
A Comparative Numerical Analysis on the Effect of Welding Consumables on the Ballistic Resistance of SMAW Joints of Armor Steel

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Experimental Details
2.1. Material
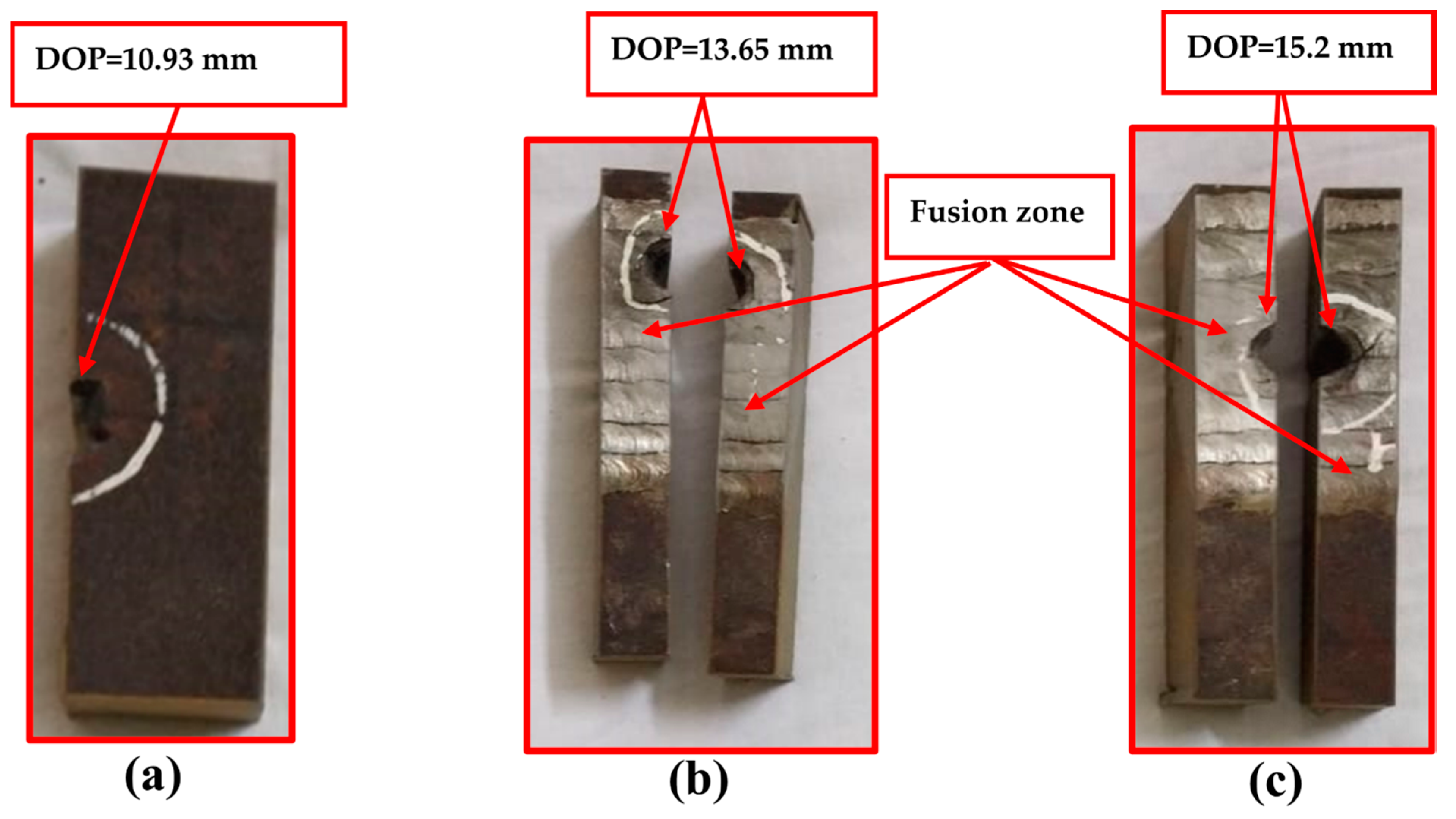
2.2. Penetration Test with 7.62 AP Bullet
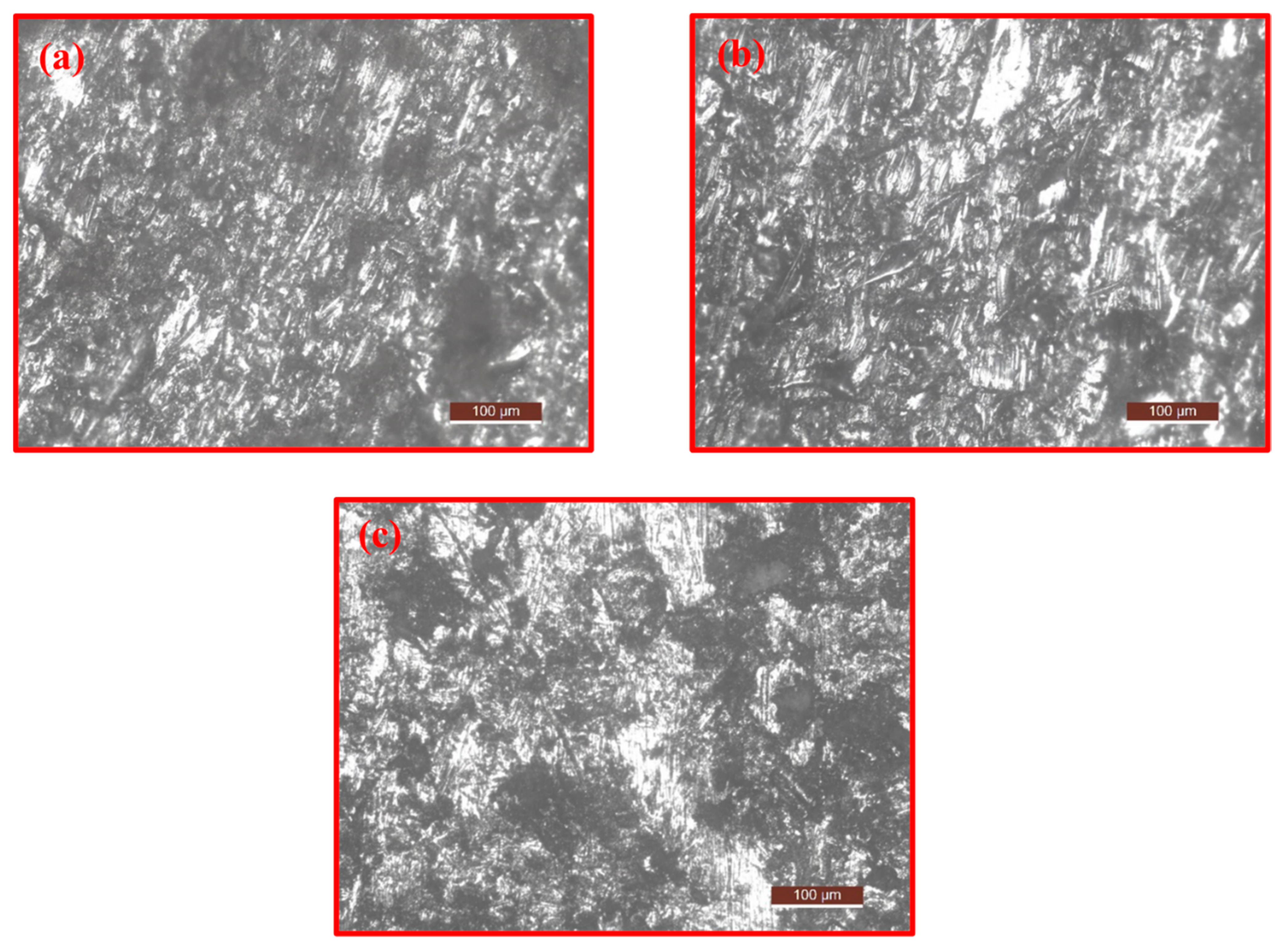
2.3. Fractographical Analysis
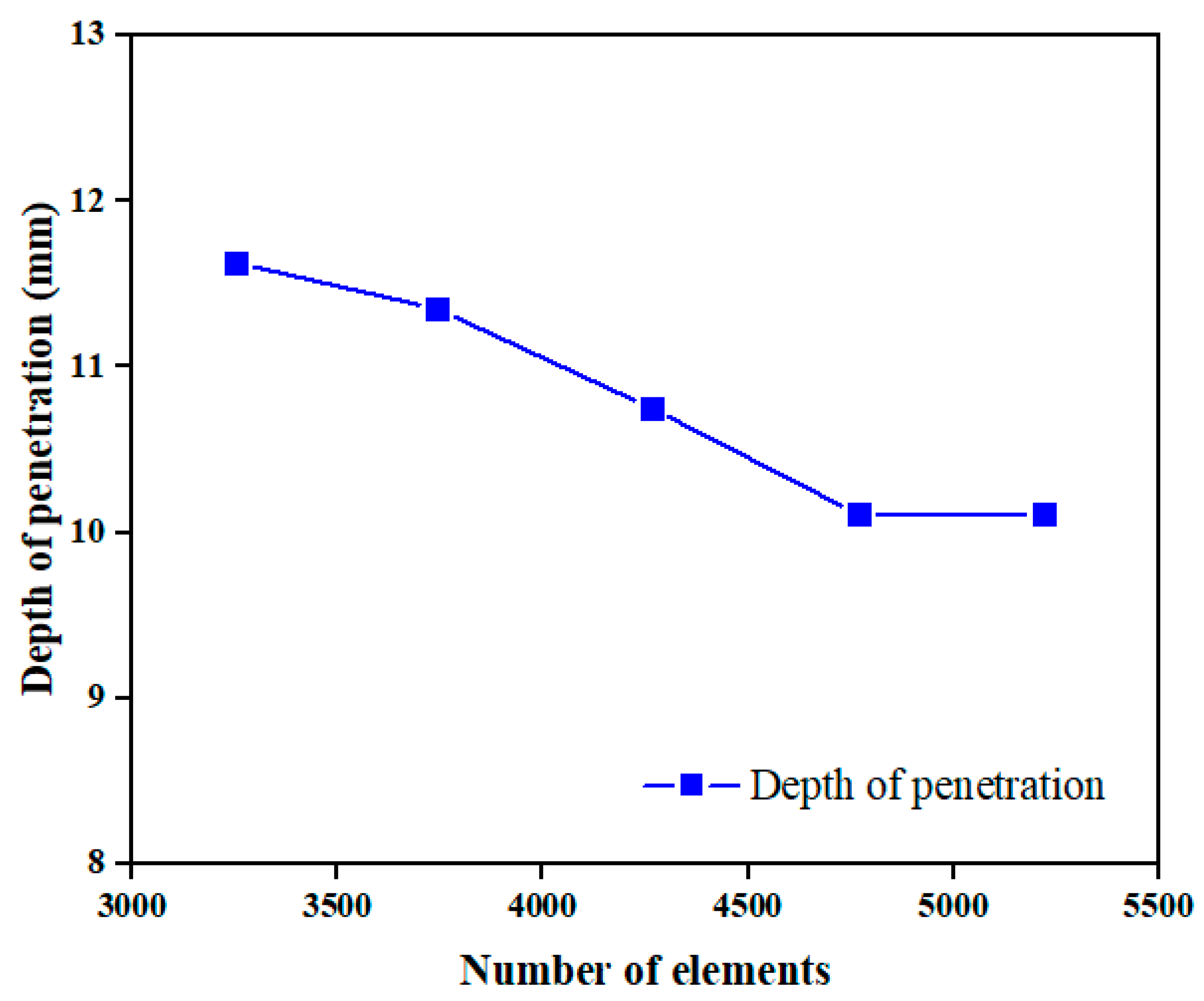
3. Finite Element Analysis Simulation
3.1. Input Material Properties
3.2. JC Hardening Model
3.3. JC Damage Model
3.4. Numerical Modelling: Ballistic Impact with 7.62 AP Bullet
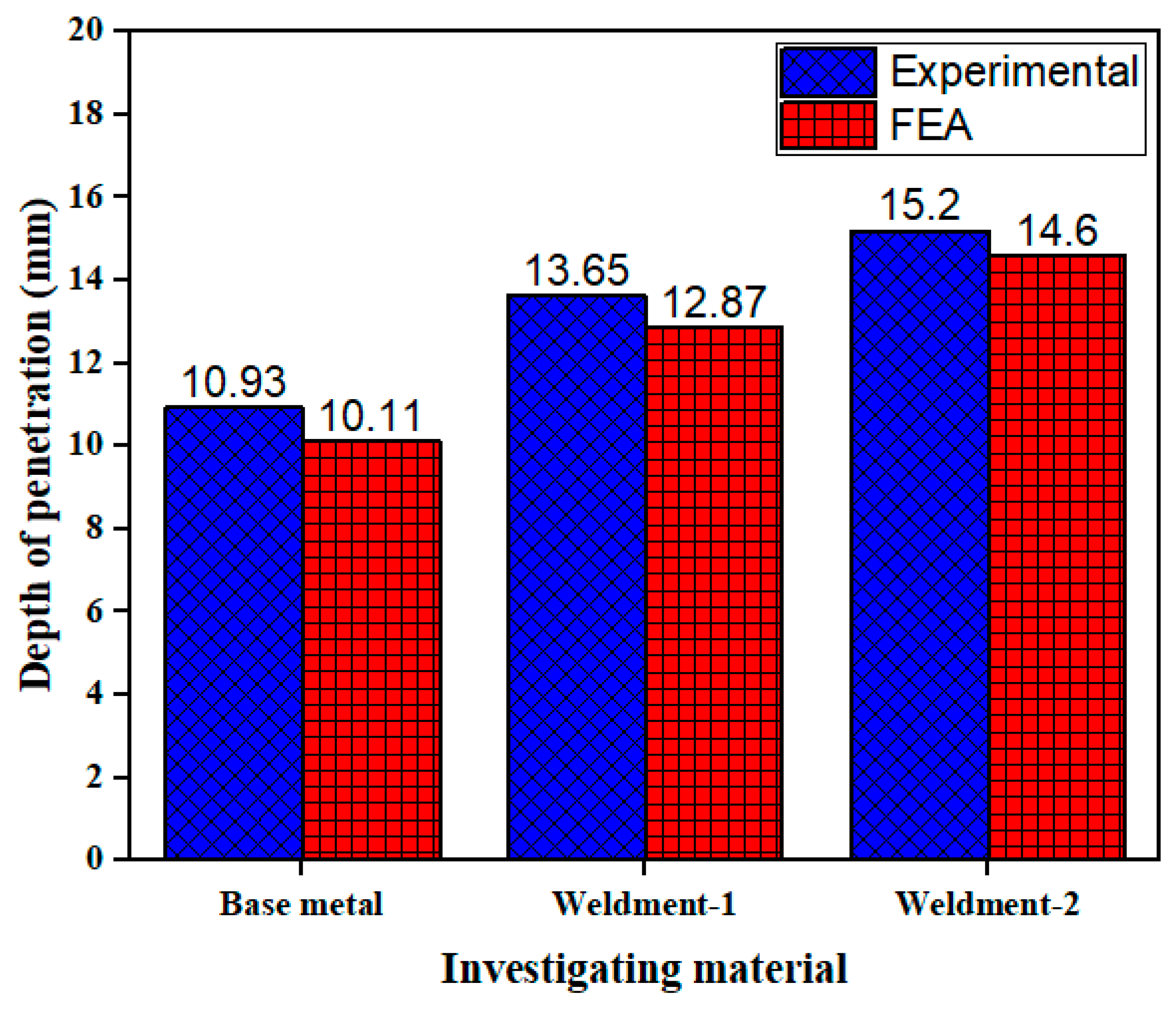
4. Result and Discussion
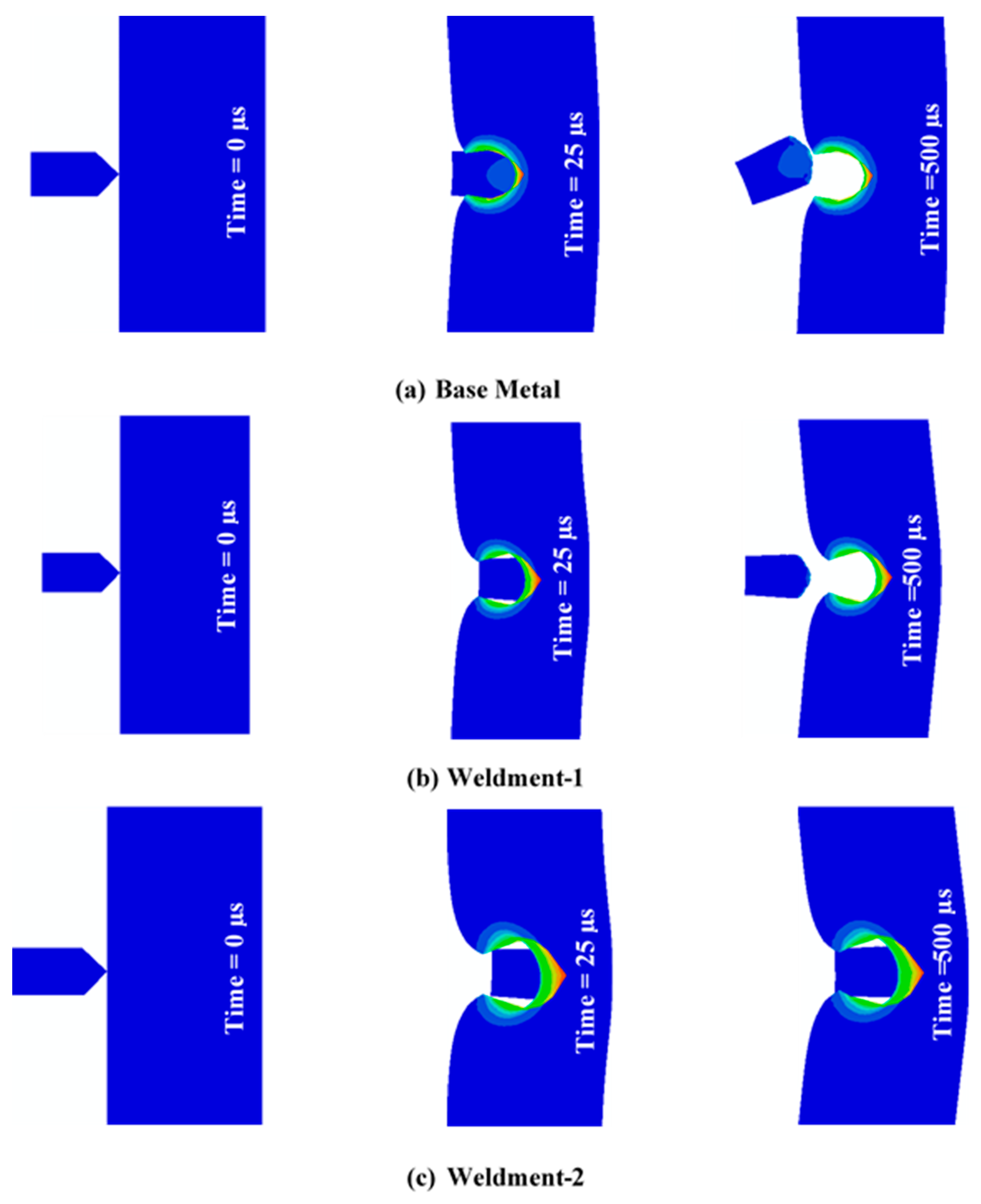
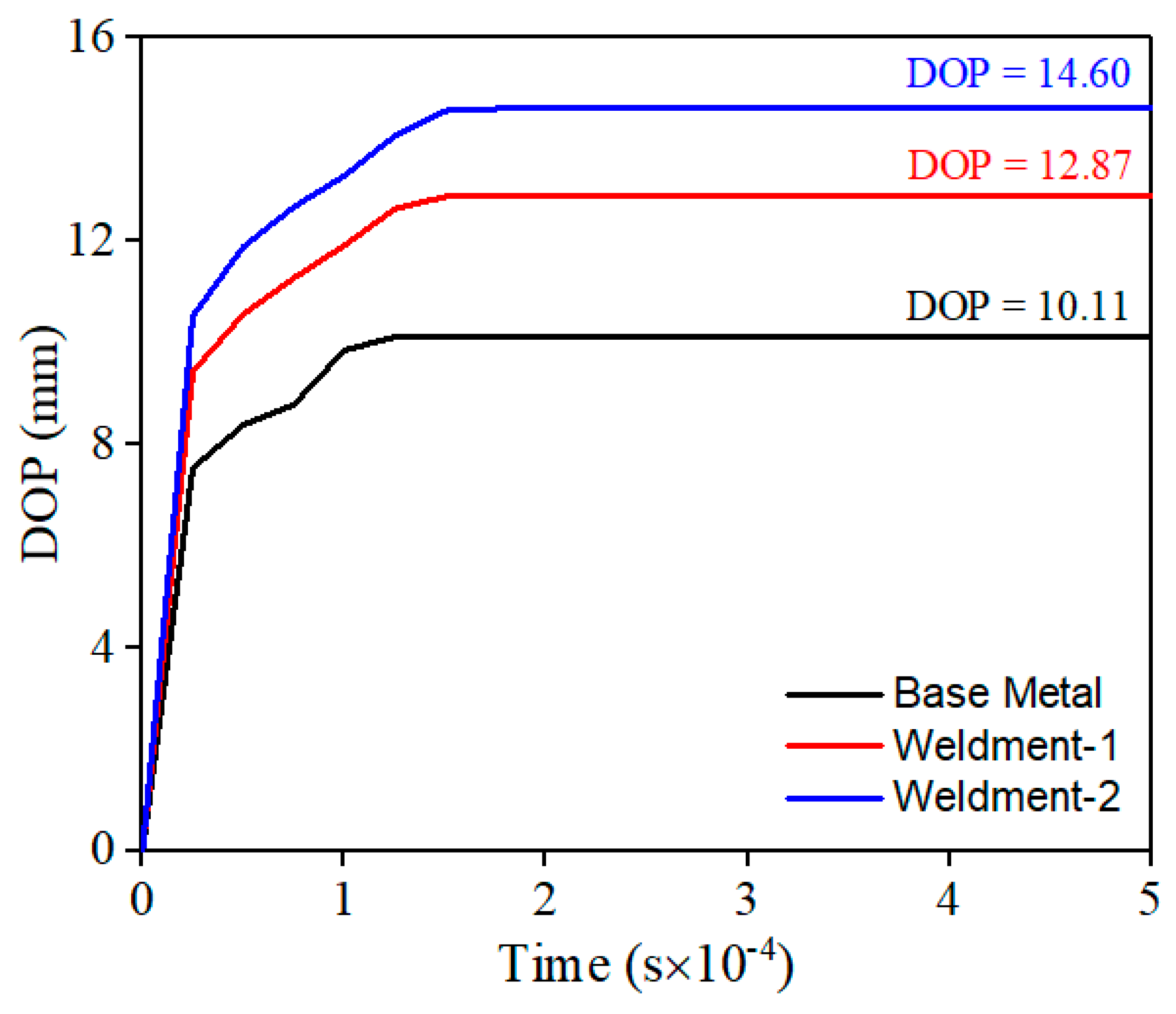
4.1. Depth of Penetration and Microstructural Investigation
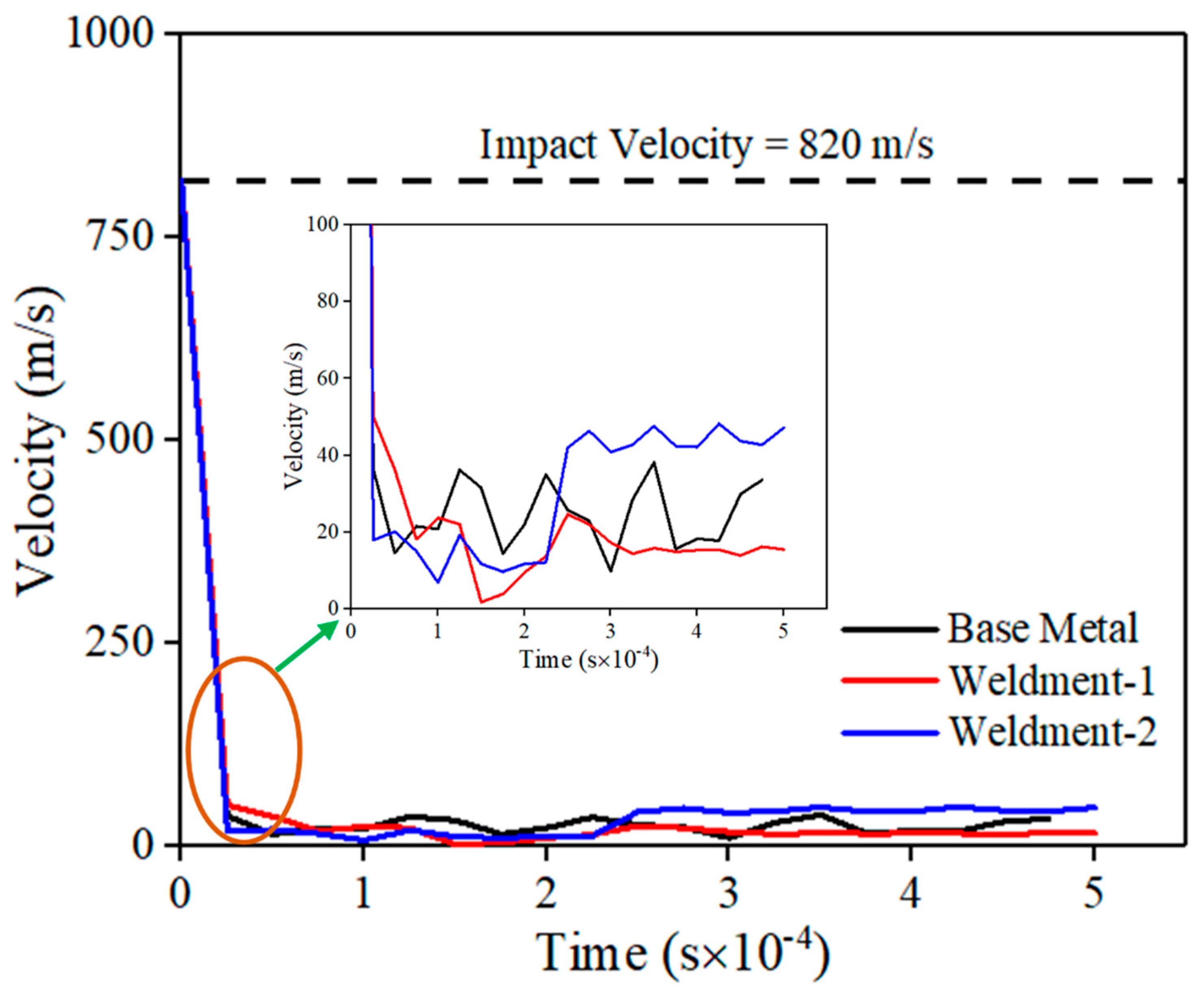
4.2. Impact Velocity vs. Time
4.3. Feasibility of Weldment-1 over Weldment-2
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zejian, X.; Huang, F. Plastic behavior and constitutive modeling of armor steel over wide temperature and strain rate ranges. Acta. Mech. Solida Sin. 2012, 25, 598–608. [Google Scholar]
- Barényi, I.; Híreš, O.; Lipták, P. Changes in mechanical properties of armoured UHSLA steel ARMOX 500T after over tempering. Probl. Mech. Armament Aviat. Saf. Eng. 2013, 4, 7–14. [Google Scholar]
- Saxena, A.; Kumaraswamy, A.; Reddy, G.M.; Madhu, V. Influence of welding consumables on tensile and impact properties of multi-pass SMAW Armox 500T steel joints vis-a-vis base metal. Def. Technol. 2018, 14, 188–195. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Sethi, S.; Reddy, G.M.; Madhu, V. Microstructural Characterization and High Strain Rate Plastic Flow Behavior of SMAWArmox500T Steel Joints from Spherical Indentation Experiments. J. Mater. Eng. Perform 2018, 27, 4261–4269. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Vemuri, M. Investigation of S-D effect on plastic flow behavior of Armox 500T steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 463. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A. Numerical Analysis of Effect of Temperature on Ball Indentation Behavior of Armox500T and IN718. Trans. Indian Inst. Met. 2018, 71, 3111–3116. [Google Scholar] [CrossRef]
- Zukas, J.A. High Velocity Impact Dynamics; Wiley: New York, NY, USA, 1990. [Google Scholar]
- Reddy, G.M.; Mohandas, T. Ballistic performance of high-strengh low-alloy steel weldments. J. Mater. Process. Technol. 1996, 57, 23–30. [Google Scholar] [CrossRef]
- Reddy, G.M.; Mohandas, T.; Papukutty, K. Effect of welding process on the ballistic performance of high-strength low-alloy steel weldments. J. Mater. Process. Technol. 1998, 74, 27–35. [Google Scholar] [CrossRef]
- Pramanick, A.; Das, H.; Reddy, G.; Ghosh, M.; Das, G.; Nandy, S.; Pal, T. Development and design of microstructure based coated electrode for ballistic performance of shielded metal arc welded armour steel joints. Mater. Des. 2016, 103, 52–62. [Google Scholar] [CrossRef]
- Iqbal, M.; Senthil, K.; Sharma, P.; Gupta, N. An investigation of the constitutive behavior of Armox 500T steel and armor piercing incendiary projectile material. Int. J. Impact Eng. 2016, 96, 146–164. [Google Scholar] [CrossRef]
- Saxena, A. Comparative Study of Effect of Strain-Rate on Plastic Flow Behavior of Armor Steel Weldments for Defence Applications. Ph.D. Thesis, Defence Institute of Advanced Technology, Pune, India, May 2019. [Google Scholar]
- Børvik, T.; Dey, S.; Clausen, A. Perforation resistance of five different high-strength steel plates subjected to small-arms projectiles. Int. J. Impact Eng. 2009, 36, 948–964. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; Volume 21, pp. 541–547. [Google Scholar]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Hancock, J.; MacKenzie, A. On the mechanisms of ductile failure in high-strength steels subjected to multi-axial stress-states. J. Mech. Phys. Solids 1976, 24, 147–160. [Google Scholar] [CrossRef]
- Rogers, H.C. Adiabatic Plastic Deformation. Annu. Rev. Mater. Res. 1979, 9, 283–311. [Google Scholar] [CrossRef]
- Yildirim, B.; Muftu, S.; Gouldstone, A. Modeling of high velocity impact of spherical particles. Wear 2011, 270, 703–713. [Google Scholar] [CrossRef]
- Ravichandran, G.; Rosakis, A.J.; Hodowany, J.; Rosakis, P. On the Conversion of Plastic Work into Heat During High-Strain-Rate Deformation. Fourth Huntsville Gamma Ray Burst Symp. 2002, 620, 557–562. [Google Scholar] [CrossRef]
- Molinari, J.; Ortiz, M. A study of solid-particle erosion of metallic targets. Int. J. Impact Eng. 2002, 27, 347–358. [Google Scholar] [CrossRef]
- Finney, M.A.; McAllister, S.S.; Maynard, T.B.; Grob, I.J. A Study of Wildfire Ignition by Rifle Bullets. Fire Technol. 2015, 52, 931–954. [Google Scholar] [CrossRef] [Green Version]
- Rosenberg, Z.; Dekel, E. Terminal Ballistics; Springer: Berlin, Germany, 2012; pp. 267–291. [Google Scholar]
- Reddy, G.M.; Mohandas, T.; Tagore, G. Weldability studies of high-strength low-alloy steel using austenitic fillers. J. Mater. Process. Technol. 1995, 49, 213–228. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Ni | Mo | N | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Base metal | 0.31 | 0.265 | 0.86 | 0.019 | 0.007 | 0.60 | 0.82 | 0.24 | - | 0.005 | Balance |
| Weldment-1 | 0.06 | 0.58 | 0.85 | 0.017 | 0.012 | 0.04 | 0.03 | 0.015 | 0.018 | - | Balance |
| Weldment-2 | 0.05 | 0.51 | 1.18 | 0.018 | 0.06 | 18.03 | 9.45 | 0.04 | - | Balance |
| Description | Notation | Base Metal [11] | Weldment-1 [12] | Weldment-2 [12] | 7.62 AP Bullet [11] |
|---|---|---|---|---|---|
| Modulus of elasticity | E (N/m2) | 201 × 109 | 201 × 109 | 200 × 109 | 200 × 109 |
| Poisson’s ratio | ν | 0.33 | 0.3 | 0.32 | 0.3 |
| Density | ρ | 7850 | 7850 | 7850 | 7850 |
| Yield stress constant | A (N/m2) | 1372.488 × 106 | 331.47 × 106 | 345.19 × 106 | 1657.71 × 106 |
| Strain hardening constant | B (N/m2) | 835.022 × 106 | 331.47 × 106 | 523.900× 106 | 20,855.6 × 106 |
| n | 0.2467 | 0.4454 | 0.2819 | 0.651 | |
| Viscous effect | C | 0.0617 | 0.122 | 0.096 | 0.0076 |
| Thermal sensitivity | m | 0.84 | 1 | 1 | 0.35 |
| Reference strain rate | (s−1) | 1 | 10−3 | 10−3 | 1 |
| Melting temperature | Tm (K) | 1800 | 1800 | 1800 | 1800 |
| Reference temperature | Tref (K) | 293 | 293 | 293 | 293 |
| Fracture strain constant | D1 | 0.04289 | 0.0510 | 0.0463 | 0.0301 |
| D2 | 2.1521 | 2.0426 | 2.341 | 0.0142 | |
| D3 | −2.7575 | −2.8342 | −2.567 | −2.192 | |
| D4 | −0.0066 | −0.0509 | −0.0408 | 0.0 | |
| D5 | 0.86 | 0 | 0 | 0.35 | |
| Inelastic heat fraction | χ | 0.9 | 0.9 | 0.9 | 0.9 |
| Specific heat | Cp (J/Kg K) | 455 | 455 | 455 | 455 |
| Thermal conductivity | K (W/m k) | 47 | 47 | 47 | 47 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saxena, A.; Dwivedi, S.P.; Sharma, S.; Srivastava, V.S.; Singh, G.; Singh, J.; Chattopadhyaya, S.; I. Pruncu, C. A Comparative Numerical Analysis on the Effect of Welding Consumables on the Ballistic Resistance of SMAW Joints of Armor Steel. Appl. Sci. 2021, 11, 3629. https://doi.org/10.3390/app11083629
Saxena A, Dwivedi SP, Sharma S, Srivastava VS, Singh G, Singh J, Chattopadhyaya S, I. Pruncu C. A Comparative Numerical Analysis on the Effect of Welding Consumables on the Ballistic Resistance of SMAW Joints of Armor Steel. Applied Sciences. 2021; 11(8):3629. https://doi.org/10.3390/app11083629
Chicago/Turabian StyleSaxena, Ambuj, Shashi Prakash Dwivedi, Shubham Sharma, Vishal Shankar Srivastava, Gursharan Singh, Jujhar Singh, Somnath Chattopadhyaya, and Catalin I. Pruncu. 2021. "A Comparative Numerical Analysis on the Effect of Welding Consumables on the Ballistic Resistance of SMAW Joints of Armor Steel" Applied Sciences 11, no. 8: 3629. https://doi.org/10.3390/app11083629
APA StyleSaxena, A., Dwivedi, S. P., Sharma, S., Srivastava, V. S., Singh, G., Singh, J., Chattopadhyaya, S., & I. Pruncu, C. (2021). A Comparative Numerical Analysis on the Effect of Welding Consumables on the Ballistic Resistance of SMAW Joints of Armor Steel. Applied Sciences, 11(8), 3629. https://doi.org/10.3390/app11083629