanical Behavior of Steel Fiber-Reinforced Lightweight Concrete Exposed to High Temperatures. Appl. Sci. 2021, 11, 116. https://doi.org/10.3390/app11010116
Wang H, Wei M, Wu Y, Huang J, Chen H, Cheng B. Mechanical Behavior of Steel Fiber-Reinforced Lightweight Concrete Exposed to High Temperatures. Applied Sciences. 2021; 11(1):116. https://doi.org/10.3390/app11010116
Chicago/Turabian StyleWang, Huailiang, Min Wei, Yuhui Wu, Jianling Huang, Huihua Chen, and Baoquan Cheng. 2021. "Mechanical Behavior of Steel Fiber-Reinforced Lightweight Concrete Exposed to High Temperatures" Applied Sciences 11, no. 1: 116. https://doi.org/10.3390/app11010116
APA StyleWang, H., Wei, M., Wu, Y., Huang, J., Chen, H., & Cheng, B. (2021). Mechanical Behavior of Steel Fiber-Reinforced Lightweight Concrete Exposed to High Temperatures. Applied Sciences, 11(1), 116. https://doi.org/10.3390/app11010116