
Chatter Detection in Robotic Milling Using Entropy Features



Abstract
:1. Introduction
2. Theoretical Basis and Framework for the Chatter Detection System
2.1. Improved Complete Ensemble Empirical Mode Decomposition with Adaptive Noise (ICEEMDAN)
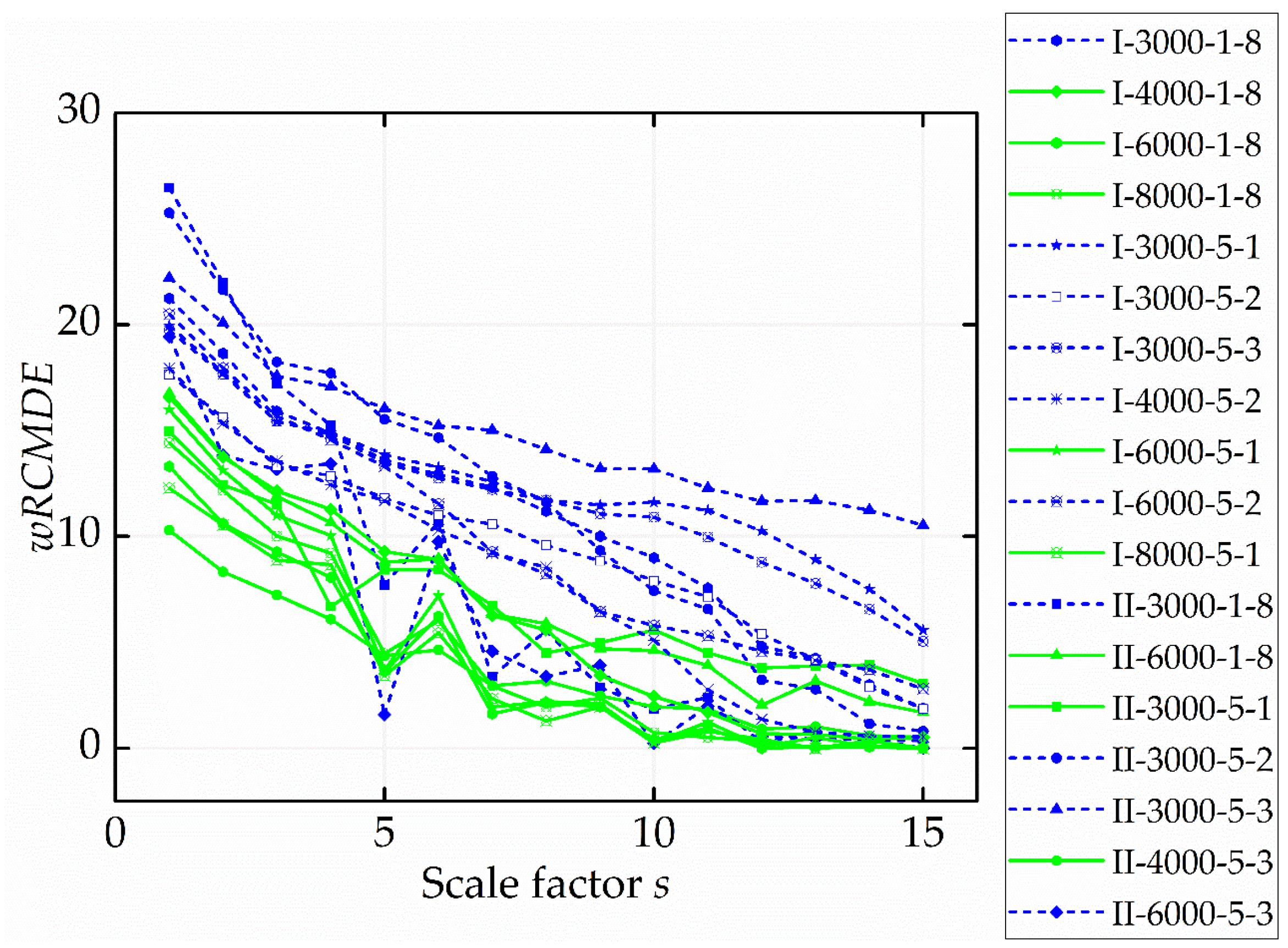
2.2. Weighted Refined Composite Multiscale Dispersion Entropy (wRCMDE)
2.2.1. Dispersion Entropy (DisEn)
2.2.2. Multiscale Dispersion Entropy (MDE)
2.2.3. Weighted Refined Composite Multiscale Dispersion Entropy (wRCMDE)
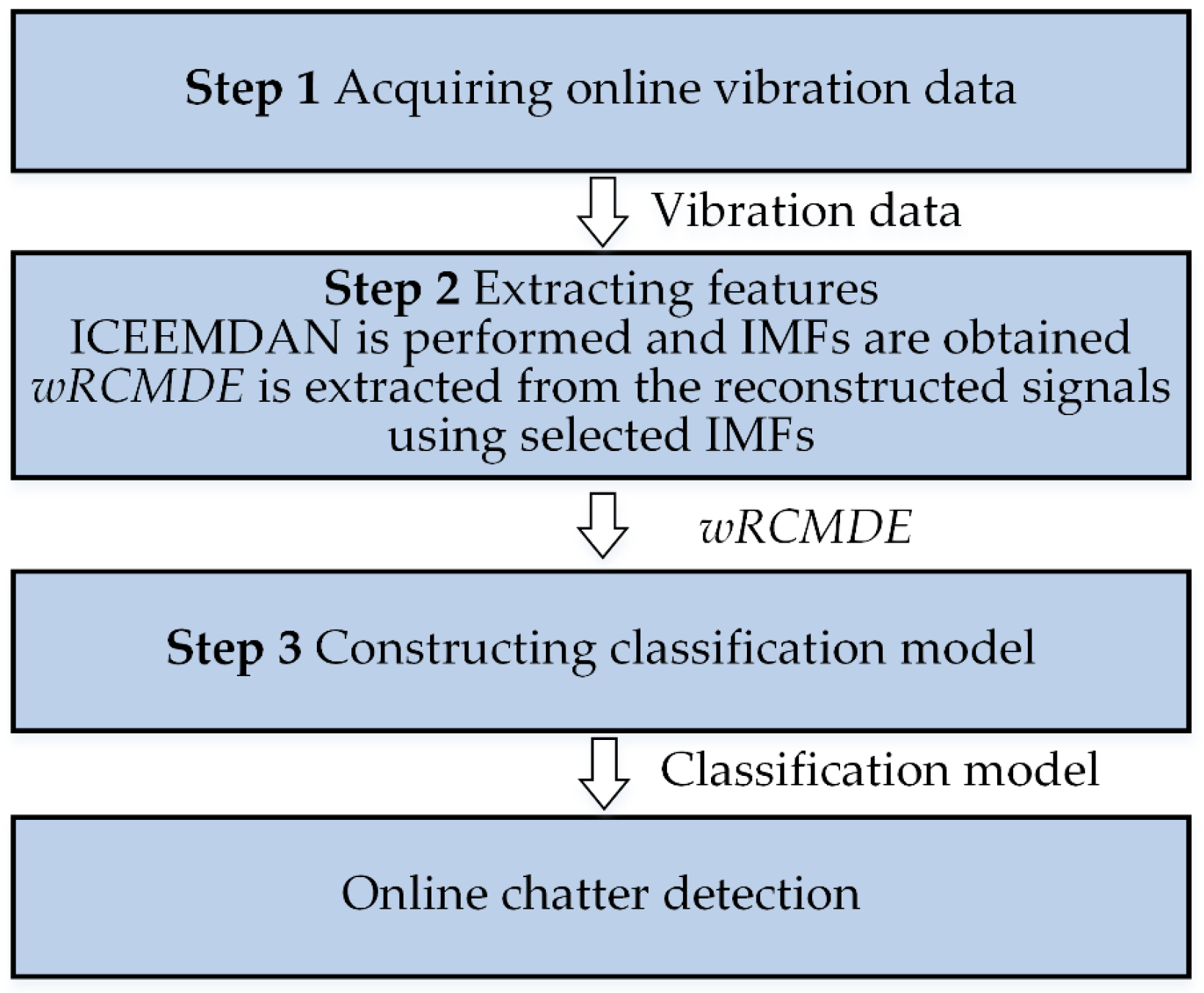
2.3. Framework for the Chatter Detection System for Robotic Milling
3. Experimental Verification and Analysis
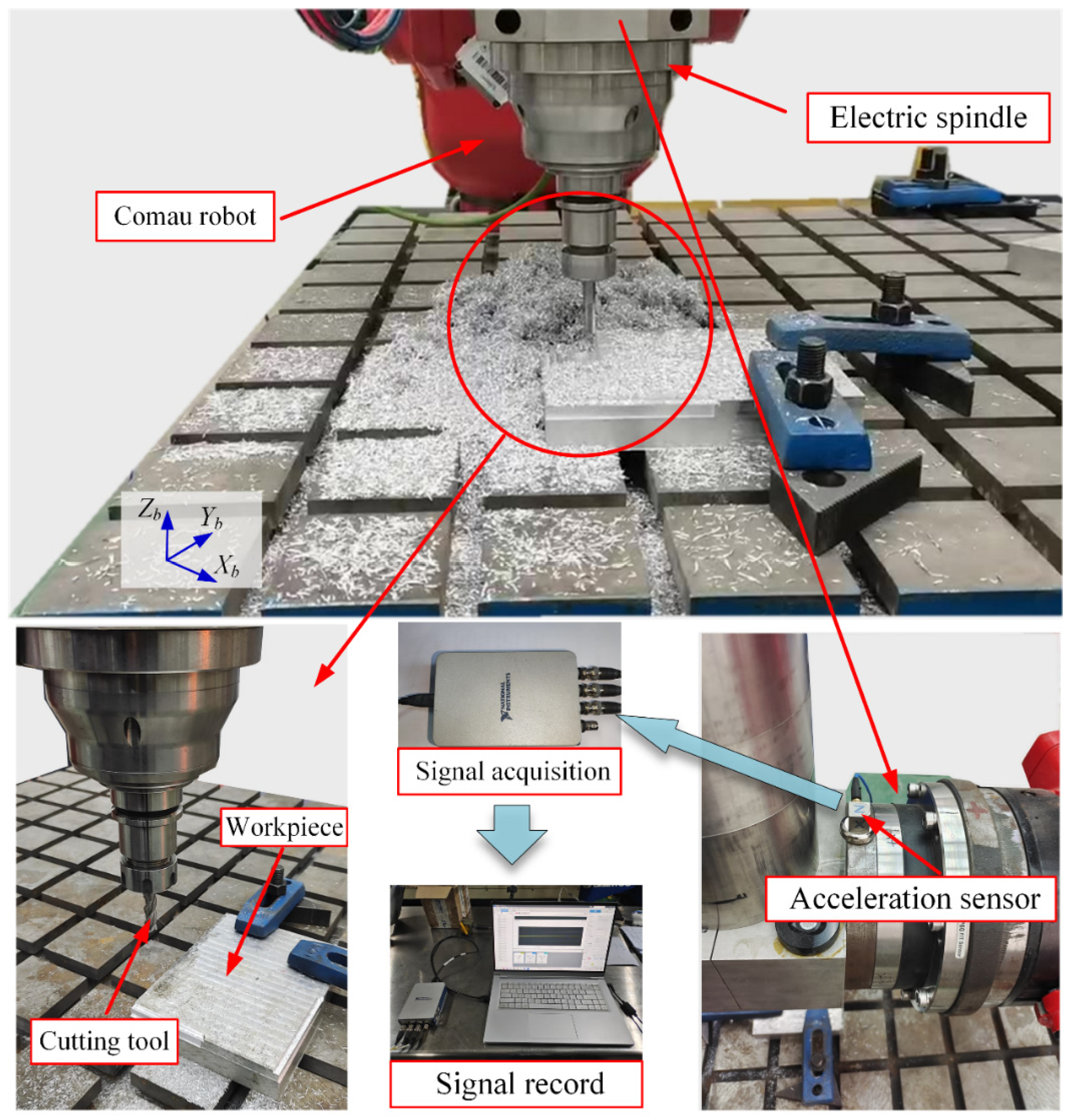
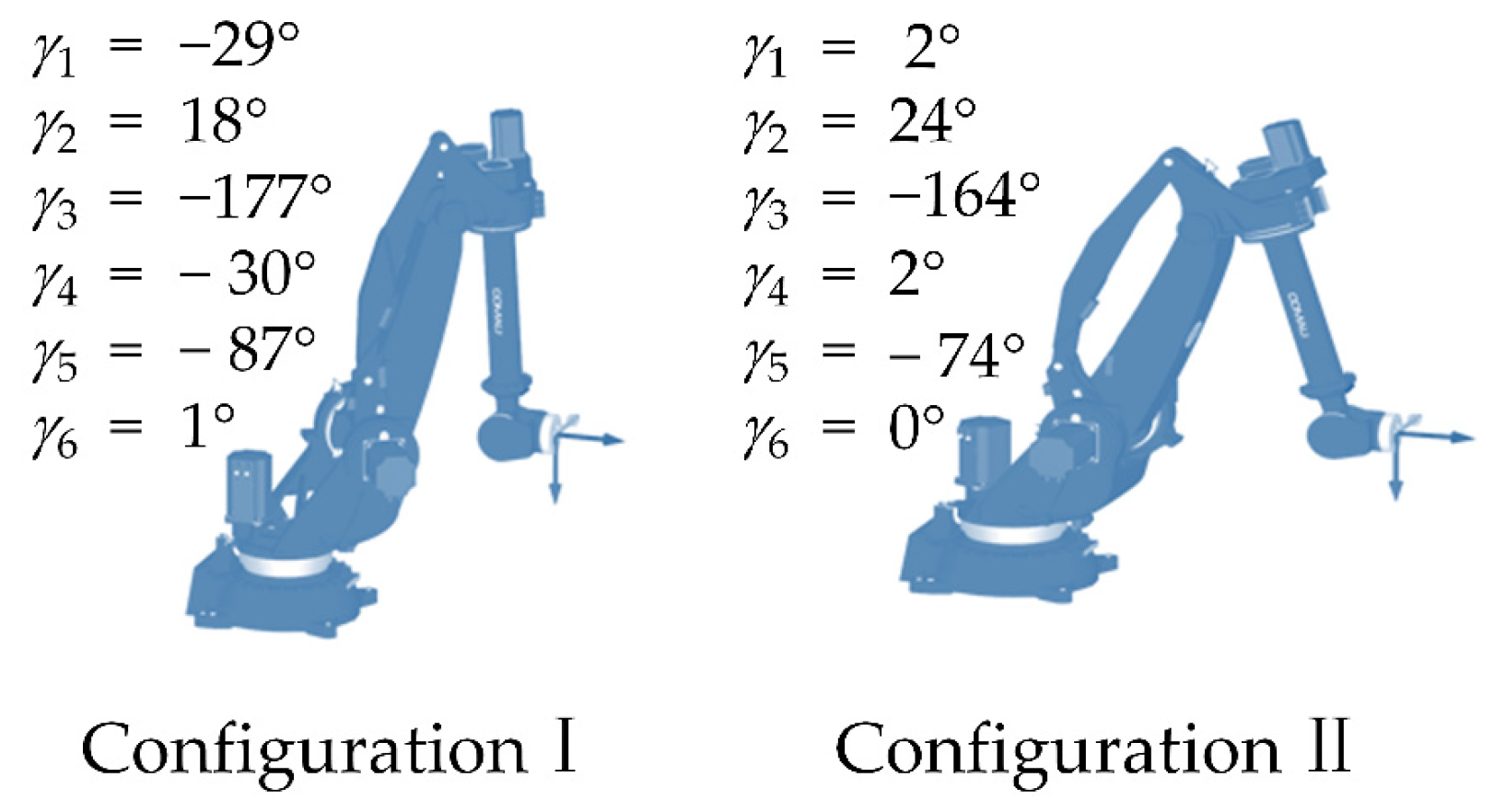
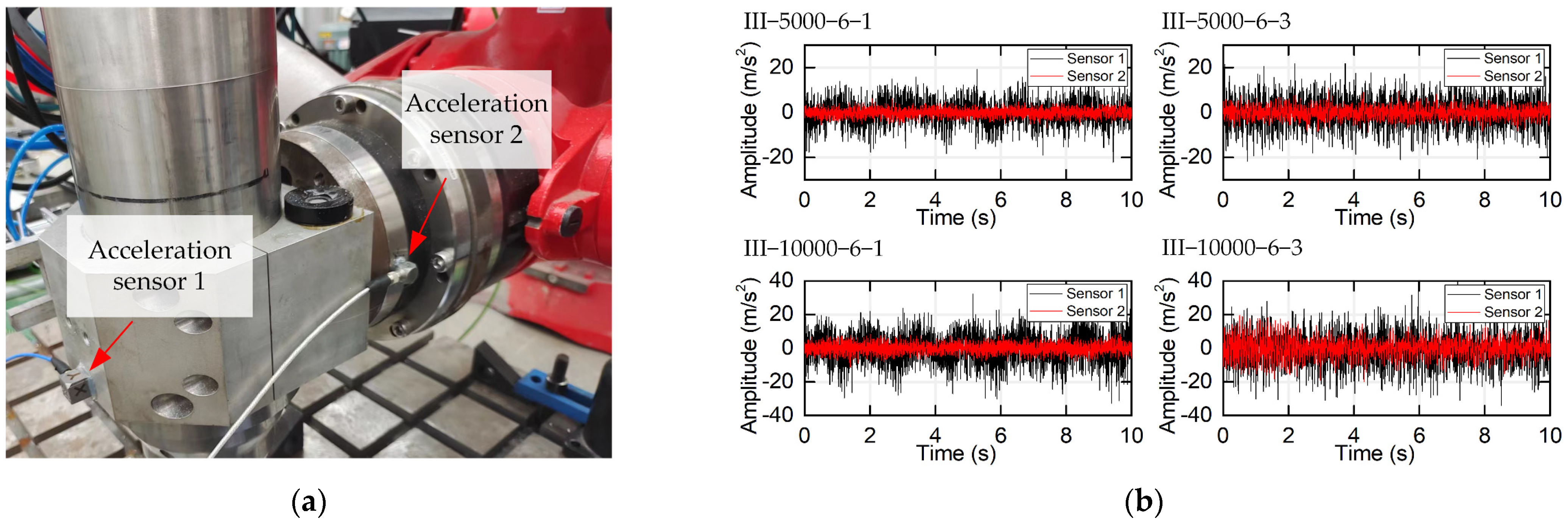
3.1. Robotic Milling System and Cutting Parameters
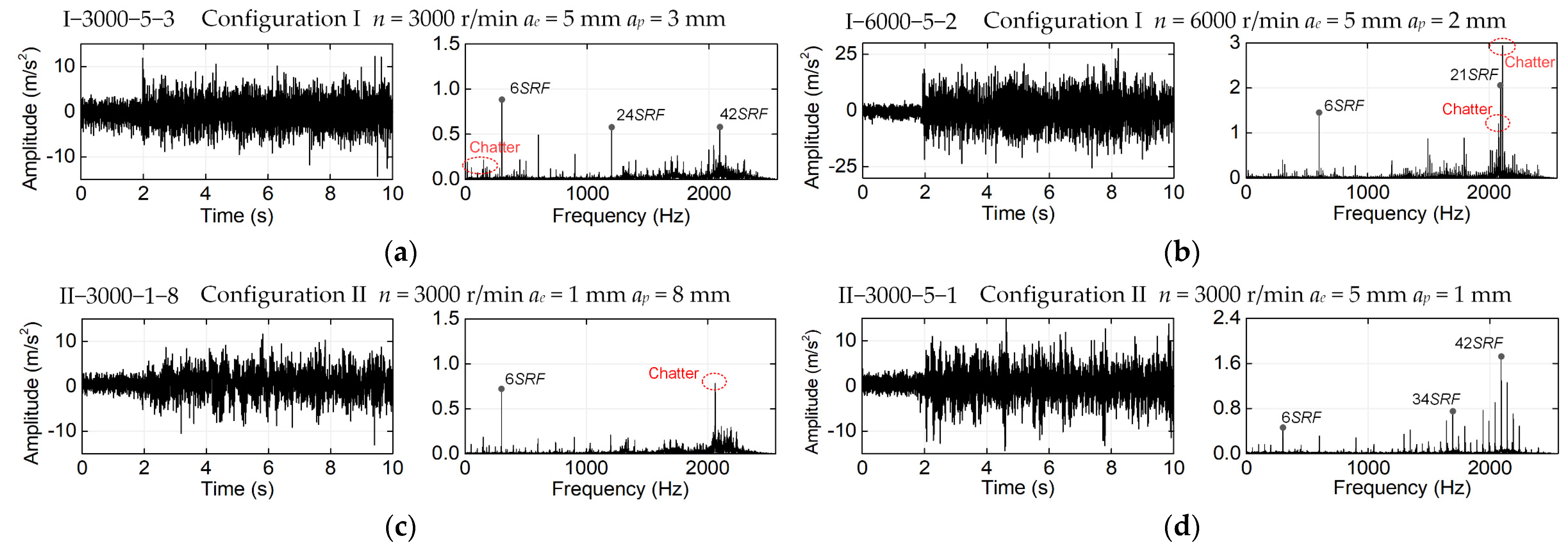
3.2. Vibration Signal Analysis
4. Results and Discussion
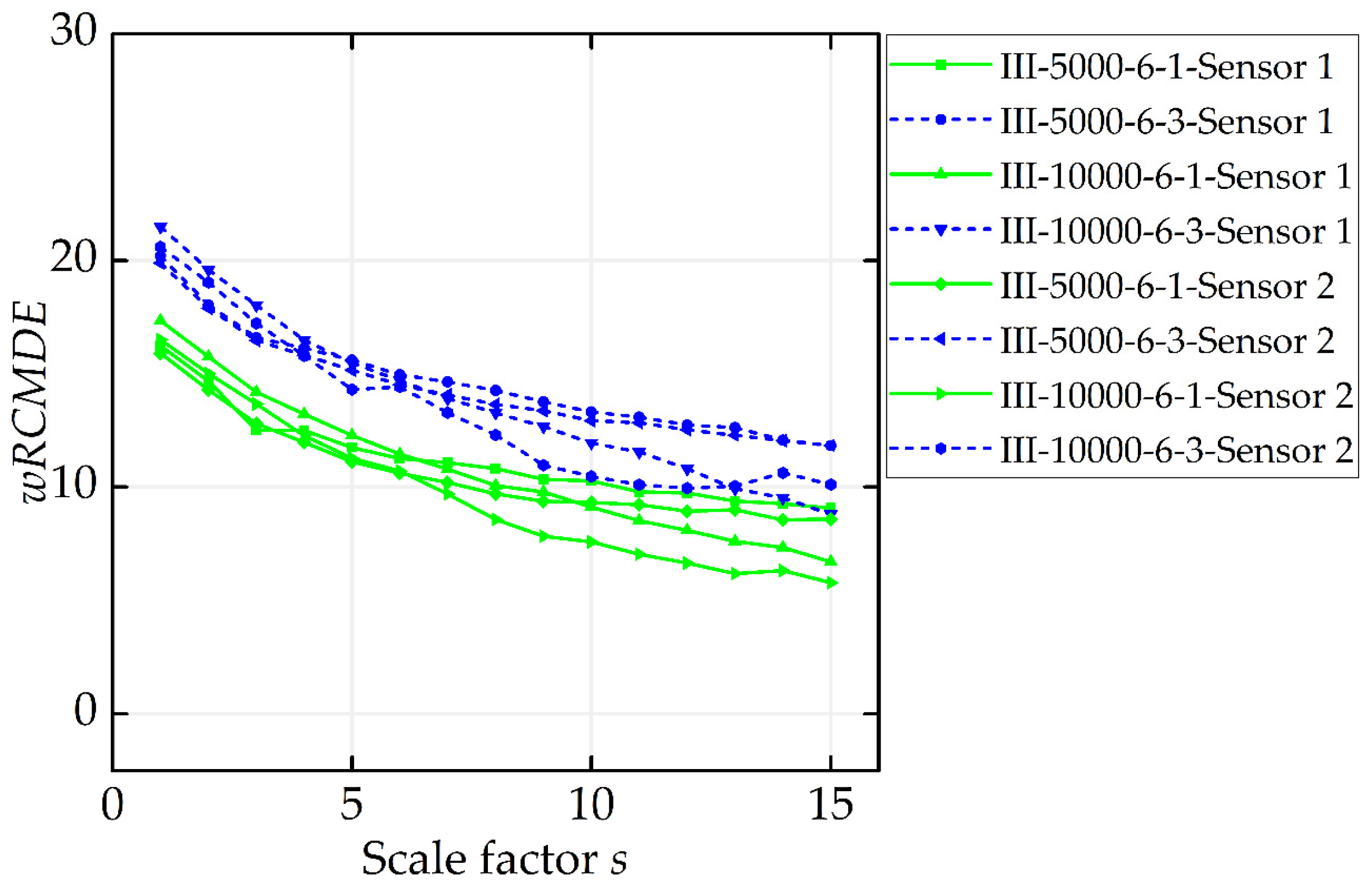
4.1. Features Extraction
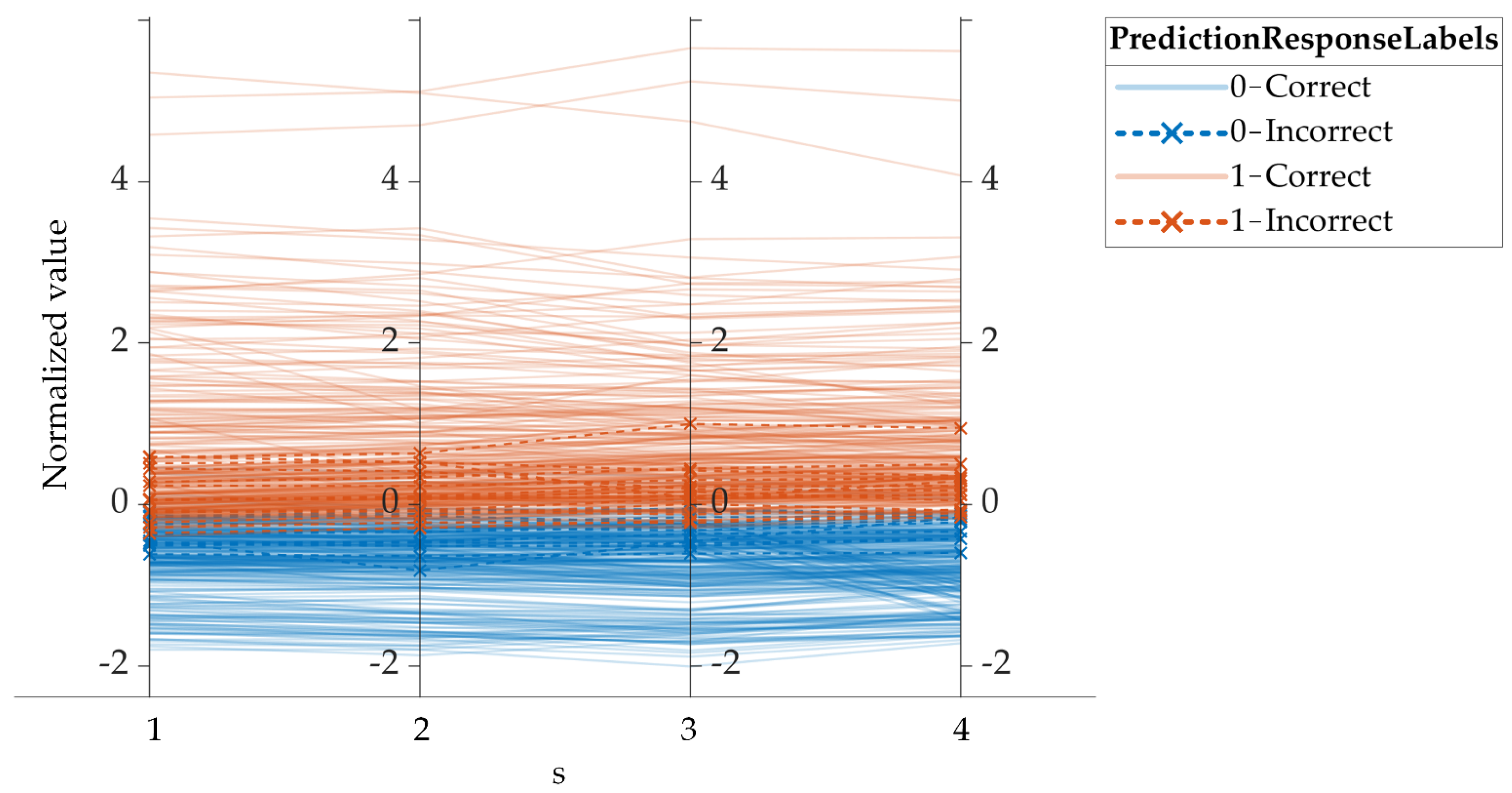
4.2. Classification Models Construction
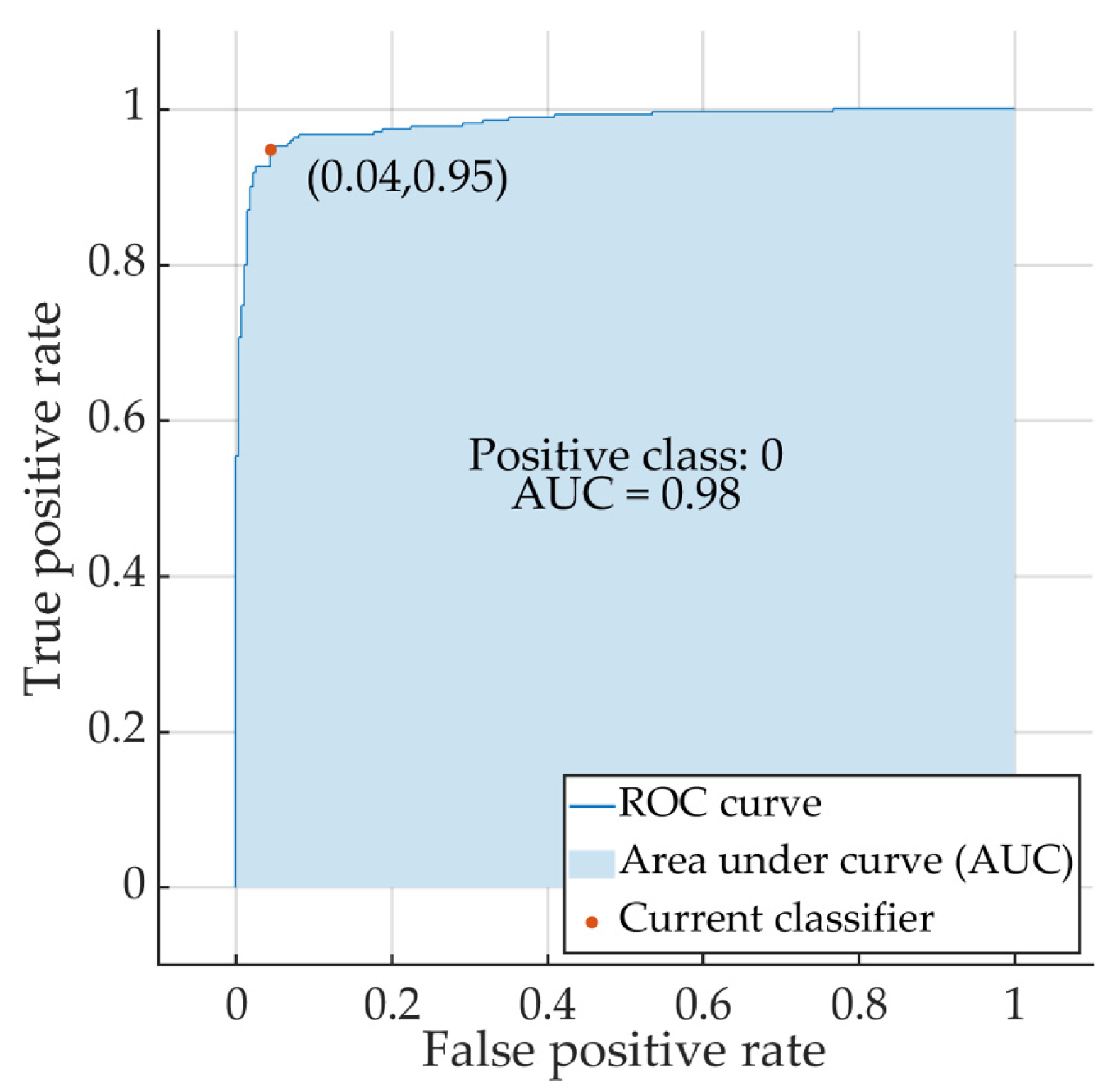
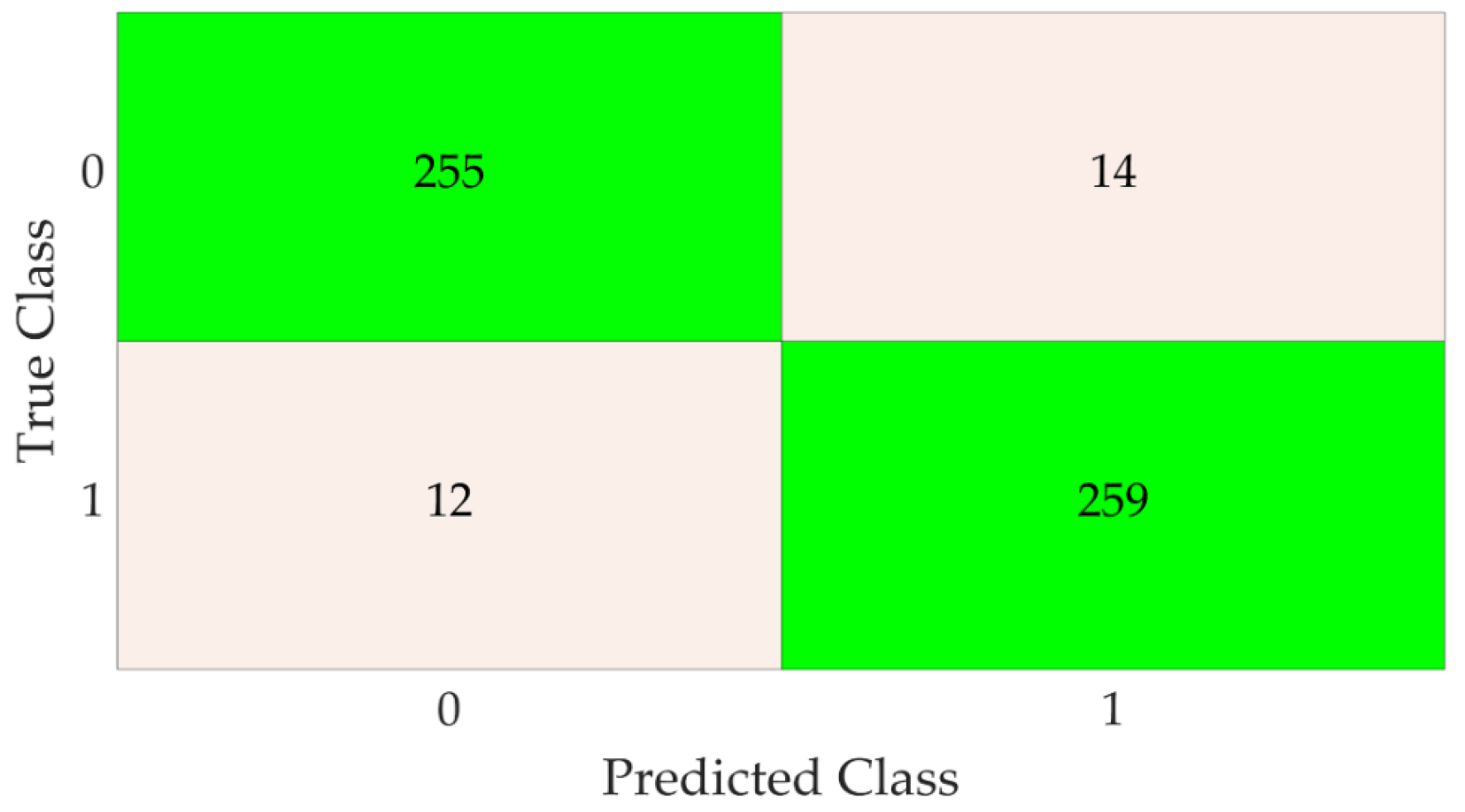
4.3. Classification Performance
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
References
- Liao, Z.; Wang, Q.; Xie, H.; Li, J.; Zhou, X.; Hua, P. Optimization of robot posture and workpiece setup in robotic milling with stiffness threshold. IEEE-ASME Trans. Mechatron. 2022, 27, 582–593. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, K.; Sun, J.; Sun, Y. Method of postures selection for industrial robot joint stiffness identification. IEEE Access 2021, 9, 62583–62592. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Schnoes, F.; Obst, B.; Hartmann, D. Combined offline simulation and online adaptation approach for the accuracy improvement of milling robots. CIRP Ann. 2020, 69, 337–340. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, K.; Sun, J. Investigation on the milling performance of amputating clamping supports for machining with industrial robot. Int. J. Adv. Manuf. Technol. 2019, 102, 3573–3586. [Google Scholar] [CrossRef]
- Hao, D.; Wang, W.; Liu, Z.; Yun, C. Experimental study of stability prediction for high-speed robotic milling of aluminum. J. Vib. Control 2020, 26, 387–398. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, K.; Sun, J. Sound singularity analysis for milling tool condition monitoring towards sustainable manufacturing. Mech. Syst. Signal Process. 2021, 157, 107738. [Google Scholar] [CrossRef]
- Pan, Z.; Zhang, H.; Zhu, Z.; Wang, J. Chatter analysis of robotic machining process. J. Mater. Process. Technol. 2006, 173, 301–309. [Google Scholar] [CrossRef]
- Cordes, M.; Hintze, W.; Altintas, Y. Chatter stability in robotic milling. Robot. Comput.-Integr. Manuf. 2019, 55, 11–18. [Google Scholar] [CrossRef]
- Yuan, L.; Pan, Z.; Ding, D.; Sun, S.; Li, W. A review on chatter in robotic machining process regarding both regenerative and mode coupling mechanism. IEEE-ASME Trans. Mechatron. 2018, 23, 2240–2251. [Google Scholar] [CrossRef]
- Cen, L.; Melkote, S.N. CCT-based mode coupling chatter avoidance in robotic milling. J. Manuf. Process. 2017, 29, 50–61. [Google Scholar] [CrossRef]
- Sun, L.; Zheng, K.; Liao, W.; Liu, J.; Feng, J.; Dong, S. Investigation on chatter stability of robotic rotary ultrasonic milling. Robot. Comput.-Integr. Manuf. 2020, 63, 101911. [Google Scholar] [CrossRef]
- Guo, Y.; Dong, H.; Ke, Y. Stiffness-oriented posture optimization in robotic machining applications. Robot. Comput.-Integr. Manuf. 2015, 35, 69–76. [Google Scholar] [CrossRef]
- Lin, Y.; Zhao, H.; Ding, H. Posture optimization methodology of 6R industrial robots for machining using performance evaluation indexes. Robot. Comput.-Integr. Manuf. 2017, 48, 59–72. [Google Scholar] [CrossRef]
- Yang, B.; Guo, K.; Sun, J. Towards metamaterial rods with amplitude-dependent band gaps: A superelastic alloy-based approach. Mech. Syst. Signal Process. 2022, 166, 108459. [Google Scholar] [CrossRef]
- Guo, K.; Zheng, D.; Li, J. Optimal Bounded Ellipsoid Identification With Deterministic and Bounded Learning Gains: Design and Application to Euler-Lagrange Systems. IEEE Trans. Cybern. 2021, 1–14. [Google Scholar] [CrossRef]
- Xu, Y.; Guo, K.; Sun, J.; Li, J. Design, modeling and control of a reconfigurable variable stiffness actuator. Mech. Syst. Signal Process. 2021, 160, 107883. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Wang, W.; Wan, M.; Zhang, W.; Yang, Y. Chatter detection methods in the machining processes: A review. J. Manuf. Process. 2022, 77, 240–259. [Google Scholar] [CrossRef]
- Cen, L.; Melkote, S.N.; Castle, J.; Appelman, H. A method for mode coupling chatter detection and suppression in robotic milling. J. Manuf. Sci. Eng. 2018, 140, 081015. [Google Scholar] [CrossRef]
- Tao, J.; Qin, C.; Xiao, D.; Shi, H.; Ling, X.; Li, B.; Liu, C. Timely chatter identification for robotic drilling using a local maximum synchrosqueezing-based method. J. Intell. Manuf. 2020, 31, 1243–1255. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, C.; Hu, T.; Zhou, Y.; Ni, H.; Wang, T. Online chatter detection in robotic machining based on adaptive variational mode decomposition. Int. J. Adv. Manuf. Technol. 2021, 117, 555–577. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, M.; Tang, X.; Peng, F.; Yan, R. A kMap optimized VMD-SVM model for milling chatter detection with an industrial robot. J. Intell. Manuf. 2022, 33, 1483–1502. [Google Scholar] [CrossRef]
- Yan, S.; Sun, Y. Early chatter detection in thin-walled workpiece milling process based on multi-synchrosqueezing transform and feature selection. Mech. Syst. Signal Process. 2022, 169, 108622. [Google Scholar] [CrossRef]
- Chen, D.; Zhang, X.; Zhao, H.; Ding, H. Development of a novel online chatter monitoring system for flexible milling process. Mech. Syst. Signal Process. 2021, 159, 107799. [Google Scholar] [CrossRef]
- Wan, S.; Li, X.; Chen, W.; Hong, J. Investigation on milling chatter identification at early stage with variance ratio and Hilbert–Huang transform. Int. J. Adv. Manuf. Technol. 2018, 95, 3563–3573. [Google Scholar] [CrossRef]
- Cao, H.; Zhou, K.; Chen, X.; Zhang, X. Early chatter detection in end milling based on multi-feature fusion and 3σ criterion. Int. J. Adv. Manuf. Technol. 2017, 92, 4387–4397. [Google Scholar] [CrossRef]
- Yang, K.; Wang, G.; Dong, Y.; Zhang, Q.; Sang, L. Early chatter identification based on an optimized variational mode decomposition. Mech. Syst. Signal Process. 2019, 115, 238–254. [Google Scholar] [CrossRef]
- Cao, H.; Zhou, K.; Chen, X. Chatter identification in end milling process based on EEMD and nonlinear dimensionless indicators. Int. J. Mach. Tools Manuf. 2015, 92, 52–59. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, Y.; Zhou, H.; Li, D.; Liu, H.; Qiao, H.; Wang, X. Timely online chatter detection in end milling process. Mech. Syst. Signal Process. 2016, 75, 668–688. [Google Scholar] [CrossRef]
- Yeh, J.R.; Shieh, J.S.; Huang, N.E. Complementary ensemble empirical mode decomposition: A novel noise enhanced data analysis method. Adv. Adapt. Data Anal. 2010, 2, 135–156. [Google Scholar] [CrossRef]
- Colominas, M.A.; Schlotthauer, G.; Torres, M.E. Improved complete ensemble EMD: A suitable tool for biomedical signal processing. Biomed. Signal Process. Control 2014, 14, 19–29. [Google Scholar] [CrossRef]
- Lv, Y.; Yuan, R.; Wang, T.; Li, H.; Song, G. Health degradation monitoring and early fault diagnosis of a rolling bearing based on CEEMDAN and improved MMSE. Materials 2018, 11, 1009. [Google Scholar] [CrossRef]
- Li, R.; Ran, C.; Zhang, B.; Han, L.; Feng, S. Rolling Bearings Fault Diagnosis Based on Improved Complete Ensemble Empirical Mode Decomposition with Adaptive Noise, Nonlinear Entropy, and Ensemble SVM. Appl. Sci. 2020, 10, 5542. [Google Scholar] [CrossRef]
- Han, H.; Cho, S.; Kwon, S.; Cho, S. Fault Diagnosis Using Improved Complete Ensemble Empirical Mode Decomposition with Adaptive Noise and Power-Based Intrinsic Mode Function Selection Algorithm. Electronics 2018, 7, 16. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, L.; Ni, C. Chatter detection in milling process based on VMD and energy entropy. Mech. Syst. Signal Process. 2018, 105, 169–182. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, H.; Meng, G.; Tu, X.; Cheng, C. Chatter detection in milling process based on the energy entropy of VMD and WPD. Int. J. Mach. Tools Manuf. 2016, 108, 106–112. [Google Scholar] [CrossRef]
- Liu, X.; Wang, Z.; Li, M.; Yue, C.; Liang, S.Y.; Wang, L. Feature extraction of milling chatter based on optimized variational mode decomposition and multi-scale permutation entropy. Int. J. Adv. Manuf. Technol. 2021, 114, 2849–2862. [Google Scholar] [CrossRef]
- Li, K.; He, S.; Li, B.; Liu, H.; Mao, X.; Shi, C. A novel online chatter detection method in milling process based on multiscale entropy and gradient tree boosting. Mech. Syst. Signal Process. 2020, 135, 106385. [Google Scholar] [CrossRef]
- Rostaghi, M.; Azami, H. Dispersion entropy: A measure for time-series analysis. IEEE Signal Process. Lett. 2016, 23, 610–614. [Google Scholar] [CrossRef]
- Gan, X.; Lu, H.; Yang, G. Fault diagnosis method for rolling bearings based on composite multiscale fluctuation dispersion entropy. Entropy 2019, 21, 290. [Google Scholar] [CrossRef]
- Azami, H.; Rostaghi, M.; Abásolo, D.; Escudero, J. Refined composite multiscale dispersion entropy and its application to biomedical signals. IEEE Trans. Biomed. Eng. 2017, 64, 2872–2879. [Google Scholar] [PubMed]
- Zhou, C.; Yang, B.; Guo, K.; Liu, J.; Sun, J.; Song, G.; Zhu, S.; Sun, C.; Jiang, Z. Vibration singularity analysis for milling tool condition monitoring. Int. J. Mech. Sci. 2020, 166, 105254. [Google Scholar] [CrossRef]
- Zheng, J.; Pan, H.; Yang, S.; Cheng, J. Generalized composite multiscale permutation entropy and Laplacian score based rolling bearing fault diagnosis. Mech. Syst. Signal Process. 2018, 99, 229–243. [Google Scholar] [CrossRef]
- Minhas, A.S.; Kankar, P.K.; Kumar, N.; Singh, S. Bearing fault detection and recognition methodology based on weighted multiscale entropy approach. Mech. Syst. Signal Process. 2021, 147, 107073. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Configuration | n (r/min) | ap (mm) | ae (mm) | Chatter State |
|---|---|---|---|---|---|
| 1 | I | 3000 | 1 | 8 | Chatter |
| 2 | I | 4000 | 1 | 8 | Chatter-free |
| 3 | I | 6000 | 1 | 8 | Chatter-free |
| 4 | I | 8000 | 1 | 8 | Chatter-free |
| 5 | I | 3000 | 5 | 1 | Chatter |
| 6 | I | 3000 | 5 | 2 | Chatter |
| 7 | I | 3000 | 5 | 3 | Chatter |
| 8 | I | 4000 | 5 | 2 | Chatter |
| 9 | I | 6000 | 5 | 1 | Chatter-free |
| 10 | I | 6000 | 5 | 2 | Chatter |
| 11 | I | 8000 | 5 | 1 | Chatter-free |
| 12 | II | 3000 | 1 | 8 | Chatter |
| 13 | II | 6000 | 1 | 8 | Chatter-free |
| 14 | II | 3000 | 5 | 1 | Chatter-free |
| 15 | II | 3000 | 5 | 2 | Chatter |
| 16 | II | 3000 | 5 | 3 | Chatter |
| 17 | II | 4000 | 5 | 3 | Chatter-free |
| 18 | II | 6000 | 5 | 3 | Chatter |
| Classification Model | Parameters | Training Accuracy | |
|---|---|---|---|
| SVM | Kernel function | Gaussian | 95.2% |
| Kernel scale | 1.45 | ||
| KNN | Number of neighbors | 5 | 95.0% |
| Distance metric | Chebyshev | ||
| Decision Tree | Max number of splits | 7 | 93.9% |
| Split criterion | Gini’s diversity index | ||
| Method | Training Accuracy |
|---|---|
| ICEEMDAN-wRCMDE (proposed method) | 95.2% |
| ICEEMDAN-RCMDE | 91.9% |
| ICEEMDAN-MDE | 90.0% |
| EEMD-wRCMDE | 90.6% |
| EEMD-RCMDE | 87.8% |
| EEMD-MDE | 86.9% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Guo, K.; Sun, J. Chatter Detection in Robotic Milling Using Entropy Features. Appl. Sci. 2022, 12, 8276. https://doi.org/10.3390/app12168276
Yang B, Guo K, Sun J. Chatter Detection in Robotic Milling Using Entropy Features. Applied Sciences. 2022; 12(16):8276. https://doi.org/10.3390/app12168276
Chicago/Turabian StyleYang, Bin, Kai Guo, and Jie Sun. 2022. "Chatter Detection in Robotic Milling Using Entropy Features" Applied Sciences 12, no. 16: 8276. https://doi.org/10.3390/app12168276
APA StyleYang, B., Guo, K., & Sun, J. (2022). Chatter Detection in Robotic Milling Using Entropy Features. Applied Sciences, 12(16), 8276. https://doi.org/10.3390/app12168276