The Effects of Multi-Stage Homogenizations on the Microstructures and Mechanical Properties of Al–Zn–Mg–Zr–Sc Alloys

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
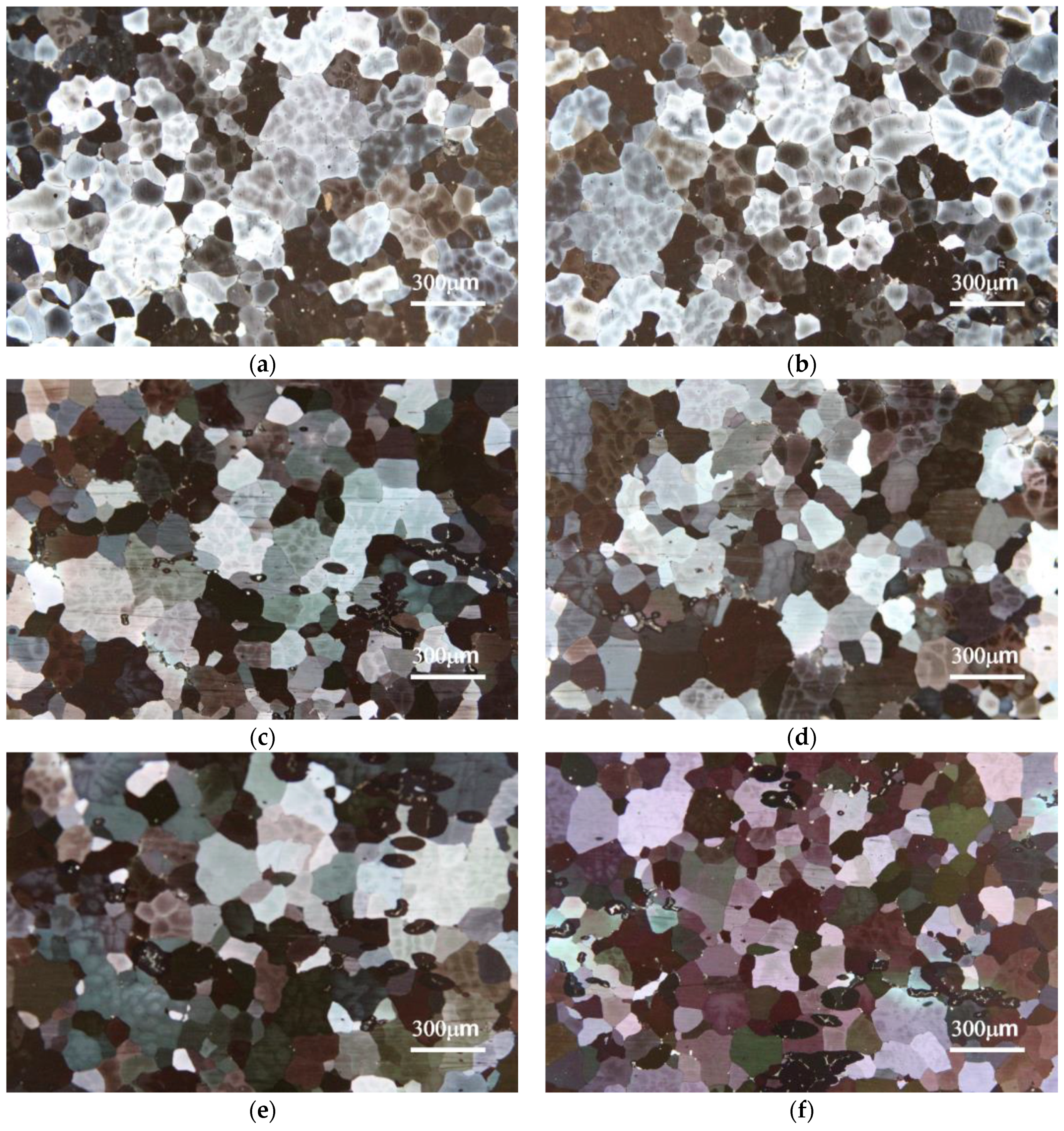
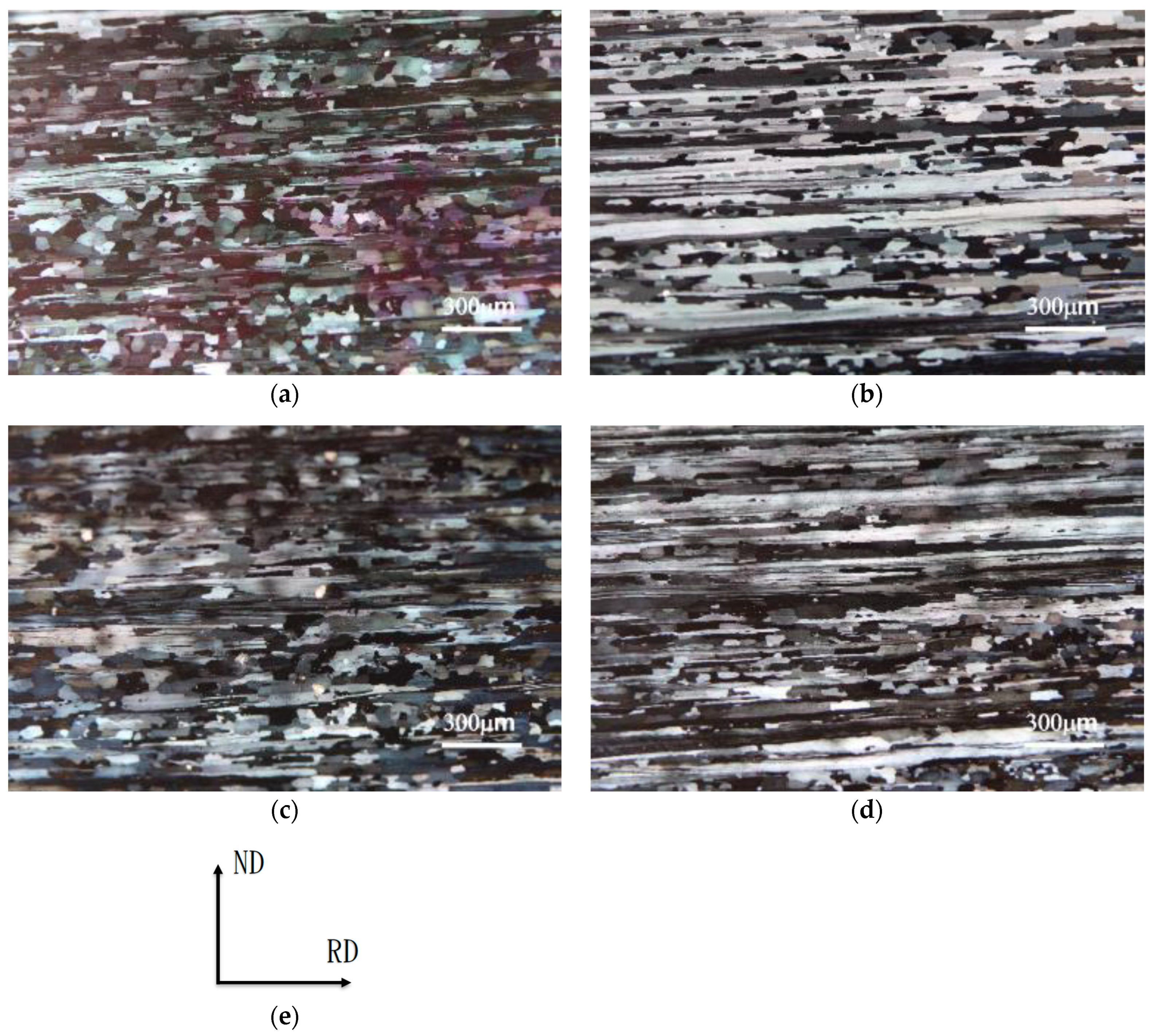
3.1. Microstructural Observation
3.2. DSC Analysis
3.3. Mechanical Properties
4. Conclusions
- The grain refinement effect of the as-cast, homogenized and T6 recrystallized grains of the alloy containing 0.05Sc was more obvious than that of the alloy containing 0.1Zr. Through the homogenization heat treatment, most of the as-cast dendrite structures of Al–4.5Zn–1.5Mg alloys containing Zr and Sc had been eliminated.
- After the homogenization heat treatment, the Al–4.5Zn–1.5Mg alloys containing Zr and Sc precipitated high-temperature thermally stable Al3Zr and Al3Sc grain phases dispersed in the aluminum matrix. The dispersed grain phases had the effect of suppressing the recrystallization and grain growth. Although the Al3Zr grains were finer than the Al3Sc grains, the dispersed Al3Sc grain phases of the Sc alloy still had a better ability to suppress T6 recrystallization and grain growth than the Al3Zr dispersed grain phase of the Zr alloy.
- Compared with the one-stage homogenization, the two-stage homogenization made the Al3Zr and Al3Sc dispersed grains finer and denser. Therefore, the mechanical strength of the T6 alloys through the two-stage homogenization heat treatment was better than that through the one-stage homogenization heat treatment. Through the two different kinds of homogenization, the size difference between the Al3Zr dispersed grain phases of the Al–4.5Zn–1.5Mg alloys was larger than that between the Sc alloys. As shown in the collected data, through the two-stage homogenization heat treatment, the Zr alloy improved the mechanical strength more efficiently than the Sc alloys.
- In the T6 state, the Al–4.5Zn–1.5Mg alloy containing a trace of scandium (0.05Sc) through the two-stage homogenization heat treatment had the lowest recrystallization amount and the highest tensile strength.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. ASM Specialty Handbook: Aluminum and Aluminum Alloys; ASM International: Novelty, OH, USA, 1993; pp. 59–62. [Google Scholar]
- Starke, E.A.; Staley, J.T. Application of modern aluminum alloys to aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Yasushi, S. Current state and the future of aluminum-alloy application for rolling stock. J. Jpn. Inst. Light Metals 2006, 55, 584–587. [Google Scholar]
- Davis, J.R. ASM Specialty Handbook: Aluminum and Aluminum Alloys; ASM International: Novelty, OH, USA, 2007; pp. 41–46. [Google Scholar]
- Davydov, V.G.; Rostova, T.D.; Zakharov, V.V.; Filatov, Y.A.; Yelagin, V.I. Sci-entific principles of making an alloying addition of scandium to aluminium alloys. Mater. Sci. Eng. 2000, A280, 30–36. [Google Scholar] [CrossRef]
- Knipling, K.E.; Seidma, D.N.; Dunand, D.C. Ambient- and high- temperature me-chanical properties of isochronally aged Al-0.06Sc, Al-0.06Zr and Al-0.06Sc-0.06Zr (at.%) alloys. Acta Mater. 2011, 59, 943–954. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Yao, P.; Zhao, N.Q.; Shi, C.S.; Li, H.J.; Li, X.; Xi, D.S.; Yang, S. Effect of mi-nor Sc and Zr on recrystallization behavior and mechanical properties of novel Al-Zn-Mg-Cu alloys. J. Alloys Compd. 2016, 657, 717–725. [Google Scholar] [CrossRef]
- Li, C.B.; Han, S.Q.; Liu, S.D.; Deng, Y.L.; Zhang, X.M. Grain structure effect on quench sensitivity of Al−Zn−Mg−Cu−Cr alloy. Trans. Nonferrous Metals Soc. Chin. 2016, 26, 2276–2282. [Google Scholar] [CrossRef]
- Knipling, K.E.; Dunand, D.C.; Seidman, D.N. Precipitation evolution in Al–Zr and Al–Zr–Ti alloys during isothermal aging at 375–425 °C. Acta Mater. 2008, 56, 114–127. [Google Scholar] [CrossRef]
- Hirosawa, S.; Sato, T.; Kamio, A. Effects of Mg addition on the kinetics of low tem-perature precipitation in Al-Li-Cu-Ag-Zr alloys. Mater. Sci. Eng. A 1998, 242, 195–201. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.K.; Shiflet, G.J.; Starke, E.A., Jr. Role of vacancies on the precipitation process in Zr modified aluminum based alloys. Acta Metall. Mater. 1990, 24, 307–312. [Google Scholar]
- Sun, Y.; Wang, G.Q. Monte Carlo simulation of the microstructure evolution of Al-Zn-Mg-(Sc)-(Zr) alloys during the initial aging stage. J. Shandong Univ. Eng. Sci. 2010, 40, 99–103. [Google Scholar]
- Guo, Z.; Zhao, G.; Chen, X.G. Effects of two-step homogenization on precipitation behavior of Al3Zr dispersoids and recrystallization resistance in 7150 aluminum al-loy. Mater. Charact. 2015, 102, 122–130. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier Science Inc.: Oxford, UK, 2017. [Google Scholar]
- Lu, X.Y.; Guo, E.J.; Rometsch, P.; Wang, L.J. Effect of one-step and two-step ho-mogenization treatments on distribution of Al3Zr dispersoids in commercial AA7150 aluminium alloy. Trans. Nonferrous Metals Soc. Chin. 2012, 22, 2645–2651. [Google Scholar] [CrossRef]
- Ou, B.L.; Yang, J.G.; Wei, M.Y. Effect of homogenization and aging treatment on mechanical properties and stress-corrosion cracking of 7050 alloys. Metall. Mater. Trans. A 2007, 38, 1760–1773. [Google Scholar] [CrossRef]
- Deng, Y.L.; Zhang, Y.Y.; Wan, L.; Zhu, A.A.; Zhang, X.M. Three-stage homogeni-zation of Al–Zn–Mg–Cu alloys containing trace Zr. Metall. Mater. Trans. A 2013, 44, 2470–2477. [Google Scholar] [CrossRef]
- Robson, J.D. Optimizing the homogenization of zirconium containing commercial aluminium alloys using a novel process model. Mater. Sci. Eng. A 2002, 338, 219–229. [Google Scholar] [CrossRef]
- Xiao, T.; Deng, Y.; Ye, L.; Lin, H.; Shan, C.; Qian, P. Effect of three-stage homogeniza-tion on mechanical properties and stress corrosion cracking of Al-Zn-Mg-Zr alloys. Mater. Sci. Eng. A 2016, 675, 280–288. [Google Scholar] [CrossRef]
- ASTM B221M-13, Standard Specification for Aluminum and Aluminum-Alloy Extruded Bars, Rods, Wire, Profiles, and Tubes (Metric). 2013. Available online: https://shop.bsigroup.com/ProductDetail/?pid=000000000030286610 (accessed on 24 December 2020).
- Huang, X.; Pan, Q.; Li, B.; Liu, Z.; Huang, Z.; Yin, Z. Microstructure, mechanical properties and stress corrosion cracking of Al-Zn-Mg-Zr alloy sheet with trace amount of Sc. J. Alloys Compd. 2015, 650, 805–820. [Google Scholar] [CrossRef]
- ASTM E8/E8M—16a, Standard Test Methods for Tension Testing of Metallic Materials. 2016. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/E8E8M-16A.htm (accessed on 24 December 2020).
- Röyset, J. Scandium in aluminium alloys overview: Physical metallurgy, properties and applications. Metall. Sci. Technol. A 2008, 26, 11–21. [Google Scholar]
- Li, X.M.; Starink, M.J. The Effect of Compositional Variations on the Characteris-tics of Coarse Intermetallic Particles in Overaged 7xxx Al Alloys. Mater. Sci. Technol. A 2001, 17, 1324–1328. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena- Grain Growth Following Recrystallization; Elsevier Ltd.: New York, NY, USA, 2004; Chapter 11; pp. 368–378. [Google Scholar]
- Lim, S.T.; Yun, S.J.; Nam, S.W. Improved quench sensitivity in modified alumi-num alloy 7175 for thick forging applications. Mater. Sci. Eng. A 2004, 371, 82–90. [Google Scholar] [CrossRef]
- Tang, J.G.; Chen, H.; Zhang, X.M.; Liu, S.D.; Liu, W.J.; Ouyang, H.; Li, H.P. Influence of quench-induced precipitation on aging behavior of Al-Zn-Mg-Cu al-loy. Trans. Nonferrous Metals Soc. Chin. 2012, 22, 1255–1263. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition Alloy | Zn | Mg | Fe | Si | Zr | Cu | Sc | Al |
|---|---|---|---|---|---|---|---|---|
| Alloy A(0.1Zr) | 4.47 | 1.45 | <0.01 | <0.01 | 0.13 | <0.1 | N.D. | Rem. |
| Alloy B(0.05Sc) | 4.46 | 1.43 | <0.01 | <0.01 | <0.01 | <0.1 | 0.05 | Rem. |
| Grain Measurement Alloys and Treatment | RD (μm) | ND (μm) | Aspect Ratio | Recrystallization Fraction (%) | |
|---|---|---|---|---|---|
| Alloy A(0.1Zr) | 1-Hom.(a) | 78.3 (20.5) | 17.4 (6.0) | 4.5 (1.5) | 66.0% |
| 2-Hom.(b) | 70.0 (36.3) | 15.9 (4.5) | 4.4 (0.9) | 59.0% | |
| [(b − a)/a] ∗ 100% | −11.00% (0.05) | −8.60% (0.15) | |||
| Alloy B(0.05Sc) | 1-Hom.(a) | 40.7 (10.2) | 14.6 (1.5) | 2.8 (0.6) | 34.0% |
| 2-Hom.(b) | 38.8 (20.3) | 14.3 (2.1) | 2.7 (0.5) | 32.0% | |
| [(b − a)/a] ∗ 100% | −4.60% (0.22) | −2.00% (0.16) | |||
| Heat Treatment Alloy | Mechanical Properties | One-Stage Homogenization (a) | Two-Stage Homogenization (b) | (b − a)/a ∗ 100% |
|---|---|---|---|---|
| Alloy A(0.1Zr) | Hardness (HV) | 126.7 (1.2) | 131.8 (1.7) | 4.00% (0.10) |
| UTS (MPa) * | 226.7 (1.7) | 232.8 (1.1) | 2.70% (0.05) | |
| YS (MPa) | 364.5 (2.7) | 375.6 (1.9) | 3.10% (0.07) | |
| EL (%) | 10.5 (0.5) | 9.9 (0.7) | −5.70% (0.20) | |
| Alloy B(0.05Sc) | Hardness (HV) | 143.3 (1.3) | 147.1 (2.1) | 2.70% (0.06) |
| UTS (MPa) * | 238.3 (1.7) | 242.0 (1.9) | 1.50% (0.10) | |
| YS (MPa) | 384.3 (2.8) | 390.5 (3.2) | 1.60% (0.02) | |
| EL (%) | 8.9 (0.6) | 8.8 (0.3) | −1.10% (0.04) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chiu, Y.-C.; Pan, T.-A.; Chen, M.-C.; Zhang, J.-W.; Bor, H.-Y.; Lee, S.-L. The Effects of Multi-Stage Homogenizations on the Microstructures and Mechanical Properties of Al–Zn–Mg–Zr–Sc Alloys. Appl. Sci. 2021, 11, 470. https://doi.org/10.3390/app11020470
Chiu Y-C, Pan T-A, Chen M-C, Zhang J-W, Bor H-Y, Lee S-L. The Effects of Multi-Stage Homogenizations on the Microstructures and Mechanical Properties of Al–Zn–Mg–Zr–Sc Alloys. Applied Sciences. 2021; 11(2):470. https://doi.org/10.3390/app11020470
Chicago/Turabian StyleChiu, Yang-Chun, Tse-An Pan, Mien-Chung Chen, Jun-Wei Zhang, Hui-Yun Bor, and Sheng-Long Lee. 2021. "The Effects of Multi-Stage Homogenizations on the Microstructures and Mechanical Properties of Al–Zn–Mg–Zr–Sc Alloys" Applied Sciences 11, no. 2: 470. https://doi.org/10.3390/app11020470
APA StyleChiu, Y. -C., Pan, T. -A., Chen, M. -C., Zhang, J. -W., Bor, H. -Y., & Lee, S. -L. (2021). The Effects of Multi-Stage Homogenizations on the Microstructures and Mechanical Properties of Al–Zn–Mg–Zr–Sc Alloys. Applied Sciences, 11(2), 470. https://doi.org/10.3390/app11020470