
Decision Problem on Imperfect Inspections Combined under Two-Stage Inspection Policy


Abstract
:1. Introduction
- the paper proposes a new alternative two-stage inspection policy in which the second inspection stage can be imperfect;
- the mathematical model of the proposed policy is developed here and compared with the one-stage inspection policy;
- the application of the proposed policy is presented for the case study of a hydraulic cylinder seal;
- the range of decision variables deciding on predominance of the two-stage policy over the one-stage inspection policy is defined on the basis of the research;
- the rules are formulated; they may support decision-making when the cost-effective parameters of the two-stage policy are researched.
2. Literature Review
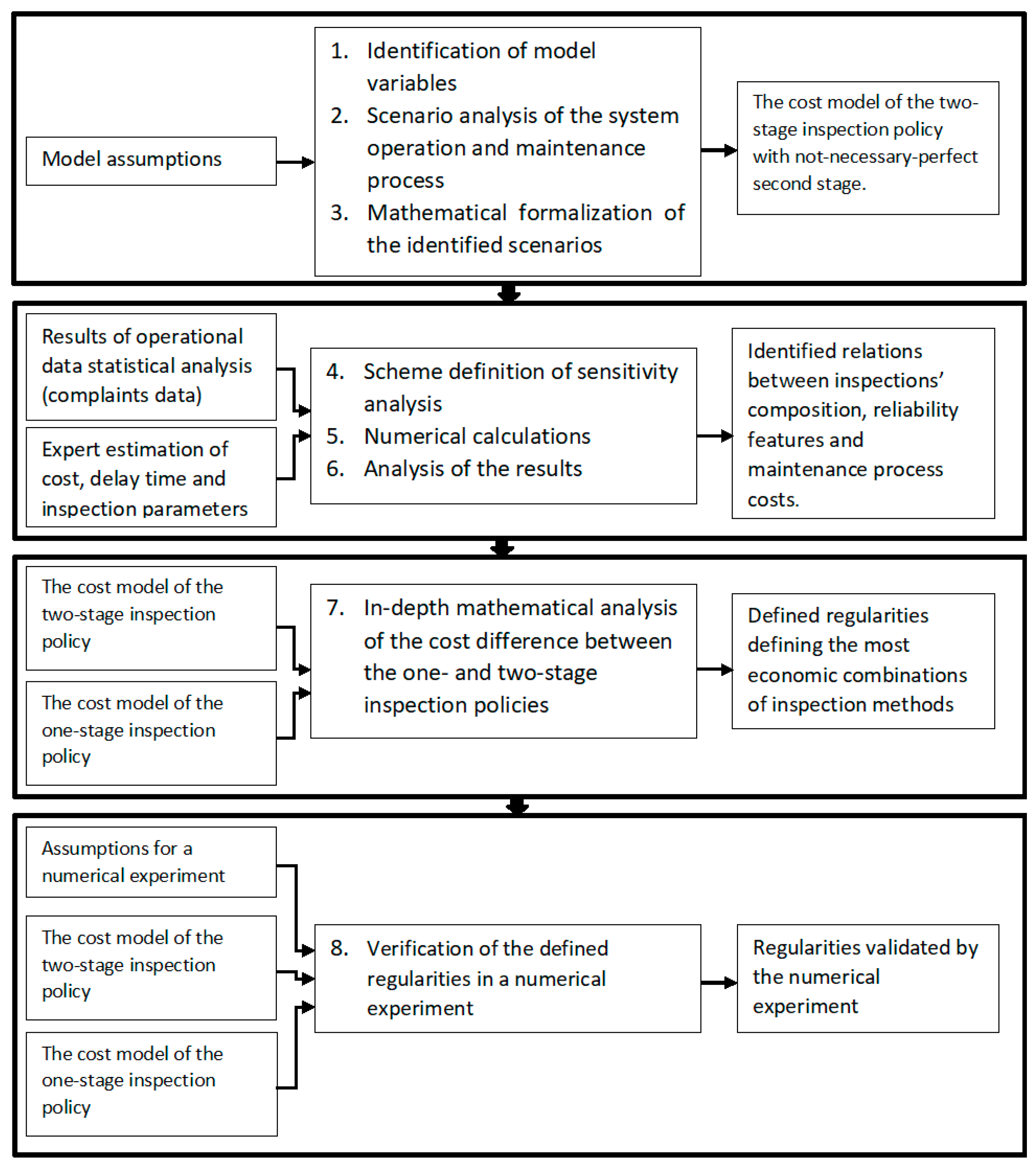
3. Two-Stage Inspection Policy with Imperfect Second Stage-Methodology
3.1. Assumptions and Notation
- The system in consideration is a one-unit system that may be in one of the three states: normal functioning, functioning with a defect that shows approaching failure and failed;
- To reveal a defect in the system, an inspection must be carried out, whilst the transition of the system to its failure state is observed instantaneously without any testing;
- There is more than one inspection method available in the system. They are called inspection methods/levels. These methods differ in cost and accuracy. The application of a lower-level inspection is cheaper and more prone to an incorrect positive diagnosis than a higher-level inspection. The methods are independent of each other;
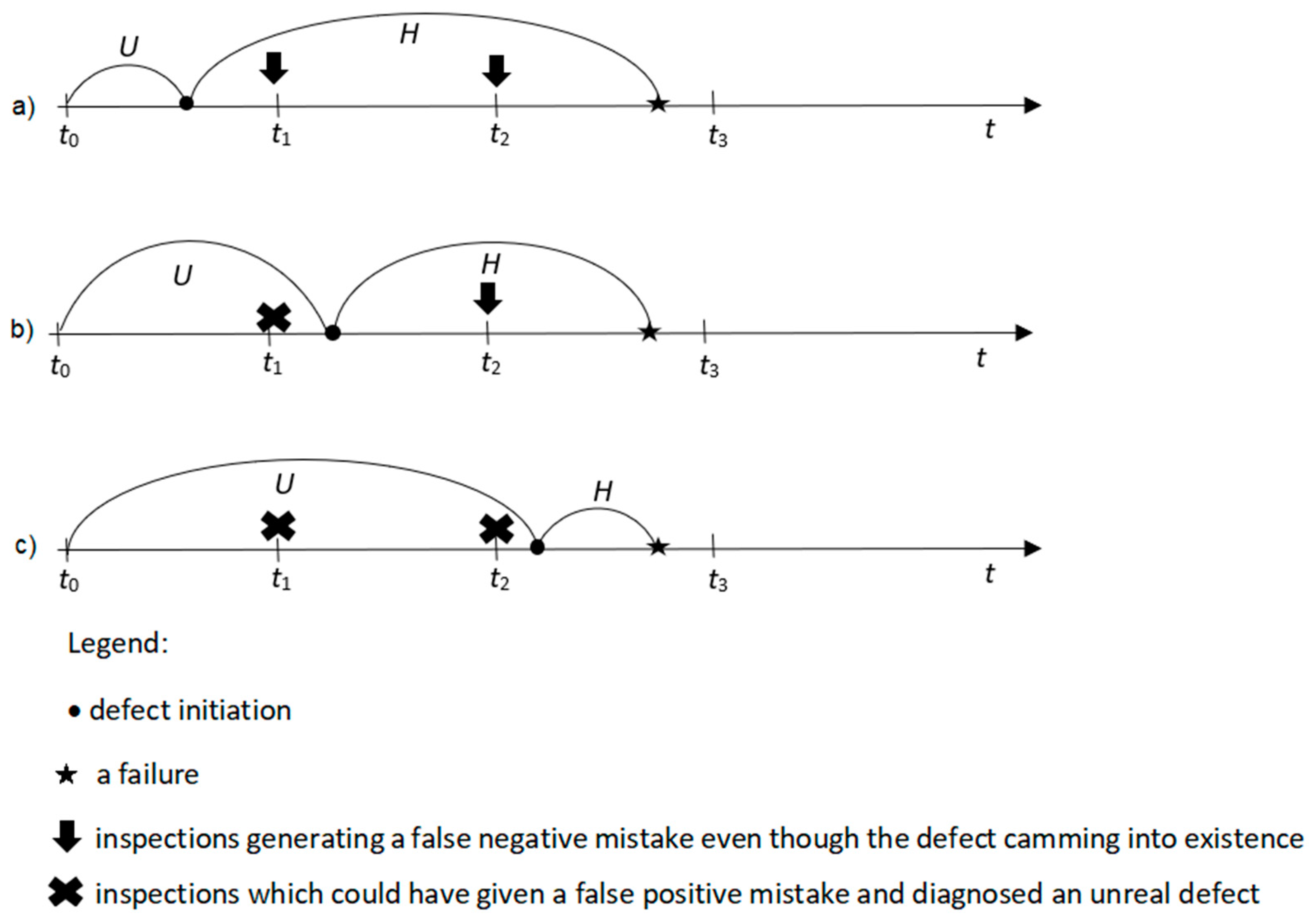
- The system is inspected every T period with an imperfect testing method chosen from the available ones, and that constitutes the first stage of inspection. If the first-stage inspection diagnoses a defect in the system, additional confirmation (the second stage of inspection) of this result with a higher-level method is carried out. If the defect really exists, the second-stage inspection cannot neglect it, but it can reveal a false positive diagnosis;
- The accuracy of a level/testing method is defined by the probability of a false positive and a false negative mistake. The probabilities are constant in time;
- If a defect is confirmed in the system, the system is perfectly renewed (replaced), and its new renewal cycle begins;
- Inspection and replacement times are negligible compared to the inspection interval and are not considered in the model;
- The inspection and maintenance process generates the cost of a system replacement, the cost of a system failure, and the inspection cost (dependent on an applied inspection level).
- Uβ–the random variable representing the duration of the normal functioning period;
- H–the random variable representing the delay time length;
- fU(x), FU(x)–respectively, the probability density (pdf) and the cumulative distribution (cdf) function of the variable U;
- fH(y), FH(y)–respectively, pdf and cdf of the variable H;
- T–the length of an inspection interval;
- i–the number of an inspection interval: i = 1, 2, 3, …, ∞;
- ti–the moment of i-th inspection ending the i-th inspection interval, ti = T * i;
- n_II_k–the number of n-th inspection method (level) applied in the k-th stage of an inspection, n = 1, 2, 3,…,N, k = 1, 2 if the two-stage policy is applied in the system;
- n_I_k–the number of n-th inspection method (level) applied in the k-th stage of an inspection, n = 1, 2, 3,…,N, k = 1 if the one-stage policy is applied in the system;
- αn_I_k, αn_II_k–respectively, the probability of a false positive diagnosis if the n-th level of inspection is applied in the k-th inspection stage of the one-stage or the two-stage inspection policy, αn_II_1 ≥ αn_II_2, αN_II_2 = 0;
- βn_I_k, βn_II_k–respectively, the probability of a false negative diagnosis if the n-th level of inspection is applied in the k-th inspection stage of the one-stage or the two-stage inspection policy. The dependency between the probability of errors and the real state of the system, for the example when the n-th inspection level is applied in the first inspection stage, is presented in Table 1;
- cF–the unit cost of a system failure;
- cIn_k–the unit cost of the n-th level inspection level used in the k-th stage of an inspection;
- cD–the unit cost of a system replacement;
- max{x, y}–maximum value of x and y.
3.2. Mathematical Model of Two-Stage Inspection Policy
- the defect appeared in the system during a previous inspection interval; however, it became undiscovered due to false negative inspections until the failure moment;
- the defect appeared after the (i-1)-th inspection, and the system failed during the same inspection interval.
- a defect appeared in the system during a previous inspection interval, however, it became undiscovered due to false negative inspections, and the system is still in the defective state at the moment ti;
- the defect came after the (i-1)-th inspection, and the system still operates at the moment ti.
4. Applicability of Two-Stage Inspection Policy to Piston Seal Diagnosing in Hydraulic Cylinder
4.1. Failure Process and Inspection Methods
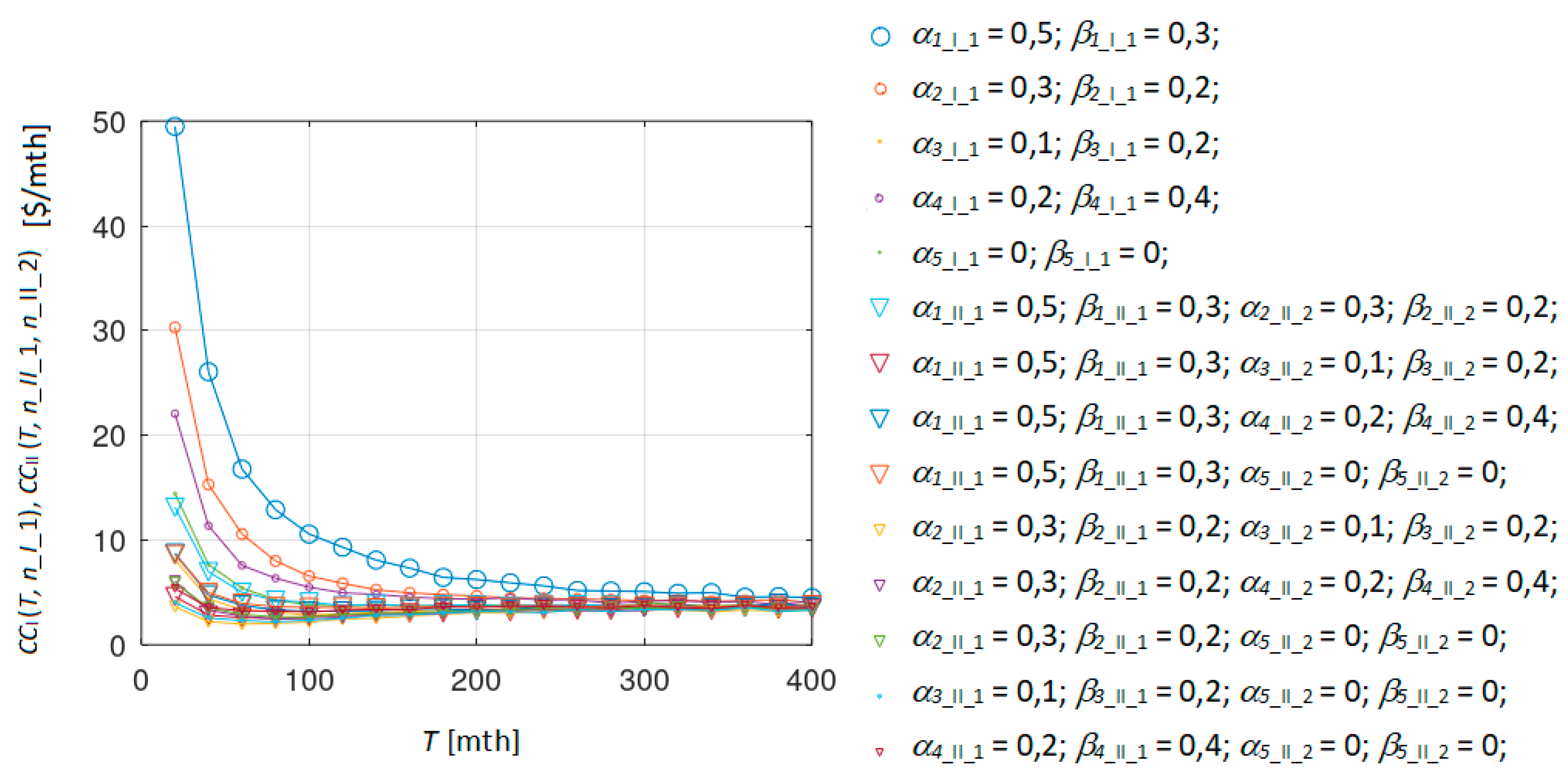
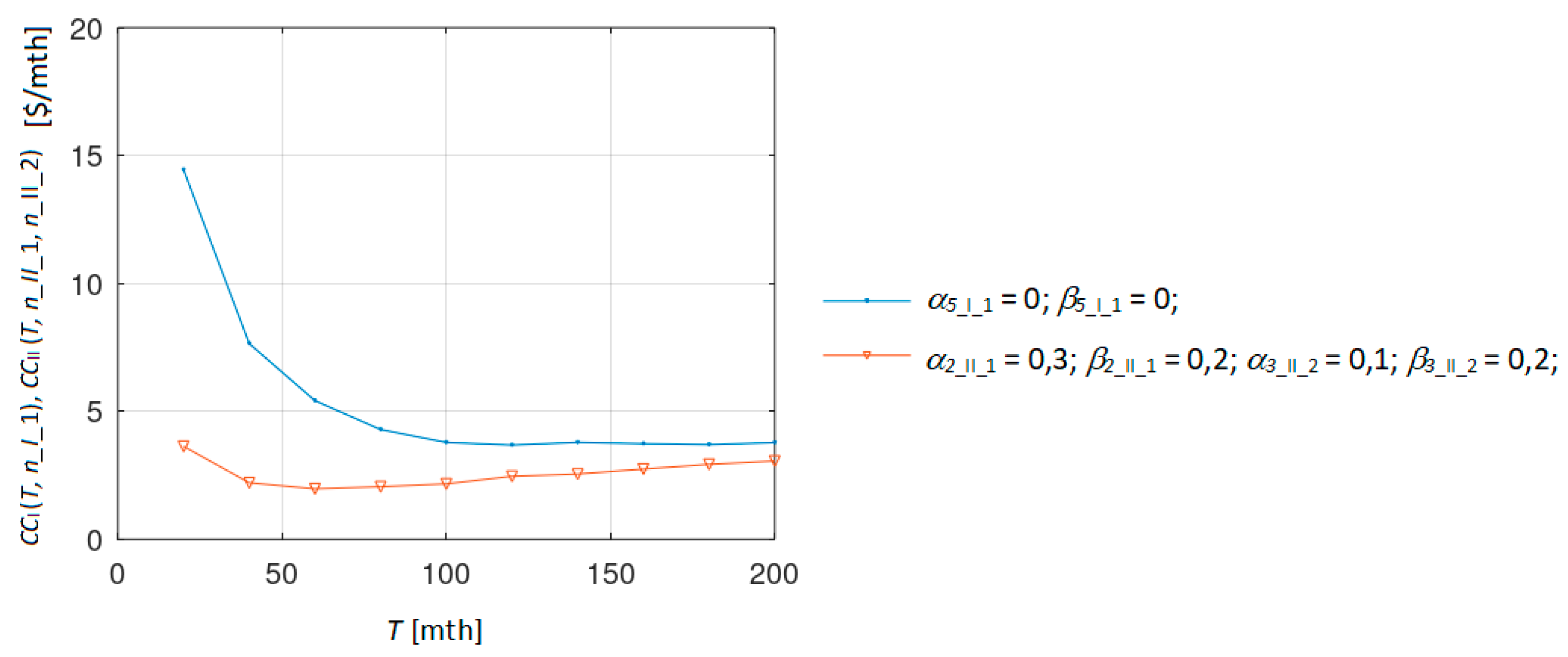
4.2. Application Results of Two-Stage Inspection Policy
5. Discussion
- the inspection interval of a system cannot be longer than the expected length of its delay-time, and this expected delay-time may be treated as the initial length of the inspection interval for the two-stage policy;
- the first stage of an inspection should use an imperfect testing method with low probability of false negative mistake only if its unit cost is lower than the cost of the available perfect method (if a perfect method exists);
- the inspection interval should be reduced ‘w’ times (for ‘w’ satisfying the condition: (βn_II_1)w ≈ 0) if n-th inspection method is applied as the first stage of the inspection;
- the necessary (but insufficient) condition for n-th method applied as the first inspection stage of the two-stage inspection policy to be more economic than m-th method is: cIn_n/Tn < cIn_m/Tm, where: cIn_n, cIn_m are unit costs of application of respectively n-th and m-th method, and Tn, Tm are the reduced inspection intervals respectively for n-th and m-th method;
- the second stage of an inspection should utilize the testing method with the low probability of false positive mistake;
- the necessary (but insufficient) condition for m-th method applied as the second inspection stage of the two-stage inspection policy to be more economic than p-th method is similar to the first stage condition: cIn_m/Tn < cIn_p/Tn. However, this time, the denominator of the expression must represent the inspection interval chosen for the needs of the first stage of the inspection.
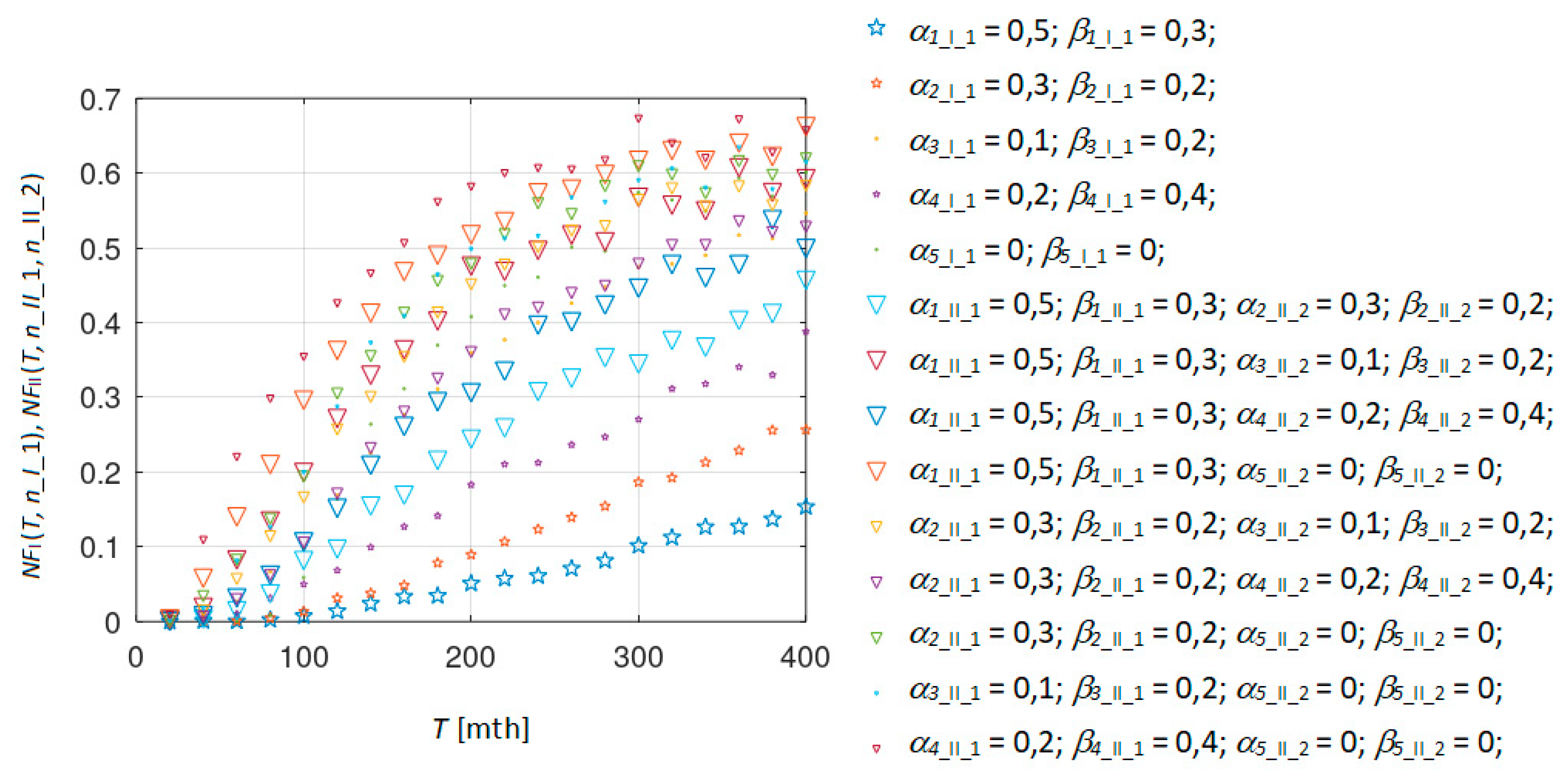
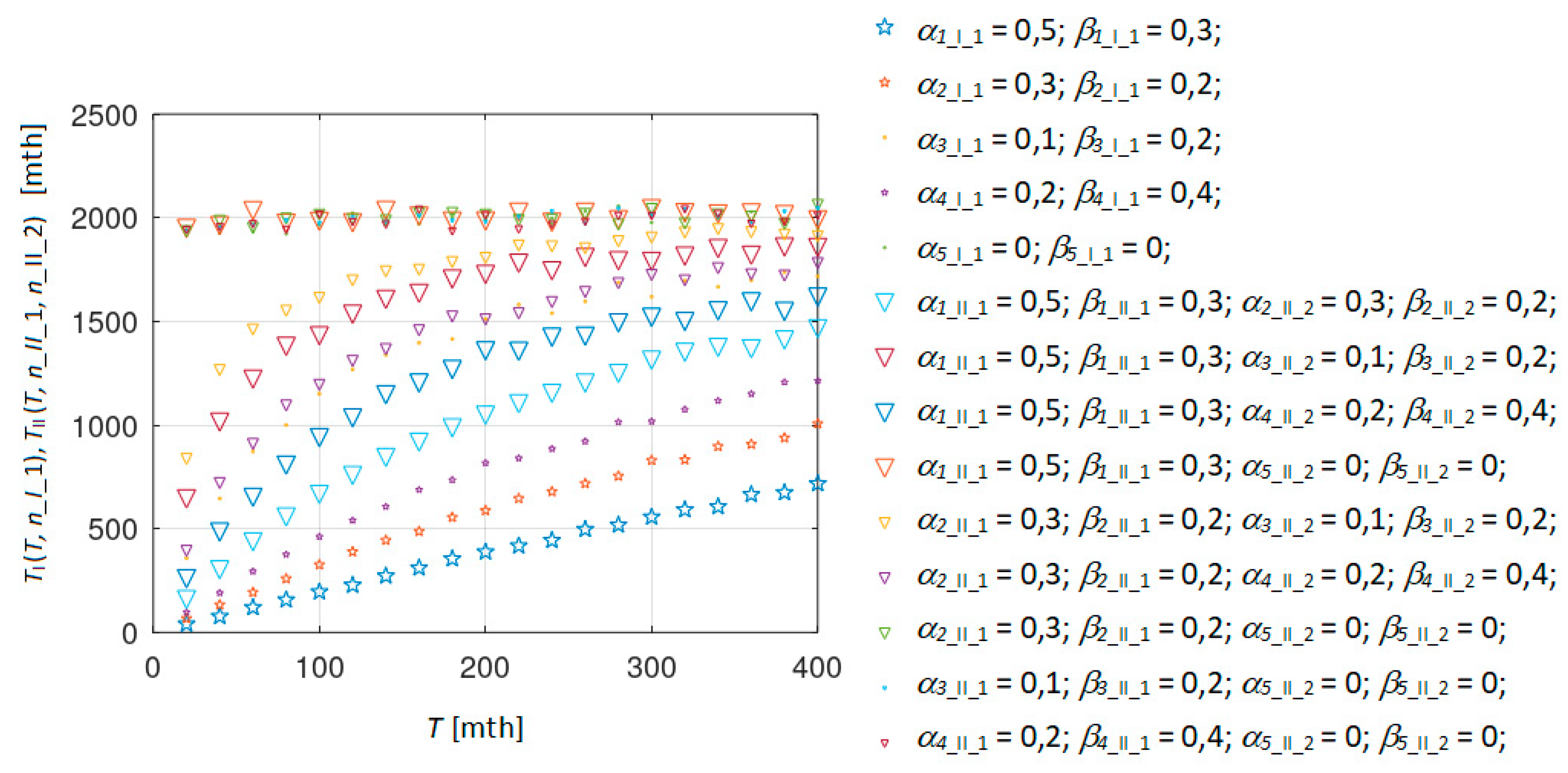
- there are three inspection methods that can be used separately as the one-stage inspection policy or jointly as the two-stage policy;
- the data on system reliability, costs, and accuracies of inspection methods are presented in Table 4. The unit cost of inspection was established as a function: cIn = 100·(1 − 2αn)·(1 − 2βn) to relate the inspection costs and its precision.
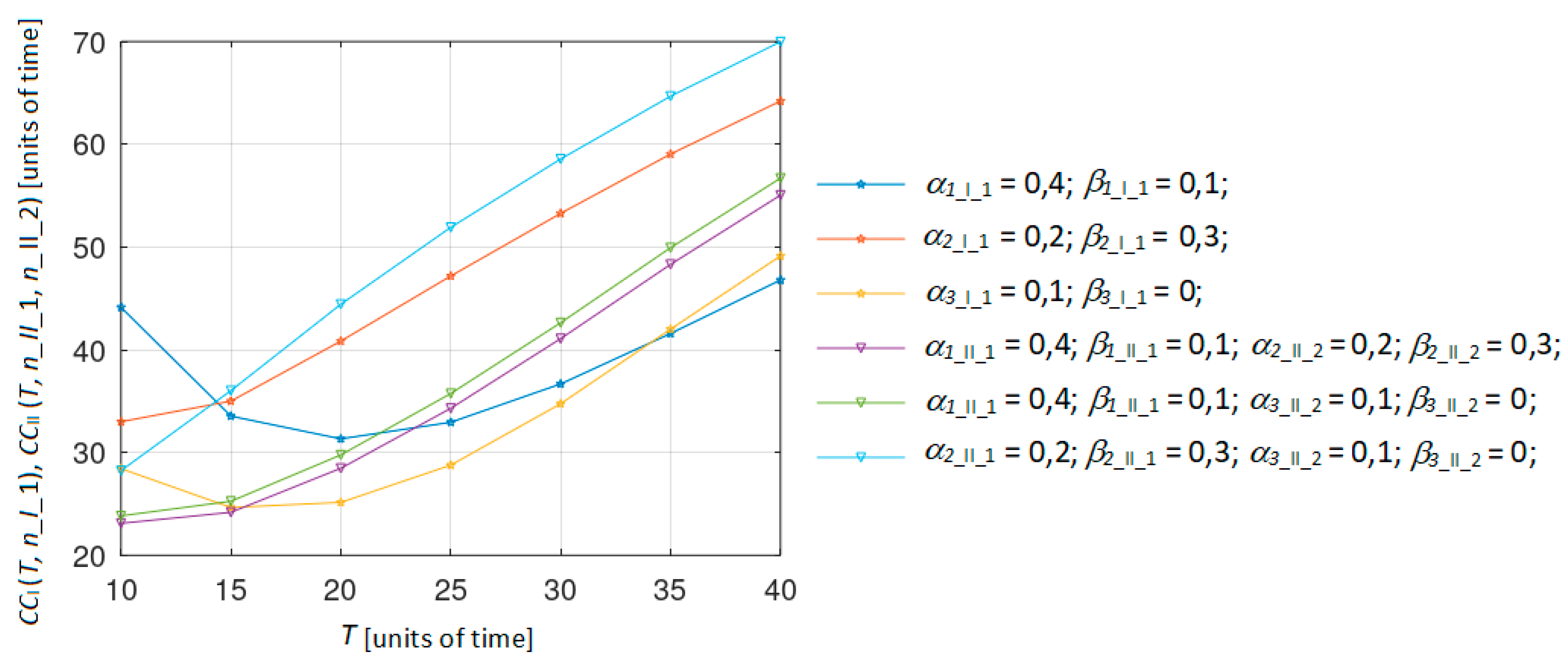
- If one decides to use the 3rd method, there is no need to reduce the initial inspection period because β3 = 0 and the near-the-best inspection period is T3 ≈ 30 [units of time], cIn3 = 80 [units of money] per this period, cIn3/T3 ≈ 2,7 [units of money/units of time];
- If one considers the application of the 1st method in the first stage of the inspection, the initial inspection interval should be reduced at least twice (w = 2) to decrease the probability of defect overlooking: β1w = β12 = 0,01 ≈ 0, T1 ≈ 15 [units of time], cIn1 = 16 [units of money] per this period and cIn1/T1 ≈ 1,05 [units of money/units of time]. If the inspection period is reduced three times (w = 3): β1w = β13 = 0,001 ≈ 0, T1 ≈ 10 [units of time], cIn1 = 16 [units of money] per this period and cIn1/T1 ≈ 1,6 [units of money/units of time].
- The false positive mistake from the combination of the 1st method applied in the first stage and 2nd method in the second stage is: α1·α2 = 0,4·0,2 = 0,08 with the additional unit cost cIn2 = 24 [units of money] per every T1 ≈ 15 [units of time], cIn2/T1 = 1,6 [units of money/units of time] or per T1 ≈ 10 [units of time], cIn2/T1 = 2,4 [units of money/units of time]. The length of T1 depends on the chosen inspection interval for the first stage of an inspection;
- The false positive mistake of the combination of 1st and 3rd methods is: α1·α3 = 0,4·0,1 = 0,04 with the additional unit cost cn2 = 80 [units of money] per every T1 ≈ 15 [units of time], cIn3/T1 ≈ 5,33 [units of money/units of time] or per T1 ≈ 10 [units of time], cIn3/T1 ≈ 8 [units of money/units of time].
6. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, W. An overview of the recent advances in delay-time-based maintenance modelling. Reliab. Eng. Syst. Saf. 2012, 106, 165–178. [Google Scholar] [CrossRef]
- Christer, A.H. Innovative Decision Making. In Proceedings of the NATO Conference on the Role and Effectiveness of Theories of Decision in Practice, Luxembourg, August 1973; Bowen, K.C., White, D.J., Eds.; Hodder and Stoughton: London, UK, 1976; pp. 368–377. [Google Scholar]
- Christer, A.H. Developments in delay time analysis for modelling plant maintenance. J. Oper. Res. Soc. 1999, 50, 1120–1137. [Google Scholar] [CrossRef]
- Werbińska-Wojciechowska, S. Technical System Maintenance: Delay-Time-Based Modelling; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Christer, A.H. A Review of Delay Time Analysis for Modelling Plant Maintenance. In Stochastic Models in Reliability and Maintenance; Osaki, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2002. [Google Scholar] [CrossRef]
- Sullivan, G.; Pugh, R.; Melendez, A.P.; Hunt, W.D. Operations & Maintenance Best Practices—A Guide to Achieving Operational Efficiency (Release 3). Technical Report; Pacific Northwest National Laboratory: Richland, WA, USA, 2010. [Google Scholar] [CrossRef] [Green Version]
- Farahani, A.; Wallbaum, H.; Dalenbäck, J.O. Optimized maintenance and renovation scheduling in multifamily buildings—A systematic approach based on condition state and life cycle cost of building components. Constr. Manag. Econ. 2019, 37, 39–155. [Google Scholar] [CrossRef] [Green Version]
- Grosso, R.; Mecca, U.; Moglia, G.; Prizzon, F.; Rebaudengo, M. Collecting Built Environment Information Using UAVs: Time and Applicability in Building Inspection Activities. Sustainability 2020, 12, 4731. [Google Scholar] [CrossRef]
- Seyedhosseini, S.M.; Moakedi, H.; Shahanaghi, K. Imperfect inspection optimization for a two-component system subject to hidden and two-stage revealed failures over a finite time horizon. Reliab. Eng. Syst. Saf. 2018, 174, 141–156. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, X.; Fang, Y.; Chen, S. UAV Low Altitude Photogrammetry for Power Line Inspection. Int. J. Geo-Inf. 2017, 6, 14. [Google Scholar] [CrossRef]
- Hallermann, N.; Morgenthal, G. Visual inspection strategies for large bridges using Unmanned Aerial Vehicles (UAV). In Proceedings of the 7th IABMAS, International Conference on Bridge Maintenance, Safety and Management, Shanghai, China, 7–11 July 2014; pp. 661–667. [Google Scholar]
- Kuboki, N.; Takata, S. Selecting the Optimum Inspection Method for Preventive Maintenance. Procedia CIRP 2019, 80, 512–517. [Google Scholar] [CrossRef]
- Garrido, I.; Lagüela, S.; Otero, R.; Arias, P. Thermographic methodologies used in infrastructure inspection: A review—data acquisition procedures. Infrared Phys. Technol. 2020, 111, 2–16. [Google Scholar] [CrossRef]
- Costin, A.; Adibfar, A.; Hu, H.; Chen, S.S. Building Information Modelling (BIM) for transportation infrastructure—Literature review, applications, challenges, and recommendations. Autom. Constr. 2018, 94, 257–281. [Google Scholar] [CrossRef]
- Cai, J.; Zuo, H.F.; Xu, Y.M. Maintenance Cost Analysis under Different Inspection Levels for Aircraft Structure. In Proceedings of the 2010 Prognostics & Health Management Conference, Macau, China, 12–14 January 2010; pp. 1–7. [Google Scholar] [CrossRef]
- Wang, W.; Zhao, F.; Peng, R. A preventive maintenance model with a two-level inspection policy based on a three-stage failure process. Reliab. Eng. Syst. Saf. 2014, 121, 207–220. [Google Scholar] [CrossRef]
- Wang, W. A model of multiple nested inspections at different intervals. Comput. Oper. Res. 2010, 27, 539–558. [Google Scholar] [CrossRef]
- Wang, W. An inspection model for a process with two types of inspections and repairs. Reliab. Eng. Syst. Saf. 2009, 94, 526–533. [Google Scholar] [CrossRef]
- Sheils, E.; O’Connor, A.; Breysse, D.; Schoefs, F.; Yotte, S. Development of a two-stage inspection process for the assessment of deteriorating infrastructure. Reliab. Eng. Syst. Saf. 2010, 95, 182–194. [Google Scholar] [CrossRef] [Green Version]
- Hao, S.; Yang, J.; Berenguer, C. Condition-based maintenance with imperfect inspections for continuous degradation processes. Appl. Math. Model. 2020, 86, 311–334. [Google Scholar] [CrossRef]
- Berrade, M.D.; Cavalcante, C.A.V.; Scarf, P.A. Maintenance scheduling of a protection system subject to imperfect inspection and replacement. Eur. J. Oper. Res. 2012, 218, 716–725. [Google Scholar] [CrossRef]
- Berrade, M.D.; Cavalcante, C.A.V.; Scarf, P.A. Modelling imperfect inspection over a finite horizon. Reliab. Eng. Syst. Saf. 2013, 111, 18–29. [Google Scholar] [CrossRef]
- Wang, W.; Wang, H. Preventive replacement for systems with condition monitoring and additional manual inspections. Eur. J. Oper. Res. 2015, 247, 459–471. [Google Scholar] [CrossRef]
- Berrade, M.D.; Scarf, P.A.; Cavalcante, C.A.V.; Dwight, R.A. Imperfect inspection and replacement of a system with a defective state: A cost and reliability analysis. Reliab. Eng. Syst. Saf. 2013, 120, 80–87. [Google Scholar] [CrossRef]
- Parmigiani, G. Optimial inspection and replacement policies with age-dependent failures and fallible tests. J. Oper. Res. Soc. 1993, 44, 1105–1114. [Google Scholar] [CrossRef]
- Berrade, M.D. A two-phase inspection policy with i perfect testing. Appl. Math. Model. 2012, 36, 108–114. [Google Scholar] [CrossRef]
- Ge, E.; Li, Q.; Zhang, G. Condition-based Maintenance Policy under Imperfect Inspection using Monte-Carlo Simulation. Appl. Mech. Mater. 2012, 201–202, 955–958. [Google Scholar] [CrossRef]
- Flage, R. A delay time model with imperfect and failure-inducing inspections. Reliab. Eng. Syst. Saf. 2014, 124, 1–12. [Google Scholar] [CrossRef]
- Cavalcante, C.A.V.; Scarf, P.A.; Berrade, M.D. Imperfect inspection of a system with unrevealed failure and an unrevealed defective state. IEEE Trans. Reliab. 2019, 68, 764–775. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Hu, H.; Wang, Y.; Wu, W.; He, P. The availability models and parameters estimation for the delay time model with imperfect maintenance at inspection. Appl. Math. Model. 2011, 35, 2855–2863. [Google Scholar] [CrossRef]
- Driessen, J.P.C.; Peng, H.; van Houtum, G.J. Maintenance optimization under non-constant probabilities of imperfect inspections. Reliab. Eng. Syst. Saf. 2017, 165, 115–123. [Google Scholar] [CrossRef] [Green Version]
- Berrade, M.D.; Scarf, P.A.; Cavalcante, C.A.V. A study of postponed replacement in a delay time model. Reliab. Eng. Syst. Saf. 2017, 168, 70–79. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Ye, Z.; Lee, C.; Yang, S.; Peng, R. A two-phase preventive maintenance policy considering imperfect repair and postponed replacement. Eur. J. Oper. Res. 2019, 274, 966–977. [Google Scholar] [CrossRef]
- Cavalcante, C.A.V.; Scarf, P.A.; de Almeida, A.T. A study of a two-phase inspection policy for a preparedness system with a defective state and heterogeneous lifetime. Reliab. Eng. Syst. Saf. 2011, 96, 627–635. [Google Scholar] [CrossRef]
- Geara, C.; Faddoul, R.; Chateauneuf, A.; Raphael, W. Hybrid inspection-monitoring approach for optimal maintenance planning. Struct. Infrastruct. Eng. 2020, 16, 1551–1561. [Google Scholar] [CrossRef]
- He, K.; Maillart, L.M.; Prokopyev, O.A. Scheduling Preventive Maintenance as a Function of an Imperfect Inspection Interval. IEEE Trans. Reliab. 2015, 64, 983–995. [Google Scholar] [CrossRef]
- Liu, B.; Zhao, X.; Yeh, R.-H.; Kuo, W. Imperfect inspection policy for systems with mulitiple correlated degradation processes. IFAC-PapersOnLine 2016, 49-12, 1377–1382. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, C.J. Dynamic reliability assessment for nonrepairable multistate systems by aggregating multilevel imperfect inspection data. IEEE Trans. Reliab. 2017, 66, 281–297. [Google Scholar] [CrossRef]
- Jodejko-Pietruczuk, A.; Werbińska-Wojciechowska, S. A delay-time model with imperfect inspections for multi-unit systems. J. KONBiN 2012, 23, 157–172. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Carr, M.; Chow, T.; Pecht, M. A two-level inspection model with technological insertions. IEEE Trans. Reliab. 2012, 61, 479–490. [Google Scholar] [CrossRef]
- Zhang, F.; Shen, J.; Liao, H.; Ma, Y. Optimal preventive maintenance policy for a system subject to two-phase imperfect inspections. Reliab. Eng. Syst. Saf. 2021, 205, 107254. [Google Scholar] [CrossRef]
- Liao, B.; Sun, B.; Yan, M.; Ren, Y.; Zhang, W.; Zhou, K. Time-Variant Reliability Analysis for Rubber O-Ring Seal Considering Both Material Degradation and Random Load. Materials 2017, 10, 1211. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shanbhag, V.V.; Meyer, T.J.J.; Caspers, L.W.; Schlanbusch, R. Failure Monitoring and Predictive Maintenance of Hydraulic Cylinder—State-of-the-Art Review. IEEE/ASME Trans. Mechatron. 2020. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Real state of the System | Probability that the System Is Diagnosed as | |
|---|---|---|
| Good | Defected | |
| Good | 1-αn_II_1 | αn_II_1 |
| Defected | βn_II_1 | 1-βn_II_1 |
| n | The method | αn | βn | cIn [$] |
|---|---|---|---|---|
| 1 | the measurement of oil temperature after completing ‘normal shift’ in the oil tank with the threshold level of 70 °C | 0,5 | 0,3 | 5 |
| 2 | periodic measurement of the one-week energy consumption by a machine where a cylinder is installed | 0,3 | 0,2 | 10 |
| 3 | the temperature measurement of the cylinder surface by a temperature sensor mounted on the surface, executed after a standardized procedure of machine operation with the threshold level of 80 °C | 0,1 | 0,2 | 50 |
| 4 | the temperature measurement of the cylinder surface by a thermovision camera executed after a standardized procedure of machine operation with the threshold level of 70 °C | 0,2 | 0,4 | 30 |
| 5 | disassembly the cylinder and detailed visual inspection of the sealing | 0 | 0 | 300 |
| Notation | Description | Value |
|---|---|---|
| AU | The shape parameter of Weibull probability distribution modelling the period of normal functioning | 1,6 |
| BU | The scale parameter of Weibull probability distribution modelling the period of normal functioning | 2148 [mth] |
| AH | The shape parameter of Weibull probability distribution modelling the period of the defective state (the delay time) | 10 |
| BH | The scale parameter of Weibull probability distribution modelling the period of the defective state (the delay time) | 100 [mth] |
| cF | The unit cost of a failure | 10,000 [$] |
| cD | The unit cost of preventive maintenance | 2000 [$] |
| Notation | Description | Value |
|---|---|---|
| AU | The shape parameter of Weibull probability distribution modelling the period of normal functioning | 3,5 |
| BU | The scale parameter of Weibull probability distribution modelling the period of normal functioning | 70 [units of time] |
| AH | The shape parameter of Weibull probability distribution modelling the delay time length | 3,5 |
| BH | The scale parameter of Weibull probability distribution modelling the delay time length | 30 [units of time] |
| cF | The unit cost of a failure | 10,000 [money units] |
| cD | The unit cost of a preventive replacement | 1000 [money units] |
| α1 | The probability of false positive error of the 1st inspection method | 0,4 |
| β1 | The probability of false positive error of the 1st inspection method | 0,1 |
| cIn1 | The unit cost of the 1st inspection method | 16 |
| α2 | The probability of false positive error of the 2nd inspection method | 0,2 |
| β2 | The probability of false positive error of the 2nd inspection method | 0,3 |
| cIn2 | The unit cost of the 2nd inspection method | 24 |
| α3 | The probability of false positive error of the 3rd inspection method | 0,1 |
| β3 | The probability of false positive error of the 3rd inspection method | 0 |
| cIn3 | The unit cost of the 3rd inspection method | 80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jodejko-Pietruczuk, A. Decision Problem on Imperfect Inspections Combined under Two-Stage Inspection Policy. Appl. Sci. 2021, 11, 9348. https://doi.org/10.3390/app11199348
Jodejko-Pietruczuk A. Decision Problem on Imperfect Inspections Combined under Two-Stage Inspection Policy. Applied Sciences. 2021; 11(19):9348. https://doi.org/10.3390/app11199348
Chicago/Turabian StyleJodejko-Pietruczuk, Anna. 2021. "Decision Problem on Imperfect Inspections Combined under Two-Stage Inspection Policy" Applied Sciences 11, no. 19: 9348. https://doi.org/10.3390/app11199348
APA StyleJodejko-Pietruczuk, A. (2021). Decision Problem on Imperfect Inspections Combined under Two-Stage Inspection Policy. Applied Sciences, 11(19), 9348. https://doi.org/10.3390/app11199348