Smooth Design of 3D Self-Supporting Topologies Using Additive Manufacturing Filter and SEMDOT





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Integrating Langelaar’s AM Filter into SEMDOT
2.1. Problem Statement
2.2. Topology Optimization Problems
2.3. Sensitivity Analysis
3. Numerical Experiments
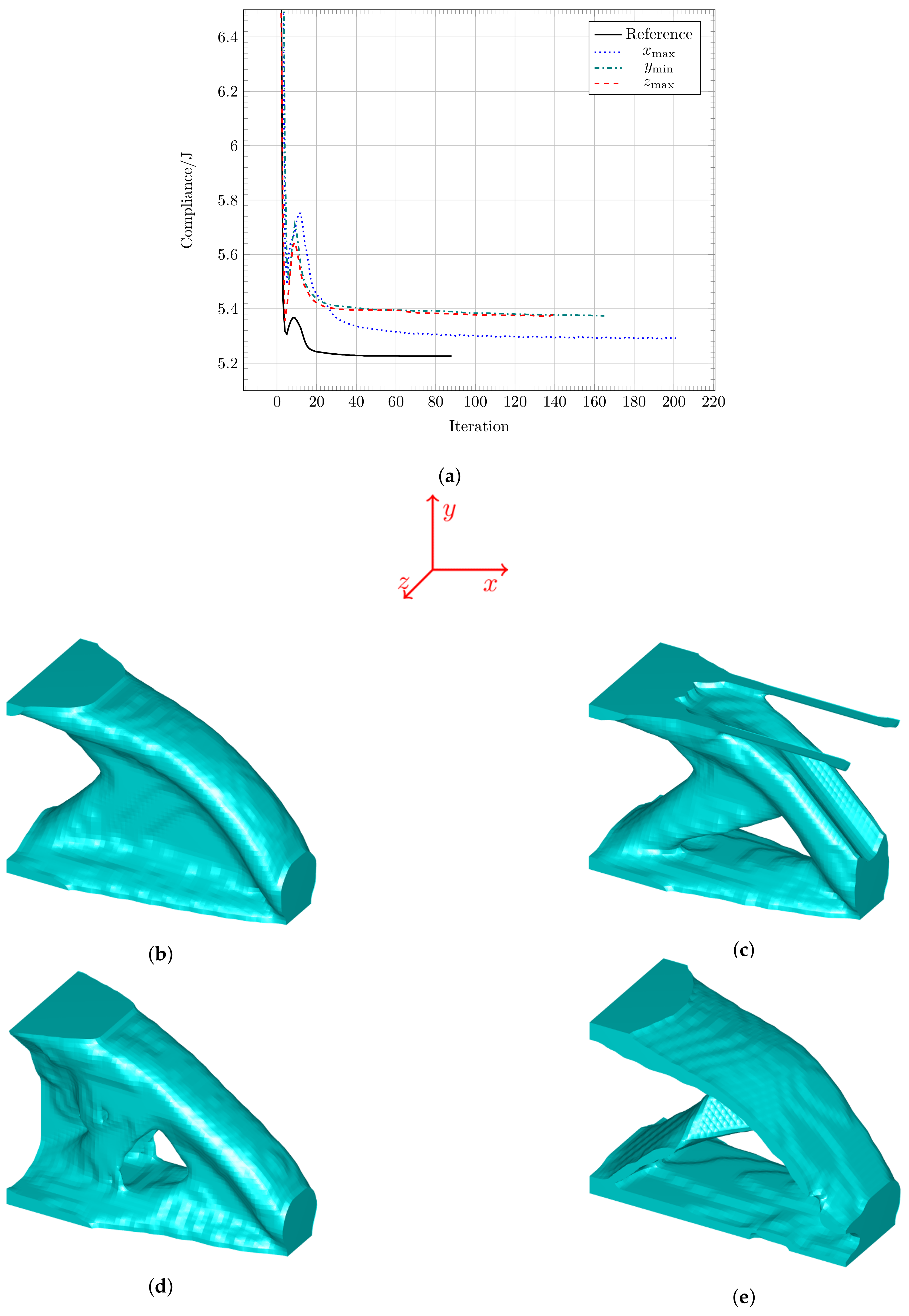
3.1. Different Build Orientations
3.2. Different Target Volume Fractions
3.3. Different Critical Overhang Angles
3.4. Force Inverter Design
4. Conclusions
- The integration of Langelaar’s AM filter in SEMDOT is capable of forming converged 3D self-supporting topologies with smooth boundary representation.
- As Langelaar’s AM filter is mesh-dependent, the fine mesh is recommended to form proper self-supporting designs when the target volume fraction is small.
- Different critical overhang angles can be explored using the combination of Langelaar’s AM filter and SEMDOT.
- The effectiveness of the sensitivity analysis method adopted in SEMDOT is further validated using a 3D compliant mechanism design problem for self-supporting design.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Oh, Y.; Zhou, C.; Behdad, S. Part decomposition and assembly-based (Re) design for additive manufacturing: A review. Addit. Manuf. 2018, 22, 230–242. [Google Scholar] [CrossRef]
- Izadi, M.; Farzaneh, A.; Mohammed, M.; Gibson, I.; Rolfe, B. A review of laser engineered net shaping (LENS) build and process parameters of metallic parts. Rapid Prototyp. J. 2020, 26, 2228–2236. [Google Scholar] [CrossRef]
- Jiang, J.C.; Xiong, Y.; Zhang, Z.Y.; Rosen, D.W. Machine learning integrated design for additive manufacturing. J. Intell. Manuf. 2020, 1–14. [Google Scholar]
- Langelaar, M. An additive manufacturing filter for topology optimization of print-ready designs. Struct. Multidiscip. Optim. 2017, 55, 871–883. [Google Scholar] [CrossRef] [Green Version]
- Langelaar, M. Combined optimization of part topology, support structure layout and build orientation for additive manufacturing. Struct. Multidiscip. Optim. 2018, 57, 1985–2004. [Google Scholar] [CrossRef] [Green Version]
- Ghabraie, K.; Xie, Y.M.; Huang, X.D.; Ren, G. Shape and reinforcement optimization of underground tunnels. J. Comput. Sci. Technol. 2010, 4, 51–63. [Google Scholar] [CrossRef] [Green Version]
- Ghabraie, K.; Chan, R.; Huang, X.D.; Xie, Y.M. Shape optimization of metallic yielding devices for passive mitigation of seismic energy. Eng. Struct. 2010, 32, 2258–2267. [Google Scholar] [CrossRef] [Green Version]
- Liu, D.D.; Chiu, L.N.S.; Davies, C.; Yan, W. A post-processing method to remove stress singularity and minimize local stress concentration for topology optimized designs. Adv. Eng. Softw. 2020, 145, 102815. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Paulino, G.H.; Song, J.; Le, C.H. A computational paradigm for multiresolution topology optimization (MTOP). Struct. Multidiscip. Optim. 2010, 41, 525–539. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Paulino, G.H.; Song, J.; Le, C.H. Improving multiresolution topology optimization via multiple discretizations. Int. J. Numer. Methods Eng. 2012, 92, 507–530. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Le, C.H.; Hajjar, J.F. Topology optimization using the p-version of the finite element method. Struct. Multidiscip. Optim. 2017, 56, 571–586. [Google Scholar] [CrossRef]
- Da, D.C.; Xia, L.; Li, G.Y.; Huang, X.D. Evolutionary topology optimization of continuum structures with smooth boundary representation. Struct. Multidiscip. Optim. 2018, 57, 2143–2159. [Google Scholar] [CrossRef]
- Fu, Y.F.; Rolfe, B.; Chiu, N.S.L.; Wang, Y.N.; Huang, X.D.; Ghabraie, K. Topology Optimization of Continuum Structures using Smooth Boundary. In Proceedings of the 13th World Congress on Structural and Multidisciplinary Optimization-Continued, Beijing, China, 20–24 May 2019; pp. 448–454. [Google Scholar]
- Fu, Y.F.; Rolfe, B.; Chiu, N.S.L.; Wang, Y.N.; Huang, X.D.; Ghabraie, K. Smooth topological design of 3D continuum structures using elemental volume fractions. Comput. Struct. 2020, 231, 106213. [Google Scholar] [CrossRef]
- Fu, Y.F.; Rolfe, B.; Chiu, N.S.L.; Wang, Y.N.; Huang, X.D.; Ghabraie, K. SEMDOT: Smooth-edged material distribution for optimizing topology algorithm. Adv. Eng. Softw. 2020, 150, 102921. [Google Scholar] [CrossRef]
- Huang, X.D. Smooth topological design of structures using the floating projection. Eng. Struct. 2020, 208, 110330. [Google Scholar] [CrossRef]
- Huang, X.D. On smooth or 0/1 designs of the fixed-mesh element-based topology optimization. Adv. Eng. Softw. 2021, 151, 102942. [Google Scholar] [CrossRef]
- Jiang, J.C.; Xu, X.; Stringer, J. Support structures for additive manufacturing: A review. J. Manuf. Mater. Process. 2018, 2, 64. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.C.; Fu, Y.F. A short survey of sustainable material extrusion additive manufacturing. Aust. J. Mech. Eng. 2020, 1–10. [Google Scholar] [CrossRef]
- Jiang, J.C. A novel fabrication strategy for additive manufacturing processes. J. Clean. Prod. 2020, 272, 122916. [Google Scholar] [CrossRef]
- Liu, J.K.; Gaynor, A.T.; Chen, S.K.; Kang, Z.; Suresh, K.; Takezawa, A.; Li, L.; Kato, J.; Tang, J.Y.; Wang, C.C.; et al. Current and future trends in topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 2018, 57, 2457–2483. [Google Scholar] [CrossRef] [Green Version]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Tang, L.; Hou, Y.; Breitkopf, P.; Zhu, J.; Gao, T. From topology optimization design to additive manufacturing: Today’s success and tomorrow’s roadmap. Arch. Comput. Methods Eng. 2020, 27, 805–830. [Google Scholar] [CrossRef]
- Fu, Y.F. Recent advances and future trends in exploring Pareto-optimal topologies and additive manufacturing oriented topology optimization. Math. Biosci. Eng. 2020, 17, 4631–4656. [Google Scholar] [CrossRef] [PubMed]
- Langelaar, M. Topology optimization of 3D self-supporting structures for additive manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef] [Green Version]
- Langelaar, M. Integrated component-support topology optimization for additive manufacturing with post-machining. Rapid Prototyp. J. 2019, 25, 255–265. [Google Scholar] [CrossRef] [Green Version]
- Han, Y.S.; Xu, B.; Zhao, L.; Xie, Y.M. Topology optimization of continuum structures under hybrid additive-subtractive manufacturing constraints. Struct. Multidiscip. Optim. 2019, 60, 2571–2595. [Google Scholar] [CrossRef]
- Mezzadri, F.; Qian, X. A second-order measure of boundary oscillations for overhang control in topology optimization. J. Comput. Phys. 2020, 410, 109365. [Google Scholar] [CrossRef]
- Zhao, D.Y.; Li, M.; Liu, Y.S. A novel application framework for self-supporting topology optimization. Vis. Comput. 2020, 1–16. [Google Scholar] [CrossRef]
- Zhang, K.Q.; Chen, G.D. Three-dimensional high resolution topology optimization considering additive manufacturing constraints. Addit. Manuf. 2020, 35, 101224. [Google Scholar] [CrossRef]
- van de Ven, E.; Maas, R.; Ayas, C.; Langelaar, M.; van Keulen, F. Overhang control based on front propagation in 3D topology optimization for additive manufacturing. Comput. Methods Appl. Mech. Eng. 2020, 369, 113169. [Google Scholar] [CrossRef]
- Bi, M.H.; Tran, P.; Xie, Y.M. Topology optimization of 3D continuum structures under geometric self-supporting constraint. Addit. Manuf. 2020, 36, 101422. [Google Scholar]
- Fu, Y.F.; Rolfe, B.; Chiu, L.N.S.; Wang, Y.N.; Huang, X.D.; Ghabraie, K. Design and experimental validation of self-supporting topologies for additive manufacturing. Virtual Phys. Prototyp. 2019, 14, 382–394. [Google Scholar] [CrossRef]
- Fu, Y.F.; Rolfe, B.; Chiu, L.N.S.; Wang, Y.N.; Huang, X.D.; Ghabraie, K. Parametric studies and manufacturability experiments on smooth self-supporting topologies. Virtual Phys. Prototyp. 2020, 15, 22–34. [Google Scholar] [CrossRef]
- Fu, Y.F.; Ghabraie, K.; Rolfe, B.; Wang, Y.N.; Chiu, L.N.S.; Huang, X.D. Optimizing 3D Self-Supporting Topologies for Additive Manufacturing. In Proceedings of the 12th International Conference on Computer Modeling and Simulation, Brisbane, Australia, 22–24 June 2020; pp. 220–223. [Google Scholar]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F. Designing self supported SLM structures via topology optimization. J. Manuf. Mater. Process. 2019, 3, 68. [Google Scholar] [CrossRef] [Green Version]
- Ghabraie, K. The ESO method revisited. Struct. Multidiscip. Optim. 2015, 51, 1211–1222. [Google Scholar] [CrossRef]
- Ghabraie, K. An improved soft-kill BESO algorithm for optimal distribution of single or multiple material phases. Struct. Multidiscip. Optim. 2015, 52, 773–790. [Google Scholar] [CrossRef]
- Liu, K.; Tovar, A. An efficient 3D topology optimization code written in Matlab. Struct. Multidiscip. Optim. 2014, 50, 1175–1196. [Google Scholar] [CrossRef] [Green Version]
- Svanberg, K. The method of moving asymptotes – A new method for structural optimization. Int. J. Numer. Methods Eng. 1987, 24, 359–373. [Google Scholar] [CrossRef]
- Qin, Y.C.; Qi, Q.F.; Scott, P.J.; Jiang, X.Q. Determination of optimal build orientation for additive manufacturing using Muirhead mean and prioritised average operators. J. Intell. Manuf. 2019, 30, 3015–3034. [Google Scholar] [CrossRef] [Green Version]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Y.-F.; Ghabraie, K.; Rolfe, B.; Wang, Y.; Chiu, L.N.S. Smooth Design of 3D Self-Supporting Topologies Using Additive Manufacturing Filter and SEMDOT. Appl. Sci. 2021, 11, 238. https://doi.org/10.3390/app11010238
Fu Y-F, Ghabraie K, Rolfe B, Wang Y, Chiu LNS. Smooth Design of 3D Self-Supporting Topologies Using Additive Manufacturing Filter and SEMDOT. Applied Sciences. 2021; 11(1):238. https://doi.org/10.3390/app11010238
Chicago/Turabian StyleFu, Yun-Fei, Kazem Ghabraie, Bernard Rolfe, Yanan Wang, and Louis N. S. Chiu. 2021. "Smooth Design of 3D Self-Supporting Topologies Using Additive Manufacturing Filter and SEMDOT" Applied Sciences 11, no. 1: 238. https://doi.org/10.3390/app11010238
APA StyleFu, Y.-F., Ghabraie, K., Rolfe, B., Wang, Y., & Chiu, L. N. S. (2021). Smooth Design of 3D Self-Supporting Topologies Using Additive Manufacturing Filter and SEMDOT. Applied Sciences, 11(1), 238. https://doi.org/10.3390/app11010238