
Features of Bread Made from Different Amaranth Flour Fractions Partially Substituting Wheat Flour



Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Flours Formulation and Bread Manufacturing
2.3. Empirical Dough Rheological Properties
2.4. Fundamental Dough Rheological Properties
2.5. Bread Physical and Textural Parameters
2.6. Factorial Design and Statistics
3. Results
3.1. Flour Chemical Characteristics
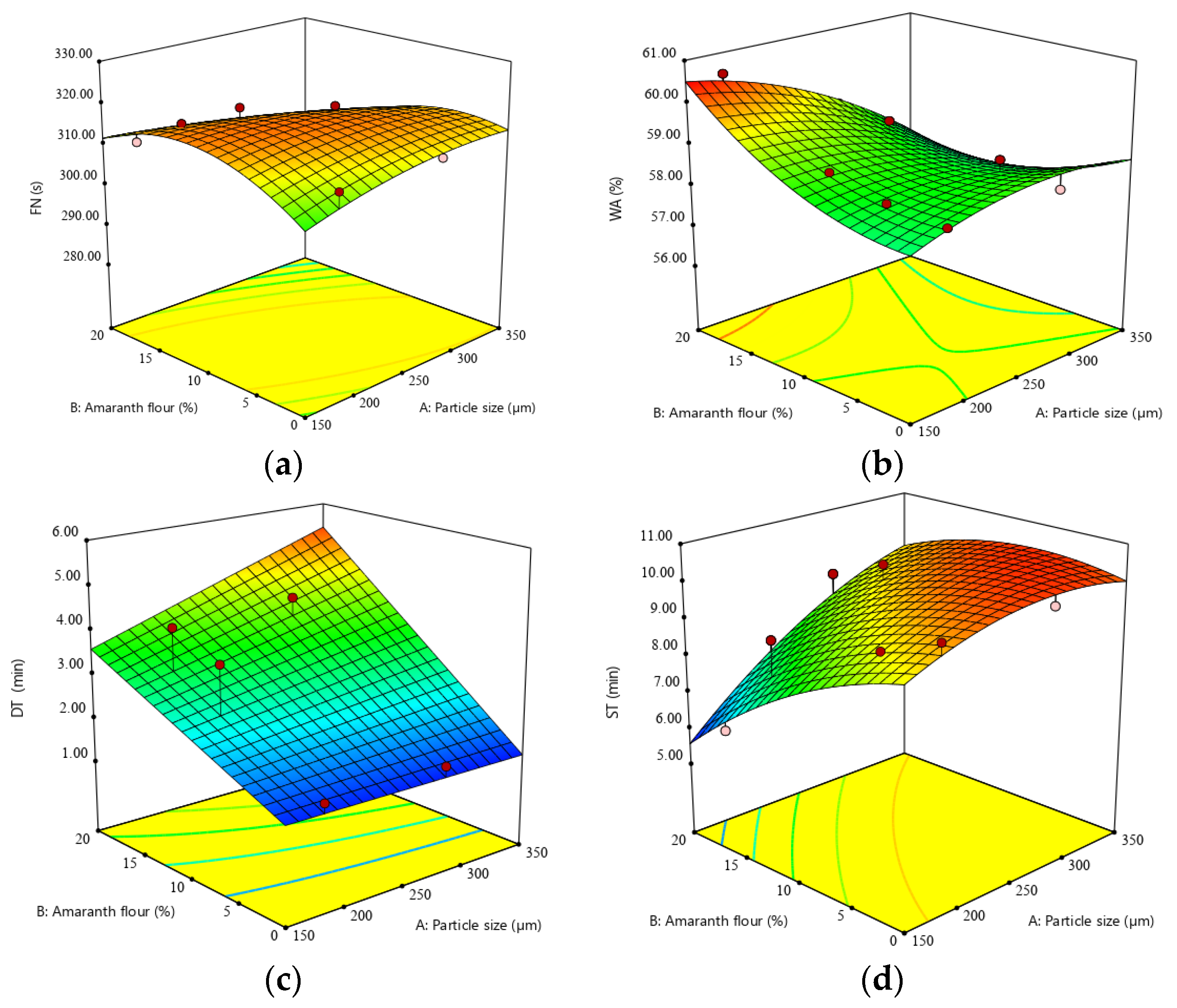
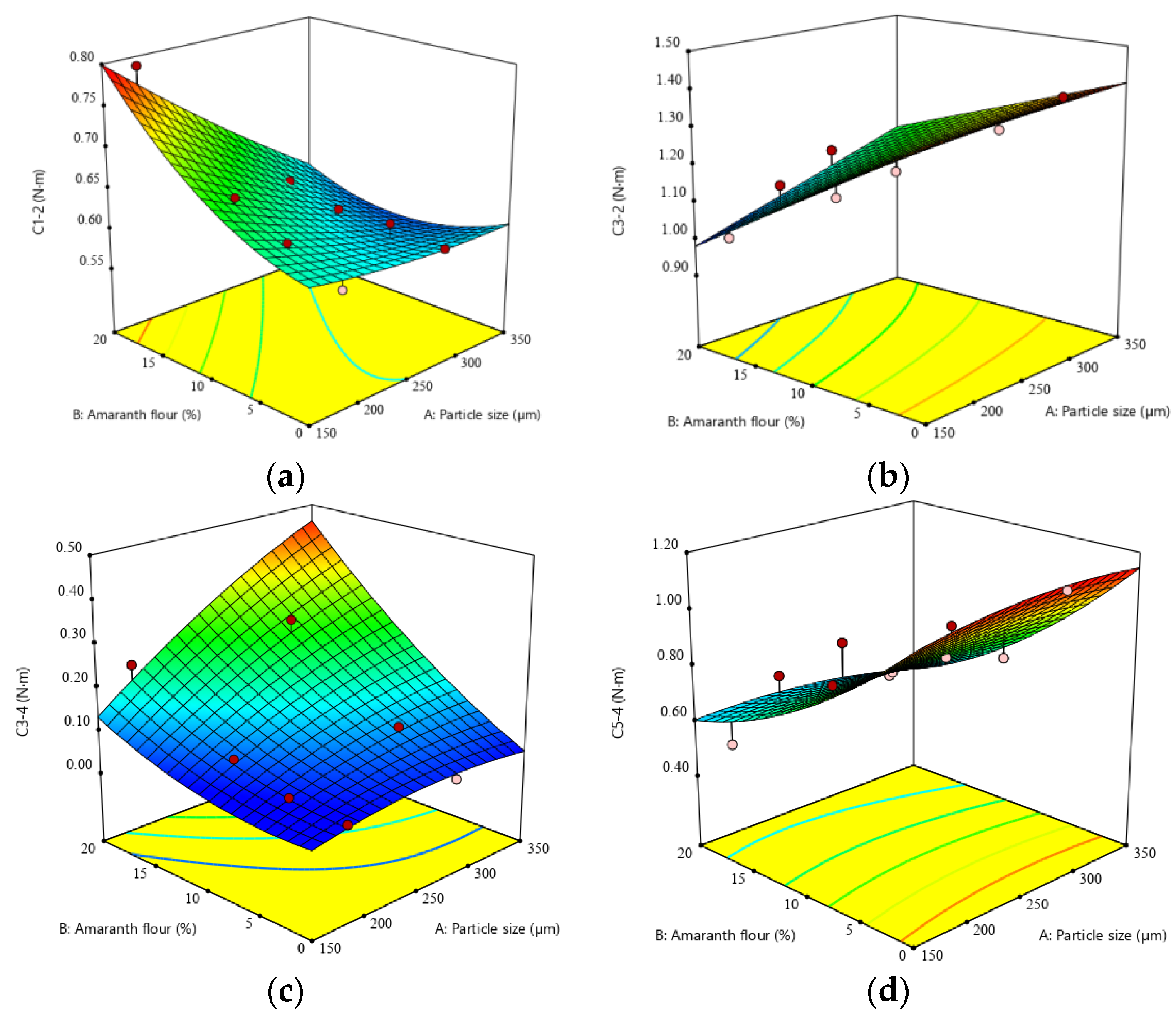
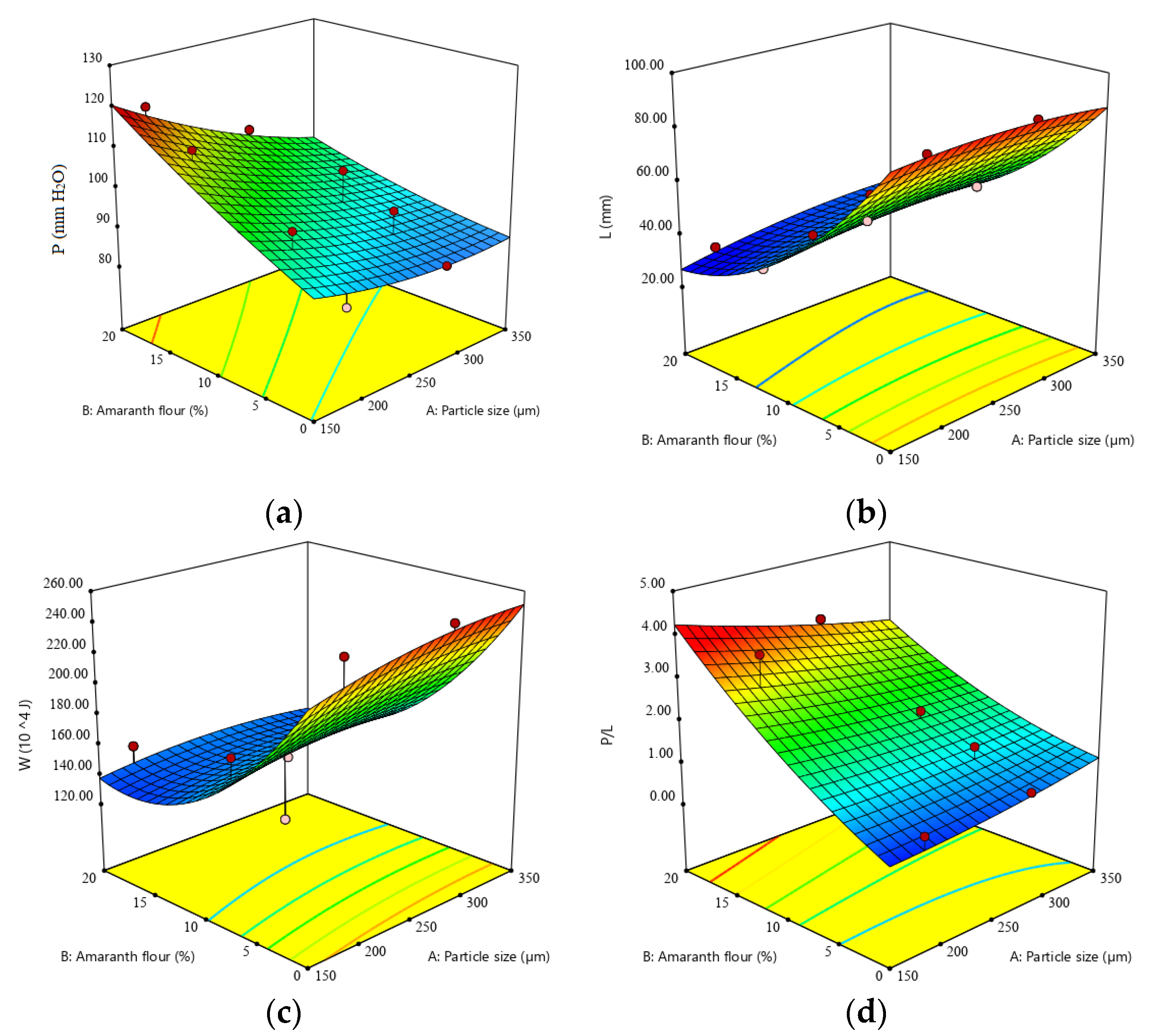
3.2. Influence of Particle Size and Addition Level of Amaranth Flour to Wheat Flour on FN Index, Dough Rheological Properties during Mixing and Heating-Cooling Cycle, and Dough Biaxial Extension
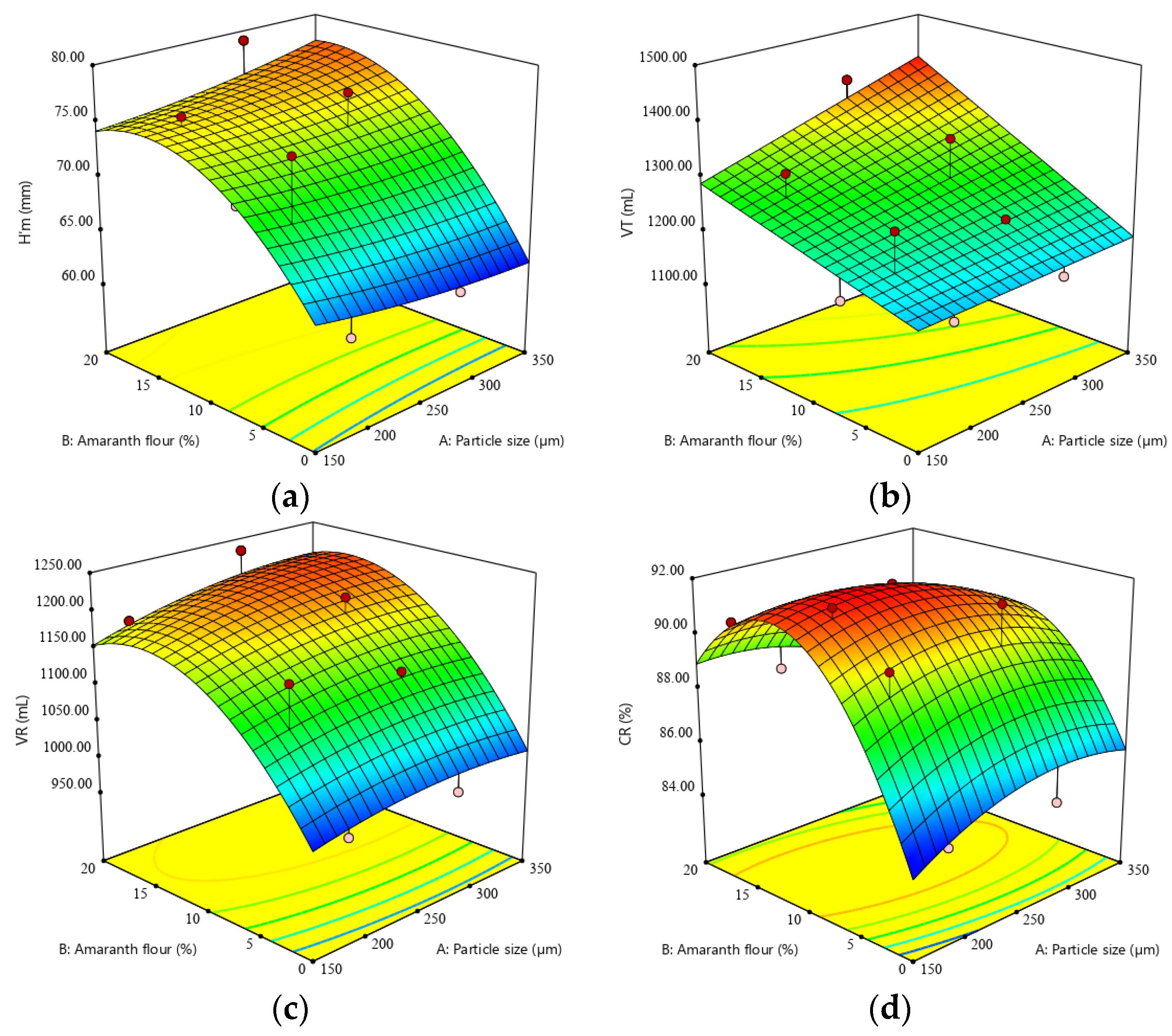
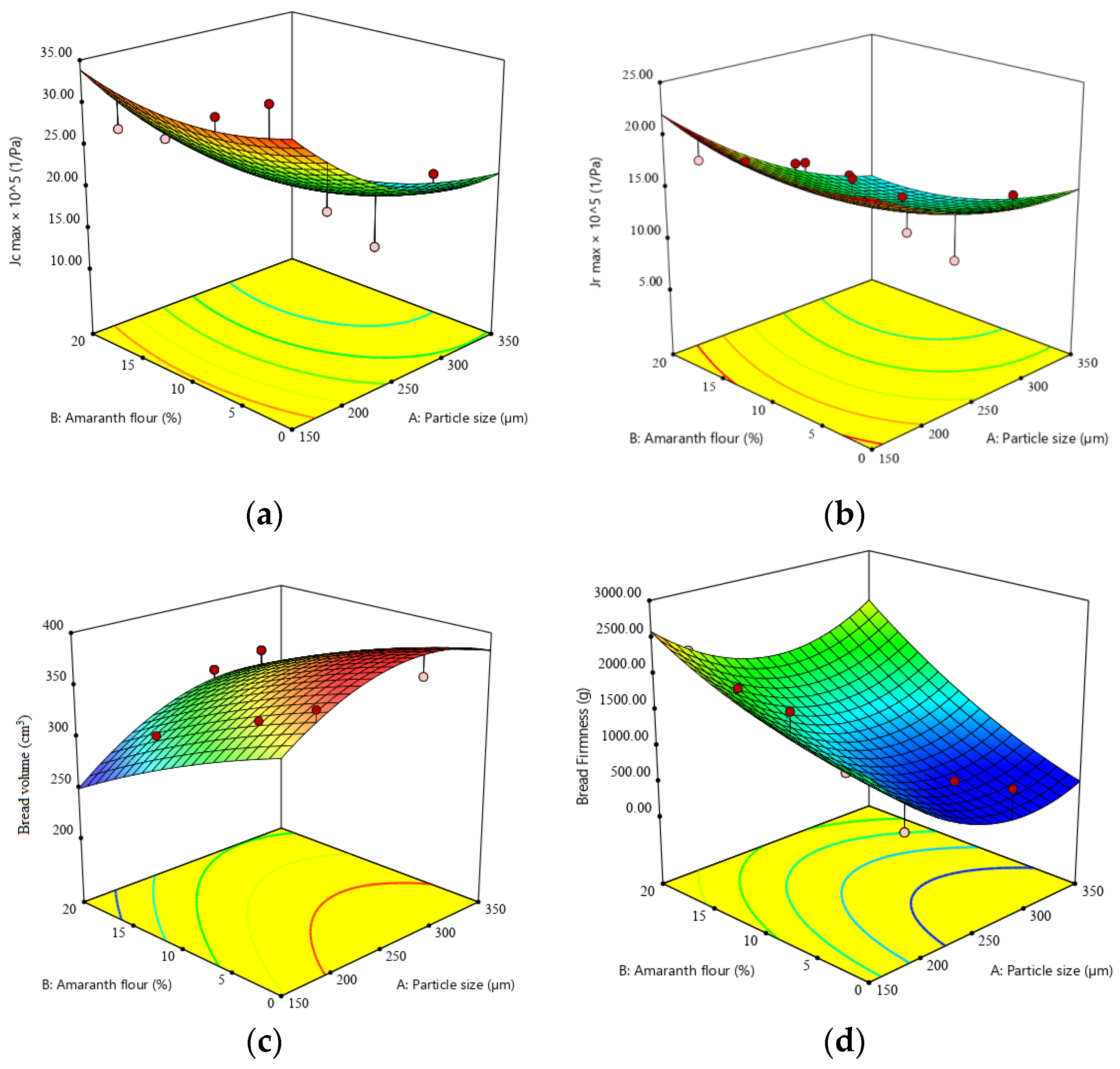
3.3. Influence of Particle Size and Addition Level of Amaranth Flour in Wheat Flour on Dough Fermentation, Dynamic Rheological Properties, and Bread Characteristics
3.4. Optimal and Control Samples Properties
4. Discussion
4.1. Proximate Composition of Amaranth Particle Sizes
4.2. Influence of PS and AF Addition Level on Falling Number, Mixolab, and Alveographic Parameters
4.3. Influence of PS and AF Addition Levels on Dough Fermentation, Dynamic Rheological Properties, and Bread Characteristics
4.4. Optimal PS and Addition Levels of AF
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rosell, C.M.; Garzon, R. Chemical Composition of Bakery Products, Handbook of Food Chemistry; Springer: Berlin/Heidelberg, Germany, 2015; pp. 191–224. [Google Scholar]
- Alvarez-Jubete, L.; Auty, M.; Arendt, E.K.; Gallagher, E. Baking properties and microstructure of pseudocereal flours in gluten-free bread formulations. Eur. Food Res. Technol. 2010, 230, 437–445. [Google Scholar] [CrossRef]
- Coțovanu, I.; Mironeasa, S. Impact of different amaranth particle sizes addition level on wheat flour dough rheology and bread features. Foods 2021, 10, 1539. [Google Scholar] [CrossRef]
- Chauhan, A.; SaxenA, D.C.; Singh, S. Total dietary fibre and antioxidant activity of gluten free cookies made from raw and germinated amaranth (Amaranthus spp.) flour. LWT-Food Sci. Technol. 2015, 63, 939–945. [Google Scholar] [CrossRef]
- Inglett, G.E.; Chen, D.; Liu, S.X. Physical properties of gluten-free sugar cookies made from amaranth–oat composites. LWT-Food Sci. Technol. 2015, 63, 214–220. [Google Scholar] [CrossRef]
- Venskutonis, P.R.; Kraujalis, P. Nutritional components of amaranth seeds and vegetables: A review on composition, properties, and uses. Compr. Rev. Food Sci. Food Saf. 2013, 12, 381–412. [Google Scholar] [CrossRef] [PubMed]
- Kalinova, J.; Dadakova, E. Rutin and total quercetin content in amaranth (Amaranthus spp.). Plant Foods Hum. Nutr. 2009, 64, 68–74. [Google Scholar] [CrossRef] [PubMed]
- Caselato-Sousa, V.M.; Amaya-Farfán, J. State of knowledge on amaranth grain: A comprehensive review. J. Food Sci. 2012, 77, 93–104. [Google Scholar] [CrossRef]
- Lazaridou, A.; Biliaderis, C.G. Gluten-free doughs: Rheological properties, testing procedures–methods and potential problems. In Gluten-Free Food Science and Technology; Gallagher, E., Ed.; Wiley-Blackwell: Chichester, UK, 2009; pp. 52–82. [Google Scholar]
- Skendi, A.; Papageorgiou, M.; Biliaderis, C.G. Effect of barley β-glucan molecular size and level on wheat dough rheological properties. J. Food Eng. 2009, 91, 594–601. [Google Scholar] [CrossRef]
- Edwards, N.M.; Mulvaney, S.J.; Scanlon, M.G.; Dexter, J.E. Role of gluten and its components in determining durum semolina dough viscoelastic properties. Cereal Chem. 2003, 80, 755–763. [Google Scholar] [CrossRef]
- Bloksma, A.H.; Bushuk, W.; Pomeranz, Y. Wheat chemistry and technology. Rheol. Chem. Dough 1988, 2, 131–200. [Google Scholar]
- Coțovanu, I.; Mironeasa, S. Buckwheat Seeds: Impact of Milling Fractions and Addition Level on Wheat Bread Dough Rheology. Appl. Sci. 2021, 11, 1731. [Google Scholar] [CrossRef]
- Coţovanu, I.; Ungureanu-Iuga, M.; Mironeasa, S. Investigation of Quinoa Seeds Fractions and Their Application in Wheat Bread Production. Plants 2021, 10, 2150. [Google Scholar] [CrossRef]
- Alvarez-Jubete, L.; Arendt, E.K.; Gallagher, E. Nutritive value and chemical composition of pseudocereals as gluten-free ingredients. Int. J. Food Sci. Nutr. 2009, 60, 240–257. [Google Scholar] [CrossRef]
- Martínez-Villaluenga, C.; Peñas, E.; Hernández-Ledesma, B. Pseudocereal grains: Nutritional value, health benefits and current applications for the development of gluten-free foods. Food Chem. Toxicol. 2020, 137, 111178. [Google Scholar] [CrossRef] [PubMed]
- Sluková, M.; Levková, J.; Michalcova, A.; Skřivan, P.; Skřivan, P. Effect of the dough mixing process on the quality of wheat and buckwheat proteins. Czech J. Food Sci. 2017, 35, 522–531. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Hu, R.; Tilley, M.; Siliveru, K.; Li, Y. Effect of Pulse Type and Substitution Level on Dough Rheology and Bread Quality of Whole Wheat-Based Composite Flours. Processes 2021, 9, 1687. [Google Scholar] [CrossRef]
- Millar, K.A.; Barry-Ryan, C.; Burke, R.; McCarthy, S.; Gallagher, E. Dough properties and baking characteristics of white bread, as affected by addition of raw, germinated and toasted pea flour. Innov. Food Sci. Emerg. Technol. 2019, 56, 102189. [Google Scholar] [CrossRef]
- Mironeasa, S.; Mironeasa, C. Dough bread from refined wheat flour partially replaced by grape peels: Optimizing the rheological properties. J. Food Process Eng. 2019, 42, e13207. [Google Scholar] [CrossRef]
- ICC. Standard Methods of the International Association for Cereal Chemistry. Methods 104/1, 110/1, 136, 105/2, 171, 121, 107/1; International Association for Cereal Chemistry: Vienna, Austria, 2010. [Google Scholar]
- SR 90:2007; Wheat Flour. Analysis Method. Romanian Standards Association: Bucharest, Romania, 2007.
- Iuga, M.; Mironeasa, C.; Mironeasa, S. Oscillatory rheology and creep-recovery behaviour of grape seed-wheat flour dough: Effect of grape seed particle size, variety and addition level. Bull. Univ. Agric. Sci. Vet. Med. Cluj-Napoca Food Sci. Technol. 2019, 76, 40–51. [Google Scholar] [CrossRef] [Green Version]
- Stallknecht, G.F.; Schulz-Schaeffer, J.R. Amaranth Rediscovered. New Crops; Wiley: New York, NY, USA, 1993; pp. 211–218. [Google Scholar]
- Singh, N.; Singh, P.; Shevkani, K.; Virdi, A.S. Amaranth: Potential source for flour enrichment. In Flour and Breads and Their Fortification in Health and Disease Prevention; Academic Press: Cambridge, MA, USA, 2019; pp. 123–135. [Google Scholar] [CrossRef]
- Sundarram, A.; Murthy, T.P.K. α-amylase production and applications: A review. J. Appl. Environ. Microbiol. 2014, 2, 166–175. [Google Scholar] [CrossRef]
- Sanz-Penella, J.M.; Wronkowska, M.; Soral-Smietana, M.; Haros, M. Effect of whole amaranth flour on bread properties and nutritive value. LWT-Food Sci. Technol. 2013, 50, 679–685. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, I.; Ahmed, A.R.; Senge, B. Effects of chickpea flour on wheat pasting properties and bread making quality. J. Food Sci. Technol. 2014, 51, 1902–1910. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mironeasa, S.; Iuga, M.; Zaharia, D.; Mironeasa, C. Optimization of grape peels particle size and flour substitution in white wheat flour dough. Sci. Stud. Res. Chem. Chem. Eng. Biotechnol. Food Ind. 2019, 20, 29–42. [Google Scholar]
- Ahmed, J.; Al-Attar, H.; Arfat, Y.A. Effect of particle size on compositional, functional, pasting and rheological properties of commercial water chestnut flour. Food Hydrocoll. 2016, 52, 888–895. [Google Scholar] [CrossRef]
- Tömösközi, S.; Gyenge, L.; Pelcéder, A.; Abonyi, T.; Lásztity, R. The effects of flour and protein preparations from amaranth and quinoa seeds on the rheological properties of wheat-flour dough and bread crumb. Czech J. Food Sci. 2011, 29, 109–116. [Google Scholar] [CrossRef] [Green Version]
- Oszvald, M.; Tamás, C.; Rakszegi, M.; Tömösközi, S.; Békés, F.; Tamás, L. Effects of incorporated amaranth albumins on the functional properties of wheat dough. J. Sci. Food Agric. 2009, 89, 882–889. [Google Scholar] [CrossRef]
- Tester, R.F.; Karkalas, J.; Qi, X. Starch structure and digestibility enzyme-substrate relationship. Poult. Sci. J. 2004, 60, 186–195. [Google Scholar] [CrossRef]
- Derkanosova, N.; Stakhurlova, A.; Pshenichnaya, I.; Ponomareva, I.; Peregonchaya, O.; Sokolova, S. Amaranth as a bread enriching ingredient. Foods Raw Mater. 2020, 8, 223–231. [Google Scholar] [CrossRef]
- Corke, H.; Cai, Y.Z.; Wu, H.X. Amaranth: Overview In Encyclopedia of Food Grains; Wrigley, C., Corke, H., Seetharaman, K., Faubion, J., Eds.; Academic Press: Oxford, UK, 2016; pp. 287–296. [Google Scholar]
- Piga, A.; Conte, P.; Fois, S.; Catzeddu, P.; Del Caro, A.; Sanguinetti, A.M.; Fadda, C. Technological, Nutritional and sensory Properties of an Innovative Gluten-Free Double-Layered Flat Bread Enriched with Amaranth Flour. Foods 2021, 10, 920. [Google Scholar] [CrossRef] [PubMed]
- De Souza, P.M.; Magalhães, P.D.O. Application of microbial α-amylase in industry—A review. Braz. J. Microbiol. 2010, 41, 850–861. [Google Scholar] [CrossRef]
- Mironeasa, S.; Codină, G.G. The mixolab rheological properties and dough microstructure of defatted mustard seed–wheat composite flours. J. Food Process. Preserv. 2017, 41, e13130. [Google Scholar] [CrossRef]
- Pahwa, A.; Kaur, A.; Puri, R. Influence of hydrocolloids on the quality of major flat breads: A review. J. Food Process. 2016, 2016. [Google Scholar] [CrossRef]
- Dobraszczyk, B.J.; Salmanowicz, B.P. Comparison of predictions of baking volume using large deformation rheological properties. J. Cereal Sci. 2008, 47, 292–301. [Google Scholar] [CrossRef]
- Kenny, S.; Wehrle, K.; Dennehy, T.; Arendt, E.K. Correlations between empirical and fundamental rheology measurements and baking performance of frozen bread dough. Cereal Chem. 1999, 76, 421–425. [Google Scholar] [CrossRef]
- Kurek, M.A.; Karp, S.; Wyrwisz, J.; Niu, Y. Physicochemical properties of dietary fibers extracted from gluten-free sources: Quinoa (Chenopodium quinoa), amaranth (Amaranthus caudatus) and millet (Panicum miliaceum). Food Hydrocoll. 2018, 85, 321–330. [Google Scholar] [CrossRef]
- Sánchez-Marrowín, A.; Domingo, M.V.; Maya, S.; Saldana, C. Amaranth flour blends and fractions for baking applications. J. Food Sci. 1985, 50, 789–794. [Google Scholar] [CrossRef]
- Kieffer, R. The role of gluten elasticity in the baking quality of wheat. In Future of Flour—A Compendium of Flour Improvement; Popper, L., Schäfer, W., Freund, W., Eds.; Verlag Agrimedia: Clenze, Germany, 2006; pp. 169–178. [Google Scholar]
- Rosell, C.M.; Rojas, J.A.; De Barber, C.B. Influence of hydrocolloids on dough rheology and bread quality. Food Hydrocoll. 2001, 15, 75–81. [Google Scholar] [CrossRef]
- Ungureanu-Iuga, M.; Atudorei, D.; Codină, G.G.; Mironeasa, S. Rheological Approaches of Wheat Flour Dough Enriched with Germinated Soybean and Lentil. Appl. Sci. 2021, 11, 11706. [Google Scholar] [CrossRef]
- Gandikota, S.; MacRitchie, F. Expansion capacity of doughs: Methodology and applications. J. Cereal Sci. 2005, 42, 157–163. [Google Scholar] [CrossRef]
- Hosney, R.C. Principles of Cereal Science and Technology; American Association of Cereal Chemists: Saint Paul, MN, USA, 1994. [Google Scholar]
- Martínez, M.M.; Gómez, M. Rheological and microstructural evolution of the most common gluten-free flours and starches during bread fermentation and baking. J. Food Eng. 2017, 197, 78–86. [Google Scholar] [CrossRef]
- Xu, X.; Xu, Y.; Wang, N.; Zhou, Y. Effects of superfine grinding of bran on the properties of dough and qualities of steamed bread. J. Cereal Sci. 2018, 81, 76–82. [Google Scholar] [CrossRef]
- Wang, Q.; Li, L.; Zheng, X. A review of milling damaged starch: Generation, measurement, functionality and its effect on starch-based food systems. Food Chem. 2020, 315, 126267. [Google Scholar] [CrossRef]
- Hatcher, D.W.; Anderson, M.J.; Desjardins, R.G.; Edwards, N.M.; Dexter, J.E. Effects of flour particle size and starch damage on processing and quality of white salted noodles. Cereal Chem. 2002, 79, 64–71. [Google Scholar] [CrossRef]
- Burešová, I.; Buňka, F.; Kráčmar, S. Rheological Characteristics of Gluten-Free Dough. J. Microbiol. Biotechnol. Food Sci. 2014, 2021, 195–198. [Google Scholar]
- Perez-Rea, D.; Antezana-Gomez, R. The functionality of pseudocereal starches. In Starch in Food; Woodhead Publishing: Sawston, UK, 2018; pp. 509–542. [Google Scholar] [CrossRef]
- Baxter, N.J.; Lilley, T.H.; Haslam, E.; Williamson, M.P. Multiple interactions between polyphenols and a salivary proline-rich protein repeat result in complexation and precipitation. Biochemistry 1997, 36, 5566–5577. [Google Scholar] [CrossRef]
- Gorinstein, S.; Denue, I.A.; Arruda, P. Alcohol soluble and total proteins from amaranth seeds and their comparison with other cereals. J. Agric. Food Chem. 1991, 39, 848–850. [Google Scholar] [CrossRef]
- Martinez, E.N.; Castellani, O.F.; Anon, M.C. Common molecular features among amaranth storage proteins. J. Agric. Food Chem. 1997, 45, 3832–3839. [Google Scholar] [CrossRef]
- D’Amico, S.; Schoenlechner, R.; Tömösköszi, S.; Langó, B. Proteins and amino acids of kernels: Chemistry and technology. In Pseudocereals: Chemistry and Technology, 1st ed.; Haros, M., Schoenlechner, R., Eds.; John Wiley & Sons Ltd.: Oxford, UK, 2017; pp. 94–99. [Google Scholar]
- Meullenet, J.-F.; Lyon, B.G.; Carpenter, J.A.; Lyon, C.E. Relationship between sensory and instrumental texture profile Attributes. J. Sens. Stud. 1998, 13, 77–93. [Google Scholar] [CrossRef]
- Amare, E.; Grigoletto, L.; Corich, V.; Giacomini, A.; Lante, A. Fatty Acid Profile, Lipid Quality and Squalene Content of Teff (Eragrostis teff (Zucc.) Trotter) and Amaranth (Amaranthus caudatus L.) Varieties from Ethiopia. Appl. Sci. 2021, 11, 3590. [Google Scholar] [CrossRef]
- Miranda-Ramos, K.C.; Sanz-Ponce, N.; Haros, C.M. Evaluation of technological and nutritional quality of bread enriched with amaranth flour. LWT 2019, 114, 108418. [Google Scholar] [CrossRef]
- Almeida, E.; Chang, Y.; Steel, C. Dietary fibre sources in bread: Influence on technological quality. LWT-Food Sci. Technol. 2013, 50, 545–553. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | A | Particle Size (μm) | B | Amaranth Flour (%) |
|---|---|---|---|---|
| Coded Values | Real Values | Coded Values | Real Values | |
| 1 | +1.00 | 380 | 0.00 | 10 |
| 2 | −1.00 | 180 | −0.50 | 5 |
| 3 | 0.00 | 280 | −1.00 | 0 |
| 4 | 0.00 | 280 | −0.50 | 5 |
| 5 | −1.00 | 180 | −1.00 | 0 |
| 6 | +1.00 | 380 | +1.00 | 20 |
| 7 | −1.00 | 180 | 0.00 | 10 |
| 8 | +1.00 | 380 | −1.00 | 0 |
| 9 | +1.00 | 380 | −0.50 | 5 |
| 10 | +1.00 | 380 | +0.50 | 15 |
| 11 | 0.00 | 280 | 0.00 | 10 |
| 12 | 0.00 | 280 | +1.00 | 20 |
| 13 | −1.00 | 180 | +1.00 | 20 |
| 14 | 0.00 | 280 | +0.50 | 15 |
| 15 | −1.00 | 180 | +0.50 | 15 |
| Parameters | Wheat Flour | Amaranth Flour | ||
|---|---|---|---|---|
| Particle Size | ||||
| AL | AM | AS | ||
| Moisture (%) | 14.08 ± 0.08 a | 10.61 ± 0.05 b | 10.19 ± 0.06 c | 9.35 ± 0.06 d |
| Ash (%) | 0.69 ± 0.05 e | 1.62 ± 0.02 c | 3.54 ± 0.04 b | 4.45 ± 0.04 a |
| Protein (%) | 12.45 ± 0.15 c | 10.18 ± 0.44 d | 25.33 ± 0.25 b | 29.36 ± 0.01 a |
| Fat (%) | 1.41 ± 0.01 d | 7.49 ± 0.02 b | 8.09 ± 0.04 a | 7.11 ± 0.01 c |
| Carbohydrates (%) | 71.36 ± 0.02 a | 71.16 ± 0.06 a | 52.85 ± 0.53 b | 49.74 ± 0.09 c |
| FN | 312 ± 3.12 | - | - | - |
| WGC | 30.00 ± 0.15 | - | - | - |
| GDI | 6.00 ± 0.12 | - | - | - |
| Factors | Parameters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Falling Number | Mixolab | Alveograph | ||||||||||
| FN (s) | WA (%) | DT (min) | ST (min) | C1-2 (Nm) | C3-2 (Nm) | C3-4 (Nm) | C5-4 (Nm) | P (mm) | L (mm) | W (10−4 J) | P/L | |
| Constant | 317.06 | 58.65 | 2.98 | 9.65 | 0.61 | 1.23 | 0.15 | 0.80 | 95.77 | 48.53 | 160.70 | 1.87 |
| A | −1.96 | −0.52 ** | 0.45 | 1.17 ** | −0.05 ** | 0.05 ** | 0.08 ** | −0.00 | −6.38 | 1.88 | 6.08 | −0.17 |
| B | −2.98 | 0.39 ** | 1.53 ** | −1.06 ** | 0.04 ** | −0.15 *** | 0.12 *** | −0.27 *** | 9.62 ** | −28.55 *** | −50.94 ** | 1.38 *** |
| A × B | −5.85 * | −0.77 ** | 0.47 | 0.77 * | −0.04 ** | 0.03 * | 0.07 ** | −0.03 | −4.50 | 2.50 | −5.30 | −0.43 |
| A2 | −2.40 | −0.42 * | −0.55 | 0.00 | - | −0.02 | −0.03 | 2.40 | −2.30 | −5.30 | 0.08 | |
| B2 | −7.90 * | 0.58 * | −0.52 | 0.03 * | - | 0.03 | 0.07 | 1.33 | 13.43 ** | 33.90 * | 0.29 | |
| R2 | 0.71 | 0.93 | 0.68 | 0.83 | 0.93 | 0.95 | 0.96 | 0.89 | 0.69 | 0.96 | 0.85 | 0.86 |
| Adj.-R2 | 0.55 | 0.89 | 0.59 | 0.74 | 0.90 | 0.93 | 0.94 | 0.82 | 0.51 | 0.93 | 0.76 | 0.79 |
| p-value | 0.0265 | <0.0001 | 0.0047 | 0.0028 | <0.0001 | <0.0001 | <0.0001 | 0.0005 | 0.0352 | <0.0001 | 0.0018 | 0.0011 |
| Factors | Parameters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rheofermentometer | Rheometer | Bread Parameters | ||||||||||
| H’m (mL) | VT (mL) | VR (mL) | CR (%) | G′ (Pa) | G″ (Pa) | tan δ (adim.) | Tmax (°C) | Jcmax (Pa−1) | Jrmax (Pa−1) | BV (cm3) | BF (g) | |
| Constant | 73.61 | 1268.45 | 1180.87 | 91.53 | 28,093.97 | 10,500.65 | 0.3476 | 79.32 | 20.27 | 13.40 | 360.83 | 951.01 |
| A | 0.25 | 35.40 | 16.96 | −0.39 | 3939.00 | 1632.50 ** | 0.0144 | −0.14 | −7.52 ** | −4.42 ** | 26.26 ** | −365.40 * |
| B | 6.30 ** | 84.58 ** | 89.36 ** | 1.20 | 8848.23 ** | 1463.54 * | −0.0375 ** | −1.74 ** | −1.46 | −0.87 | −40.73 *** | 673.85 ** |
| A × B | 1.40 | 29.40 | 8.80 | −1.15 | 2667.00 | 1837.65 * | 0.0217 | −0.57 | −1.71 | −1.59 | 7.70 | 202.60 |
| A2 | 0.44 | - | −14.10 | −0.99 | −1172.50 | - | −0.0205 | 0.52 | 3.68 | 1.77 | −30.11 ** | 602.50 ** |
| B2 | −4.53 | - | −76.57 ** | −4.36 ** | 9655.71 * | - | 0.0275 | 1.67 | 2.14 | 1.70 | −6.30 | 195.57 |
| R2 | 0.80 | 0.70 | 0.87 | 0.80 | 0.81 | 0.71 | 0.72 | 0.85 | 0.66 | 0.71 | 0.92 | 0.88 |
| Adj.-R2 | 0.68 | 0.62 | 0.80 | 0.69 | 0.71 | 0.64 | 0.57 | 0.77 | 0.47 | 0.55 | 0.87 | 0.81 |
| p-value | 0.0062 | 0.0032 | 0.0009 | 0.0054 | 0.0041 | 0.0025 | 0.0221 | 0.0015 | 0.0492 | 0.0268 | 0.0001 | 0.0007 |
| Parameters | Control Sample | O_AL | O_AM | O_AS |
|---|---|---|---|---|
| Addition Level | 100% WF | 9.41% | 9.39% | 7.89% |
| FN (s) | 312.00 | 311.00 | 316.50 | 316.66 |
| WA (%) | 58.50 | 57.28 | 58.44 | 58.63 |
| DT (min) | 1.69 | 3.44 | 3.01 | 2.41 |
| ST (min) | 9.96 | 10.23 | 9.99 | 8.87 |
| C1-2 (Nm) | 0.61 | 0.56 | 0.60 | 0.64 |
| C3-2 (Nm) | 1.41 | 1.30 | 1.25 | 1.23 |
| C3-4 (Nm) | 0.05 | 0.22 | 0.17 | 0.07 |
| C5-4 (Nm) | 1.15 | 0.76 | 0.82 | 0.85 |
| P (mm H2O) | 87.00 | 90.73 | 93.44 | 99.10 |
| L (mm) | 91.00 | 48.51 | 50.60 | 53.05 |
| W × 10−4 (J) | 253.00 | 162.92 | 165.33 | 165.28 |
| P/L (adim.) | 0.95 | 1.74 | 1.75 | 1.69 |
| H’m (mm) | 62.00 | 74.22 | 73.30 | 72.32 |
| VT (mL) | 1168.00 | 1307.73 | 1273.44 | 1230.20 |
| VR (mL) | 991.00 | 1173.33 | 1178.87 | 1141.19 |
| CR (%) | 84.80 | 89.34 | 91.25 | 90.70 |
| G′ (Pa) | 26,370.00 | 30,587.03 | 28,624.29 | 23,720.87 |
| G″ (Pa) | 9488.00 | 12,411.70 | 10,869.10 | 9320.63 |
| tan δ (adim.) | 0.3600 | 0.3630 | 0.3550 | 0.3460 |
| Tmax (°C) | 83.24 | 80.15 | 79.44 | 80.02 |
| Jcmax × 10−5 (1/Pa) | 24.50 | 16.91 | 18.47 | 27.48 |
| Jrmax × 10−5 (1/Pa) | 16.62 | 10.81 | 12.32 | 17.38 |
| BV (cm3) | 372.20 | 345.73 | 368.28 | 337.11 |
| BF (g) | 786.00 | 1443.42 | 852.09 | 1398.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coţovanu, I.; Mironeasa, S. Features of Bread Made from Different Amaranth Flour Fractions Partially Substituting Wheat Flour. Appl. Sci. 2022, 12, 897. https://doi.org/10.3390/app12020897
Coţovanu I, Mironeasa S. Features of Bread Made from Different Amaranth Flour Fractions Partially Substituting Wheat Flour. Applied Sciences. 2022; 12(2):897. https://doi.org/10.3390/app12020897
Chicago/Turabian StyleCoţovanu, Ionica, and Silvia Mironeasa. 2022. "Features of Bread Made from Different Amaranth Flour Fractions Partially Substituting Wheat Flour" Applied Sciences 12, no. 2: 897. https://doi.org/10.3390/app12020897
APA StyleCoţovanu, I., & Mironeasa, S. (2022). Features of Bread Made from Different Amaranth Flour Fractions Partially Substituting Wheat Flour. Applied Sciences, 12(2), 897. https://doi.org/10.3390/app12020897