
Effect of the Depth of Decarburized Layer in SKL15 Tension Clamp on Fatigue Strength



Abstract
:1. Introduction
2. Investigation of Cause of Fatigue Crack
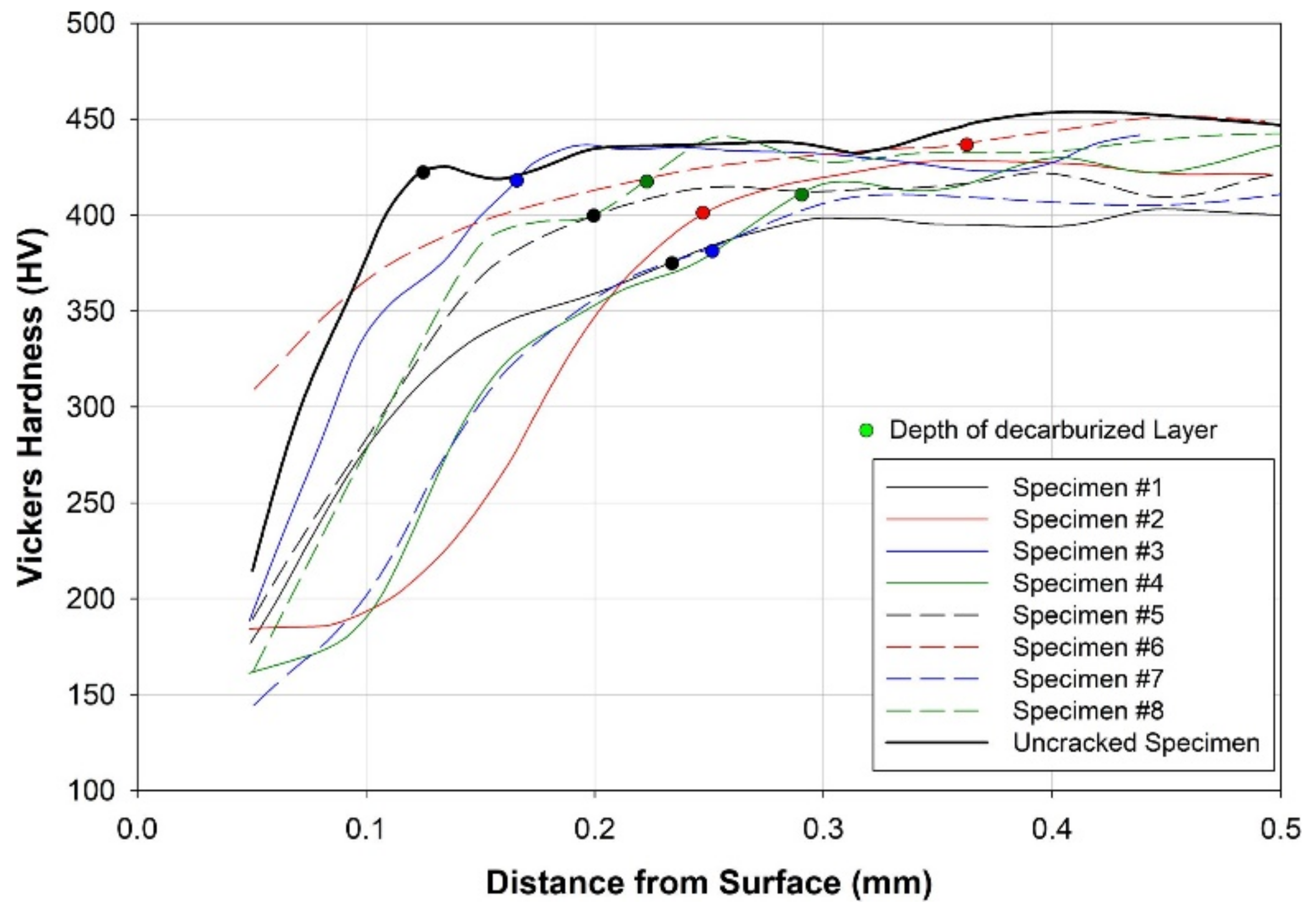
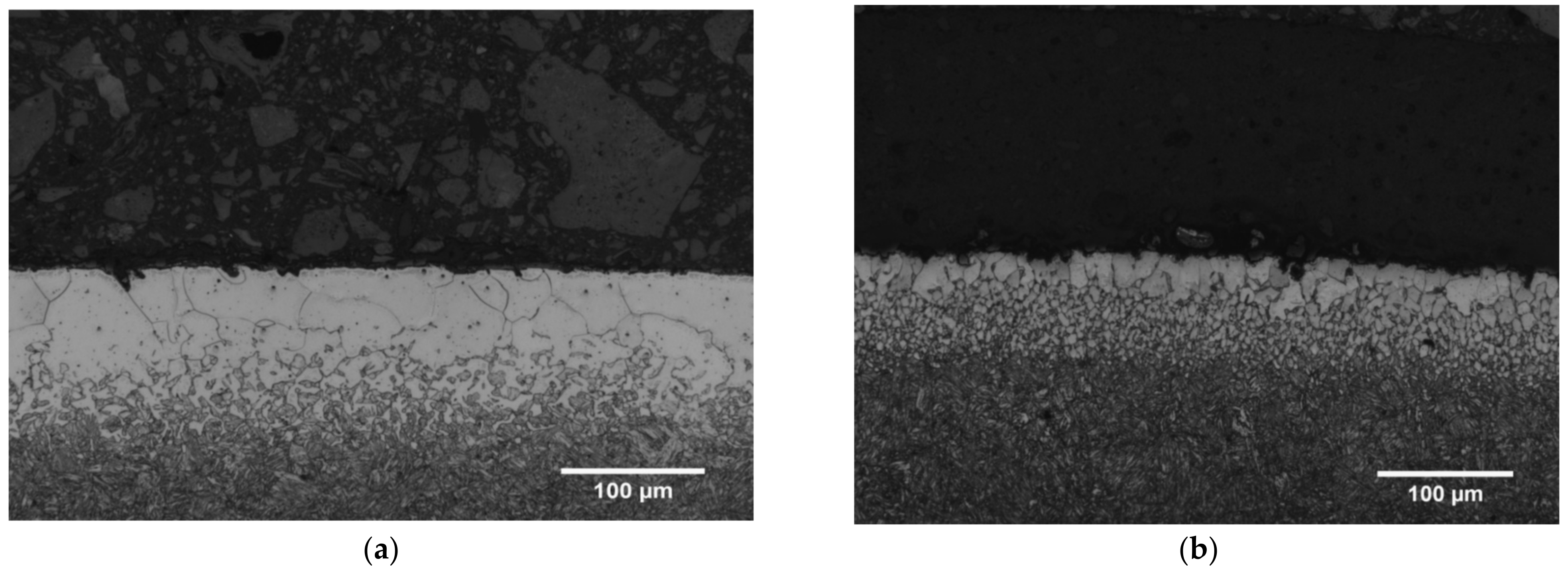
2.1. Result of Decarburized Layer Measurement
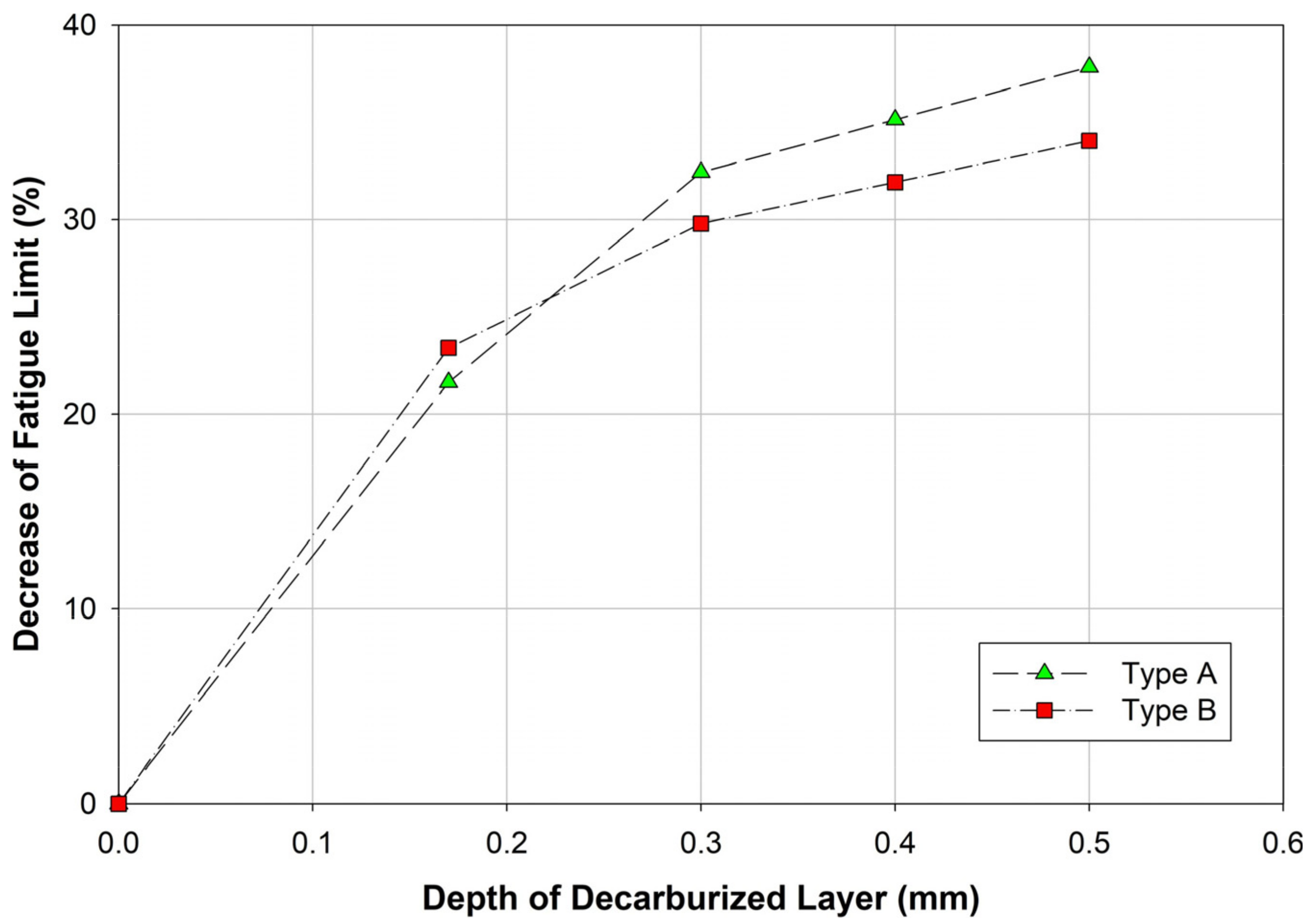
2.2. Decrease in the Fatigue Strength Due to Decarburized Layer
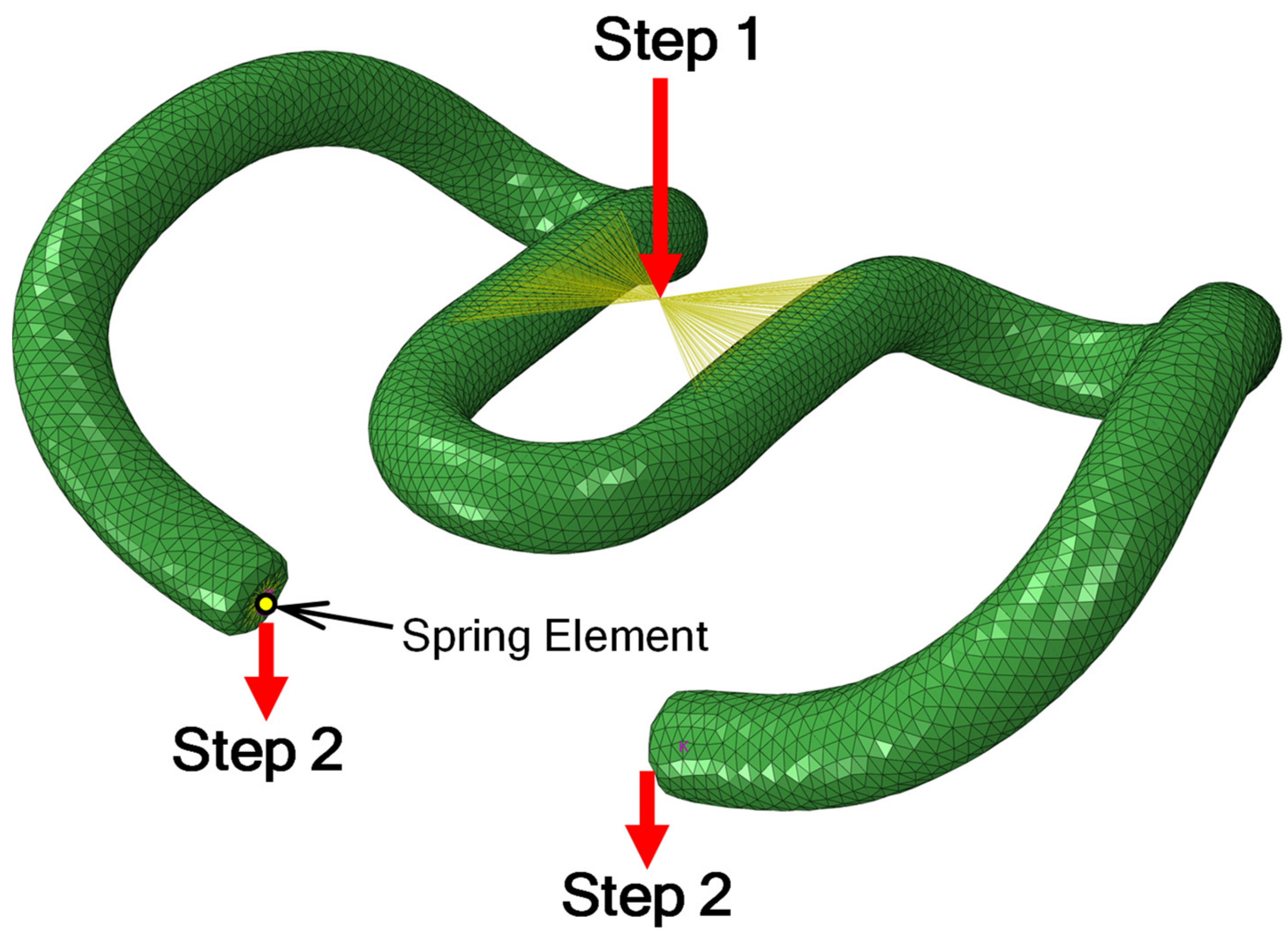
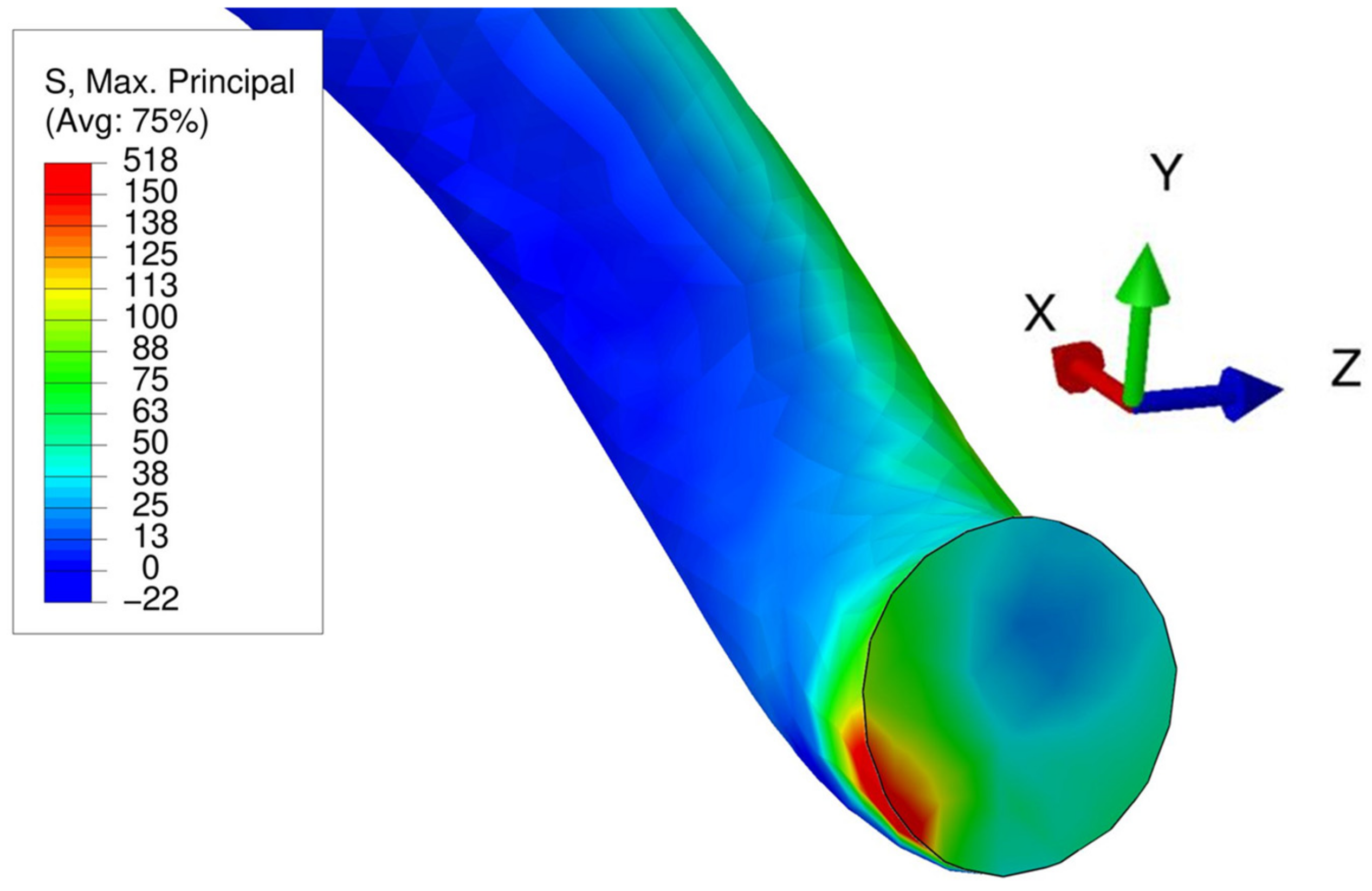
2.3. Section Force Generated in the Tension Clamp Due to Train Running
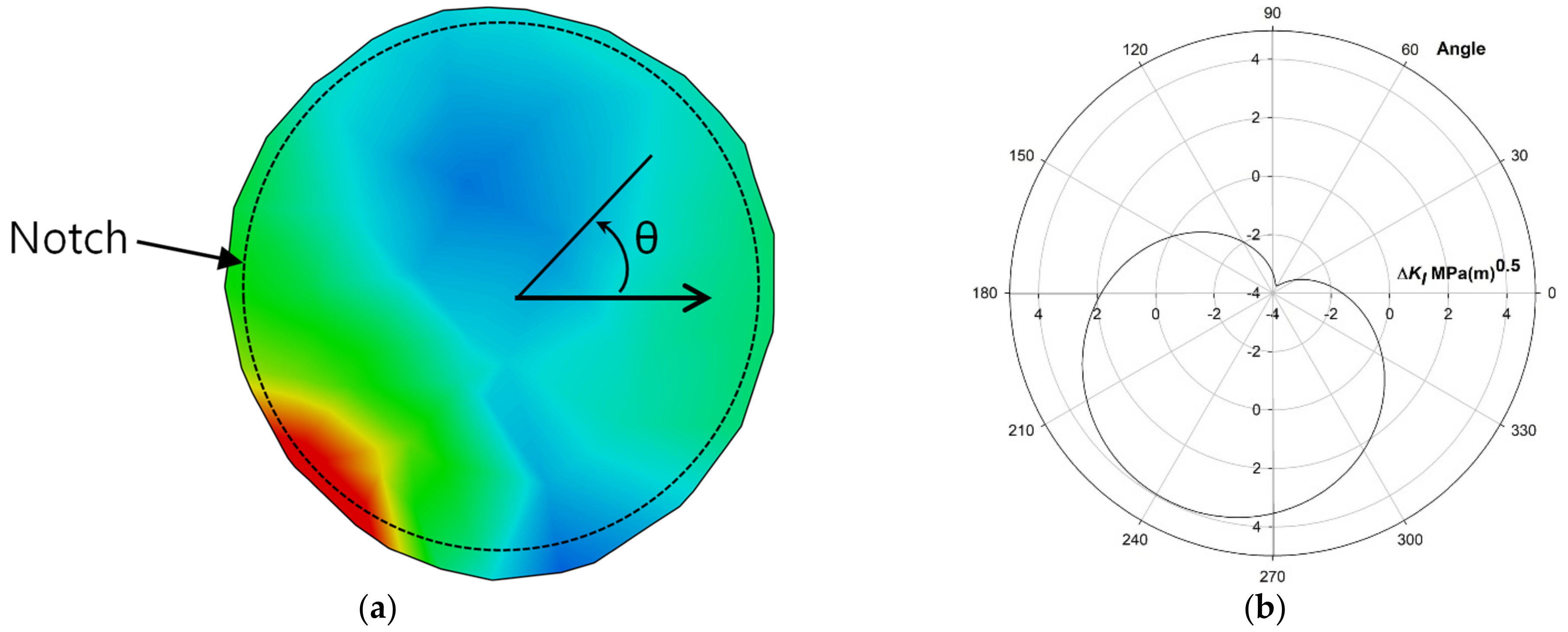
3. ΔKI According to the Depth of the Decarburized Layer
4. Conclusions
- As a result of measuring the depth of the decarburized layer of eight tension clamps with fatigue failure via the hardness measurement method, the distribution of measured depth ranged from 0.17 to 0.36 mm. All but one had a decarburized layer depth greater than 0.2 mm, which is the maximum allowable decarburized layer depth suggested by the manufacturer, and the fatigue failure occurred even in the tension clamp with a decarburized layer depth thinner than the allowable depth.
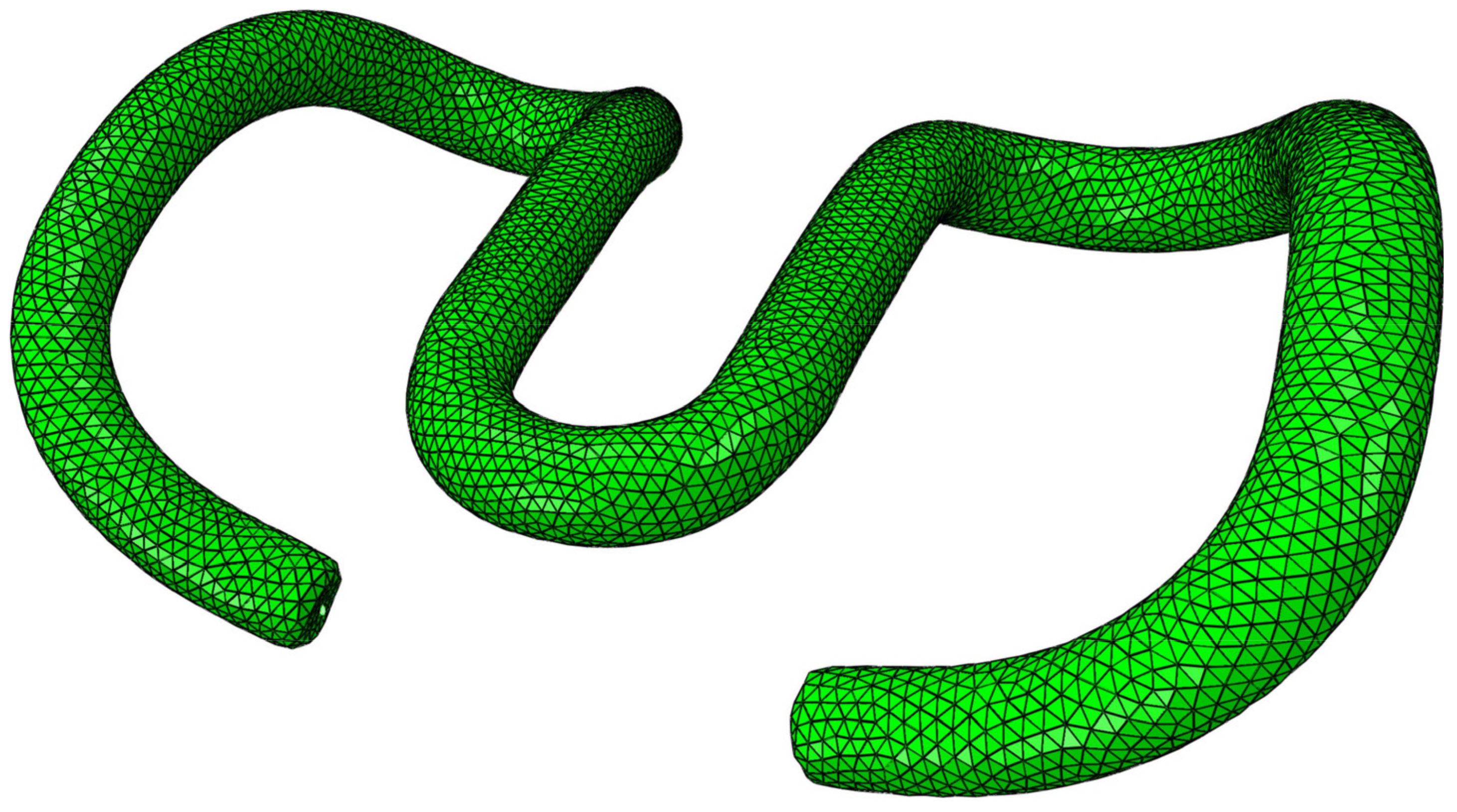
- Because the fatigue strength of the decarburized layer is lower than that of the base metal, the result of crack growth analysis based on linear elastic fracture mechanics under the assumption that the decarburized layer is an initial crack successfully confirmed whether the fatigue crack occurred according to the depth of the decarburized layer. The stress state at the location of the fatigue crack occurring due to the passage of a train was calculated by finite element analysis, and ΔKth for the stress state at that location was 1.74 MPa√m. In the case of the measured minimum depth of the decarburized layer of 0.17 mm, ΔKI generated by the passage of a train was 3.65 MPa√m. Thus, it was well explained that the fatigue failure occurred despite the fact that the depth of the decarburized layer was thinner than the manufacturer’s allowable depth of the decarburized layer.
- By measuring the depth of the decarburized layer of the tension clamp where the fatigue crack occurred and calculating ΔKI, it was confirmed that it was impossible to prevent the occurrence of fatigue cracking because the depth of the maximum allowable decarburized layer suggested by the manufacturer is too thick. The maximum allowable depth of the decarburized layer of SKL15 on the route on which the survey was conducted should be equal to or less than 0.04 mm. However, the stress range at the crack location was also excessive, so stress range should be controlled.
- The maximum allowable depth of the decarburized layer suggested above is applicable only to the SKL15 tension clamp of the corresponding route and cannot be applied to routes with different operating conditions or to other types of tension clamps or rail clips. However, the approach used in this study could be used to determine the allowable depth of the decarburized layer of other types of tension clamps or rail clips.
Author Contributions
Funding
Conflicts of Interest
References
- Park, Y.C.; An, C.B.; Sim, H.B.; Kim, M.C.; Hong, J.K. Failure analysis of fatigue cracking in the tension clamp of a rail fastening system. Int. J. Steel Struct. 2019, 19, 1570–1577. [Google Scholar] [CrossRef]
- Frost, N.E.; Marsh, K.J.; Pook, L.P. Metal Fatigue; Dover Publications, Inc.: Meneola, NY, USA, 1974. [Google Scholar]
- Bannantine, J.A.; Comer, J.J.; Handrock, J.L. Fundamentals of Metal Fatigue Analysis; Prentice Hall: Englewood Cliffs, NJ, USA, 1990. [Google Scholar]
- KATS. KS D 0216: Method of Measuring Decarburized Depth for Steel; Korean Agency for Technology and Standards: Sejong-si, Korea, 2001. (In Korean)
- Mayott, S.W. Analysis of the Effects of Reduced Oxygen Atmospheres on the Decarburization Depths of 300M Alloy Steel. Master’s Thesis, Rensselaer Polytechnic Institute, Troy, NY, USA, July 2010. [Google Scholar]
- Ueda, T.; Ueda, S. Effects of surface decarburization on the fatigue properties of plain carbon steel (1st report). J. Jpn. Soc. Test. Mater. 1958, 8, 170–177. (In Japanese) [Google Scholar]
- Barsom, J.M.; Rolfe, S.T. Fracture and Fatigue Control in Structures, 3rd ed.; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- Dassault, S. ABAQUS, Version 6.14-1; ABAQUS Inc.: Palo Alto, CA, USA, 2014.
- Tada, H.; Paris, P.C.; Irwin, G.R. The Stress Analysis of Cracks Handbook, 3rd ed.; The American Society of Mechanical Engineering: New York, NY, USA, 2000. [Google Scholar]
- Atzori, B.; Lazzarin, P.; Meneghetti, G. Fracture mechanics and notch sensitivity. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 257–267. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength | Tensile Strength | Young’s Modulus | Young’s Modulusafter Yielding | Poisson’s Ratio |
|---|---|---|---|---|
| 1150 MPa | 1300 MPa | 200 GPa | 2.02 GPa | 0.3 |
| Forces (N) | Moments (N·mm) | |||||
|---|---|---|---|---|---|---|
| Direction | x | y | z | x | y | z |
| Range | 735 | −654 | −134 | −12,700 | 40,400 | 20,500 |
| Maximum Stress | Minimum Stress | Stress Range | Stress Ratio |
|---|---|---|---|
| 1262 MPa | 1116 MPa | 146 MPa | 0.884 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, Y.-C.; An, C.-B.; Kim, M.; Sim, H.-B. Effect of the Depth of Decarburized Layer in SKL15 Tension Clamp on Fatigue Strength. Appl. Sci. 2021, 11, 3841. https://doi.org/10.3390/app11093841
Park Y-C, An C-B, Kim M, Sim H-B. Effect of the Depth of Decarburized Layer in SKL15 Tension Clamp on Fatigue Strength. Applied Sciences. 2021; 11(9):3841. https://doi.org/10.3390/app11093841
Chicago/Turabian StylePark, Yeun-Chul, Chang-Beom An, Mancheol Kim, and Hyoung-Bo Sim. 2021. "Effect of the Depth of Decarburized Layer in SKL15 Tension Clamp on Fatigue Strength" Applied Sciences 11, no. 9: 3841. https://doi.org/10.3390/app11093841
APA StylePark, Y. -C., An, C. -B., Kim, M., & Sim, H. -B. (2021). Effect of the Depth of Decarburized Layer in SKL15 Tension Clamp on Fatigue Strength. Applied Sciences, 11(9), 3841. https://doi.org/10.3390/app11093841