
Numerical Study of the Impact of Shot Peening on the Tooth Root Fatigue Performances of Gears Using Critical Plane Fatigue Criteria


Abstract
:1. Introduction
2. Materials and Methods
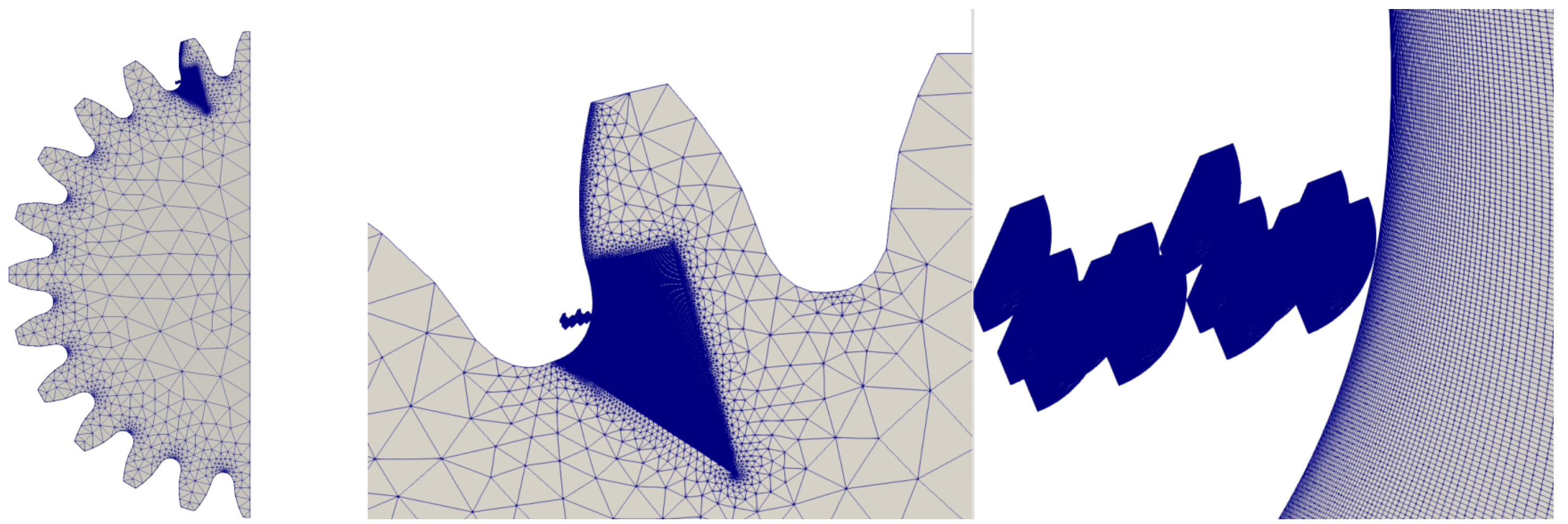
2.1. Finite Element Simulations
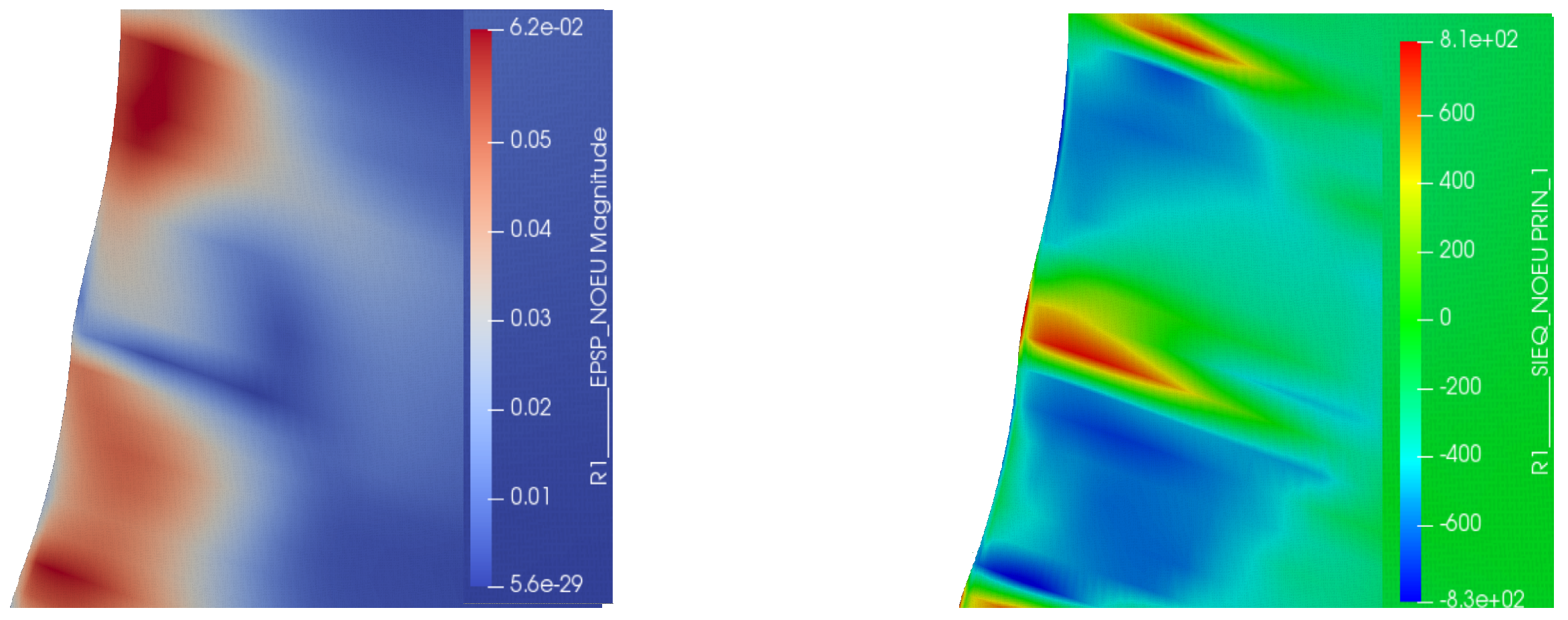
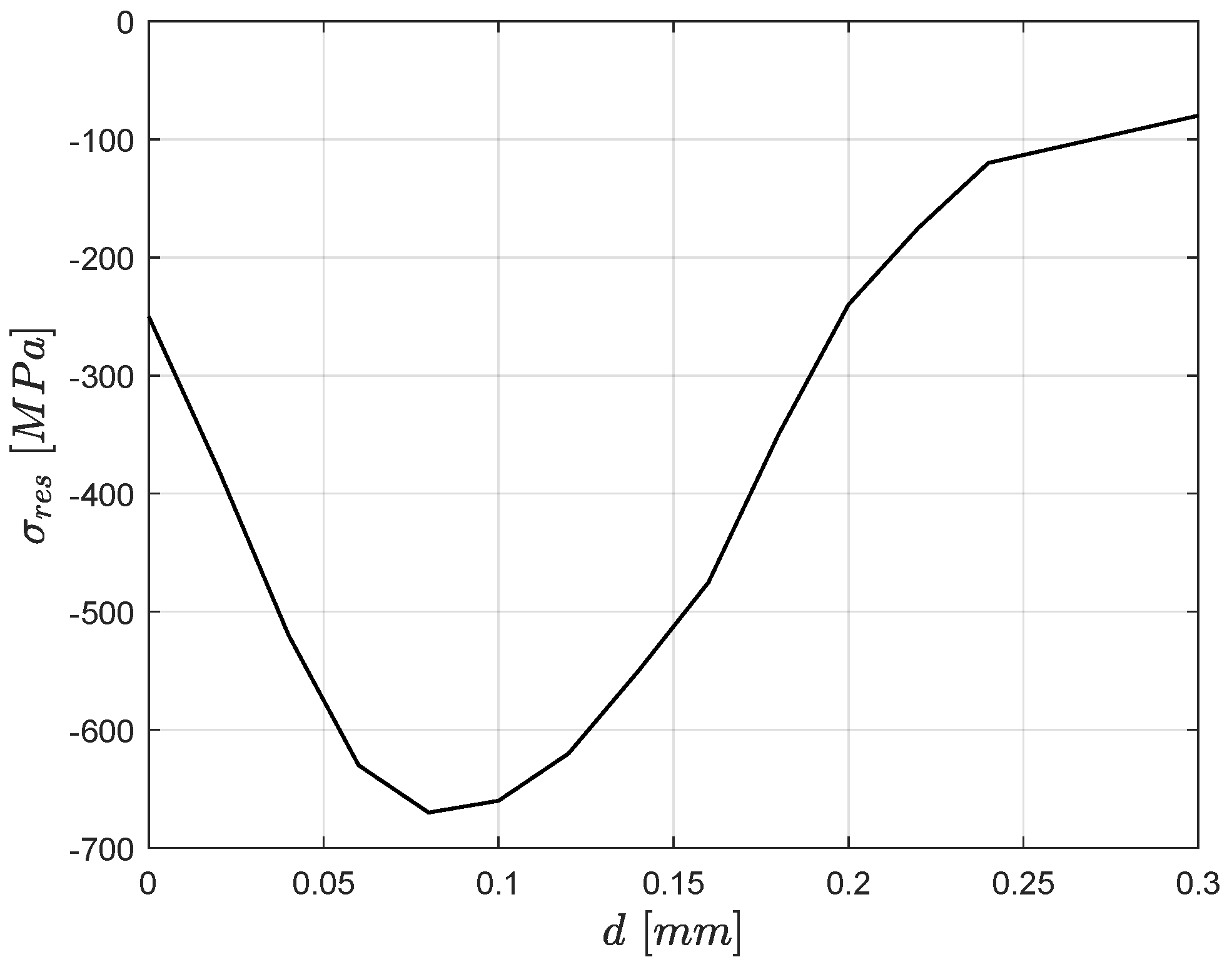
2.1.1. Shot Peening
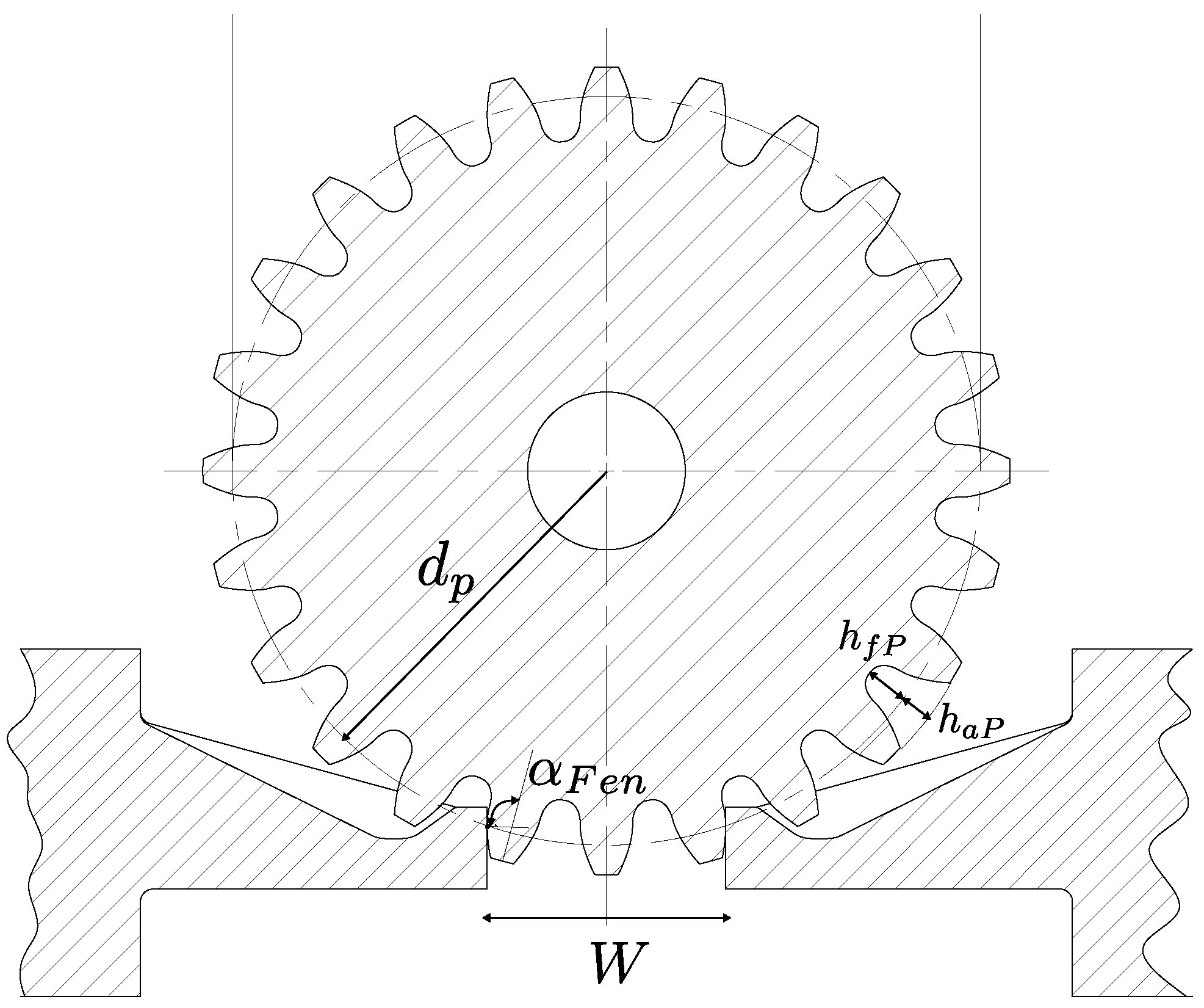
2.1.2. STBF Test
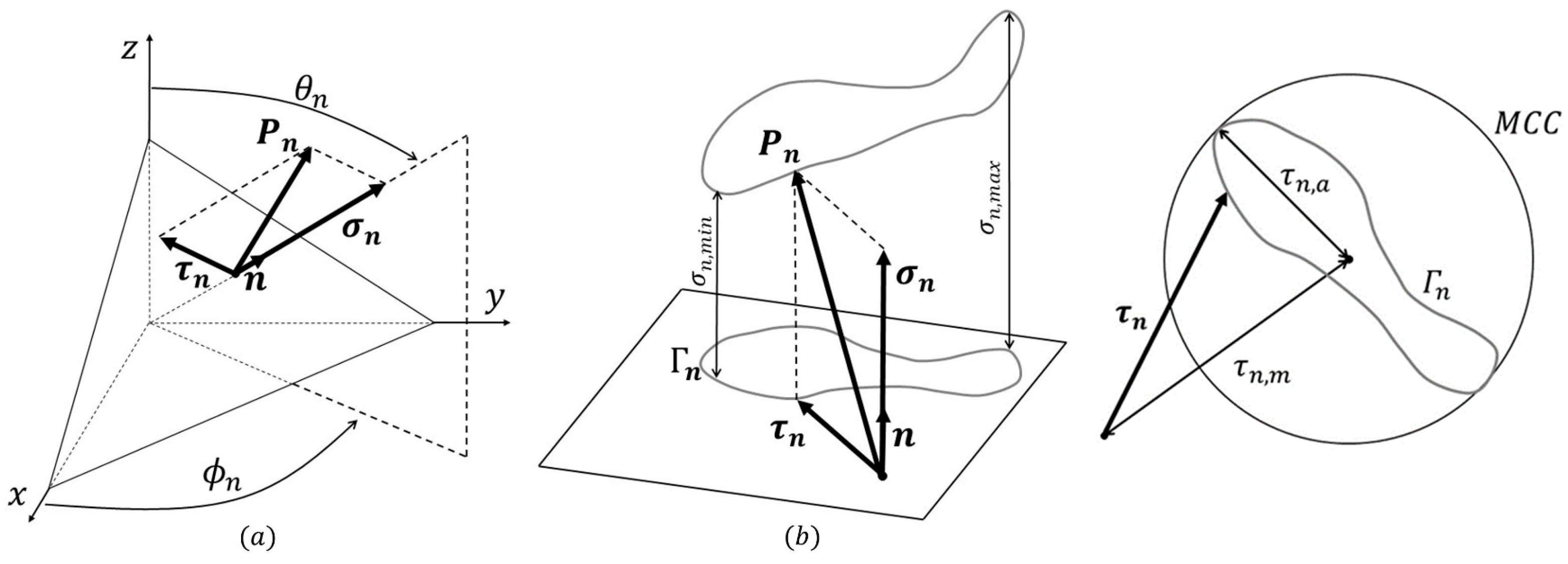
2.2. Fatigue Criteria
3. Results Furthermore, Discussion
4. Conclusions
Funding
Conflicts of Interest
Abbreviations
| DEM | Discrete Element Method |
| DP | Damage Parameter |
| FEM | Finite Element Model |
| MCC | Minimum Circumscribing Circle Method |
| MG | Meshing Gears |
| STBF | Single Tooth Bending Fatigue |
References
- Vullo, V. Gears; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Concli, F.; Cortese, L.; Vidoni, R.; Nalli, F.; Carabin, G. A mixed FEM and lumped-parameter dynamic model for evaluating the modal properties of planetary gearboxes. J. Mech. Sci. Technol. 2018, 32, 3047–3056. [Google Scholar] [CrossRef]
- Yadav, A. Different types Failure in gears-A Review. Int. J. Sci. Eng. Technol. Res. 2012, 5, 82–92. [Google Scholar]
- Fernandes, P.; McDuling, C. Surface contact fatigue failures in gears. Eng. Fail. Anal. 1997, 4, 99–107. [Google Scholar] [CrossRef]
- Wu, S.; Cheng, H. Sliding wear calculation in spur gears. J. Tribol. 1993, 115, 493–500. [Google Scholar] [CrossRef]
- Li, S.; Kahraman, A. A scuffing model for spur gear contacts. Mech. Mach. Theory 2021, 156, 104161. [Google Scholar] [CrossRef]
- Concli, F. Austempered Ductile Iron (ADI) for gears: Contact and bending fatigue behavior. Procedia Struct. Integr. 2018, 8, 14–23. [Google Scholar] [CrossRef]
- Gorla, C.; Conrado, E.; Rosa, F.; Concli, F. Contact and bending fatigue behaviour of austempered ductile iron gears. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 232, 998–1008. [Google Scholar] [CrossRef]
- Liu, H.; Liu, H.; Zhu, C.; Zhou, Y. A review on micropitting studies of steel gears. Coatings 2019, 9, 42. [Google Scholar] [CrossRef]
- Gorla, C.; Rosa, F.; Conrado, E.; Concli, F. Bending fatigue strength of case carburized and nitrided gear steels for aeronautical applications. Int. J. Appl. Eng. Res. 2017, 12, 11306–11322. [Google Scholar]
- Bonaiti, L.; Concli, F.; Gorla, C.; Rosa, F. Bending fatigue behaviour of 17-4 PH gears produced via selective laser melting. Procedia Struct. Integr. 2019, 24, 764–774. [Google Scholar] [CrossRef]
- Fernandes, P. Tooth bending fatigue failures in gears. Eng. Fail. Anal. 1996, 3, 219–225. [Google Scholar] [CrossRef]
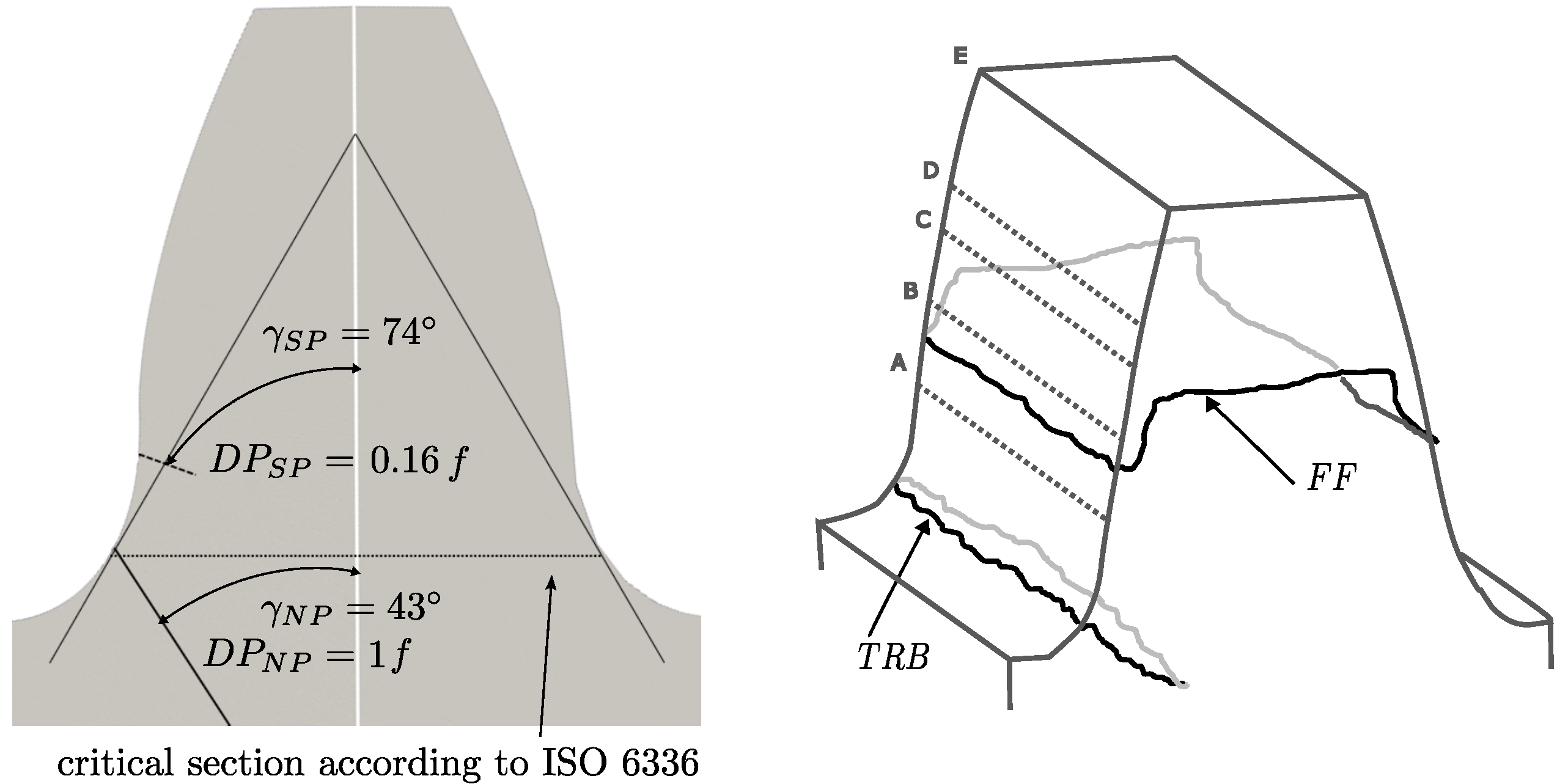
- ISO 6336-1:2006; Calculation of Load capacity of Spur and Helical Gears, Part 1. International Standard Organization: Geneva, Switzerland, 2006.
- Hong, I.J.; Kahraman, A.; Anderson, N. A rotating gear test methodology for evaluation of high-cycle tooth bending fatigue lives under fully reversed and fully released loading conditions. Int. J. Fatigue 2020, 133, 105432. [Google Scholar] [CrossRef]
- American Gear Manufacturers Association. ANSI/AGMA 2001-D04, Fundamental Rating Factors and Calculation Methods for Involute Spur and Helical Gear Teeth; American Gear Manufacturers Association: Alexandria, VA, USA, 2004. [Google Scholar]
- Rao, S.; McPherson, D. Experimental characterization of bending fatigue strength in gear teeth. Gear Technol. 2003, 20, 25–32. [Google Scholar]
- McPherson, D.R.; Rao, S.B. Methodology for translating single-tooth bending fatigue data to be comparable to running gear data. Gear Technol. 2008, 6, 42–51. [Google Scholar]
- Benedetti, M.; Fontanari, V.; Höhn, B.R.; Oster, P.; Tobie, T. Influence of shot peening on bending tooth fatigue limit of case hardened gears. Int. J. Fatigue 2002, 24, 1127–1136. [Google Scholar] [CrossRef]
- Dobler, D.I.A.; Hergesell, I.M.; Stahl, I. Increased tooth bending strength and pitting load capacity of fine-module gears. Gear Technol. 2016, 33, 48–53. [Google Scholar]
- Medlin, D.J.; Cornelissen, B.E.; Matlock, D.K.; Krauss, G.; Filar, R.J. Effect of thermal treatments and carbon potential on bending fatigue performance of SAE 4320 gear steel. SAE Trans. 1999, 108, 547–556. [Google Scholar]
- Spice, J.J.; Matlock, D.K.; Fett, G. Optimized carburized steel fatigue performance as assessed with gear and modified brugger fatigue tests. SAE Trans. 2002, 111, 589–597. [Google Scholar]
- Vilela Costa, L.; Corrêa de Oliveira, D.; Wallace, D.; Lelong, V.; Findley, K.O. Bending fatigue in low-pressure carbonitriding of steel alloys with boron and niobium additions. J. Mater. Eng. Perform. 2020, 29, 3593–3602. [Google Scholar] [CrossRef]
- Concli, F.; Fraccaroli, L.; Maccioni, L. Gear root bending strength: A new multiaxial approach to translate the results of single tooth bending fatigue tests to meshing gears. Metals 2021, 11, 863. [Google Scholar] [CrossRef]
- Bonaiti, L.; Bayoumi, A.B.M.; Concli, F.; Rosa, F.; Gorla, C. Gear root bending strength: A comparison between Single Tooth Bending Fatigue Tests and meshing gears. J. Mech. Des. 2021, 143, 103402. [Google Scholar] [CrossRef]
- Meneghetti, G.; Dengo, C.; Lo Conte, F. Bending fatigue design of case-hardened gears based on test specimens. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 232, 1953–1969. [Google Scholar] [CrossRef]
- Hong, I.; Teaford, Z.; Kahraman, A. A comparison of gear tooth bending fatigue lives from single tooth bending and rotating gear tests. Forsch. Ingenieurwesen 2021, 1–13. [Google Scholar] [CrossRef]
- Findley, W.N. A theory for the effect of mean stress on fatigue of metals under combined torsion and axial load or bending. J. Eng. Ind. 1959, 81, 301–305. [Google Scholar] [CrossRef]
- Susmel, L. On the overall accuracy of the Modified Wöhler Curve Method in estimating high-cycle multiaxial fatigue strength. Frattura Ed Integrità Strutturale 2011, 5, 5–17. [Google Scholar] [CrossRef]
- Hardy, C.; Baronet, C.; Tordion, G. The elasto-plastic indentation of a half-space by a rigid sphere. Int. J. Numer. Methods Eng. 1971, 3, 451–462. [Google Scholar] [CrossRef]
- Edberg, J.; Lindgren, L.E.; Ken-Ichiro, M. Shot peening simulated by two different finite element formulations. In Proceedings of the International Conference on Numerical Methods in Industrial Forming Processes, New York, NY, USA, 18–21 June 1995. [Google Scholar]
- Al-Hassani, S. Numerical simulation of multiple shot impact. In Proceedings of the 7th International Conference on Shot Peening, Warsaw, Poland, 28 September–1 October 1999; pp. 217–227. [Google Scholar]
- Guagliano, M.; Vergani, L.M.; Bandini, M.; Gili, F. An approach to relate the shot peening parameters to the induced residual stresses. In Proceedings of the 7th International Conference on Shot Peening (ICSP7), Warsaw, Poland, 28 September–1 October 1999; pp. 274–282. [Google Scholar]
- Deslaef, D.; Rouhaud, E.; Rasouli-Yazdi, S. 3D finite element models of shot peening processes. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2000; Volume 347, pp. 241–246. [Google Scholar]
- Rouhaud, E.; Deslaef, D. Influence of shots’ material on shot peening, a finite element model. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2002; Volume 404, pp. 153–158. [Google Scholar]
- Meguid, S.; Shagal, G.; Stranart, J.; Daly, J. Three-dimensional dynamic finite element analysis of shot-peening induced residual stresses. Finite Elem. Anal. Des. 1999, 31, 179–191. [Google Scholar] [CrossRef]
- Meguid, S.; Shagal, G.; Stranart, J. 3D FE analysis of peening of strain-rate sensitive materials using multiple impingement model. Int. J. Impact Eng. 2002, 27, 119–134. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D. A discrete numerical model for granular assemblies. Geotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Han, K.; Peric, D.; Crook, A.; Owen, D. A combined finite/discrete element simulation of shot peening processes—Part I: Studies on 2D interaction laws. Eng. Comput. 2000, 17, 593–620. [Google Scholar] [CrossRef]
- Han, K.; Owen, D.; Peric, D. Combined finite/discrete element and explicit/implicit simulations of peen forming process. Eng. Comput. 2002, 19, 92–118. [Google Scholar] [CrossRef]
- Hong, T.; Ooi, J.; Shaw, B. Three-Dimensional Finite Element Analysis of Residual Stress Induced by Single/Multiple Shots Impact; Technical report, Internal Report; School of Engineering & Electronics, University of Edinburgh: Edinburgh, UK, 2005. [Google Scholar]
- Hong, T.; Ooi, J.; Shaw, B. A numerical study of the residual stress pattern from single shot impacting on a metallic component. Adv. Eng. Softw. 2008, 39, 743–756. [Google Scholar] [CrossRef]
- You, S.; Tang, J.; Zhou, W.; Zhou, W.; Zhao, J.; Chen, H. Research on calculation of contact fatigue life of rough tooth surface considering residual stress. Eng. Fail. Anal. 2022, 140, 106459. [Google Scholar] [CrossRef]
- Fontanari, V.; Molinari, A.; Marini, M.; Pahl, W.; Benedetti, M. Tooth root bending fatigue strength of high-density sintered small-module spur gears: The effect of porosity and microstructure. Metals 2019, 9, 599. [Google Scholar] [CrossRef]
- Benedetti, M.; Menapace, C. Tooth root bending fatigue strength of small-module sinter-hardened spur gears. Powder Metall. 2017, 60, 149–156. [Google Scholar] [CrossRef]
- Winkler, K.; Schurer, S.; Tobie, T.; Stahl, K. Investigations on the tooth root bending strength and the fatigue fracture characteristics of case-carburized and shot-peened gears of different sizes. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 7338–7349. [Google Scholar] [CrossRef]
- Townsend, D.; Baber, B.; Nagy, A. Evaluation of High-Contact-Ratio Spur Gears with Profile Modification. 1979. Available online: https://ntrs.nasa.gov/citations/19790023433 (accessed on 7 August 2022).
- Eyercioglu, O.; Walton, D.; Dean, T. Comparative bending fatigue strength of precision forged spur gears. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 1997, 211, 293–299. [Google Scholar] [CrossRef]
- Handschuh, R.; Krantz, T.; Lerch, B.; Burke, C. Investigation of Low-Cycle Bending Fatigue of AISI 9310 Steel Spur Gears. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Las Vegas, NV, USA, 4–7 September 2007; Volume 7, pp. 871–877. [Google Scholar] [CrossRef]
- Gasparini, G.; Mariani, U.; Gorla, C.; Filippini, M.; Rosa, F. Bending fatigue tests of helicopter case carburized gears: Influence of material, design and manufacturing parameters. In Proceedings of the American Gear Manufacturers Association (AGMA) Fall Technical Meeting, San Antonio, TX, USA, 12–14 October 2008; pp. 131–142. [Google Scholar]
- Daniewicz, S.; Moore, D. Increasing the bending fatigue resistance of spur gear teeth using a presetting process. Int. J. Fatigue 1998, 20, 537–542. [Google Scholar] [CrossRef]
- Bian, X.; Zhou, G.; Liwei; Tan, J. Investigation of bending fatigue strength limit of alloy steel gear teeth. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2012, 226, 615–625. [Google Scholar] [CrossRef]
- Conrado, E.; Gorla, C.; Davoli, P.; Boniardi, M. A comparison of bending fatigue strength of carburized and nitrided gears for industrial applications. Eng. Fail. Anal. 2017, 78, 41–54. [Google Scholar] [CrossRef]
- Vukic, M.; Čular, I.; Mašović, R.; Vučković, K. Effect of friction on nominal stress results in a single tooth bending fatigue test. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Nanjing, China, 23–25 July 2019; Volume 659. [Google Scholar] [CrossRef]
- Dobler, F.; Tobie, T.; Stahl, K. Influence of low temperatures on material properties and tooth root bending strength of case-hardened gears. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Boston, MA, USA, 2–5 August 2015; Volume 10. [Google Scholar] [CrossRef]
- Gorla, C.; Rosa, F.; Concli, F.; Albertini, H. Bending fatigue strength of innovative gear materials for wind turbines gearboxes: Effect of surface coatings. In Proceedings of the ASME 2012 International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 9–15 November 2012; Volume 7, pp. 3141–3147. [Google Scholar] [CrossRef]
- Concli, F.; Maccioni, L.; Fraccaroli, L.; Cappellini, C. Effect of Gear Design Parameters on Stress Histories Induced by Different Tooth Bending Fatigue Tests: A Numerical-Statistical Investigation. Appl. Sci. 2022, 12, 3950. [Google Scholar] [CrossRef]
- Concli, F.; Maccioni, L.; Fraccaroli, L.; Bonaiti, L. Early crack propagation in single tooth bending fatigue: Combination of finite element analysis and critical-planes fatigue criteria. Metals 2021, 11, 1871. [Google Scholar] [CrossRef]
- Concli, F.; MacCioni, L.; Bonaiti, L. Reliable gear design: Translation of the results of single tooth bending fatigue tests through the combination of numerical simulations and fatigue criteria. WIT Trans. Eng. Sci. 2021, 130, 111–122. [Google Scholar] [CrossRef]
- Concli, F.; Maccioni, L. Critical planes criteria applied to gear teeth: Which one is the most appropriate to characterize crack propagation? Proc. WIT Trans. Eng. Sci. 2021, 133, 15–25. [Google Scholar] [CrossRef]
- Gough, H.; Pollard, H. The strength of metals under combined alternating stresses. Proc. Inst. Mech. Eng. 1935, 131, 3–103. [Google Scholar] [CrossRef]
- Crossland, B. Effect of large hydrostatic pressures on the torsional fatigue strength of an alloy steel. J. Mech. Eng. Sci. 1956, 138, 12. [Google Scholar] [CrossRef]
- Sines, G. Behavior of metals under complex static and alternating stresses. Met. Fatigue 1959, 1, 145–169. [Google Scholar]
- Matake, T. An explanation on fatigue limit under combined stress. Bull. JSME 1977, 20, 257–264. [Google Scholar] [CrossRef]
- Macha, E. Mathematical models of the life to fracture for materials subject to random complex stress systems. Sci. Pap. Inst. Mater. Sci. Appl. Mech. Wroc. Tech. Univ. 1979, 41, 99. [Google Scholar]
- McDiarmid, D. Fatigue under out-of-phase biaxial stresses of different frequencies. In Multiaxial Fatigue; ASTM International: West Conshohocken, PA, USA, 1985; pp. 606–621. [Google Scholar]
- Dang Van, K. Macro-micro approach in high-cycle multiaxial fatigue. Adv. Multiaxial Fatigue 1993, 1191, 120–130. [Google Scholar]
- Hotait, M.; Kahraman, A. Estimation of bending fatigue life of hypoid gears using a multiaxial fatigue criterion. J. Mech. Des. 2013, 135, 101005. [Google Scholar]
- Liu, Y.; Mahadevan, S. Multiaxial high-cycle fatigue criterion and life prediction for metals. Int. J. Fatigue 2005, 27, 790–800. [Google Scholar] [CrossRef]
- Savaria, V.; Bridier, F.; Bocher, P. Predicting the effects of material properties gradient and residual stresses on the bending fatigue strength of induction hardened aeronautical gears. Int. J. Fatigue 2016, 85, 70–84. [Google Scholar] [CrossRef]
- Papadopoulos, I.V. Critical plane approaches in high-cycle fatigue: On the definition of the amplitude and mean value of the shear stress acting on the critical plane. Fatigue Fract. Eng. Mater. Struct. 1998, 21, 269–285. [Google Scholar] [CrossRef]
- Boiadjiev, I.; Witzig, J.; Tobie, T.; Stahl, K. Tooth flank fracture–basic principles and calculation model for a sub-surface-initiated fatigue failure mode of case-hardened gears. In Proceedings of the International Gear Conference, Lyon, France, 26–28 August 2014; pp. 670–680. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value |
|---|---|---|
| Normal module [mm] | 5 | |
| Normal pressure angle [] | 20 | |
| Number of teeth | z | 24 |
| Face width [mm] | b | 30 |
| Profile shift coefficient | 0 | |
| Dedendum coefficient | 1.25 | |
| Addendum coefficient | 1 | |
| Root radius factor | 0.38 | |
| Wildhaber | W | 3 |
| Angle STBF [] | 15 |
| Pure Bending Fatigue Limit | Pure Torsion Fatigue Limit | Ultimate Tensile Strength |
|---|---|---|
| 410 MPa | 256 MPa | 795 MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Concli, F. Numerical Study of the Impact of Shot Peening on the Tooth Root Fatigue Performances of Gears Using Critical Plane Fatigue Criteria. Appl. Sci. 2022, 12, 8245. https://doi.org/10.3390/app12168245
Concli F. Numerical Study of the Impact of Shot Peening on the Tooth Root Fatigue Performances of Gears Using Critical Plane Fatigue Criteria. Applied Sciences. 2022; 12(16):8245. https://doi.org/10.3390/app12168245
Chicago/Turabian StyleConcli, Franco. 2022. "Numerical Study of the Impact of Shot Peening on the Tooth Root Fatigue Performances of Gears Using Critical Plane Fatigue Criteria" Applied Sciences 12, no. 16: 8245. https://doi.org/10.3390/app12168245
APA StyleConcli, F. (2022). Numerical Study of the Impact of Shot Peening on the Tooth Root Fatigue Performances of Gears Using Critical Plane Fatigue Criteria. Applied Sciences, 12(16), 8245. https://doi.org/10.3390/app12168245