
Feasibility Analysis of Brewers’ Spent Grain for Energy Use: Waste and Experimental Pellets

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of Brewers’ Spent Grain Samples
2.1.1. Sampling and Pretreatments
2.1.2. Physical and Energy Characterization of Dried Waste
2.1.3. Ash Analysis
2.1.4. Thermogravimetric Analysis
2.1.5. Pelletizing
2.1.6. Characterization of Pellets from Brewers’ Spent Grain
3. Results and Discussion
3.1. Characterization of Brewers’ Spent Grain Samples
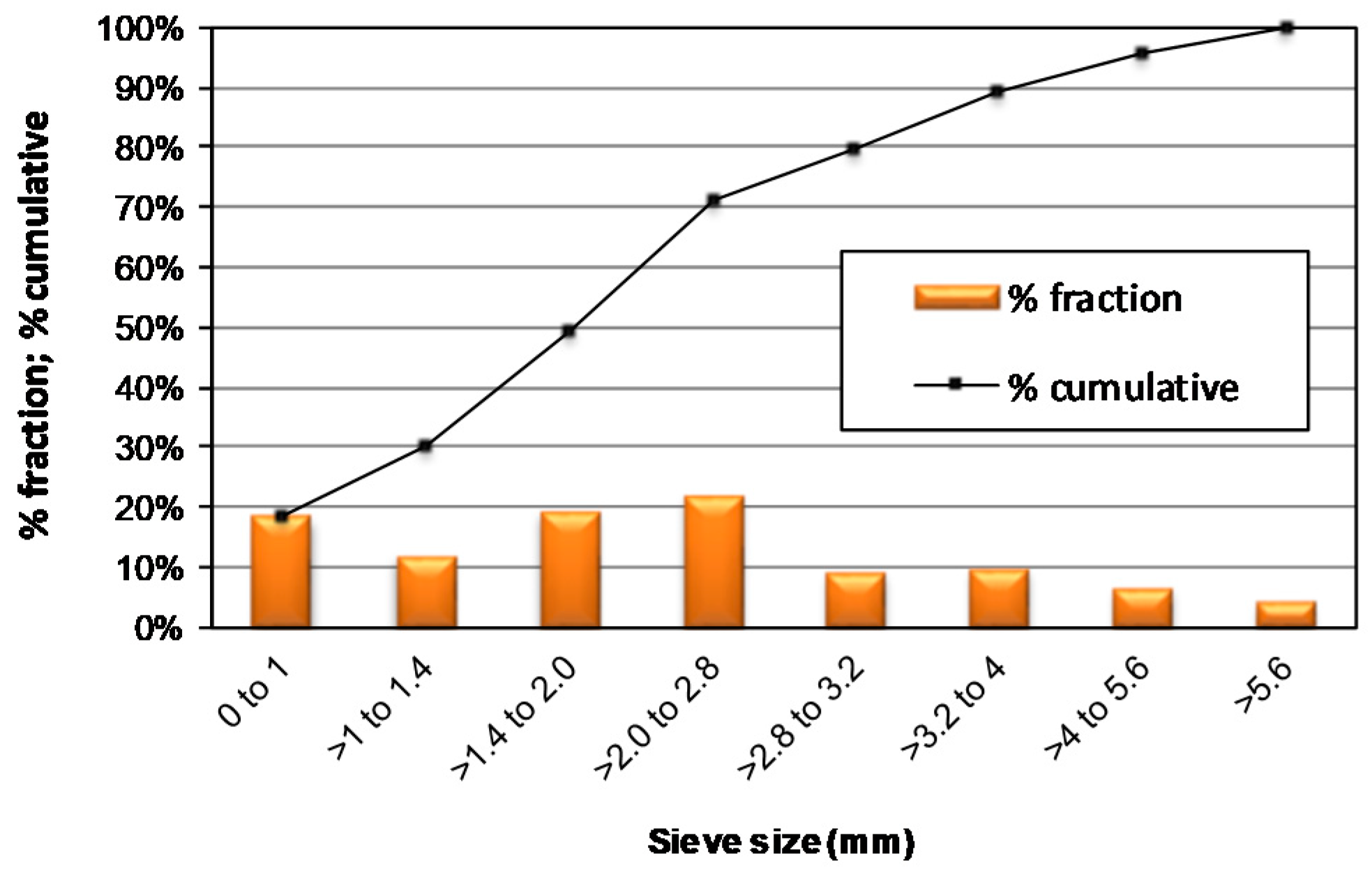
3.1.1. Physical and Energy Characterization of Dried Waste
3.1.2. Ash Analysis
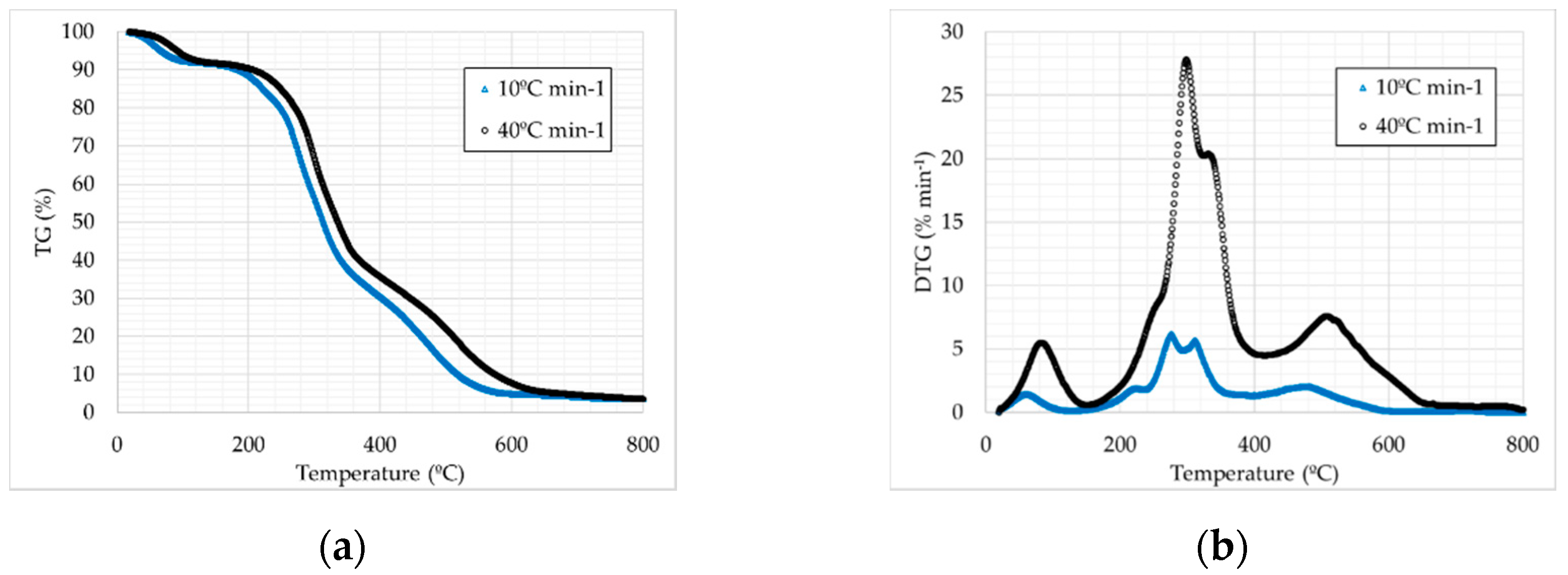
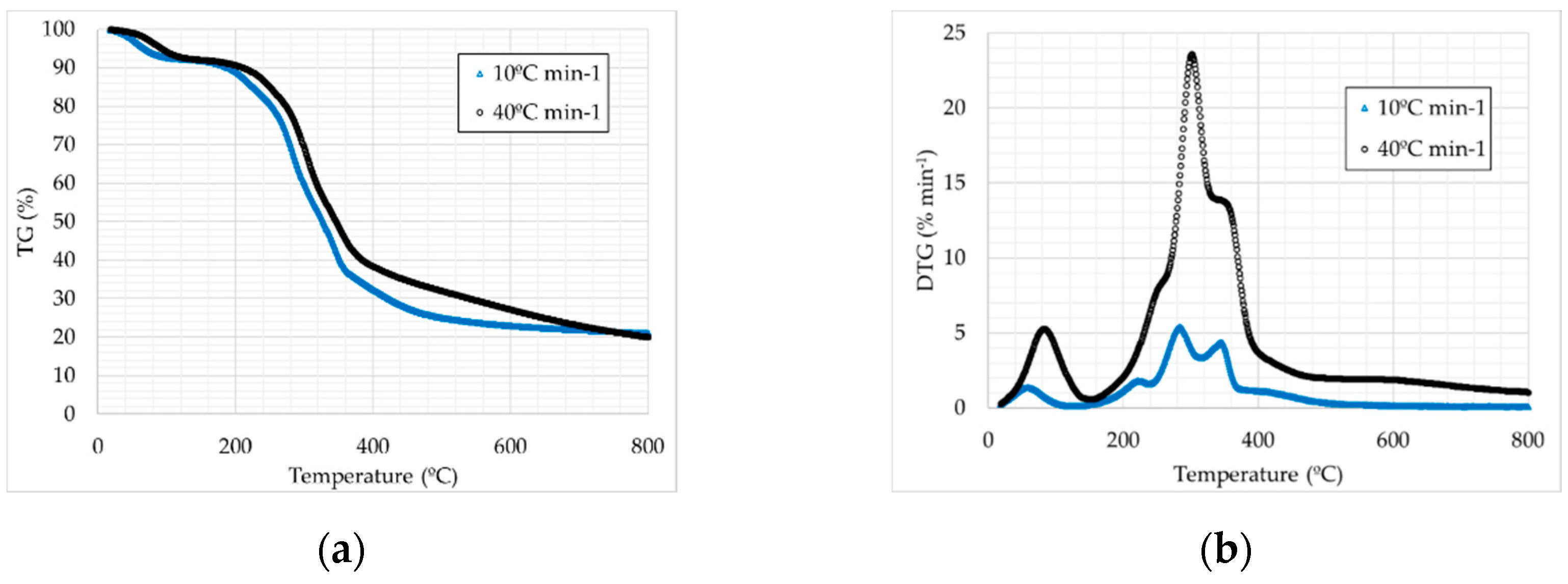
3.1.3. Thermogravimetric Analysis
3.2. Characterization of Pellets from Brewers’ Spent Grain
4. Conclusions
- The characterization of the original waste showed very high moisture values, necessitating a drying process before pelletizing. Furthermore, the N percentage was especially significant. Ash content was relatively high (above average values for other woody wastes), although these levels were acceptable for its use in industrial equipment. In positive terms, the waste showed a high heating value, higher compared to other similar biofuels.
- Concerning the ash analysis of the waste, the alkaline index was low; thus, problems such as deslagging or fouling during its combustion are not expected.
- Combustion profiles in an oxidative atmosphere and thermal degradation profiles in an inert atmosphere showed the thermal behavior of BSG for two heating rates, being similar to other agro-industrial wastes. Thus, it can be affirmed that BSG can be efficiently used in thermal processes, like other by-products with similar characteristics such as grape pomace.
- The pellets obtained complied with the requirements of the standard for physical properties and LHV. However, N content exceeded the upper limit, and the use of elements to reduce NOx emissions is necessary. Consequently, the waste analyzed showed significant limitations for its use as a biofuel, reducing its possible use to industrial activities provided with specific thermal equipment.
- Lastly, it should be pointed out that the physical characterization of the pellets produced showed satisfactory results. After an initial drying process, the waste showed good properties for pelletizing, which is a positive circumstance for its intended uses (energy use, animal feed, etc.).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Amoriello, T.; Ciccoritti, R. Sustainability: Recovery and Reuse of Brewing-Derived By-Products. Sustainability 2021, 13, 2355. [Google Scholar] [CrossRef]
- Ministry of Agriculture, Fisheries and Food. Socio-Economic Report on the Beer Sector in Spain 2018; Publications Catalogue of the General State Administration: Madrid, Spain, 2019.
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ spent grain: Generation, characteristics and potential applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- dos Thiago, R.S.M.; de Pedro, P.M.M.; Eliana, F.C.S. Solid wastes in brewing process: A review. J. Brew. Distill. 2014, 5, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Thomas, K.R.; Rahman, P.K.S.M. Brewery wastes. Strategies for sustainability. A review. Asp. Appl. Biol. 2006, 80, 147–153. [Google Scholar]
- Gupta, S.; Jaiswal, A.K.; Abu-Ghannam, N. Optimization of fermentation conditions for the utilization of brewing waste to develop a nutraceutical rich liquid product. Ind. Crop. Prod. 2013, 44, 272–282. [Google Scholar] [CrossRef] [Green Version]
- Aliyu, S.; Bala, M. Brewer’s spent grain: A review of its potentials and applications. Afr. J. Biotechnol. 2011, 10, 324–331. [Google Scholar]
- Arranz, J.I.; Miranda, M.T.; Sepúlveda, F.J.; Montero, I.; Rojas, C.V. Analysis of Drying of Brewers’ Spent Grain. Proceedings 2018, 2, 1467. [Google Scholar] [CrossRef] [Green Version]
- Mukasafari, M.A.; Ambula, M.K.; Karege, C.; King’ori, A.M. Effects of substituting sow and weaner meal with brewers’ spent grains on the performance of growing pigs in Rwanda. Trop. Anim. Health Prod. 2018, 50, 393–398. [Google Scholar] [CrossRef] [PubMed]
- Cooray, S.T.; Chen, W.N. Valorization of brewer’s spent grain using fungi solid-state fermentation to enhance nutritional value. J. Funct. Foods 2018, 42, 85–94. [Google Scholar] [CrossRef]
- Severini, C.; Azzollini, D.; Jouppila, K.; Jussi, L.; Derossi, A.; De Pilli, T. Effect of enzymatic and technological treatments on solubilisation of arabinoxylans from brewer’s spent grain. J. Cereal Sci. 2015, 65, 162–166. [Google Scholar] [CrossRef]
- Sajib, M.; Falck, P.; Sardari, R.R.R.; Mathew, S.; Grey, C.; Karlsson, E.N.; Adlercreutz, P. Valorization of Brewer’s spent grain to prebiotic oligosaccharide: Production, xylanase catalyzed hydrolysis, in-vitro evaluation with probiotic strains and in a batch human fecal fermentation model. J. Biotechnol. 2018, 268, 61–70. [Google Scholar] [CrossRef] [PubMed]
- Amoriello, T.; Fiorentino, S.; Vecchiarelli, V.; Pagano, M. Evaluation of spent grain biochar impact on hop (Humulus lupulus L.) growth by multivariate image analysis. Appl. Sci. 2020, 10, 533. [Google Scholar] [CrossRef] [Green Version]
- Cancelliere, R.; Carbone, K.; Pagano, M.; Cacciotti, I.; Micheli, L. Biochar from brewers’ spent grain: A green and low-cost smart material to modify screen-printed electrodes. Biosensors 2019, 9, 139. [Google Scholar] [CrossRef] [PubMed]
- Mussatto, S.I. Brewer’s spent grain: A valuable feedstock for industrial applications. J. Sci. Food Agric. 2014, 94, 1264–1275. [Google Scholar] [CrossRef] [Green Version]
- Mallen, E.; Najdanovic-Visak, V. Brewers’ spent grains: Drying kinetics and biodiesel production. Bioresour. Technol. Rep. 2018, 1, 16–23. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, J.V.; Alves, M.M.; Costa, J.C. Biochemical methane potential of brewery by-products. Clean Technol. Environ. Policy 2018, 20, 435–440. [Google Scholar] [CrossRef]
- Kan, X.; Zhang, J.; Tong, Y.W.; Wang, C.H. Overall evaluation of microwave-assisted alkali pretreatment for enhancement of biomethane production from brewers’ spent grain. Energy Convers. Manag. 2018, 158, 315–326. [Google Scholar] [CrossRef]
- Čater, M.; Fanedl, L.; Malovrh, Š.; Marinšek Logar, R. Biogas production from brewery spent grain enhanced by bioaugmentation with hydrolytic anaerobic bacteria. Bioresour. Technol. 2015, 186, 261–269. [Google Scholar] [CrossRef]
- Rojas-Chamorro, J.A.; Cara, C.; Romero, I.; Ruiz, E.; Romero-García, J.M.; Mussatto, S.I.; Castro, E. Ethanol Production from Brewers’ Spent Grain Pretreated by Dilute Phosphoric Acid. Energy Fuels 2018, 32, 5226–5233. [Google Scholar] [CrossRef]
- Zhang, J.; Zang, L. Enhancement of biohydrogen production from brewers’ spent grain by calcined-red mud pretreatment. Bioresour. Technol. 2016, 209, 73–79. [Google Scholar] [CrossRef]
- Plaza, P.E.; Gallego-Morales, L.J.; Peñuela-Vásquez, M.; Lucas, S.; García-Cubero, M.T.; Coca, M. Biobutanol production from brewer’s spent grain hydrolysates by Clostridium beijerinckii. Bioresour. Technol. 2017, 244, 166–174. [Google Scholar] [CrossRef]
- Manyuchi, M.M.; Frank, R.; Mbohwa, C.; Muzenda, E. Potential to Use Sorghum Brewers Spent Grains as a Boiler Fuel. BioResources 2017, 12, 7228–7240. [Google Scholar]
- Weger, A.; Binder, S.; Franke, M.; Hornung, A.; Ru, W.; Mayer, W. Solid biofuel production by mechanical pre-treatment of brewers’ spent grain. Chem. Eng. Trans. 2014, 37, 661–666. [Google Scholar]
- Spanish Association of Independent Craft Brewers. Situation Report of Craft Brewers by COVID-19. 2020. Available online: https://aecai.es/ (accessed on 4 February 2021).
- Kaliyan, N.; Vance Morey, R. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Frodeson, S.; Lindén, P.; Henriksson, G.; Berghel, J. Compression of Biomass Substances-A study on springback effects and color formation in Pellet Manufacture. Appl. Sci. 2019, 9, 4302. [Google Scholar] [CrossRef] [Green Version]
- Djatkov, D.; Martinov, M.; Kaltschmitt, M. Influencing parameters on mechanical–physical properties of pellet fuel made from corn harvest residues. Biomass Bioenergy 2018, 119, 418–428. [Google Scholar] [CrossRef]
- Carrillo-Parra, A.; Contreras-Trejo, J.C.; Pompa-García, M.; Pulgarín-Gámiz, M.Á.; Rutiaga-Quiñones, J.G.; Pámanes-Carrasco, G.; Ngangyo-Heya, M. Agro-pellets from oil palm residues/pine sawdust mixtures: Relationships of their physical, mechanical and energetic properties, with the raw material chemical structure. Appl. Sci. 2020, 10, 6383. [Google Scholar] [CrossRef]
- UNE-EN ISO 18134-2:2017: Solid Biofuels. Determination of Moisture Content. Oven Dry Method. Part 2: Total Moisture. Simplified Method; AENOR: Madrid, Spain, 2017.
- Huang, Y.; Finell, M.; Larsson, S.; Wang, X.; Zhang, J.; Wei, R.; Liu, L. Biofuel pellets made at low moisture content—Influence of water in the binding mechanism of densified biomass. Biomass Bioenergy 2017, 98, 8–14. [Google Scholar] [CrossRef]
- Van Loo, S.; Koppejan, J. Handbook of Biomass Combustion and Cofiring, 1st ed.; Twente University Press: Enschede, The Netherlands, 2003. [Google Scholar]
- Obernberger, I.; Thek, G. Physical characterisation and chemical composition of densified biomass fuels with regard to their combustion behaviour. Biomass Bioenergy 2004, 27, 653–669. [Google Scholar] [CrossRef]
- UNE-EN ISO 17828:2015. Solid Biofuels. Determination of Bulk Density; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 17827-2:2016. Solid Biofuels. Determination of Particle Size Distribution for Uncompressed Fuels. Part 2: Vibrating Screen Method Using Sieves with Aperture of 3,15 mm and Below. Biocombustibles; AENOR: Madrid, Spain, 2016.
- UNE-EN ISO 16948:2015. Solid Biofuels. Determination of Total Content of Carbon, Hydrogen and Nitrogen; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 16994:2016. Solid Biofuels. Determination of Content of Sulfur and Chlorine; AENOR: Madrid, Spain, 2017.
- UNE-EN ISO 18123:2016. Solid Biofuels. Determination of the Content of Volatile Matter; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 18122:2015. Solid Biofuels. Determination of Ash Content; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 18125:2018. Solid Biofuels—Determination of Calorific Value; AENOR: Madrid, Spain, 2018.
- UNE-EN ISO 17829:2015. Solid Biofuels. Deetermination of Length and Diameter of Pellets; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 17831-1:2015. Solid Biofuels. Determination of Mechanical Durability of Pellets and Briquettes. Part 1: Pellets; AENOR: Madrid, Spain, 2015.
- ONORM M 7135:2000. Compressed Wood or Compressed Bark in Natural State—Pellets and Briquettes—Requirements and Test Specifications; Austrian Standards Institute: Vienna, Austria, 2000.
- UNE-EN ISO 17225-6:2014. Solid Biofuels. Fuel Specifications and Classes. Part 6: Graded Non-Woody Pellets; AENOR: Madrid, Spain, 2014.
- Barbanera, M.; Lascaro, E.; Stanzione, V.; Esposito, A.; Altieri, R.; Bufacchi, M. Characterization of pellets from mixing olive pomace and olive tree pruning. Renew. Energy 2016, 88, 185–191. [Google Scholar] [CrossRef]
- Kraiem, N.; Lajili, M.; Limousy, L.; Said, R.; Jeguirim, M. Energy recovery from Tunisian agri-food wastes: Evaluation of combustion performance and emissions characteristics of green pellets prepared from tomato residues and grape marc. Energy 2016, 107, 409–418. [Google Scholar] [CrossRef]
- Miranda, M.T.; Sepúlveda, F.J.; Arranz, J.I.; Montero, I.; Rojas, C.V. Physical-energy characterization of microalgae Scenedesmus and experimental pellets. Fuel 2018, 226, 121–126. [Google Scholar] [CrossRef]
- Montero, I.; Miranda, T.; Sepúlveda, F.J.; Arranz, J.I.; Nogales, S. Analysis of pelletizing of granulometric separation powder from cork industries. Materials 2014, 7, 6686–6700. [Google Scholar] [CrossRef] [Green Version]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Lajili, M.; Jeguirim, M.; Kraiem, N.; Limousy, L. Performance of a household boiler fed with agropellets blended from olive mill solid waste and pine sawdust. Fuel 2015, 153, 431–436. [Google Scholar] [CrossRef]
- Sheng, C.; Azevedo, J.L.T. Estimating the higher heating value of biomass fuels from basic analysis data. Biomass Bioenergy 2005, 28, 499–507. [Google Scholar] [CrossRef]
- Gillespie, G.D.; Everard, C.D.; Fagan, C.C.; McDonnell, K.P. Prediction of quality parameters of biomass pellets from proximate and ultimate analysis. Fuel 2013, 111, 771–777. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Nosek, R.; Werle, S.; Borsukiewicz, A.; Zelazna, A.; Łagód, G. Investigation of pellet properties produced from a mix of straw and paper sludge. Appl. Sci. 2020, 10, 5450. [Google Scholar] [CrossRef]
- Yoon, S.J.; Son, Y., II; Kim, Y.K.; Lee, J.G. Gasification and power generation characteristics of rice husk and rice husk pellet using a downdraft fixed-bed gasifier. Renew. Energy 2012, 42, 163–167. [Google Scholar] [CrossRef]
- Mediavilla, I.; Fernández, M.J.; Esteban, L.S. Optimization of pelletisation and combustion in a boiler of 17.5 kWth for vine shoots and industrial cork residue. Fuel Process. Technol. 2009, 90, 621–628. [Google Scholar] [CrossRef]
- Duca, D.; Riva, G.; Foppa Pedretti, E.; Toscano, G. Wood pellet quality with respect to en 14961-2 standard and certifications. Fuel 2014, 135, 9–14. [Google Scholar] [CrossRef]
- Jiang, L.B.; Yuan, X.Z.; Li, H.; Chen, X.H.; Xiao, Z.H.; Liang, J.; Leng, L.J.; Guo, Z.; Zeng, G.M. Co-pelletization of sewage sludge and biomass: Thermogravimetric analysis and ash deposits. Fuel Process. Technol. 2016, 145, 109–115. [Google Scholar] [CrossRef]
- Janse, A.M.C.; De Jonge, H.G.; Prins, W.; Van Swaaij, W.P.M. Combustion Kinetics of Char Obtained by Flash Pyrolysis of Pine Wood. Ind. Eng. Chem. Res. 1998, 37, 3909–3918. [Google Scholar] [CrossRef] [Green Version]
- Liñán-Montes, A.; De La Parra-Arciniega, S.M.; Garza-González, M.T.; García-Reyes, R.B.; Soto-Regalado, E.; Cerino-Córdova, F.J. Characterization and thermal analysis of agave bagasse and malt spent grain. J. Therm. Anal. Calorim. 2014, 115, 751–758. [Google Scholar] [CrossRef]
- Miranda, T.; Nogales, S.; Román, S.; Montero, I.; Arranz, J.I.; Sepúlveda, F.J. Control of several emissions during olive pomace thermal degradation. Int. J. Mol. Sci. 2014, 15, 18349–18361. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Verma, V.K.; Bram, S.; Delattin, F.; Laha, P.; Vandendael, I.; Hubin, A.; De Ruyck, J. Agro-pellets for domestic heating boilers: Standard laboratory and real life performance. Appl. Energy 2012, 90, 17–23. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Lu, D.; Tabil, L.G.; Wang, D.; Wang, G.; Emami, S. Experimental trials to make wheat straw pellets with wood residue and binders. Biomass Bioenergy 2014, 69, 287–296. [Google Scholar] [CrossRef]
- Iftikhar, M.; Asghar, A.; Ramzan, N.; Sajjadi, B.; Chen, W. yin Biomass densification: Effect of cow dung on the physicochemical properties of wheat straw and rice husk based biomass pellets. Biomass Bioenergy 2019, 122, 1–16. [Google Scholar] [CrossRef]
- Verma, V.K.; Bram, S.; Gauthier, G.; De Ruyck, J. Evaluation of the performance of a multi-fuel domestic boiler with respect to the existing European standard and quality labels: Part-1. Biomass Bioenergy 2011, 35, 80–89. [Google Scholar] [CrossRef]
- Verma, V.K.; Bram, S.; Gauthier, G.; De Ruyck, J. Performance of a domestic pellet boiler as a function of operational loads: Part-2. Biomass Bioenergy 2011, 35, 272–279. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Quality A | Quality B |
|---|---|---|
| Moisture (% wb) | 12.00 | 15.00 |
| Bulk density (kg·m−3 wb) | 600.00 | 600.00 |
| Length (mm) | 3.15–40 | 3.15–40 |
| Diameter (mm) | 6 ± 1 | 6 ± 1 |
| Durability (%) | 97.50 | 96.00 |
| N (% db) | 1.50 | 2.00 |
| S (% db) | 0.20 | 0.30 |
| Ash (% db) | 6.00 | 10.00 |
| LHV (MJ·kg−1 wb) | 14.50 | 14.50 |
| Property | Value |
|---|---|
| Moisture (% wb) | 12.51 ± 1.21 |
| Bulk density (kg m−3 wb) | 211.00 ± 0.28 |
| C (% db) | 49.44 ± 0.21 |
| H (% db) | 6.69 ± 0.07 |
| N (% db) | 3.76 ± 0.01 |
| S (% db) | 0.03 ± 0.002 |
| Na (% db) | 0.15 |
| K (% db) | 0.02 |
| Cl (% db) | 0.03 |
| Volatile matter (% db) | 72.38 ± 0.50 |
| Ash (% db) | 3.37 ± 0.10 |
| Fixed carbon (% db) | 24.25 |
| HHV (MJ·kg−1 db) | 21.00 ± 0.02 |
| Energy density (MJ·m−3 wb) | 3605 |
| Property | Value |
|---|---|
| SiO2 | 62.20% |
| P2O5 | 20.20% |
| CaO | 8.06% |
| K2O | 4.43% |
| MgO | 3.94% |
| Fe2O3 | 0.41% |
| ZnO | 0.29% |
| Na2O | 0.17% |
| MnO | 0.13% |
| Atmosphere | Property | 10 °C·min−1 | 40 °C·min−1 |
|---|---|---|---|
| Oxidative | Ignition temperature (°C) | 150 | 171 |
| Burnout temperature (°C) | 602 | 656 | |
| Maximum speed of combustion (%·min−1) | 6.16 | 27.80 | |
| Peak temperature (°C) | 276 | 299 | |
| Secondary peak temperature (°C) | 311 | 332 | |
| Tertiary peak temperature (°C) | 482 | 508 | |
| Inert | Initial temperature (°C) | 154 | 173 |
| Residual mass at 700°C (%) | 21.80 | 22.97 | |
| DTGmax (%·min−1) | 5.38 | 23.56 | |
| DTGmax temperature (°C) | 284 | 302 | |
| Secondary peak temperature (°C) | 343 | 353 |
| Property | Value | Quality A | Quality B |
|---|---|---|---|
| Moisture (% wb) | 9.63 ± 0.60 | √ | √ |
| Bulk density (kg·m−3 wb) | 662.96 ± 15.14 | √ | √ |
| Length (mm) | 20.79 ± 3.90 | √ | √ |
| Diameter (mm) | 6.07 ± 0.04 | √ | √ |
| Durability (%) | 94.56 ± 0.50 | X | X |
| N (% db) | 3.76 ± 0.01 | X | X |
| S (% db) | 0.03 ± 0.002 | √ | √ |
| Ash (% db) | 3.37 ± 0.10 | √ | √ |
| LHV (MJ·kg−1 wb) | 17.65 ± 0.02 | √ | √ |
| Energy density (MJ·m−3 wb) | 11,700 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arranz, J.I.; Sepúlveda, F.J.; Montero, I.; Romero, P.; Miranda, M.T. Feasibility Analysis of Brewers’ Spent Grain for Energy Use: Waste and Experimental Pellets. Appl. Sci. 2021, 11, 2740. https://doi.org/10.3390/app11062740
Arranz JI, Sepúlveda FJ, Montero I, Romero P, Miranda MT. Feasibility Analysis of Brewers’ Spent Grain for Energy Use: Waste and Experimental Pellets. Applied Sciences. 2021; 11(6):2740. https://doi.org/10.3390/app11062740
Chicago/Turabian StyleArranz, José Ignacio, Francisco José Sepúlveda, Irene Montero, Pilar Romero, and María Teresa Miranda. 2021. "Feasibility Analysis of Brewers’ Spent Grain for Energy Use: Waste and Experimental Pellets" Applied Sciences 11, no. 6: 2740. https://doi.org/10.3390/app11062740
APA StyleArranz, J. I., Sepúlveda, F. J., Montero, I., Romero, P., & Miranda, M. T. (2021). Feasibility Analysis of Brewers’ Spent Grain for Energy Use: Waste and Experimental Pellets. Applied Sciences, 11(6), 2740. https://doi.org/10.3390/app11062740