
System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning

 ,
,  ,
,  ,
,  ,
,
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Aggregate Planning of the Production Staff
- Overtime—the company can temporarily increase the production capacity without increasing the costs or hiring employees through ordering or asking them to work a certain amount of hours daily or days weekly.
- Training for several working positions—the employees trained for several working positions are able to carry out several operations at the same time and this fact brings a certain flexibility of the production capacity planning.
- Part-time employees—the utilisation of the part-time employees or casual workers (the employees who are considered permanent employees, however, they are used only when they are necessary and usually without the benefits of the workers with permanent jobs) can change the production capacity and solve the fluctuation of the demand [31].
- Hiring employees/unpaid leave—the balance between the production capacity and demand can be maintained through hiring additional workers when it is necessary and unpaid leave when the employees are not currently utilised for fulfilling the company´s demand.
- The current manufacturing enterprises utilise two basic strategies for their aggregate plans—the synchronisation and emancipation strategies. They can be used individually or in a combination.
- The synchronisation strategy—utilises covering the production capacity and demand from period to period. This causes frequent hiring processes, making redundant or unpaid leaves, dissatisfied and uncertain employees, increased costs for storing residual inventories, problems with the Trade Unions and unstable utilisation of the manufacturing equipment. On the other hand, it means high flexibility of the company. The main advantage of the synchronisation strategy is that it allows keeping minimal inventories and it means big savings for some companies. The majority of the enterprises working on the “just-in-time” basis use the synchronisation strategy also for the aggregate planning.
2.2. Mathematical Approach to Aggregate Planning
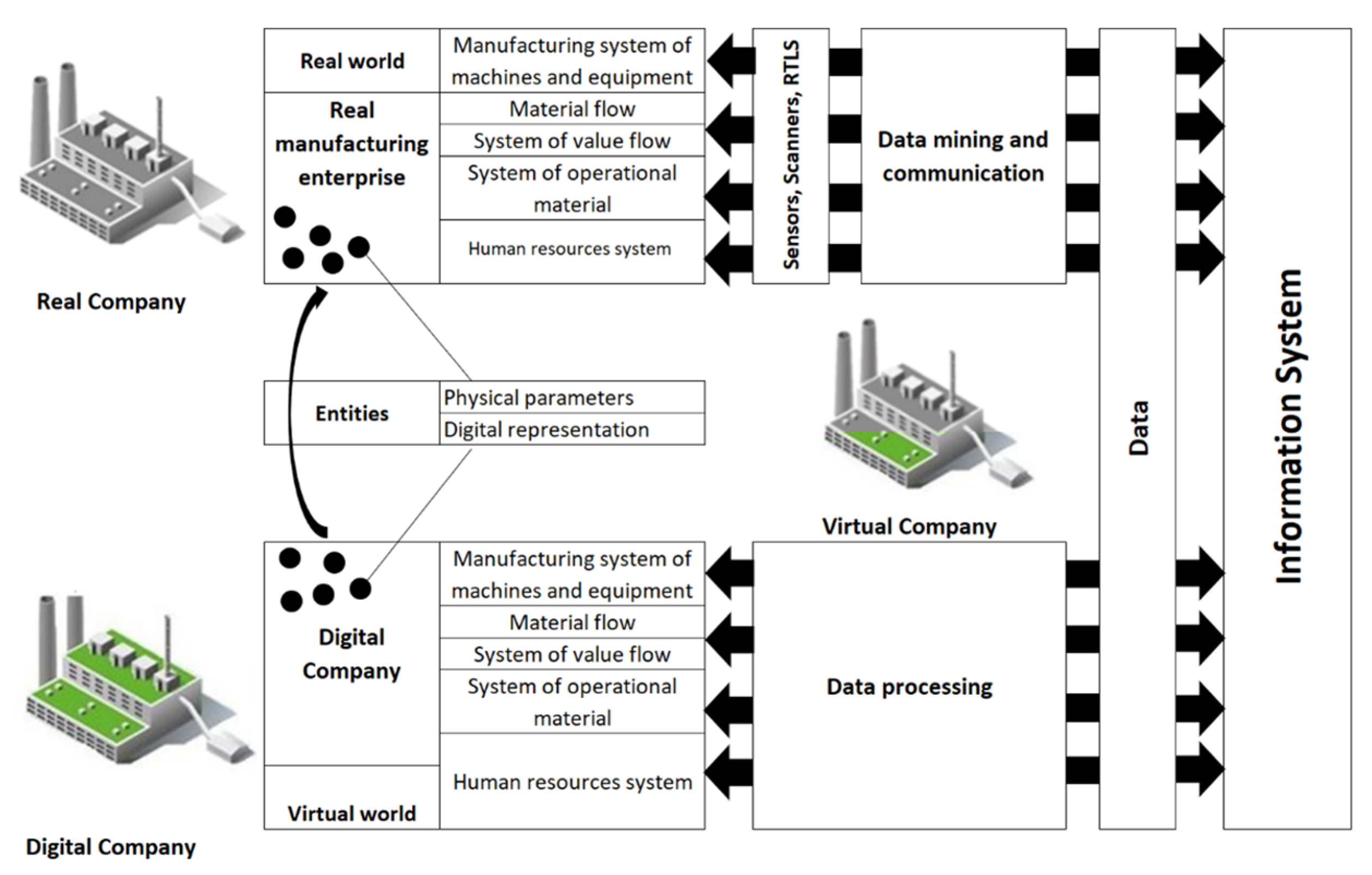
2.3. Virtual Data Production Model in the Digital Twin Concept
- The introductory stage—acquiring the basic knowledge about the manufacturing assortment for which the production layout is being designed.
- The project structure—this stage describes two basic activities—the definition of the manufacturing product and the current state analysis.
- The process planning—the main part is created by processing the knowledge about the manufacturing processes.
- The resource structure—creating the flow diagram dealing with complex analysis and realisation of the structure of the manufacturing system resources.
- The realisation of the manufacturing layout—creating a digital model on the basis of findings from the previous stages.
- The technological procedures, job designs of the manufacturing plan, cycle times of the machines.
- The trial procedures and lists of the measurement devices for production.
- The setup plans and instruction relating to the life span of individual tools.
- The working instructions and working procedures for the machine operators.
- The competencies of the operators, the dot plan.
- The matrix of the machine set up with requirements on time.
- The autonomous maintenance plan at the workplaces.
- Inaccurate planning due to inexact or incomplete data.
- The missing or inhomogeneous software and rules, shortages in the information flow.
- The human errors resulting from an inappropriate working system, missing rules.
- The overdimensioned/underdimensioned capacities (employees, handling technique, surfaces).
- The difficult acquisition of the data, the insufficient validity and timeliness of the information.
- The undefined valid regulations or only partial ones, missing rules, an insufficient overview about the information flow across the supporting departments.
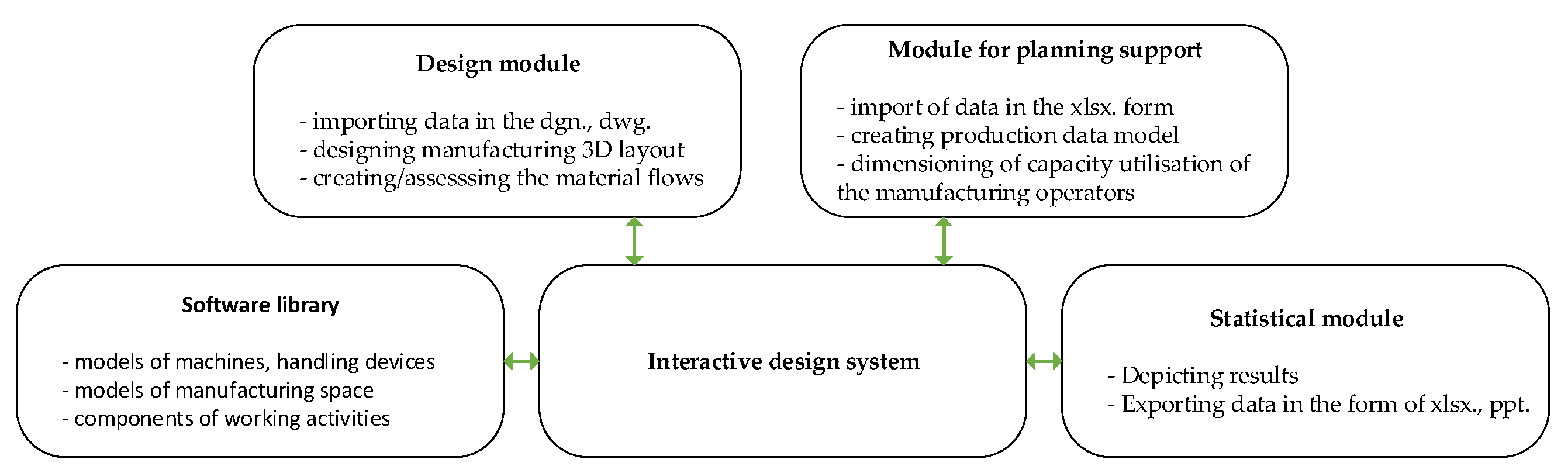
2.4. Interactive Design System
3. Results
3.1. Implementation of Parametric Modelling of Manufacturing Staff’s Utilisation
- We determined the possibility of interconnecting the solution with the planned software for creating the 3D layouts as one of the key requirements.
- The possibility to specify the layout solution maintaining the variedness of the created manufacturing systems and possible demands that are placed on them. In the framework of the created parametric model, it is important to implement the possibility of adjusting the parameters or a closer specification of the searched solution to acquire results of a higher quality.
- The utilisation of the parametric data production model, the core of the solution will utilise the database of the determined activities (components) of the manufacturing staff. The activities have time requirements specified by the MTM UAS methodology.
- The record and visualisation of the outputs—in the framework of setting up the model—are to be handed over to the user briefly and clearly. After completion, it is also necessary to visualise the achieved solution in a suitable way.
- The transparency and simplicity of the user interface, entering the input data and specification of the required solution should be listed in a transparent way according to individual sections and has to be simple for usage.
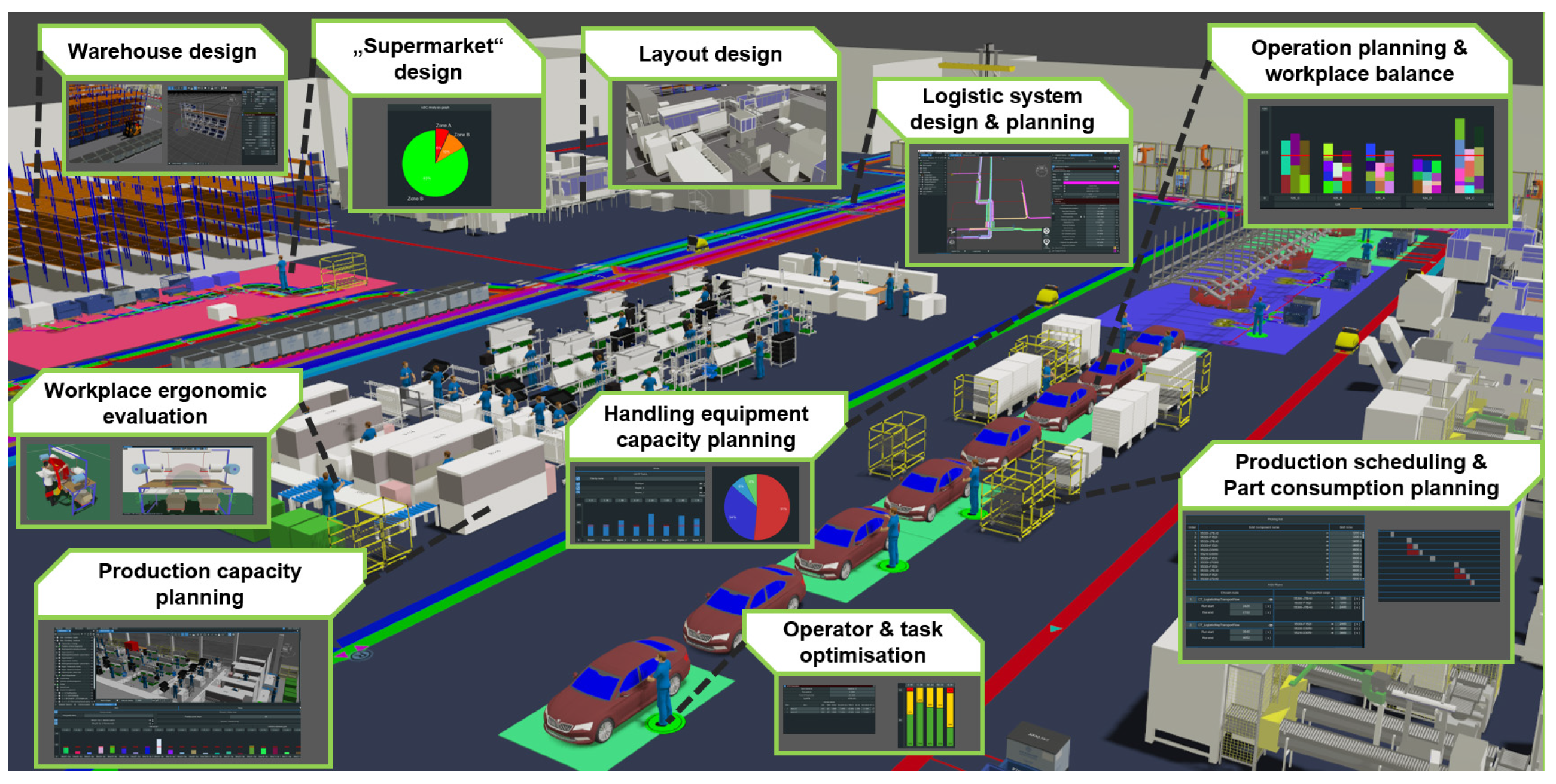
3.2. Creating the Digital Model of Production Layout
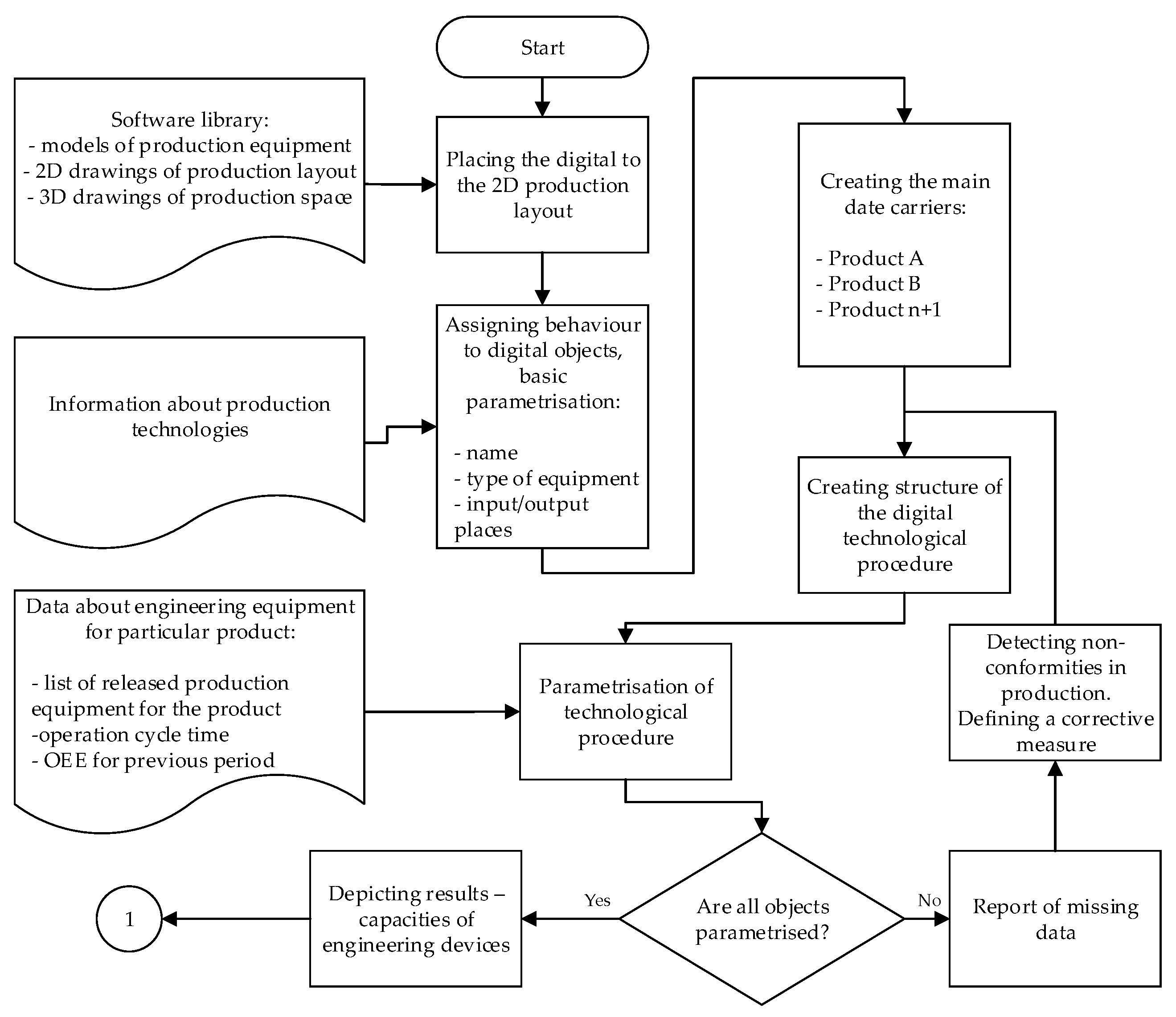
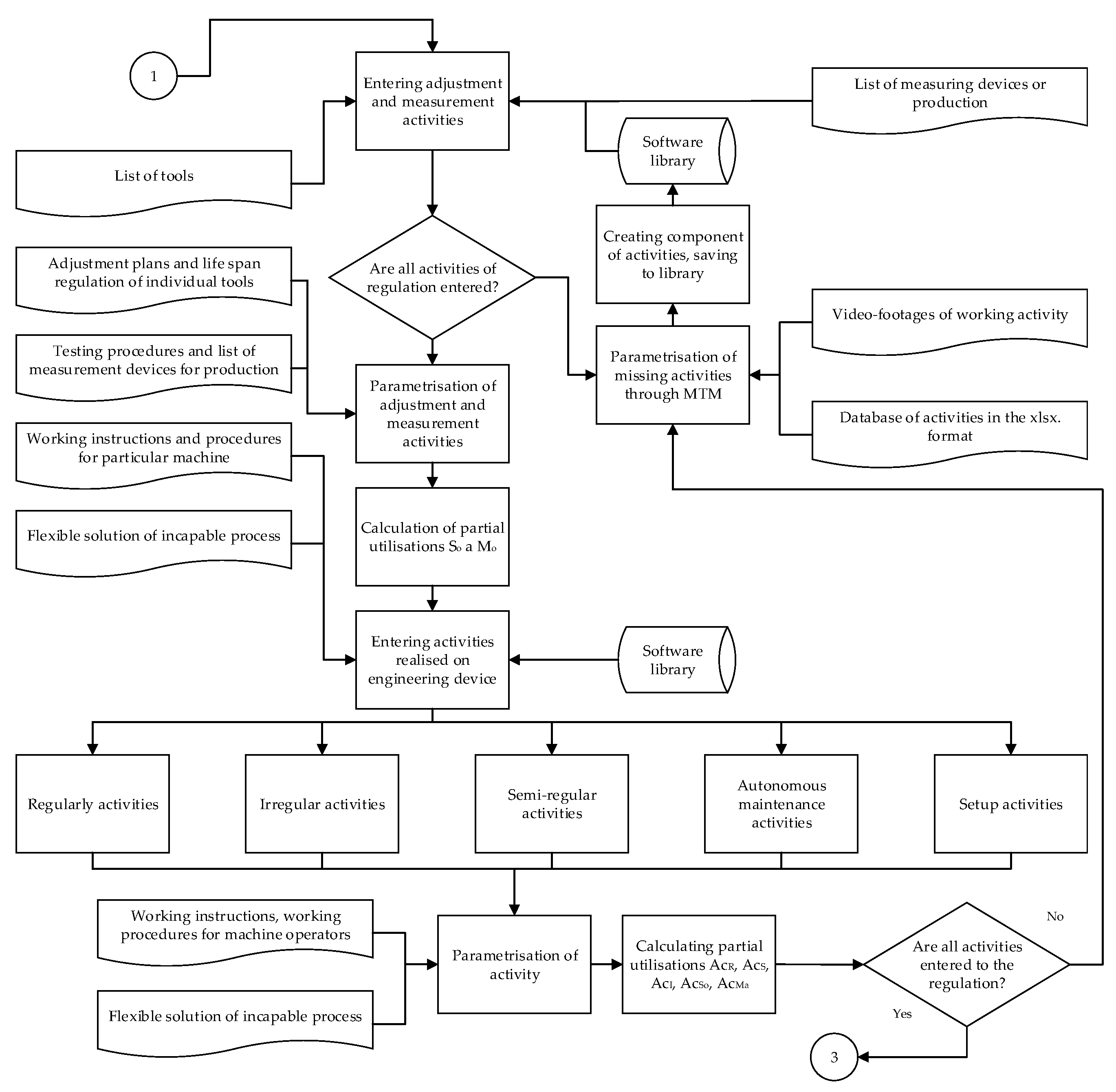
3.3. Creating Parametric Data Model of Production Process
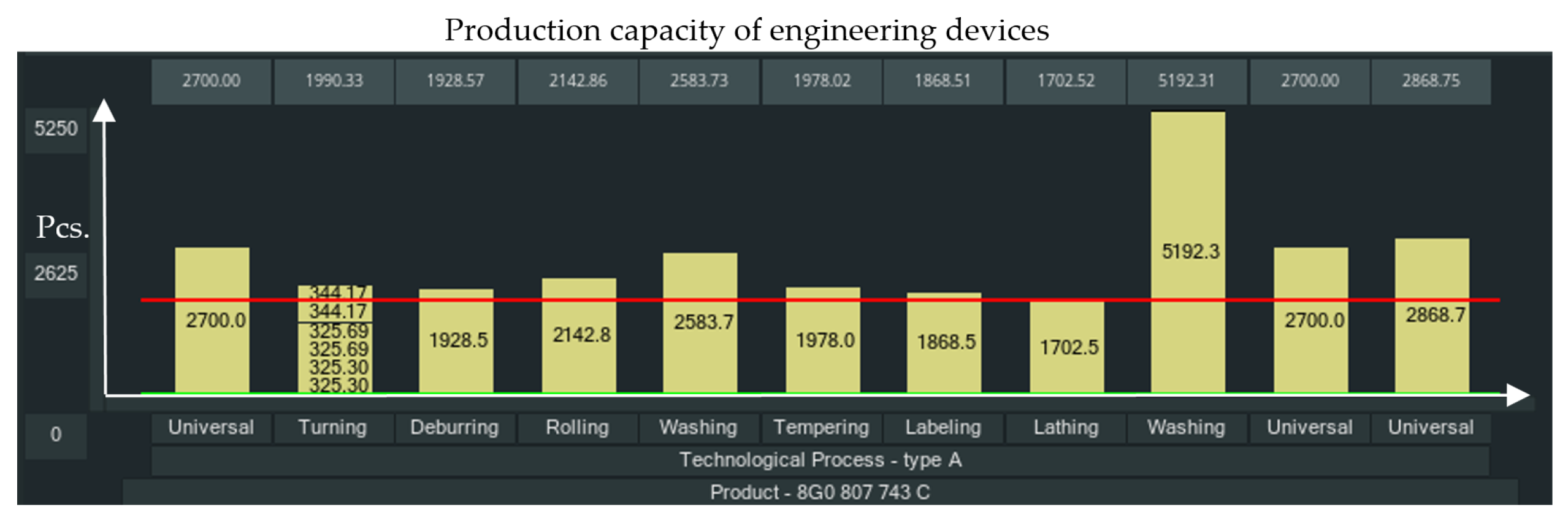
- The regular activities (), the activities bound with the production volume—loading/unloading the line, clamping the piece to the machine, to the pallet; visual inspection of how the piece is machined.
- The semi-regular activities (). After a certain amount of the pieces checking a sample (e.g., the hardening process, etc.).
- The irregular activities (), the activities that are not changed with the production volume. The service activities at the workplace, morning meeting with the manager.
- The SMED activities (), activities of setting up the machine to another product.
- The autonomous maintenance activities (), maintenance time per shift.
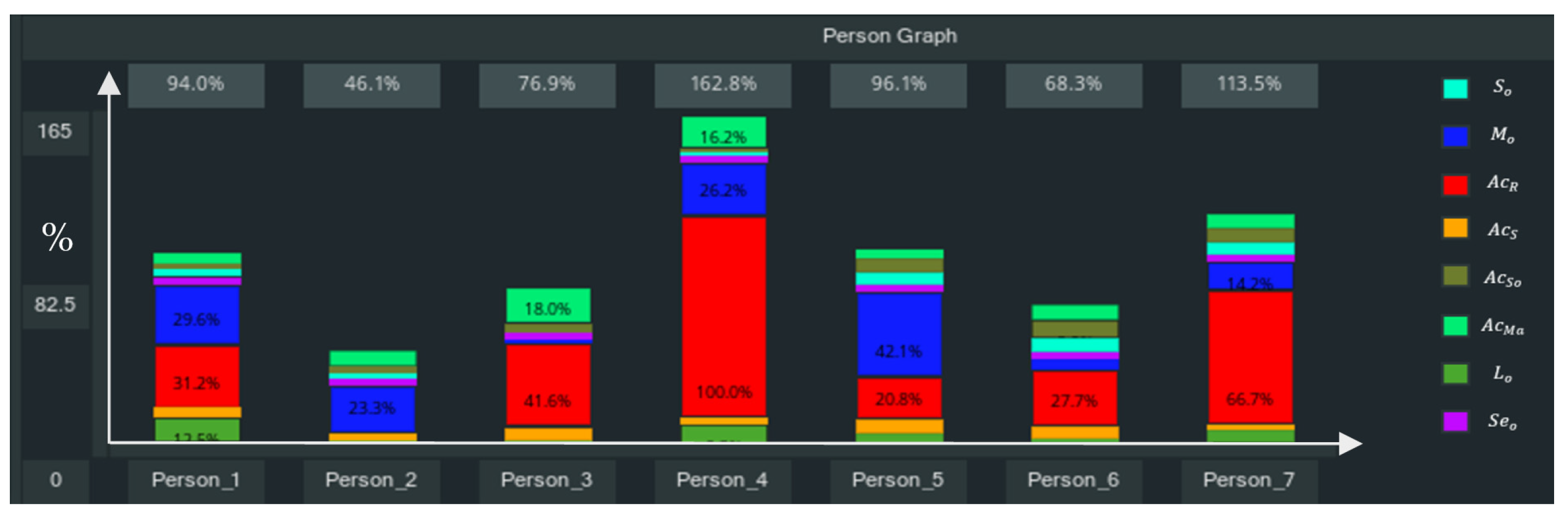
3.4. Parametric Modelling and Assessing the Employees’ Utilisation—Result
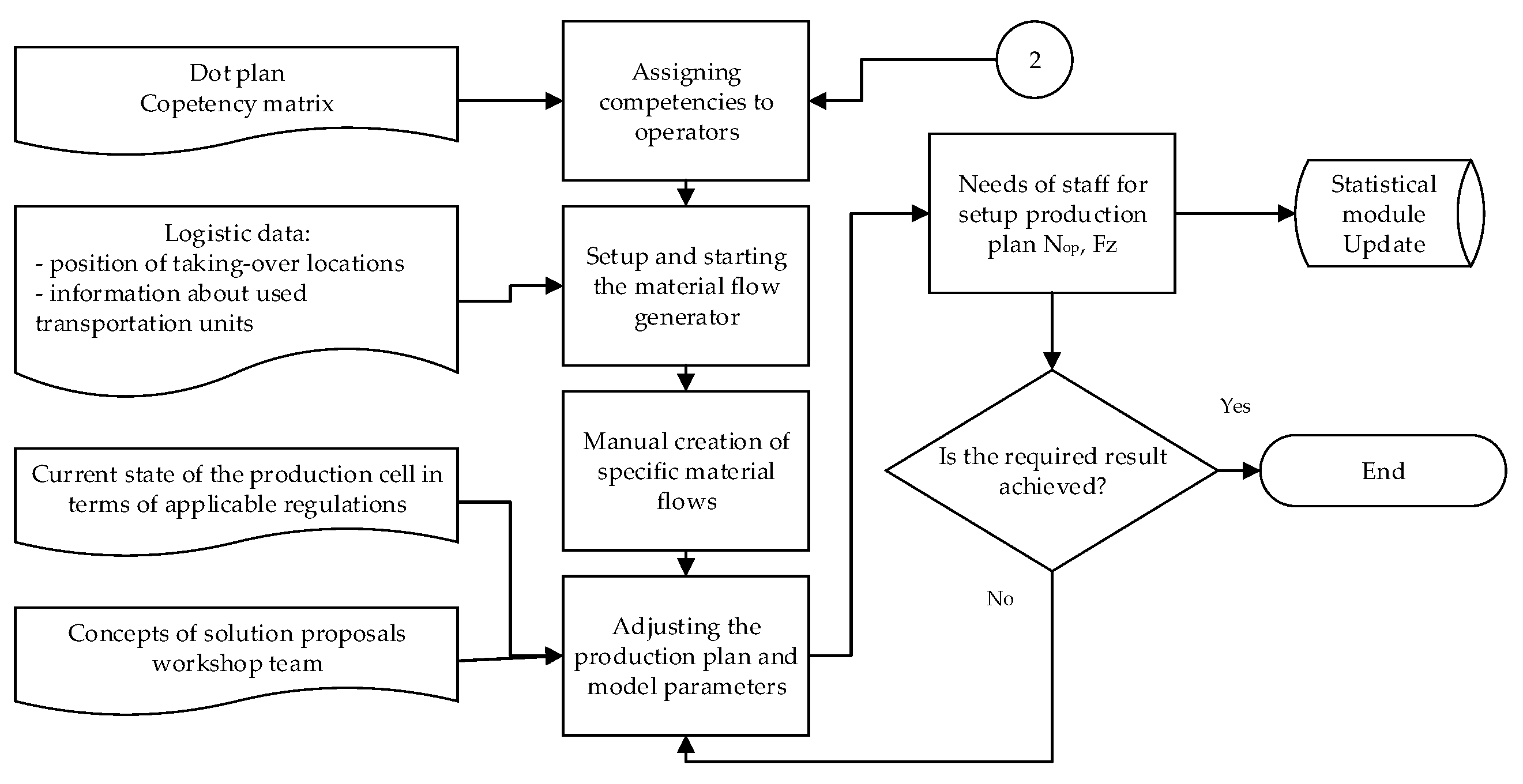
- Variant No. 1—the distribution of the operations uniformly for individual employees according to the analysed time consumption for the given operations by the MTM UAS methodology.
- Variant No. 2—loading the workplaces, the material entering the assembly line in the reach zones up to 1 m, a robot will automatically ensure loading the components. The inter-operational handling at individual workplaces, utilising the gravity and accumulation conveyors.
- Variant No. 3—completing two devices (production bottleneck), automated inspection activities—detecting material failures after machining by a camera system.
4. Discussion
- What are the main advantages of designing production using the parametric data model for production staff utilisation?
- The process of designing the production layout is often of a complicated character. At the same time, there is a requirement to achieve the solution in the shortest possible time. It is necessary to take into account several factors and this fact often makes it impossible to find an optimal solution and it is necessary to satisfy with the available solution. The advantage is that if we want to change something or to improve a certain process in the company, we can try various solutions by creating variants. We are able to analyse what impact the change of the production layout brings (adding or updating a machine) not only concerning the amount/volume of production but also regarding the capacity need of the staff. Thanks to interconnecting the project system environment and the data model, it is possible to test all possible setup combinations and limitations without any need to change physically the layout in the production space. The interactive character of the design system will also ensure calculating the observed indicators and offers the user to assess the designed changes in real-time. In practice, we will significantly reduce the costs for creating the production layout in the phase of the variant design.
- Are there any shortages for using this methodology?
- Of course, the usage of this method for designing the production layout also brings shortages, e.g., the form of saving the data of industrial organisations. The companies save the majority of the data in the electronic form (approximately 60%); however, the problem is that the data do not create structural units that could be imported and utilised for the capacity dimensioning and assessment of the production staff utilisation immediately. The other data are collected and assessed in one-day intervals and saved in the hard-copy form, and they are utilised according to the need for identifying the production problems. They are saved in the company archives and their usage is very laborious and frequently time demanding. Thanks to the two, we created several data models of the production stages with the layouts of the defined manufacturing activities for individual working positions/employees. Based on analysing various types of manufacturing regulations, we will gradually develop a module of the general importer that will make the process of entering a large amount of data from various designed production forms of the industrial organisations more effective.
- Were there any discrepancies between the assessment of the data model by the designed methodology and the current state in production?
- There were discrepancies between the software assessment and the opinion (the professional estimation on the basis of experience) of an employee responsible for planning the manufacturing capacities. However, after presenting all input data, we found cases there were activities in production that were not defined by the valid documentation or were ambiguously quantified from the point of view of the number/duration. The subsequent analyses of the capacity utilisation of the employees by the activities defined by the valid regulations and activities without any valid regulation proved there was a 5–15% increase in the total capacity of the staff. From the process point of view, these activities were inevitable for maintaining the quality of the final product defined by the customer; however, they were missing not only in the valid documentation of the company regulations but also in calculations of the costs for production. During the manufacturing process, the company generated—in this way—a constant loss of the production staff because the real production costs were higher than the planned ones. In this case, the potential of the designed methodology was transparent in supporting the aggregate planning and calculating the costs.
- What is the further direction of the research in this area?
- We would like to continue this research area and enrich the module supporting the planning procedure by further functions and calculations. We gathered a basis of data and we want to continue evaluating the parameters of the production system from the mathematical point of view, e.g., Process Lead Time (PLT) for detecting the inventories, Value-added Activities (VA) and the Process Cycle Efficiency (according to the Little´s Principle) for the overall assessment of the designed system´s effectiveness. The creation of the algorithms for defining the optimal WIP and connecting the module supporting the production capacity planning on IoT will be a very important part of our research. The created interconnection will enable utilising the data from the shift card or the engineering devices. Based on the saved data of a particular shift card and the engineering device the system will calculate the real OEE. This function will help us acquire more accurate data necessary for creating a production plan and calculating the capacity of the engineering devices.
- What is the usability of the methodology in practice?
- The methodology described in the article requires its application to meet several prerequisites. Strictly defined position—Working positions that will be designed must be defined from the point of view of workplaces. Strictly defined working activities—to balance the workload and utilisation, it is necessary to have defined activities their range and duration. Strictly defined limiting conditions—for the correct design of the production process and its workload, knowledge of the spatial limitations (for example, wall size, dimensions of the hall) and time constraints (for example, calendar, worker time fonds, shift duration) is required. For the above reasons, the methodology is designed for discrete production with sufficient seriality and repeatability. The proposed model gives engineers in practice a powerful tool for variant modelling and simulation of production processes in order to optimally utilisation human capacities.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krolczyk, J.B.; Krolczyk, G.M.; Legutko, S.; Napiorkowski, J.; Hloch, S.; Foltys, J.; Tama, E. Material flow optimization—A case study in automotive industry. Tech. Vjesn. 2015, 22, 1447–1456. [Google Scholar] [CrossRef]
- Stanisavljevic, N.; Brunner, P.H. Combination of material flow analysis and substance flow analysis: A powerful approach for decision support in waste management. Waste Manag. Res. 2014, 32, 733–744. [Google Scholar] [CrossRef] [PubMed]
- Wiecek, D.; Wiecek, D.; Dulina, L. Materials Requirement Planning with the Use of Activity Based Costing. Manag. Syst. Prod. Eng. 2020, 28, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Fusko, M.; Rakyta, M.; Dulina, L.; Sulirova, I.; Edl, M. Digitization in the Technical Service Management System. MM Sci. J. 2018, 2018, 2260–2266. [Google Scholar] [CrossRef] [Green Version]
- Sevigne-Itoiz, E.; Gasol, C.M.; Rieradevall, J.; Gabarrell, X. Methodology of supporting decision-making of waste management with material flow analysis (MFA) and consequential life cycle assessment (CLCA): Case study of waste paper recycling. J. Clean. Prod. 2014, 105, 253–262. [Google Scholar] [CrossRef]
- Mutha, N.H.; Patel, M.; Premnath, V. Plastics materials flow analysis for India. Resour. Conserv. Recycl. 2006, 47, 222–244. [Google Scholar] [CrossRef]
- Kovács, G.; Kot, S. Facility layout redesign for efficiency improvement and cost reduction. J. Appl. Math. Comput. Mech. 2017, 16, 63–74. [Google Scholar] [CrossRef] [Green Version]
- Sobaszek, L.; Gola, A.; Kozlowski, E. Application of Survival Function in Robust Scheduling of Production Jobs. In Proceedings of the 2017 Federated Conference on Computer Science and Information Systems (fedcsis), Prague, Czech Republic, 3–6 September 2017; Ganzha, M., Maciaszek, L., Paprzycki, M., Eds.; IEEE: New York, NY, USA, 2017; pp. 575–578. [Google Scholar] [CrossRef]
- Kliment, M.; Pekarcikova, M.; Trebuna, P.; Trebuna, M. Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice. Sustainability 2021, 13, 8963. [Google Scholar] [CrossRef]
- Haluska, M.; Gregor, M. Concept of the system for design and optimisation of configurations in new generation of manufacturing systems. Int. J. Manag. Soc. Sci. Res. Rev. 2016, 1, 181–184. [Google Scholar]
- Hnilica, R.; Jankovsky, M.; Dado, M.; Messingerova, V. Experimental Evaluation of Combined Effects of Risk Factors in Work Environment. In Proceedings of the 12th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 23–24 May 2013; Osadcuks, V., Ed.; Latvia Univ Agriculture, Faculty Engineering, Inst Mechanics: Jelgava, Latvia, 2013; pp. 577–583. [Google Scholar]
- Kuzma, D.; Korba, P.; Hovanec, M.; Dulina, L. The Use of CAX Systems as a Tool for Modeling Construction Element in the Aviation Industry. Nase More 2016, 63, 134–139. [Google Scholar] [CrossRef]
- Bubeník, P.; Horák, F. Proactive approach to manufacturing planning. Qual. Innov. Prosper. 2014, 18, 23–32. [Google Scholar] [CrossRef] [Green Version]
- Pekarcikova, M.; Trebuna, P.; Klimenti, M.; Kral, S.; Dic, M. Modelling and Simulation the Value Stream Mapping—Case Study. Manag. Prod. Eng. Rev. 2021, 12, 107–114. [Google Scholar] [CrossRef]
- Pekarcikova, M.; Trebuna, P.; Kliment, M.; Dic, M. Solution of Bottlenecks in the Logistics Flow by Applying the Kanban Module in the Tecnomatix Plant Simulation Software. Sustainability 2021, 13, 7989. [Google Scholar] [CrossRef]
- Sammen, S.S.; Ghorbani, M.A.; Malik, A.; Tikhamarine, Y.; AmirRahmani, M.; Al-Ansari, N.; Chau, K.-W. Enhanced Artificial Neural Network with Harris Hawks Optimization for Predicting Scour Depth Downstream of Ski-Jump Spillway. Appl. Sci. 2020, 10, 5160. [Google Scholar] [CrossRef]
- Krajčovič, M. Modern approaches of manufacturing and logistics systems design. In Digitálny Podnik [Electronic Source]; CEIT SK: Žilina, Slovakia, 2011; p. 12. ISBN 978-80-970440-1-5. [Google Scholar]
- Jamalnia, A.; Yang, G.-B.; Feili, A.; Xu, D.-L.; Jamail, G. Aggregate production planning under uncertainty: A comprehensive literature survey and future research directions. Int. J. Adv. Manuf. Technol. 2019, 102, 159–181. [Google Scholar] [CrossRef] [Green Version]
- Vogel, T.; Almada-Lobo, B.; Almeder, C. Integrated versus hierarchical approach to aggregate production planning and master production scheduling. OR Spectr. 2017, 39, 193–229. [Google Scholar] [CrossRef]
- Hafezalkotob, A.; Chaharbaghi, S.; Lakeh, T.M. Cooperative aggregate production planning: A game theory approach. J. Ind. Eng. Int. 2019, 15, 19–37. [Google Scholar] [CrossRef] [Green Version]
- Antonio Campo, E.; Jose Alejandro, C.C.; Rodrigo Andrés, G.M. Linear Programming for Aggregate Production Planning in a Textile Company. Fibres Text. East. Eur. 2018, 26, 13–19. [Google Scholar] [CrossRef]
- De Lessio, M.P.; Wynn, D.C.; Clarkson, P.J. Modelling the planning system in design and development. Res. Eng. Des. 2019, 30, 227–249. [Google Scholar] [CrossRef] [Green Version]
- Metaxiotis, K.; Askounis, D.; Psarras, J. An Object-Oriented Analysis and Design of a Model for Production Planning and Control in Industry. Int. J. Adv. Manuf. Technol. 2001, 18, 657–664. [Google Scholar] [CrossRef]
- Reza, K. A genetic algorithm to integrate a comprehensive dynamic cellular manufacturing system with aggregate planning decisions. Int. J. Manag. Sci. Eng. Manag. 2020, 15, 138–154. [Google Scholar] [CrossRef]
- Gerd, J.H.; Brandenburg, M. A sustainable aggregate production planning model for the chemical process industry. Comput. Oper. Res. 2018, 94, 154–168. [Google Scholar] [CrossRef]
- Campbell, G.M. Cross-Utilization of Workers Whose Capabilities Differ. Manag. Sci. 1999, 45, 722–732. [Google Scholar] [CrossRef]
- Grznár, P.; Gregor, M.; Mozol, Š.; Schickerle, M.; Vavrík, V.; Mozolová, L. Optimization of Logistics Process in Context of Smart Logistics by Using Computer Simulation—Case Study. Proc. CBU Econ. Bus. 2020, 1, 84–90. [Google Scholar] [CrossRef]
- Grznár, P.; Krajčovič, M.; Gola, A.; Dulina, Ľ.; Furmannová, B.; Mozol, Š.; Plinta, D.; Burganová, N.; Danilczuk, W.; Svitek, R. The Use of a Genetic Algorithm for Sorting Warehouse Optimisation. Processes 2021, 9, 1197. [Google Scholar] [CrossRef]
- Han, C.H.; Park, J.Y.; Kam, S.; Kim, S.A.; Park, K.S. A Model Study on Medical Utilization of Workers with Non-Occupational Diseases: An Application of the Theory of Planned Behavior. Korean J. Occup. Environ. Med. 2006, 18, 284. [Google Scholar] [CrossRef]
- Pan, L.; Kleiner., B.H. Aggregate planning today. Work. Study 1995, 44, 4–7. [Google Scholar] [CrossRef]
- Osvaldova, L.M.; Petho, M. Occupational Safety and Health During Rescue Activities. In Proceedings of the 6th International Conference on Applied Human Factors and Ergonomics (ahfe 2015) and the Affiliated Conferences, Ahfe 2015, Las Vegas, NV, USA, 26–30 July 2015; Ahram, T., Karwowski, W., Schmorrow, D., Eds.; Elsevier Science Bv: Amsterdam, The Netherlands, 2015; Volume 3, pp. 4287–4293. [Google Scholar] [CrossRef] [Green Version]
- Malakooti, B. Operations and Production Systems with Multiple Objectives; Wiley: Hoboken, NJ, USA, 2014; p. 1114. ISBN 978-0-470-03732-4. [Google Scholar]
- Gale. The Encyclopedia of Management, 6th ed.; Gale Group: Farmington Hills, MI, USA, 2009; p. 1094s. ISBN 978-1-4144-3803-0. [Google Scholar]
- Bowman, E.H. Production Scheduling by the Transportation Method of Linear Programming. Oper. Res. 1956, 4, 100–103. [Google Scholar] [CrossRef]
- Dejonckheere, J.; Disney, S.M.; Lambrecht, M.; Towill, D.R. The dynamics of aggregate planning. Prod. Plan. Control. 2003, 14, 497–516. [Google Scholar] [CrossRef]
- Gregor, M.; Gregor, T.; Magvaši, V. Internet vecí (IoT). ProIN—Product. Innov. 2015, 16, 35–41. [Google Scholar]
- Gregor, T.; Gregor, M.; Macúš, P.; Michulek, T. CEIT Smart Factory. ProIN—Product. Innov. 2017, 18, 14–18. [Google Scholar]
- Bécue, A.; Maia, E.; Feeken, L.; Borchers, P.; Praça, I. A New Concept of Digital Twin Supporting Optimisation and Resilience of Factories of the Future. Appl. Sci. 2020, 10, 4482. [Google Scholar] [CrossRef]
- Buckova, M.; Skokan, R.; Fusko, M.; Hodon, R. Designing of logistics systems with using of computer simulation and emulation. In Proceedings of the 13th International Scientific Conference on Sustainable, Modern and Safe Transport (TRANSCOM 2019), Horny Smokovec, Slovakia, 29–31 May 2019; Transportation Research Procedia. Volume 40, pp. 978–985. [Google Scholar]
- Vavrík, V.; Gregor, M.; Grznár, P.; Mozol, Š.; Schickerle, M.; Ďurica, L.; Marschall, M.; Bielik, T. Design of Manufacturing Lines Using the Reconfigurability Principle. Mathematics 2020, 8, 1227. [Google Scholar] [CrossRef]
- Furmann, R.; Macuš, P.; Štefánik, A.; Herčko, J. Interactive system for design of Factories of the Future. In Proceedings of the CLC 2018—Carpathian Logistics Congress, Prague, Czech Republic, 3–5 December 2018; pp. 116–122, ISBN 978-80-87294-88-8. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Person | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
|---|---|---|---|---|---|---|---|---|
| Parameter | 3.9 | 2.9 | 0.0 | 2.3 | 6.3 | 6.9 | 6.2 | |
| 29.6 | 23.3 | 1.7 | 26.2 | 42.1 | 5.2 | 14.2 | ||
| 31.2 | 0.0 | 41.6 | 100.0 | 20.8 | 27.7 | 66.7 | ||
| 5.0 | 3.4 | 6.5 | 3.4 | 6.7 | 6.5 | 2.8 | ||
| 2.7 | 3.4 | 4.9 | 1.8 | 7.1 | 8.9 | 7.1 | ||
| 5.4 | 6.9 | 18.0 | 16.3 | 4.2 | 7.9 | 6.8 | ||
| 12.5 | 0.6 | 0.5 | 9.3 | 5.1 | 1.5 | 6.1 | ||
| 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | ||
| Total | 94.0 | 46.1 | 76.9 | 162.8 | 96.1 | 68.3 | 113.5 |
| Person | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 7 | |
|---|---|---|---|---|---|---|---|---|---|
| Variant No.1 | 3.9 | 2.9 | 0.0 | 2.3 | 6.3 | 6.9 | 6.2 | 0 | |
| 29.6 | 23.3 | 1.7 | 26.2 | 42.1 | 5.2 | 14.2 | 0 | ||
| 31.2 | 0.0 | 41.6 | 100.0 | 20.8 | 27.7 | 66.7 | 0 | ||
| 5.0 | 3.4 | 6.5 | 3.4 | 6.7 | 6.5 | 2.8 | 0 | ||
| 2.7 | 3.4 | 4.9 | 1.8 | 7.1 | 8.9 | 7.1 | 0 | ||
| 5.4 | 6.9 | 18.0 | 16.3 | 4.2 | 7.9 | 6.8 | 0 | ||
| 12.5 | 0.6 | 0.5 | 9.3 | 5.1 | 1.5 | 6.1 | 0 | ||
| 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 0 | ||
| Total | 94.0 | 46.1 | 76.9 | 162.8 | 96.1 | 68.3 | 113.5 | 0 | |
| Variant No.2 | 3.9 | 2.9 | 0.0 | 2.4 | 6.3 | 6.9 | 6.2 | 0.0 | |
| 29.6 | 23.3 | 1.7 | 26.2 | 43.4 | 5.2 | 14.2 | 0.0 | ||
| 41.0 | 23.0 | 41.6 | 36.0 | 20.0 | 27.7 | 46.7 | 0.0 | ||
| 5.0 | 3.3 | 6.5 | 3.3 | 6.7 | 6.5 | 2.8 | 0.0 | ||
| 2.7 | 3.4 | 4.9 | 1.8 | 7.1 | 8.9 | 7.1 | 0.0 | ||
| 5.4 | 7.9 | 18.0 | 16.2 | 3.0 | 7.9 | 6.8 | 0.0 | ||
| 3.1 | 1.6 | 0.5 | 9.3 | 2.2 | 1.5 | 6.1 | 0.0 | ||
| 3.7 | 32.9 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 0.0 | ||
| Total | 94.4 | 98.2 | 76.9 | 98.9 | 92.4 | 68.3 | 93.5 | 0.0 | |
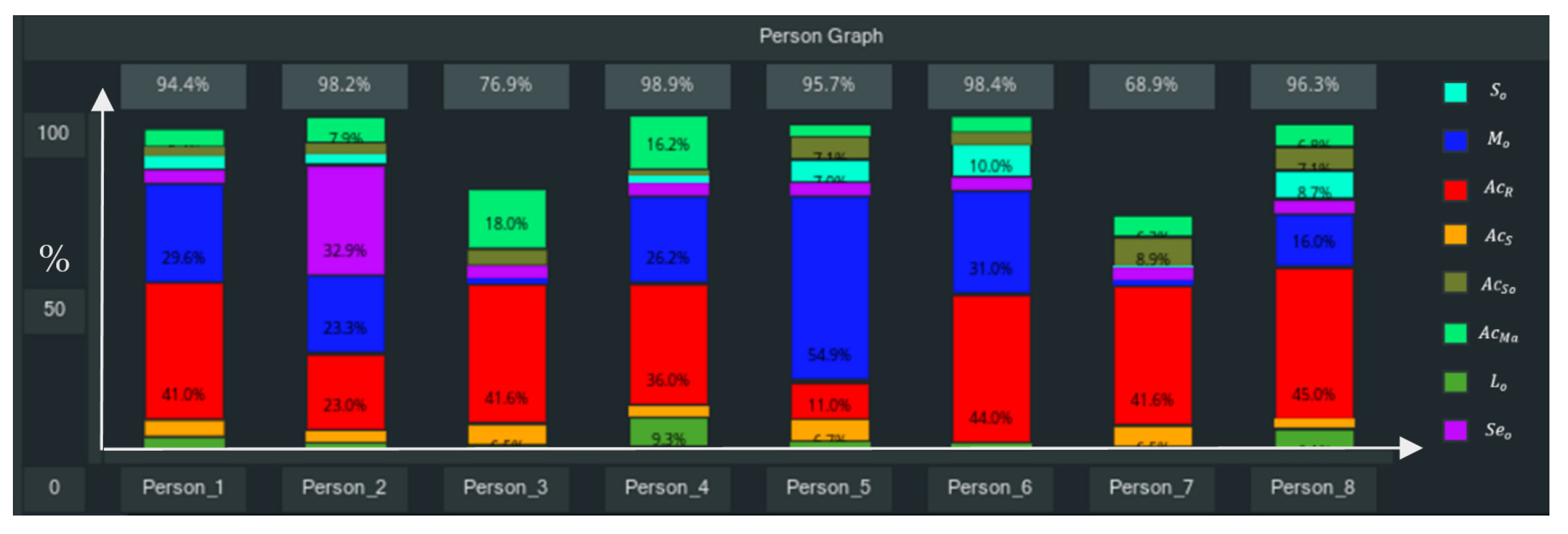
| Variant No.3 | 3.9 | 2.8 | 0.0 | 2.4 | 7.0 | 10.0 | 0.3 | 8.8 | |
| 29.6 | 23.3 | 1.7 | 26.2 | 54.9 | 31.0 | 1.6 | 16.0 | ||
| 41.0 | 23.0 | 41.6 | 36.0 | 11.0 | 44.0 | 40.7 | 45.0 | ||
| 5.0 | 3.4 | 6.5 | 3.4 | 6.7 | 0.0 | 6.5 | 2.8 | ||
| 2.7 | 3.4 | 4.9 | 1.8 | 7.1 | 3.6 | 8.9 | 7.1 | ||
| 5.4 | 7.9 | 18.0 | 16.3 | 3.0 | 4.7 | 6.2 | 6.8 | ||
| 3.1 | 1.6 | 0.5 | 9.3 | 2.2 | 1.5 | 0.9 | 6.1 | ||
| 3.7 | 32.9 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | ||
| Total | 94.4 | 98.3 | 76.9 | 99.1 | 95.6 | 98.5 | 68.8 | 96.3 |
| Person | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
|---|---|---|---|---|---|---|---|---|
| Parameter | 3.9 | 2.8 | 0.0 | 2.4 | 7.0 | 10.0 | 0.3 | |
| 29.6 | 23.3 | 1.7 | 26.2 | 54.9 | 31.0 | 1.6 | ||
| 41.0 | 23.0 | 41.6 | 36.0 | 11.0 | 44.0 | 40.7 | ||
| 5.0 | 3.4 | 6.5 | 3.4 | 6.7 | 0.0 | 6.5 | ||
| 2.7 | 3.4 | 4.9 | 1.8 | 7.1 | 3.6 | 8.9 | ||
| 5.4 | 7.9 | 18.0 | 16.3 | 3.0 | 4.7 | 6.2 | ||
| 3.1 | 1.6 | 0.5 | 9.3 | 2.2 | 1.5 | 0.9 | ||
| 3.7 | 32.9 | 3.7 | 3.7 | 3.7 | 3.7 | 3.7 | ||
| Total | 94.4 | 98.2 | 76.9 | 98.9 | 95.7 | 98.4 | 68.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krajčovič, M.; Furmannová, B.; Grznár, P.; Furmann, R.; Plinta, D.; Svitek, R.; Antoniuk, I. System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning. Appl. Sci. 2021, 11, 9347. https://doi.org/10.3390/app11199347
Krajčovič M, Furmannová B, Grznár P, Furmann R, Plinta D, Svitek R, Antoniuk I. System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning. Applied Sciences. 2021; 11(19):9347. https://doi.org/10.3390/app11199347
Chicago/Turabian StyleKrajčovič, Martin, Beáta Furmannová, Patrik Grznár, Radovan Furmann, Dariusz Plinta, Radovan Svitek, and Ivan Antoniuk. 2021. "System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning" Applied Sciences 11, no. 19: 9347. https://doi.org/10.3390/app11199347
APA StyleKrajčovič, M., Furmannová, B., Grznár, P., Furmann, R., Plinta, D., Svitek, R., & Antoniuk, I. (2021). System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning. Applied Sciences, 11(19), 9347. https://doi.org/10.3390/app11199347