
Combined Use of 3D and HSI for the Classification of Printed Circuit Board Components



Abstract
:1. Introduction
2. Materials and Methods
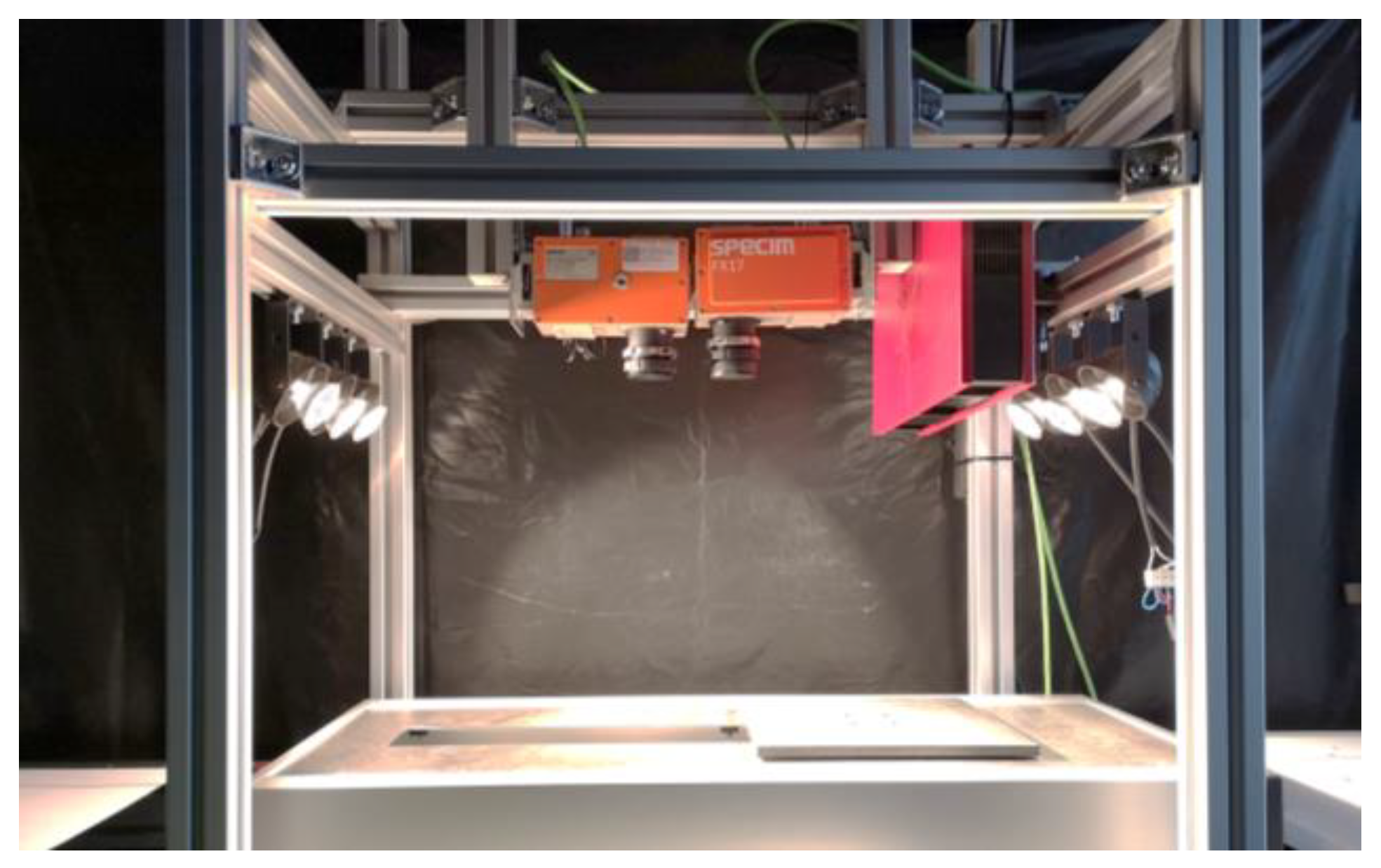
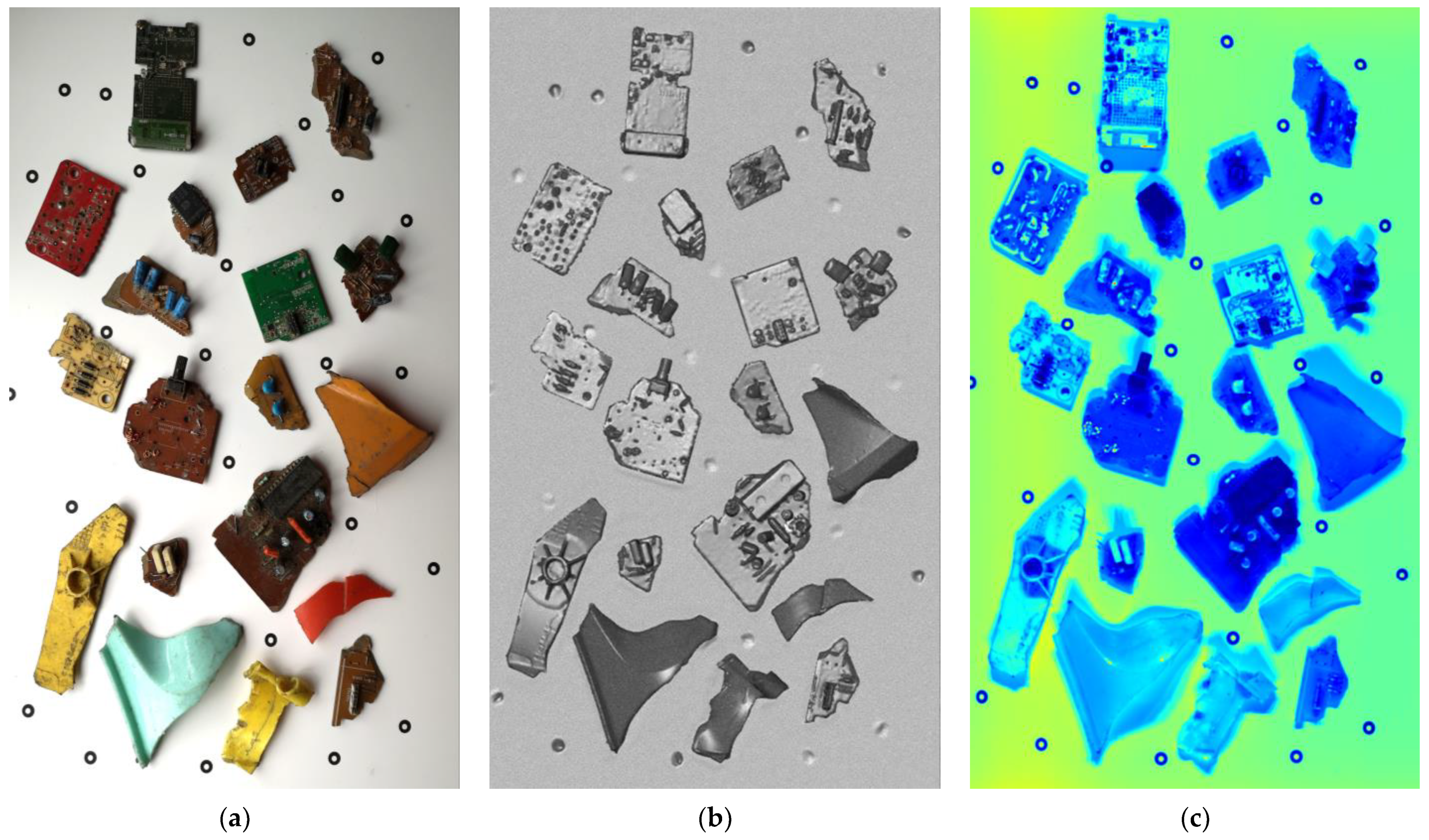
2.1. Data Set Acquisition
2.2. Combining Spectral and Spatial Data Sets
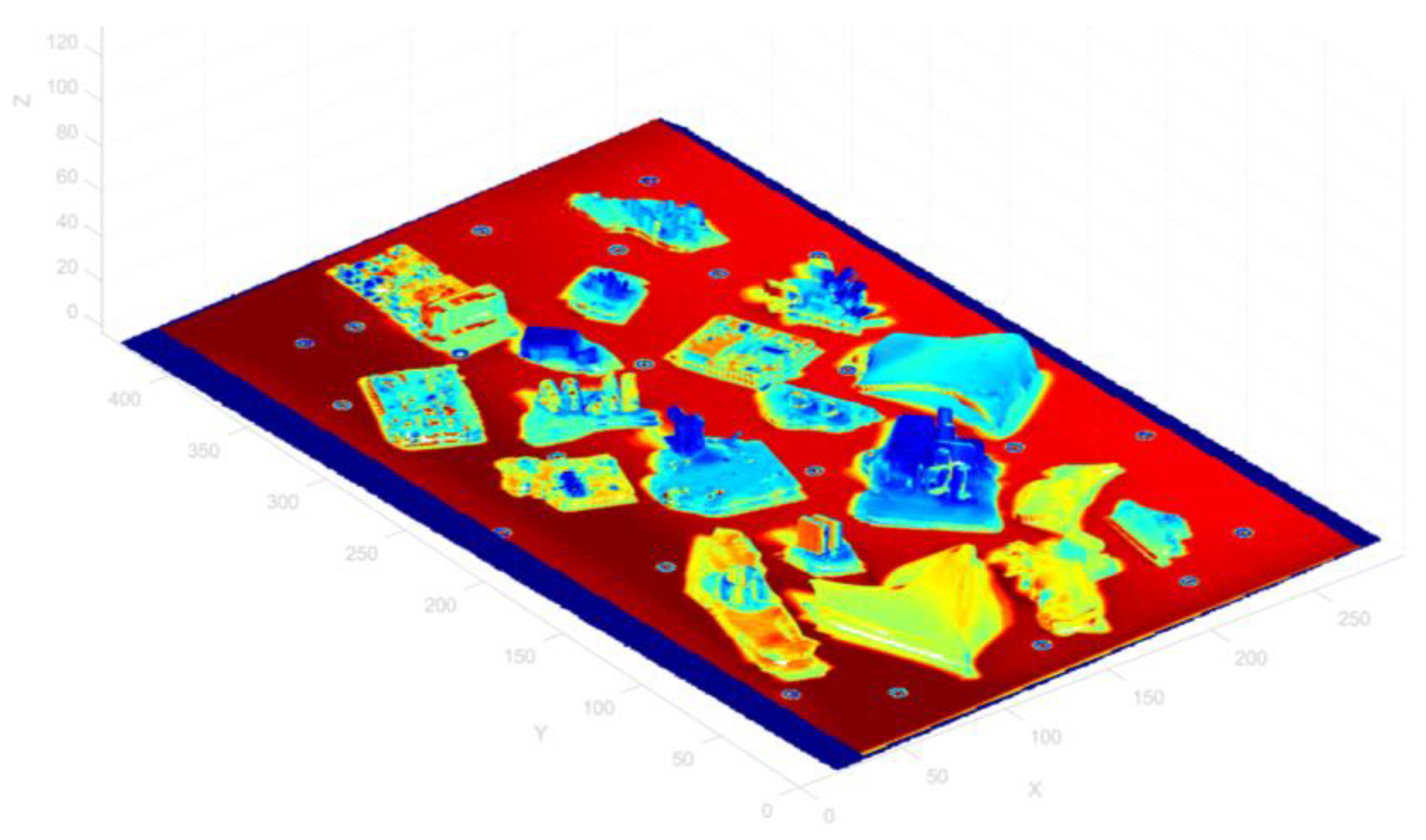
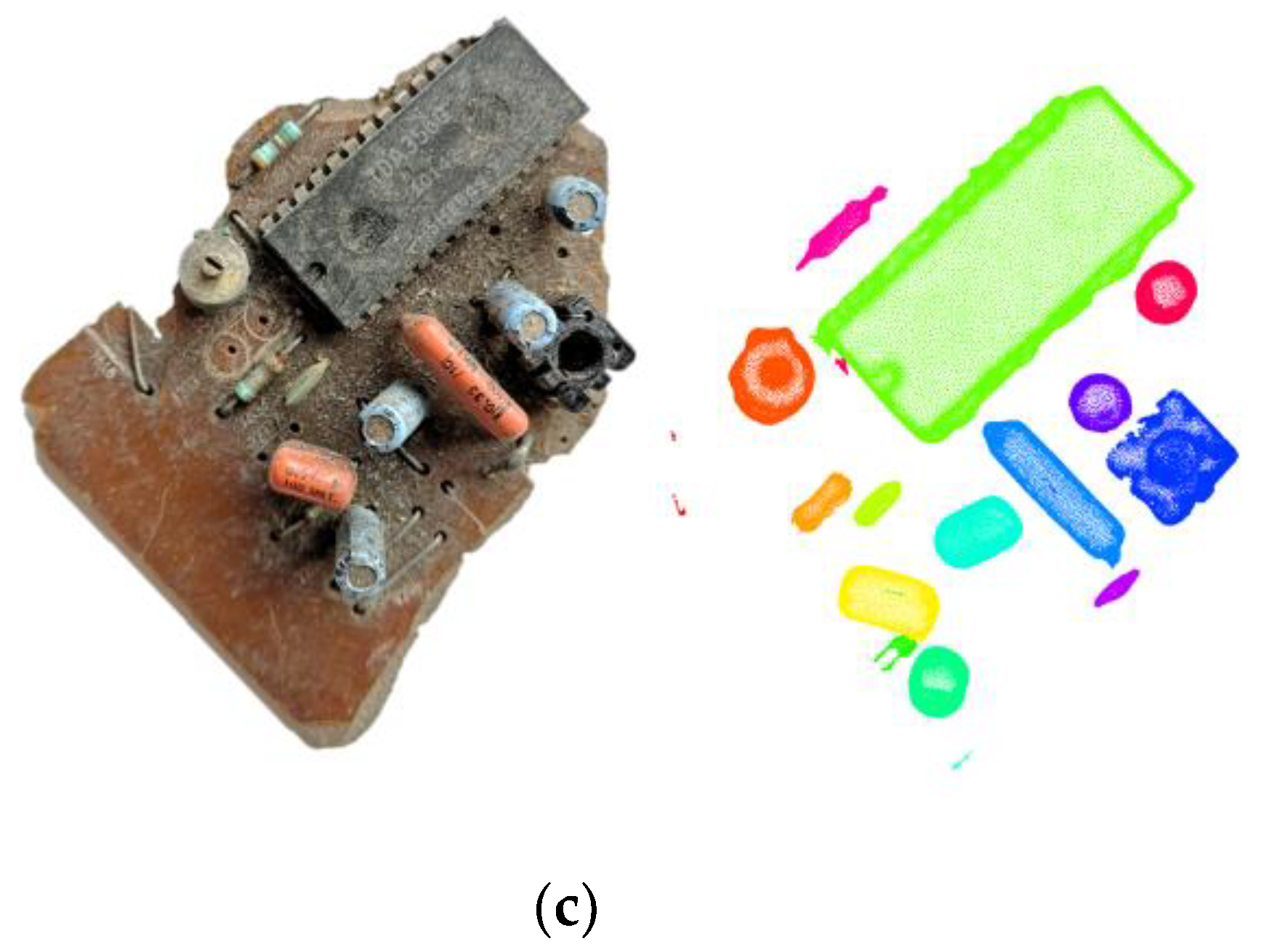
2.3. Processing of 3D Point Cloud
2.4. Rules-Based Classification
| AND AND AND AND AND | AND AND AND AND AND |
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Forti, V.; Baldé, C.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows, and the Circular Economy Potential; United Nations University (UNU); United Nations Institute for Training and Research (UNITAR)–co-hosted SCYCLE Programme; International Telecommunication Union (ITU); International Solid Waste Association (ISWA): Bonn, Germany; Geneva, Switzerland; Rotterdam, The Netherlands, 2020; ISBN 978-92-808-9114-0. [Google Scholar]
- Calvini, R.; Ulrici, A.; Amigo, J.M. Growing applications of hyperspectral and multispectral imaging. Des. Optim. Org. Synth. 2020, 32, 605–629. [Google Scholar] [CrossRef]
- Li, W.; Esders, B.; Breier, M. SMD segmentation for automated PCB recycling. In Proceedings of the 2013 11th IEEE International Conference on Industrial Informatics (INDIN), Bochum, Germany, 29–31 July 2013; pp. 65–70. [Google Scholar]
- Jessurun, N.T.; Paradis, O.P.; Tehranipoor, M.; Asadizanjani, N. SHADE: Automated Refinement of PCB Component Estimates Using Detected Shadows. In Proceedings of the 2020 IEEE Physical Assurance and Inspection of Electronics (PAINE), Washington, DC, USA, 28–29 July 2020; Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2020; pp. 1–6. [Google Scholar]
- Herchenbach, D.; Li, W.; Breier, M. Segmentation and classification of THCs on PCBAs. In Proceedings of the 2013 11th IEEE International Conference on Industrial Informatics (INDIN), Bochum, Germany, 29–31 July 2013; Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2013; pp. 59–64. [Google Scholar]
- Li, D.; Li, C.; Chen, C.; Zhao, Z. Semantic Segmentation of a Printed Circuit Board for Component Recognition Based on Depth Images. Sensors 2020, 20, 5318. [Google Scholar] [CrossRef]
- Khan, M.J.; Khan, H.S.; Yousaf, A.; Khurshid, K.; Abbas, A. Modern Trends in Hyperspectral Image Analysis: A Review. IEEE Access 2018, 6, 14118–14129. [Google Scholar] [CrossRef]
- Ibrahim, A.; Tominaga, S.; Horiuchi, T. Spectral imaging method for material classification and inspection of printed circuit boards. Opt. Eng. 2010, 49, 057201. [Google Scholar] [CrossRef]
- Palmieri, R.; Bonifazi, G.; Serranti, S. Recycling-oriented characterization of plastic frames and printed circuit boards from mobile phones by electronic and chemical imaging. Waste Manag. 2014, 34, 2120–2130. [Google Scholar] [CrossRef]
- Sudharshan, V.; Seidel, P.; Ghamisi, P.; Lorenz, S.; Fuchs, M.; Fareedh, J.S.; Neubert, P.; Schubert, S.; Gloaguen, R. Object Detection Routine for Material Streams Combining RGB and Hyperspectral Reflectance Data Based on Guided Object Localization. IEEE Sens. J. 2020, 20, 11490–11498. [Google Scholar] [CrossRef]
- Ghamisi, P.; Plaza, J.; Chen, Y.; Li, J.; Plaza, A.J. Advanced Spectral Classifiers for Hyperspectral Images: A review. IEEE Geosci. Remote Sens. Mag. 2017, 5, 8–32. [Google Scholar] [CrossRef] [Green Version]
- Andrés, S.; Arvor, D.; Mougenot, I.; Libourel, T.; Durieux, L. Ontology-based classification of remote sensing images using spectral rules. Comput. Geosci. 2017, 102, 158–166. [Google Scholar] [CrossRef]
- Berhane, T.M.; Lane, C.R.; Wu, Q.; Autrey, B.C.; Anenkhonov, O.A.; Chepinoga, V.V.; Liu, H. Decision-Tree, Rule-Based, and Random Forest Classification of High-Resolution Multispectral Imagery for Wetland Mapping and Inventory. Remote Sens. 2018, 10, 580. [Google Scholar] [CrossRef] [Green Version]
- Cui, W.; Yao, M.; Hao, Y.; Wang, Z.; He, X.; Wu, W.; Li, J.; Zhao, H.; Xia, C.; Wang, J. Knowledge and Geo-Object Based Graph Convolutional Network for Remote Sensing Semantic Segmentation. Sensors 2021, 21, 3848. [Google Scholar] [CrossRef]
- Ghazaryan, G.; Dubovyk, O.; Löw, F.; Lavreniuk, M.; Kolotii, A.; Schellberg, J.; Kussul, N. A rule-based approach for crop identification using multi-temporal and multi-sensor phenological metrics. Eur. J. Remote Sens. 2018, 51, 511–524. [Google Scholar] [CrossRef]
- Houhoulis, P.F.; Michener, W. Detecting wetland change: A rule-based approach using NWI and SPOT-XS data. Photogramm. Eng. Remote Sens. 2000, 66, 205–211. [Google Scholar]
- Liu, S.; Shi, Q. Multitask Deep Learning with Spectral Knowledge for Hyperspectral Image Classification. IEEE Geosci. Remote Sens. Lett. 2020, 17, 2110–2114. [Google Scholar] [CrossRef] [Green Version]
- Ponciano, J.-J.; Roetner, M.; Reiterer, A.; Boochs, F. Object Semantic Segmentation in Point Clouds—Comparison of a Deep Learning and a Knowledge-Based Method. ISPRS Int. J. Geo. Inf. 2021, 10, 256. [Google Scholar] [CrossRef]
- Dvorak, R.; Kosior, E.; Moody, L. Development of NIR Detectable Black Plastic Packaging. Available online: http://www.wrap.org.uk/sites/files/wrap/Recyclability_of_Black_Plastic_Summary.pdf (accessed on 11 January 2021).
- Rozenstein, O.; Puckrin, E.; Adamowski, J. Development of a new approach based on midwave infrared spectroscopy for post-consumer black plastic waste sorting in the recycling industry. Waste Manag. 2017, 68, 38–44. [Google Scholar] [CrossRef]
- Roscher, R.; Behmann, J.; Mahlein, A.-K.; Dupuis, J.; Kuhlmann, H.; Plümer, L. Detection of disease symptoms on hyperspectral 3D plant models. ISPRS Ann. Photogramm. Remote Sens. Spat. Inf. Sci. 2016, III-7, 89–96. [Google Scholar] [CrossRef] [Green Version]
- Morsy, S.; Shaker, A.; El-Rabbany, A. Multispectral LiDAR Data for Land Cover Classification of Urban Areas. Sensors 2017, 17, 958. [Google Scholar] [CrossRef] [Green Version]
- Igelbrink, F.; Wiemann, T.; Pütz, S.; Hertzberg, J. Markerless Ad-Hoc Calibration of a Hyperspectral Camera and a 3D Laser Scanner. In Advances in Intelligent Systems and Computing; Springer Science and Business Media LLC: Berlin, Germany, 2018; pp. 748–759. [Google Scholar]
- Nieto, J.I.; Monteiro, S.T.; Viejo, D. 3D geological modelling using laser and hyperspectral data. IEEE Int. Geosci. Remote Sens. Symp. 2010, 4568–4571. [Google Scholar] [CrossRef]
- Wendel, A.; Underwood, J. Extrinsic Parameter Calibration for Line Scanning Cameras on Ground Vehicles with Navigation Systems Using a Calibration Pattern. Sensors 2017, 17, 2491. [Google Scholar] [CrossRef] [Green Version]
- Tan, P.-N.; Steinbach, M.; Karpatne, A.; Kumar, V. Introduction to Data Mining, 2nd ed.; Pearson: New York, NY, USA, 2019; ISBN 9780133128901. [Google Scholar]
- Shahtahmassebi, A.; Yang, N.; Wang, K.; Moore, N.; Shen, Z. Review of shadow detection and de-shadowing methods in remote sensing. Chin. Geogr. Sci. 2013, 23, 403–420. [Google Scholar] [CrossRef] [Green Version]
- Mostafa, Y. A Review on Various Shadow Detection and Compensation Techniques in Remote Sensing Images. Can. J. Remote Sens. 2017, 43, 545–562. [Google Scholar] [CrossRef]
- Weinmann, M.; Jutzi, B.; Mallet, C. Feature relevance assessment for the semantic interpretation of 3D point cloud data. ISPRS Ann. Photogramm. Remote Sens. Spat. Inf. Sci. 2013, II-5/W2, 313–318. [Google Scholar] [CrossRef] [Green Version]
- Weinmann, M.; Jutzi, B.; Hinz, S.; Mallet, C. Semantic point cloud interpretation based on optimal neighborhoods, relevant features and efficient classifiers. ISPRS J. Photogramm. Remote Sens. 2015, 105, 286–304. [Google Scholar] [CrossRef]
- Polat, S.; Tremeau, A.; Boochs, F. Rule-Based Classification of Hyperspectral Imaging Data. 2021. Available online: http://arxiv.org/pdf/2107.10638v1 (accessed on 9 August 2021).
- Clark, R.N.; Swayze, G.A.; Livo, K.E.; Kokaly, R.; Sutley, S.J.; Dalton, J.B.; McDougal, R.R.; Gent, C.A. Imaging spectroscopy: Earth and planetary remote sensing with the USGS Tetracorder and expert systems. J. Geophys. Res. Space Phys. 2003, 108. [Google Scholar] [CrossRef]
- Clark, R.N.; Roush, T.L. Reflectance spectroscopy: Quantitative analysis techniques for remote sensing applications. J. Geophys. Res. Space Phys. 1984, 89, 6329–6340. [Google Scholar] [CrossRef]
- Torr, P.; Zisserman, A. MLESAC: A New Robust Estimator with Application to Estimating Image Geometry. Comput. Vis. Image Underst. 2000, 78, 138–156. [Google Scholar] [CrossRef] [Green Version]
- Chang, C.-C.; Lin, C.-J. LIBSVM: A library for support vector machines. ACM Trans. Intell. Syst. Technol. 2011, 2, 1–27. [Google Scholar] [CrossRef]
- Bian, S.; Zhou, P.; Xu, J.; Zhang, J.; Shan, D. On-line detection device for high temperature forgings based on laser triangulation. J. Phys. 2021, 1885, 052035. [Google Scholar] [CrossRef]
- Sioma, A. Automated Control of Surface Defects on Ceramic Tiles Using 3D Image Analysis. Materials 2020, 13, 1250. [Google Scholar] [CrossRef] [Green Version]
- Sioma, A. 3D imaging methods in quality inspection systems. In Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments 2019; Romaniuk, R.S., Linczuk, M., Eds.; SPIE: Wilga, Poland, 2019; p. 91. ISBN 9781510630659. [Google Scholar]
- Al-Sarayreh, M.; Reis, M.M.; Yan, W.Q.; Klette, R. Detection of Red-Meat Adulteration by Deep Spectral–Spatial Features in Hyperspectral Images. J. Imaging 2018, 4, 63. [Google Scholar] [CrossRef] [Green Version]
- Boldrini, B.; Kessler, W.; Rebner, K.; Kessler, R.W. Hyperspectral Imaging: A Review of Best Practice, Performance and Pitfalls for in-line and on-line Applications. J. Near Infrared Spectrosc. 2012, 20, 483–508. [Google Scholar] [CrossRef]
- Ma, J.; Sun, D.-W.; Pu, H.; Cheng, J.-H.; Wei, Q. Advanced Techniques for Hyperspectral Imaging in the Food Industry: Principles and Recent Applications. Annu. Rev. Food Sci. Technol. 2019, 10, 197–220. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Class | OA of Single | Error of Single | F1-Score | Kappa |
|---|---|---|---|---|
| PA | 0.9969 | 0.0030 | 0.9975 | 0.9584 |
| PP | 0.9961 | 0.0380 | 0.9966 | 0.8781 |
| PS | 0.9861 | 0.0138 | 0.9794 | 0.9723 |
| Board type 1 | 0.9075 | 0.0924 | 0.9327 | 0.7950 |
| Board type 2 | 0.9560 | 0.0439 | 0.9755 | 0.9628 |
| Board type 3 | 0.9689 | 0.0311 | 0.9789 | 0.9325 |
| ecob 1 | 0.8936 | 0.1063 | 0.9240 | 0.9947 |
| ecob 2 | 0.7206 | 0.2793 | 0.7594 | 0.9947 |
| ecob 3 | 0.7764 | 0.2235 | 0.7948 | 0.9970 |
| ecob 4 | 0.9849 | 0.0150 | 0.9094 | 0.9745 |
| ecob 5 | 0.8100 | 0.1899 | 0.7931 | 0.9848 |
| ecob 6 | 0.7114 | 0.2885 | 0.7127 | 0.9890 |
| ecob 7 | 0.6595 | 0.3404 | 0.5831 | 0.9981 |
| Metrics | (a) Rule-Based (3D + HSI) | (b) SVM (HSI) |
|---|---|---|
| Overall Accuracy | 0.9824 | 0.8865 |
| Precision | 0.8812 | 0.7812 |
| Sensitivity | 0.8834 | 0.6576 |
| False Positive Rate | 0.0023 | 0.0124 |
| F1-Score | 0.8810 | 0.6956 |
| Kappa | 0.8672 | 0.2011 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polat, S.; Tremeau, A.; Boochs, F. Combined Use of 3D and HSI for the Classification of Printed Circuit Board Components. Appl. Sci. 2021, 11, 8424. https://doi.org/10.3390/app11188424
Polat S, Tremeau A, Boochs F. Combined Use of 3D and HSI for the Classification of Printed Circuit Board Components. Applied Sciences. 2021; 11(18):8424. https://doi.org/10.3390/app11188424
Chicago/Turabian StylePolat, Songuel, Alain Tremeau, and Frank Boochs. 2021. "Combined Use of 3D and HSI for the Classification of Printed Circuit Board Components" Applied Sciences 11, no. 18: 8424. https://doi.org/10.3390/app11188424
APA StylePolat, S., Tremeau, A., & Boochs, F. (2021). Combined Use of 3D and HSI for the Classification of Printed Circuit Board Components. Applied Sciences, 11(18), 8424. https://doi.org/10.3390/app11188424