
Design and 3D Printing of Interbody Fusion Cage Based on TPMS Porous Structure

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Material
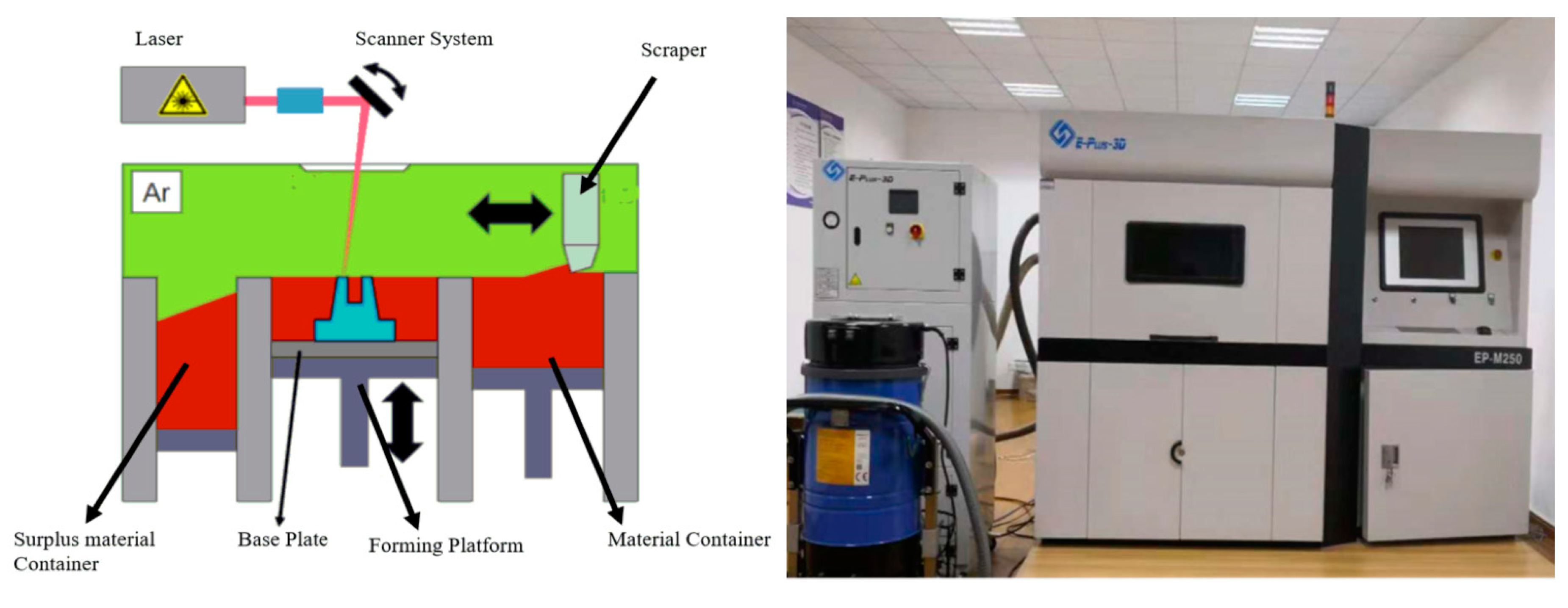
2.2. Manufacturing Equipment
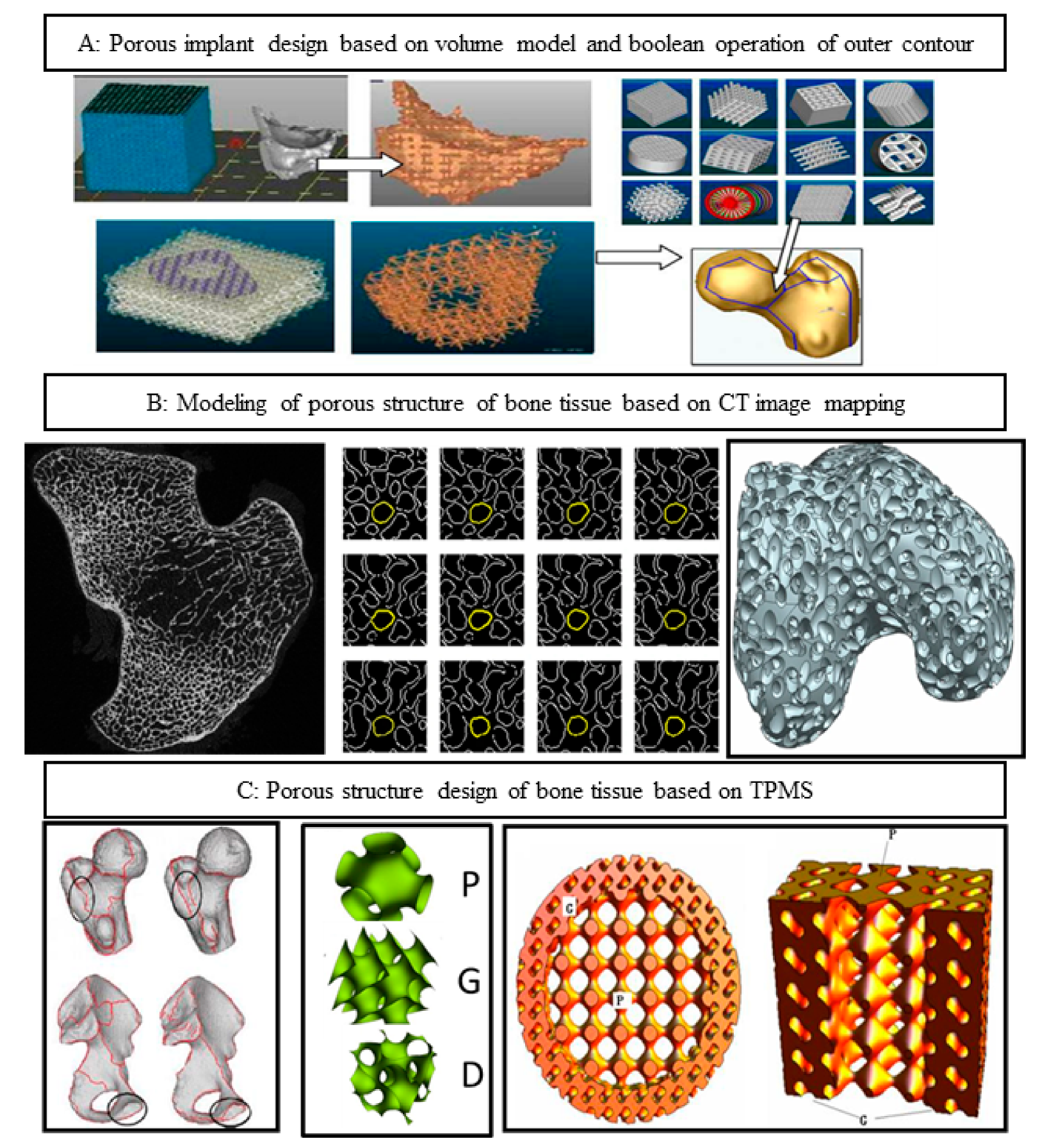
2.3. Design and Performance Simulation Analysis of Porous Structure
2.4. Study on the Performance of Porous Structure Simulation Model
2.5. Simulation of Actual L3–L4 Vertebral Body Model
3. Experiment and Discussion
3.1. Experiment
3.2. Discussion
4. Conclusions
- The corresponding non-TPMS uniform porous structure entity and TPMS uniform porous structure entity were designed. Moreover, the corresponding compression analysis was carried out between it and the optimal TPMS entity with variable pore structures. By comparison, the optimal TPMS porous structure with variable pore sizes is better than the non-TPMS uniform porous structure and TPMS-based uniform porous structure. Moreover, based on the TPMS uniform porous structure being better than the non-TPMS uniform porous structure, these three kinds of porous structural entities all meet the corresponding mechanical properties and medical requirements, and all have appropriate maximum equivalent stress and high porosity.
- Through the simulation analysis of the L3–L4 vertebra model, the total deformation and equivalent stress of the human spine in six motion states were obtained. According to the comparison of the simulation results, it was found that the optimal TPMS variable pore structure entity designed by us could meet the actual needs.
- Through SLM printing, the corresponding finished parts were obtained and processed by SEM. Through the comparison of the results, it was found that pre-heating of the substrate could effectively reduce the formation of spheroidization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meng, G.; Liu, J.; Pei, G.; Yuan, Z.; Hu, Y.; Li, D.; Bi, L.; Wang, J.; Lu, R. Research progress of titanium alloy implant materials in trauma orthopaedics and joint surgery. Rare Met. Mater. Eng. 2011, 40, 533–537. [Google Scholar]
- Ding, R.; Wu, W.; Qiu, G.; Wu, G.; Wang, H.; Su, X.; Yin, B.; Ma, S.; Qi, B. Study on bone tissue engineering of porous titanium alloy scaffold by selective laser sintering. Chin. Med. J. 2014, 94, 1499–1502. [Google Scholar]
- Cheah, C.M.; Chua, C.K.; Leong, K.F.; Chua, S.W. Development of a tissue engineering scaffold structure library for rapid prototyping. part 1: Investigation and classification. Int. J. Adv. Manuf. Technol. 2003, 21, 291–301. [Google Scholar] [CrossRef]
- Hollister, S.J.; Levy, R.A.; Chu, T.M.; Halloran, J.W.; Feinberg, S.E. An image-based approach for designing and manufacturing craniofacial scaffolds. Int. J. Oral Maxillofac. Surg. 2000, 29, 67–71. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, P.; Wang, S. Computer-aided CT image processing and modeling method for tibia microstructure. Bio-Des. Manuf. 2020, 3, 71–82. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.; Zhao, W.; Cui, Z.; Zhu, H.; Wu, C. The anisotropic elastic behavior of the widely-used triply-periodic minimal surface based scaffolds. J. Mech. Behav. Biomed. Mater. 2019, 99, 56–65. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.; Song, K.; Lan, J.; Ma, L. Biological and mechanical property analysis for designed heterogeneous porous scaffolds based on the refined TPMS. J. Mech. Behav. Biomed. Mater. 2020, 107, 103727. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.; Zhou, X. The structure of biomimetic bone scaffold was designed based on TPMS modeling method. Machinery 2020, 47, 1–6. [Google Scholar]
- Liu, F.; Ran, Q.; Zhao, M.; Zhang, T.; Zhang, D.Z.; Su, Z. Additively Manufactured Continuous Cell-Size Gradient Porous Scaffolds: Pore Characteristics, Mechanical Properties and Biological Responses In Vitro. Materials 2020, 13, 2589. [Google Scholar] [CrossRef] [PubMed]
- Charbonnier, B.; Manassero, M.; Bourguignon, M.; Decambron, A.; El-Hafci, H.; Morin, C.; Leon, D.; Bensidoum, M.; Corsia, S.; Petite, H.; et al. Custom-made macroporous bioceramic implants based on triply-periodic minimal surfaces for bone defects in load-bearing sites. Acta Biomater. 2020, 109, 254–266. [Google Scholar] [CrossRef] [PubMed]
- Vijayavenkataraman, S.; Kuan, L.Y.; Lu, W.F. 3D-printed ceramic triply periodic minimal surface structures for design of functionally graded bone implants. Mater. Des. 2020, 191, 108602. [Google Scholar] [CrossRef]
- Melchels, F.P.; Bertoldi, K.; Gabbrielli, R.; Velders, A.H.; Feijen, J.; Grijpma, D.W. Mathematically defined tissue engineering scaffold architectures prepared by stereolithography. Biomaterials 2010, 31, 6909–6916. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoo, D. Heterogeneous minimal surface porous scaffold design using the distance field and radial basis functions. Med. Eng. Phys. 2012, 34, 625–639. [Google Scholar] [CrossRef] [PubMed]
- Li, Y. Optimal Design and Controllable Construction of Porous Bone Tissue Engineering Scaffold; Guizhou Normal University: Guizhou, China, 2018. [Google Scholar]
- Shi, J. Study on the Construction of Porous Structure for 3D Printing of Bone Implants; Southeast University: Jiangsu, China, 2018. [Google Scholar]
- Shi, J.; Zhu, L.; Li, L.; Li, Z.; Yang, J.; Wang, X. A TPMS-based method for modeling porous scaffolds for bionic bone tissue engineering. Sci. Rep. 2018, 8, 7395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, L.; Shi, J.; Zhang, K.; Yang, L.; Yu, F.; Zhu, L.; Liang, H.; Wang, X.; Jiang, Q. Early osteointegration evaluation of porous Ti6Al4V scaffolds designed based on triply periodic minimal surface models. J. Orthop. Transl. 2019, 19, 94–105. [Google Scholar] [CrossRef] [PubMed]
- Lorensen, W.E.; Cline, H.E. Marching cubes: A high resolution 3D surface construction algorithm. ACM SIGGRAPH Comput. Graph. 1987, 21, 163–169. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, K.; Yang, X.; Duan, M. Research on modeling method of bone scaffold based on three-periodic minimal surface and isoparametric element method. Mech. Des. Manuf. 2017, 11, 234–238. [Google Scholar]
- Pan, L. Two-Scale Optimal Design of Anisotropic Porous Structure; Zhejiang University: Zhejiang, China, 2018. [Google Scholar]
- Xu, C. Efficient Parameter Optimization Design of Porous Structure; Zhejiang University: Zhejiang, China, 2018. [Google Scholar]
- Mei, C. Analysis of Topology Optimization Algorithm of Tower Structure under Wind Load; Guangzhou University: Guangzhou, China, 2020. [Google Scholar]
- Mullen, L.; Stamp, R.C. Selective laser melting: A regular unit cell approach for the manufacture of porous, titanium, bone in-growth constructs, suitable for orthopedic applications. J. Biomed. Mater. Res. Part B: Appl. Biomater. 2009, 89, 325–334. [Google Scholar] [CrossRef] [PubMed]
- Zhou, C.; Hu, C.; Ma, F. Dynamic stress concentrations in exponential graded materials with two holes of arbitrary shape. Wave Motion. 2014, 51, 466–475. [Google Scholar] [CrossRef]
- Qin, C. Three-Dimensional Model Construction and Finite Element Mechanical Analysis of Human Spine and Lumbar Segment; Xidian University: Xi’an, China, 2014. [Google Scholar]
- Mullen, L.; Stamp, R.C.; Fox, P.; Jones, E.; Ngo, C.; Sutcliffe, C.J. Selective laser melting: A unit cell approach for the manufacture of porous, titanium, bone in-growth constructs, suitable for orthopedic applications. II. Randomized structures. J. Biomed. Mater. Res. Part B: Appl. Biomater. 2009, 92, 178–188. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | O | Si | C | N | Ti |
|---|---|---|---|---|---|---|---|
| 5.5–6.8 | 3.5–4.5 | 0.3 | ≤0.2 | ≤0.15 | ≤0.1 | ≤0.05 | 89.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, J.; Gong, Y.; Chen, H.; He, J.; Qiao, Z.; Chen, Y.; Shao, H.; Li, W.; Chen, G.; Wang, M.; et al. Design and 3D Printing of Interbody Fusion Cage Based on TPMS Porous Structure. Appl. Sci. 2021, 11, 11149. https://doi.org/10.3390/app112311149
Qi J, Gong Y, Chen H, He J, Qiao Z, Chen Y, Shao H, Li W, Chen G, Wang M, et al. Design and 3D Printing of Interbody Fusion Cage Based on TPMS Porous Structure. Applied Sciences. 2021; 11(23):11149. https://doi.org/10.3390/app112311149
Chicago/Turabian StyleQi, Jinlai, Youping Gong, Honghao Chen, Junling He, Zizhou Qiao, Yi Chen, Huifeng Shao, Wenxin Li, Guojin Chen, Maofa Wang, and et al. 2021. "Design and 3D Printing of Interbody Fusion Cage Based on TPMS Porous Structure" Applied Sciences 11, no. 23: 11149. https://doi.org/10.3390/app112311149
APA StyleQi, J., Gong, Y., Chen, H., He, J., Qiao, Z., Chen, Y., Shao, H., Li, W., Chen, G., Wang, M., Zhou, C., & Zhang, X. (2021). Design and 3D Printing of Interbody Fusion Cage Based on TPMS Porous Structure. Applied Sciences, 11(23), 11149. https://doi.org/10.3390/app112311149