
Influence of Mix Proportions on Rheological Properties, Air Content of Wet Shotcrete—A Case Study



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Measurement of Rheological Properties of Wet Shotcrete
2.3. Air Content and Slump Test
2.4. Measurement of Hardenability
2.5. Pumpability and Shootability Tests
3. Results and Discussion
3.1. Influence of Various Factors on Rheology and Air Content of Fresh Wet Shotcrete
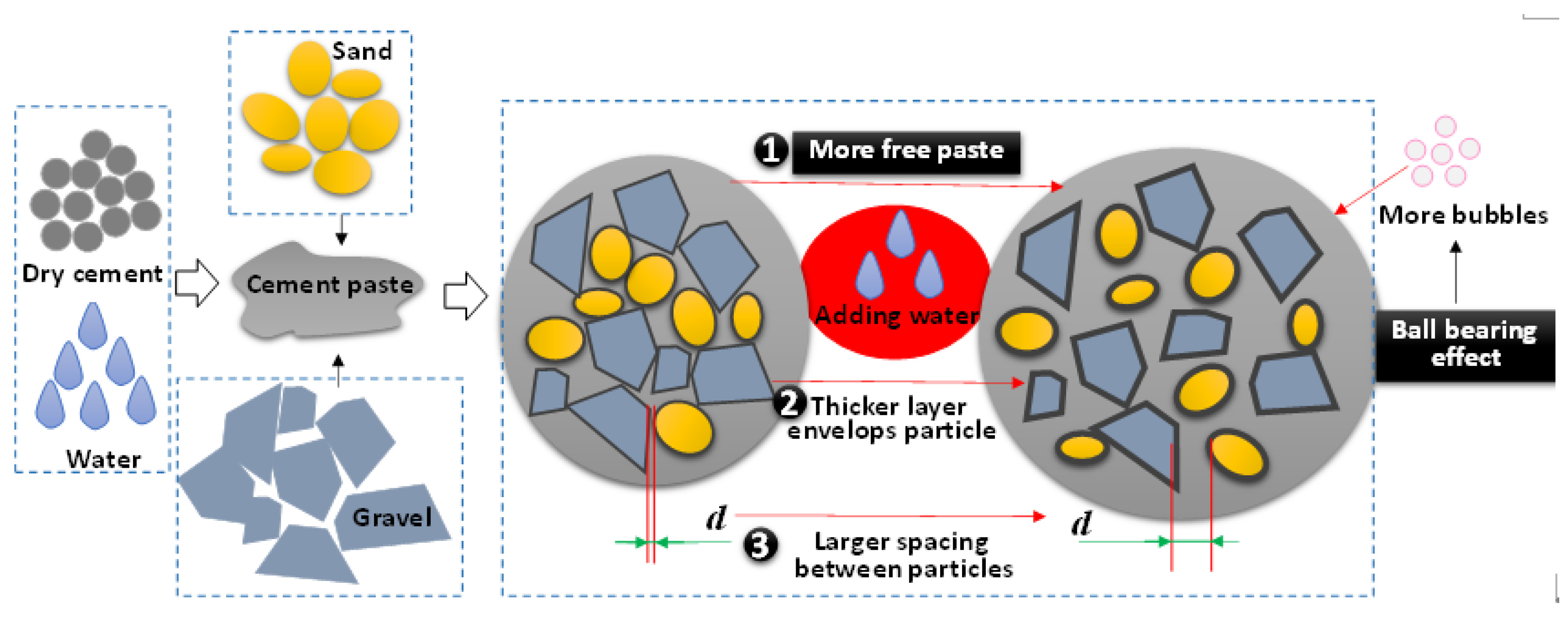
3.1.1. Effect of Water to Binder Ratio (WC)
3.1.2. Effect of Sand Ratio
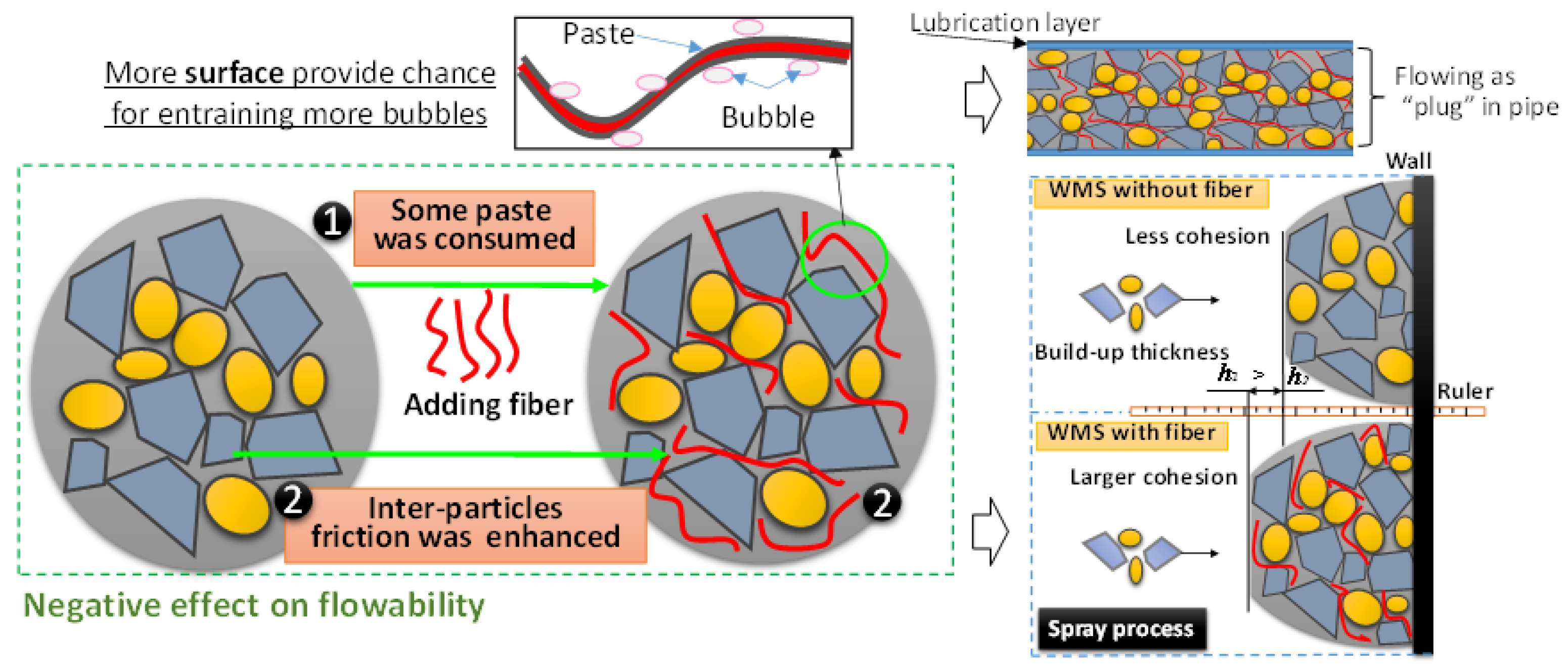
3.1.3. Effect of Fiber
3.1.4. Effect of Air-Entraining Agent
3.1.5. Effect of Water Reducer
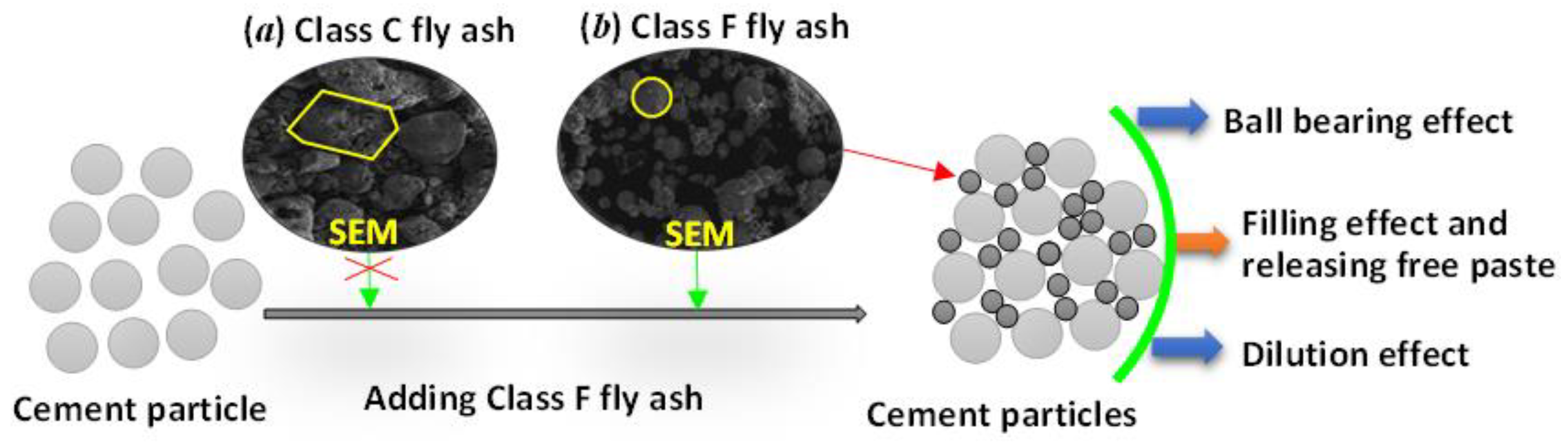
3.1.6. Effect of Fly Ash
3.1.7. Effect of Silica Fume
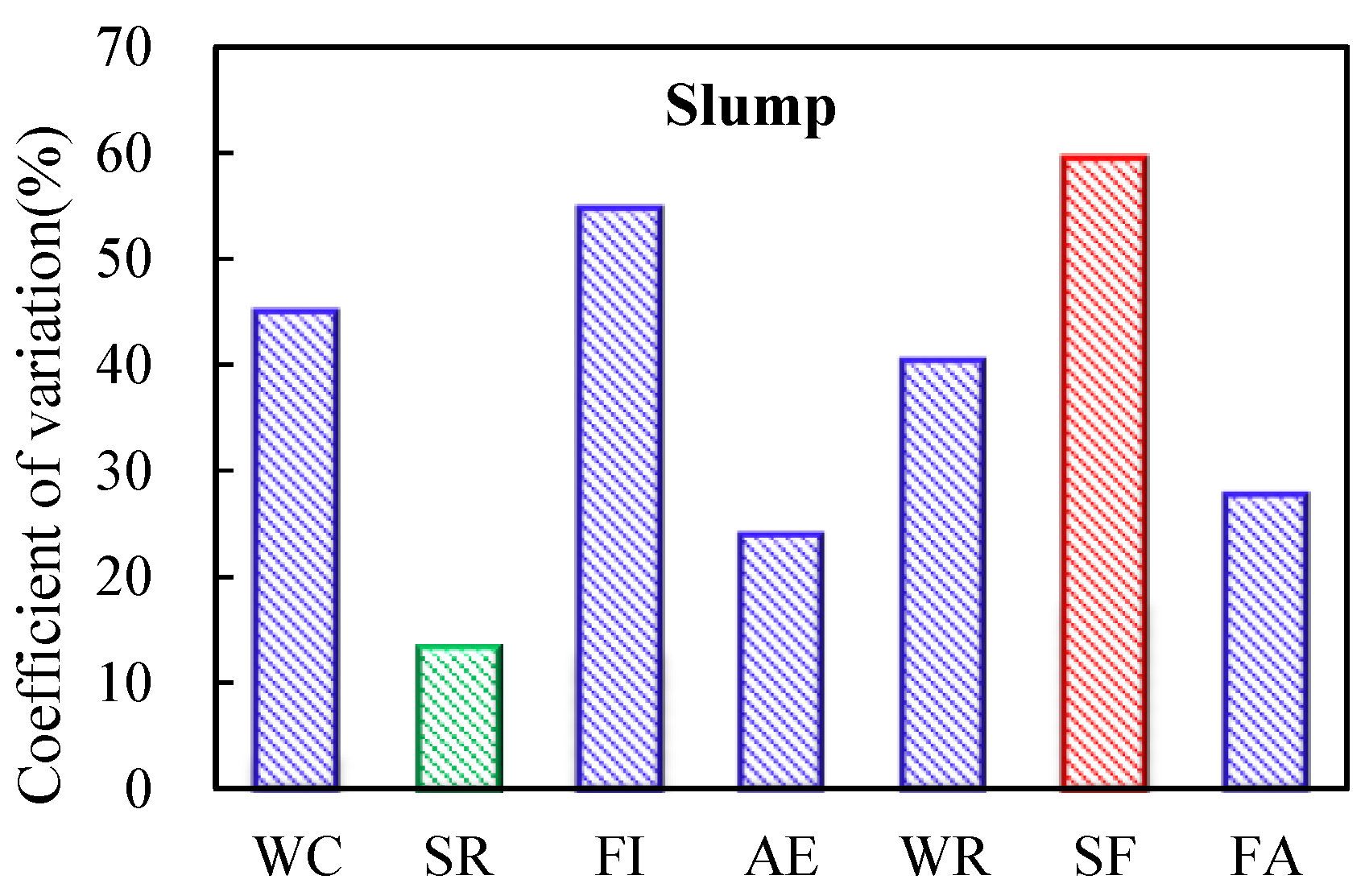
3.2. Difference Analysis of Various Impact Factors
3.3. Comparison of the Effects of Fly Ash, Silica Fume on Rheological Properties and Air Content
3.4. Summary of Influence of Admixtures or Additives on Pumpability and Shootability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Choi, P.; Yeon, J.H.; Yun, K.-K. Air-void structure, strength, and permeability of wet-mix shotcrete before and after shotcreting operation: The influences of silica fume and air-entraining agent. Cem. Concr. Compos. 2016, 70, 69–77. [Google Scholar] [CrossRef]
- Chen, L.; Li, P.; Liu, G.; Cheng, W.; Liu, Z. Development of cement dust suppression technology during shotcrete in mine of China-A review. J. Loss Prev. Process. Ind. 2018, 55, 232–242. [Google Scholar] [CrossRef]
- Liu, G.; Cheng, W.; Chen, L. Investigating and optimizing the mix proportion of pumping wet-mix shotcrete with polypropylene fiber. Constr. Build. Mater. 2017, 150, 14–23. [Google Scholar] [CrossRef]
- Hu, Z.-X.; Hu, X.-M.; Cheng, W.-M.; Zhao, Y.-Y.; Wu, M.-Y. Performance optimization of one-component polyurethane healing agent for self-healing concrete. Constr. Build. Mater. 2018, 179, 151–159. [Google Scholar] [CrossRef]
- Chen, L.; Ma, G.; Liu, G.; Liu, Z. Effect of pumping and spraying processes on the rheological properties and air content of wet-mix shotcrete with various admixtures. Constr. Build. Mater. 2019, 225, 311–323. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, X.; Liu, G. Analysis of dynamic mechanical properties of sprayed fiber-reinforced concrete based on the energy conversion principle. Constr. Build. Mater. 2020, 254, 119167. [Google Scholar] [CrossRef]
- Liu, G.; Cheng, W.; Chen, L.; Pan, G.; Liu, Z. Rheological properties of fresh concrete and its application on shotcrete. Constr. Build. Mater. 2020, 243, 118180. [Google Scholar] [CrossRef]
- Science and Technology of Concrete Admixtures; Elsevier: Amsterdam, The Netherlands, 2015.
- Dils, J.; Boel, V.; De Schutter, G. Influence of cement type and mixing pressure on air content, rheology and mechanical properties of UHPC. Constr. Build. Mater. 2013, 41, 455–463. [Google Scholar] [CrossRef]
- Chen, J.J.; Kwan, A.K.H. Superfine cement for improving packing density, rheology and strength of cement paste. Cem. Concr. Compos. 2012, 34, 1–10. [Google Scholar] [CrossRef]
- Koehler, E.; Fowler, D. Development of a Portable rheometer for fresh Portland cement concrete. In Fiber Reinforced Concrete; International Center for Aggregates Research: Austin, TX, USA, 2004; pp. 65–84. [Google Scholar]
- Choi, M.S.; Kim, Y.J.; Jang, K.P.; Choi, M.S. Effect of the coarse aggregate size on pipe flow of pumped concrete. Constr. Build. Mater. 2014, 66, 723–730. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, Y.; Zuo, X.; Hong, M. Time-dependent rheological and mechanical properties of silica fume modified cemented tailings backfill in low temperature environment. Cem. Concr. Compos. 2020, 114, 103804. [Google Scholar] [CrossRef]
- Park, C.K.; Noh, M.H.; Park, T.H. Rheological properties of cementitious materials containing mineral admixtures. Cem. Concr. Res. 2005, 35, 842–849. [Google Scholar] [CrossRef]
- Rahman, M.K.; Baluch, M.H.; Malik, M.A. Thixotropic behavior of self compacting concrete with different mineral admixtures. Constr. Build. Mater. 2014, 50, 710–717. [Google Scholar]
- Burroughs, J.F.; Weiss, J.; Haddock, J.E. Influence of high volumes of silica fume on the rheological behavior of oil well cement pastes. Constr. Build. Mater. 2019, 203, 401–407. [Google Scholar] [CrossRef]
- Yun, K.K.; Choi, P.; Yeon J, H. Rheological characteristics of wet-mix shotcrete mixtures with crushed aggregates and mineral admixtures. Ksce J. Civ. Eng. 2017, 5, 1–11. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, P.; Yeon, J.H. Correlating rheological properties to the pumpability and shootability of wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 98, 884–891. [Google Scholar] [CrossRef]
- Secrieru, E.; Fataei, S.; Schröfl, C.; Mechtcherine, V. Study on concrete pumpability combining different laboratory tools and linkage to rheology. Constr. Build. Mater. 2017, 144, 451–461. [Google Scholar] [CrossRef]
- Tabatabaeian, M.; Khaloo, A.; Joshaghani, A.; Hajibandeh, E. Experimental investigation on effects of hybrid fibers on rheological, mechanical, and durability properties of high-strength SCC. Constr. Build. Mater. 2017, 147, 497–509. [Google Scholar] [CrossRef]
- Burns, D. Characterization of Wet shotcrete for Small Line Pumping; Citeseer: Laval University, Quebec, QC, Canada, 2008. [Google Scholar]
- Feys, D.; Khayat, K.H.; Khatib, R. How do concrete rheology, tribology, flow rate and pipe radius influence pumping pressure? Cem. Concr. Compos. 2016, 66, 38–46. [Google Scholar] [CrossRef]
- Gołaszewski, J. Influence of mortar volume on rheological properties: Optimizing the workability of fresh high-performance concretes. Betonw. Fert.-Tech. 2008, 74, 44–51. [Google Scholar]
- Feys, D.; De Schutter, G.; Verhoeven, R. Parameters influencing pressure during pumping of self-compacting concrete. Mater. Struct. 2012, 46, 533–555. [Google Scholar] [CrossRef]
- Kwon, S.H.; Park, C.K.; Jeong, J.H.; Jo, S.D.; Lee, S.H. Prediction of Concrete Pumping: Part II—Analytical Prediction and Experimental Verification. ACI Mater. J. 2013, 110, 657–667. [Google Scholar]
- Zhang, J.; Liu, L.; Cao, J.; Yan, X.; Zhang, F. Mechanism and application of concrete-filled steel tubular support in deep and high stress roadway. Constr. Build. Mater. 2018, 186, 233–246. [Google Scholar] [CrossRef]
- Liu, G.; Guo, X.; Cheng, W.; Chen, L.; Cui, X. Investigating the migration law of aggregates during concrete flowing in pipe. Constr. Build. Mater. 2020, 251, 119065. [Google Scholar] [CrossRef]
- Secrieru, E.; Cotardo, D.; Mechtcherine, V.; Lohaus, L.; Schröfl, C.; Begemann, C. Changes in concrete properties during pumping and formation of lubricating material under pressure. Cem. Concr. Res. 2018, 108, 129–139. [Google Scholar] [CrossRef]
- Wallevik, O.H.; Wallevik, J.E. Rheology as a tool in concrete science: The use of rheographs and workability boxes. Cem. Concr. Res. 2011, 41, 1279–1288. [Google Scholar] [CrossRef]
- Wang, J.; Niu, D.; Zhang, Y. Mechanical properties, permeability and durability of accelerated shotcrete. Constr. Build. Mater. 2015, 95, 312–328. [Google Scholar] [CrossRef]
- Beaupre, D. Rheology of High Performance Shotcrete. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 1994. [CrossRef]
- Cheng, W.; Liu, G.; Chen, L. Pet Fiber Reinforced Wet-Mix Shotcrete with Walnut Shell as Replaced Aggregate. Appl. Sci. 2017, 7, 345. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Zhou, Z.; Chen, L.; Liu, G.; Xiao, W. Research on Dust Suppression Technology of Shotcrete Based on New Spray Equipment and Process Optimization. Adv. Civ. Eng. 2019, 2019, 1–11. [Google Scholar] [CrossRef]
- Chen, L.; Liu, G. Airflow-Dust Migration Law and Control Technology Under the Simultaneous Operations of Shotcreting and Drilling in Roadways. Arab. J. Sci. Eng. 2018, 44, 4961–4969. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, S.-Y.; Yeon, J.H. Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 78, 194–202. [Google Scholar] [CrossRef]
- Pan, G.; Li, P.; Chen, L.; Liu, G. A study of the effect of rheological properties of fresh concrete on shotcrete-rebound based on different additive components. Constr. Build. Mater. 2019, 224, 1069–1080. [Google Scholar] [CrossRef]
- ACI Committee. ACI-506R Guide to Shotcrete, 506 ed.; ACI Committee: Farmington Hills, MI, USA, 2005; p. 10. [Google Scholar]
- Zhao, Y.; Duan, Y.; Zhu, L.; Wang, Y.; Jin, Z. Characterization of coarse aggregate morphology and its effect on rheological and mechanical properties of fresh concrete. Constr. Build. Mater. 2021, 286, 122940. [Google Scholar] [CrossRef]
- Leung, C.K.; Lai, R.; Lee, A.Y. Properties of weted fiber reinforced shotcrete and fiber reinforced concrete with similar composition. Cem. Concr. Res. 2005, 35, 788–795. [Google Scholar] [CrossRef]
- Choi, P.; Yun, K.-K.; Yeon, J.H. Effects of mineral admixtures and steel fiber on rheology, strength, and chloride ion penetration resistance characteristics of wet-mix shotcrete mixtures containing crushed aggregates. Constr. Build. Mater. 2017, 142, 376–384. [Google Scholar] [CrossRef]
- Zhang, Y.; Pan, D.; Qu, X.; Liang, P. Secondary Catalytic Effect of Circulating Ash on the Primary Volatiles from Slow and Fast Pyrolysis of Coal. Energy Fuels 2018, 32, 1328–1335. [Google Scholar] [CrossRef]
- Banfill, P.F.G. The rheology of fresh cement and concrete-a review. In Proceedings of the 11th International Congress on the Chemistry of Cement, Durban, South Africa, 11–16 May 2003. [Google Scholar]
- Paiva, H.; Velosa, A.; Veiga, R.; Ferreira, V. Effect of maturation time on the fresh and hardened properties of an air lime mortar. Cem. Concr. Res. 2010, 40, 447–451. [Google Scholar] [CrossRef]
- Greim, M.; Kusterle, W. Rheological measurement of building materials. Appl. Rheol. 2004, 14, 148–150. [Google Scholar] [CrossRef]
- Kostrzanowska-Siedlarz, A.; Gołaszewski, J. Rheological properties of High Performance Self-Compacting Concrete: Effects of composition and time. Constr. Build. Mater. 2016, 115, 705–715. [Google Scholar] [CrossRef]
- Paiva, H.; Velosa, A.; Cachim, P.; Ferreira, V. Effect of metakaolin dispersion on the fresh and hardened state properties of concrete. Cem. Concr. Res. 2012, 42, 607–612. [Google Scholar] [CrossRef]
- Fan, T.; Zhou, G.; Wang, J. Preparation and characterization of a wetting-agglomeration-based hybrid coal dust suppressant. Process. Saf. Environ. Prot. 2018, 113, 282–291. [Google Scholar] [CrossRef]
- Liu, G.; Chen, L. Development of a New Type of Green Switch Air Entraining Agent for Wet-Mix Shotcrete and Its Engineering Application. Adv. Mater. Sci. Eng. 2016, 2016, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Kostrzanowska-Siedlarz, A.; Gołaszewski, J. Rheological properties and the air content in fresh concrete for self compacting high performance concrete. Constr. Build. Mater. 2015, 94, 555–564. [Google Scholar] [CrossRef]
- Pfeuffer, M.; Kusterle, W. Rheology and rebound behaviour of dry-mix shotcrete. Cem. Concr. Res. 2001, 31, 1619–1625. [Google Scholar] [CrossRef]
- Hu, J.; Wang, K. Effect of coarse aggregate characteristics on concrete rheology. Constr. Build. Mater. 2011, 25, 1196–1204. [Google Scholar] [CrossRef]
- Yardimci, M.Y.; Baradan, B.; Taşdemir, M.A. Effect of fine to coarse aggregate ratio on the rheology and fracture energy of steel fibre reinforced self-compacting concretes. Sadhana 2014, 39, 1447–1469. [Google Scholar] [CrossRef]
- Secrieru, E.; Mechtcherine, V.; Schröfl, C.; Borin, D. Rheological characterisation and prediction of pumpability of strain-hardening cement-based-composites (shcc) with and without addition of superabsorbent polymers (sap) at various temperatures. Constr. Build. Mater. 2016, 112, 581–594. [Google Scholar] [CrossRef]
- Westerholm, M.; Lagerblad, B.; Silfwerbrand, J.; Forssberg, E. Influence of fine aggregate characteristics on the rheological properties of mortars. Cem. Concr. Compos. 2008, 30, 274–282. [Google Scholar] [CrossRef]
- Hengjing, B.A.; Zhang, W. Influence of aggregate on the rheological parameters of high-performance concrete. Concrete 2003, 64, 7–8. [Google Scholar]
- Du, L.; Folliard, K.J. Mechanisms of air entrainment in concrete. Cem. Concr. Res. 2005, 35, 1463–1471. [Google Scholar] [CrossRef]
- Burley, R.; Kennedy, B. An experimental study of air entrainment at a solid/liquid/gas interface. Chem. Eng. Sci. 1976, 31, 901–911. [Google Scholar] [CrossRef]
- Jiao, D.; Shi, C.; Yuan, Q.; An, X.; Liu, Y.; Li, H. Effect of constituents on rheological properties of fresh concrete-A review. Cem. Concr. Compos. 2017, 83, 146–159. [Google Scholar] [CrossRef]
- Harini, M.; Shaalini, G.; Dhinakaran, G. Effect of size and type of fine aggregates on flowability of mortar. KSCE J. Civ. Eng. 2011, 16, 163–168. [Google Scholar] [CrossRef]
- Sivakumar, V.; Kavitha, O.; Arulraj, G.P.; Srisanthi, V. An experimental study on combined effects of glass fiber and Metakaolin on the rheological, mechanical, and durability properties of self-compacting concrete. Appl. Clay Sci. 2017, 147, 123–127. [Google Scholar] [CrossRef]
- Tattersall, G.H.; Banfill, P.F. The Rheology of Fresh Concrete; Pitman: London, UK, 1983. [Google Scholar]
- Struble, L.J. Effects of Air Entrainment on Rheology. Aci. Mater. J. 2004, 101, 448–456. [Google Scholar]
- Rahman, M.A. Effect of geometry, gap, and surface friction of test accessory on measured rheological properties of cement paste. ACI Mater. J. 2003, 100, 331–339. [Google Scholar]
- Kwan, A.; Fung, W. Effects of SP on flowability and cohesiveness of cement-sand mortar. Constr. Build. Mater. 2013, 48, 1050–1057. [Google Scholar] [CrossRef]
- Perrot, A.; Lecompte, T.; Khelifi, H.; Brumaud, C.; Hot, J.; Roussel, N. Yield stress and bleeding of fresh cement pastes. Cem. Concr. Res. 2012, 42, 937–944. [Google Scholar] [CrossRef]
- Laskar, A.I.; Talukdar, S. Rheological behavior of high performance concrete with mineral admixtures and their blending. Constr. Build. Mater. 2008, 22, 2345–2354. [Google Scholar] [CrossRef]
- Beycioğlu, A.; Aruntaş, H.Y. Workability and mechanical properties of self-compacting concretes containing LLFA, GBFS and MC. Constr. Build. Mater. 2014, 73, 626–635. [Google Scholar] [CrossRef]
- Ahari, R.S.; Erdem, T.K.; Ramyar, K. Thixotropy and structural breakdown properties of self consolidating concrete containing various supplementary cementitious materials. Cem. Concr. Compos. 2015, 59, 26–37. [Google Scholar] [CrossRef] [Green Version]
- Vance, K.; Kumar, A.; Sant, G.; Neithalath, N. The rheological properties of ternary binders containing Portland cement, limestone, and metakaolin or fly ash. Cem. Concr. Res. 2013, 52, 196–207. [Google Scholar] [CrossRef]
- Biskri, Y.; Achoura, D.; Chelghoum, N.; Mouret, M. Mechanical and durability characteristics of High Performance Concrete containing steel slag and crystalized slag as aggregates. Constr. Build. Mater. 2017, 150, 167–178. [Google Scholar] [CrossRef]
- AzariJafari, H.; Tajadini, A.; Rahimi, M.; Berenjian, J. Reducing variations in the test results of self-consolidating lightweight concrete by incorporating pozzolanic materials. Constr. Build. Mater. 2018, 166, 889–897. [Google Scholar] [CrossRef]
- Yammine, J.; Chaouche, M.; Guerinet, M.; Moranville, M.; Roussel, N. From ordinary rhelogy concrete to self compacting concrete: A transition between frictional and hydrodynamic interactions. Cem. Concr. Res. 2008, 38, 890–896. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Variable | WC (w/b) | Water (kg/m3) | SR(%) | Sand (kg/m3) | FI (mm) | AEA (%) | WR (%) | SF (%) | FA (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| WC45 | Water–binder ratio (WC) | 0.45 | 198 | 70 | 1100 | 0.3 | ||||
| WC50 | 0.5 | 220 | 68 | 1080 | ||||||
| WC55 | 0.55 | 242 | 66 | 1070 | ||||||
| WC60 | 0.6 | 264 | 66 | 1050 | ||||||
| SR50 | Sand ratio (SR) | 0.5 | 220 | 50 | 900 | |||||
| SR60 | 0.5 | 220 | 60 | 1000 | ||||||
| SR70 | 0.5 | 220 | 70 | 1100 | 0.3 | |||||
| FI6 | Fiber (FI) | 0.5 | 220 | 60 | 1000 | 6 | 0.3 | |||
| FI12 | 0.5 | 220 | 60 | 1000 | 12 | 0.3 | ||||
| FI29 | 0.5 | 220 | 60 | 1000 | 29 | 0.3 | ||||
| AE0.02% | Air-entraining agent (AEA) | 0.5 | 220 | 60 | 1000 | 0.02 | ||||
| AE0.04% | 0.5 | 220 | 60 | 1000 | 0.04 | |||||
| AE0.06% | 0.5 | 220 | 60 | 1000 | 0.06 | |||||
| WR0.3% | Water reducer (WR) | 0.5 | 220 | 60 | 1000 | 0.3 | ||||
| WR0.6% | 0.5 | 220 | 60 | 1000 | 0.6 | |||||
| WR0.9% | 0.5 | 220 | 60 | 1000 | 0.9 | |||||
| WR1.2% | 0.5 | 220 | 60 | 1000 | 1.2 | |||||
| SF5% | Silica fume (SF) | 0.5 | 220 | 60 | 1000 | 0.3 | 5 | |||
| SF10% | 0.5 | 220 | 60 | 1000 | 0.3 | 10 | ||||
| SF15% | 0.5 | 220 | 60 | 1000 | 0.3 | 15 | ||||
| FA5% | Fly ash (FA) | 0.5 | 220 | 60 | 1000 | 5 | ||||
| FA10% | 0.5 | 220 | 60 | 1000 | 10 | |||||
| FA15% | 0.5 | 220 | 60 | 1000 | 15 |
| Raw Materials | SiO2 | AI2O3 | Fe2O3 | CaO | MgO | SO3 |
|---|---|---|---|---|---|---|
| Cement | 19.5 | 6.45 | 3.08 | 57.57 | 1.21 | 2.01 |
| Fly ash | 43.64 | 25.39 | 4.19 | 5.62 | 0.84 | 0.28 |
| Silica fume | 95 | 1.1 | 0.8 | 0.3 | 0.6 | - |
| No. | Pressure Drop (MPa/m) | Build-Up Thickness (mm) | No. | Pressure Drop (MPa/m) | Build-up Thickness (mm) |
|---|---|---|---|---|---|
| WC45 | 0.09 | 170 ± 20 | AE0.06% | 0.03 | 130 ± 20 |
| WC50 | 0.08 | 160 ± 20 | WR0.3% | 0.04 | 160 ± 20 |
| WC55 | 0.04 | 140 ± 20 | WR0.6% | 0.04 | 150 ± 20 |
| WC60 | 0.03 | 130 ± 20 | WR0.9% | 0.03 | 150 ± 20 |
| SR50 | 0.07 | 170 + 20 | WR1.2% | 0.03 | 130 ± 20 |
| SR60 | 0.05 | 180 + 20 | SF5% | 0.07 | 170 ± 20 |
| SR70 | 0.09 | 160 ± 20 | SF10% | 0.08 | 170 ± 20 |
| FI6 | 0.08 | 190 ± 20 | SF15% | 0.10 | 190 ± 20 |
| FI12 | 0.07 | 190 ± 20 | FA5% | 0.05 | 180 ± 20 |
| FI29 | 0.06 | 190 ± 20 | FA10% | 0.04 | 170 ± 20 |
| AE0.02% | 0.05 | 150 ± 20 | FA15% | 0.03 | 160 ± 20 |
| AE0.04% | 0.04 | 130 ± 20 |
| Variable | Flowability Factor | Effect on Wet Shotcrete | ||
|---|---|---|---|---|
| Ball Bearing Effect | Free Paste Effect or Filling Effect | Pumpability | Shootability | |
| Increasing WC | Creating possibility for entraining bubbles as ball bearing effect | Producing more free paste | Positive at some certain level | Negative for build-up thickness; Positive for reducing rebound |
| Increasing sand ratio | Sand as ball bearing effect | Sand fills gaps to release more paste | Positive | Negative for build-up thickness; Positive for strength |
| Fiber | None | Adding fiber reduces free paste | Positive due to avoiding bleeding and segregation | Positive for build-up thickness |
| Air-entraining agent | Bubbles as ball bearing effect | When bridge is broken, paste was released | Positive | Positive when bubbles were broken during spraying |
| Water reducer | None | Releasing free cement paste | Positive | Negative |
| Fly ash | Spherical geometry and smooth surface as ball bearing effect | Dilution effect with lower specific gravity; filling effect with small particle size | Positive | Negative at some degree |
| Silica fume | Spherical geometry as ball bearing effect | Filling effect with small particle; flocculation reducing paste | Positive for reducing bleeding and segregation | Positive for build-up thickness |
| Requirements | WC (w/b) | Water (kg/m3) | SR(%) | Sand (kg/m3) | FI (mm) | AEA (%) | WR (%) | SF (%) | FA (%) |
|---|---|---|---|---|---|---|---|---|---|
| Pumpability | 0.55–0.60 | 220 | 60 | 1000 | 12–29 | 0.04–0.06 | 0.9–1.2 | 15 | 5 |
| Shootability | 0.45–0.50 | 220 | 50–60 | 1000 | 12–29 | 0.02–0.04 | 0.3–0.6 | 5–10 | 15 |
| Compressive strength | 0.45 | 220 | 60 | 1000 | 6 | 0.02 | 0.6 | 15 | 5 |
| Optimum mix proportion for wet shotcrete | 0.5 | 220 | 60 | 1000 | 12 | 0.04 | 0.6 | 10 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, J.; Cui, X.; Guo, N.; Liu, G. Influence of Mix Proportions on Rheological Properties, Air Content of Wet Shotcrete—A Case Study. Appl. Sci. 2021, 11, 3550. https://doi.org/10.3390/app11083550
Xie J, Cui X, Guo N, Liu G. Influence of Mix Proportions on Rheological Properties, Air Content of Wet Shotcrete—A Case Study. Applied Sciences. 2021; 11(8):3550. https://doi.org/10.3390/app11083550
Chicago/Turabian StyleXie, Jun, Xiangfei Cui, Nan Guo, and Guoming Liu. 2021. "Influence of Mix Proportions on Rheological Properties, Air Content of Wet Shotcrete—A Case Study" Applied Sciences 11, no. 8: 3550. https://doi.org/10.3390/app11083550
APA StyleXie, J., Cui, X., Guo, N., & Liu, G. (2021). Influence of Mix Proportions on Rheological Properties, Air Content of Wet Shotcrete—A Case Study. Applied Sciences, 11(8), 3550. https://doi.org/10.3390/app11083550