
Transmission Efficiency of Cycloid–Pinion System Considering the Assembly Dimensional Chain


Abstract
:Featured Application
Abstract
1. Introduction
2. RV Reducer Structure
3. Cycloid Gear Profile Model
3.1. Dual Quaternion Algebraic Operations
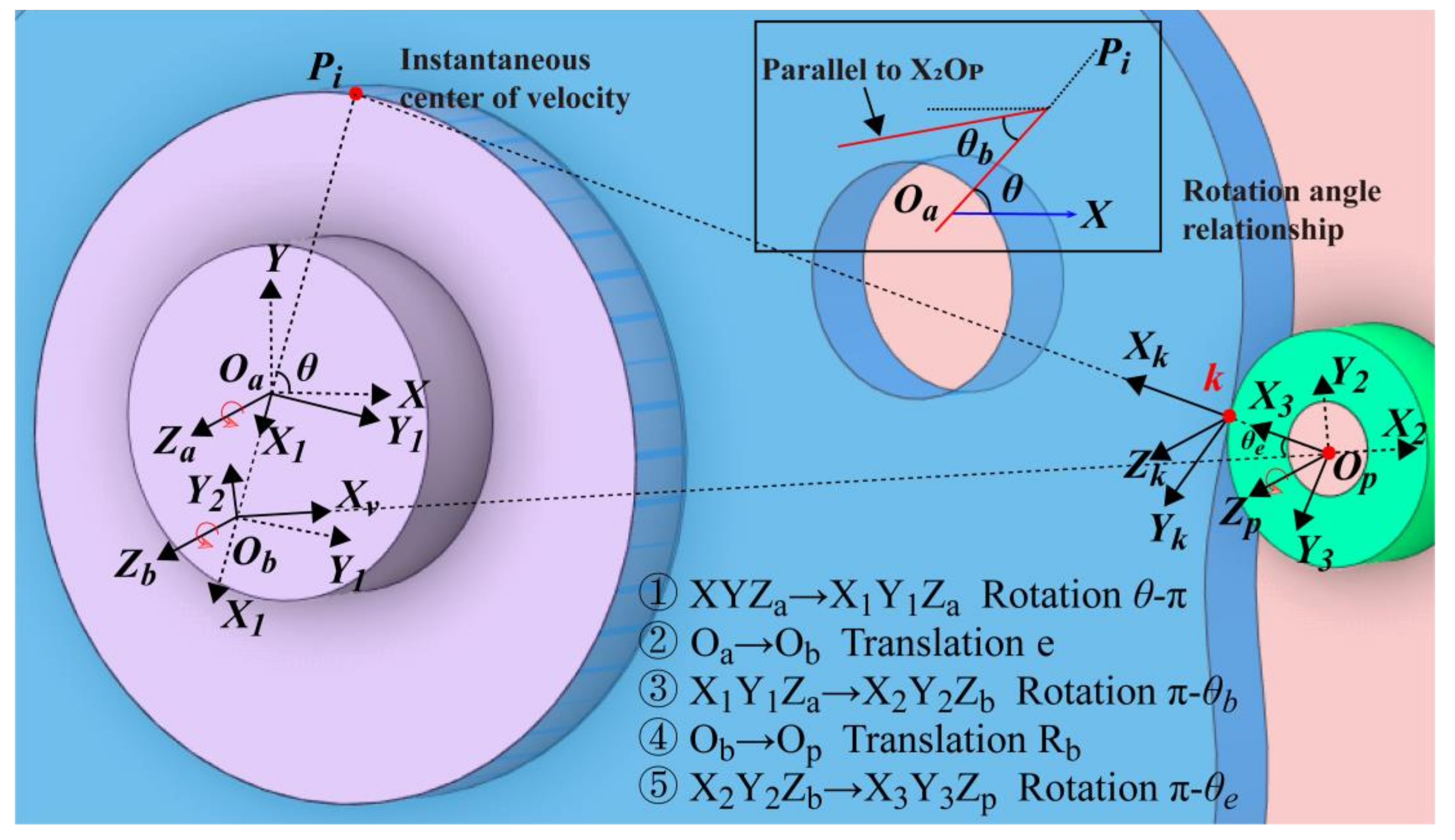
3.2. Cycloid Gear Tooth Profile Model Based on Dyadic Quaternion
4. Transmission Efficiency Model
4.1. Cycloid–Pinion System Mesh Force Analysis Considering Clearance
4.2. Cycloid–Pinion System Kinematics Analysis
4.3. Maximum Contact Pressure
4.4. Cycloid–Pinion System Friction Model
4.5. Transmission Efficiency Model
5. Comparison of Transmission Efficiency of Different Structures
5.1. Tolerance Analysis of Different Structure
5.2. Transmission Efficiency Comparison
5.3. Structural Dynamic Simulation
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Dual unit with the property | |
| q, q* | Dual quaternion and its conjugate |
| Quaternion information before and after the transformation | |
| Unit quaternion of rotation and a translation vector | |
| Coordinate transformation rotation angle | |
| Oa | Center of the cycloid gear center circle |
| Ob | Center of the pin tooth center circle |
| ra | Radius of cycloid gear pitch circle |
| rb | Radius of pin tooth pitch circle |
| e | Eccentricity |
| Rb | Radius of the distribution circle of the pin teeth |
| rp | Radius of the pin tooth |
| Input angle | |
| za | Number of cycloid teeth |
| zb | Number of pin teeth |
| Ratio of the number of cycloid teeth to the radius of pin tooth pitch circle | |
| P, Ph | Elastic loading and maximum contact pressure |
| kz | Coefficient of increased load in meshing due to clearances |
| Angular velocity of the cycloid and input angular velocity | |
| a, b | Major and minor semi-axes of the contact ellipse |
| U* | Dimensionless speed parameter |
| W* | Dimensionless load parameter |
| G* | Dimensionless materials parameter |
| Friction coefficient of mixed lubrication, full film lubrication and boundary lubrication | |
| Viscosity at ambient pressure | |
| Pressure–viscosity exponent |
References
- Sensinger, J.W.; Lipsey, J.H. Cycloid vs. Harmonic Drives for use in High Ratio, Single Stage Robotic Transmissions. In Proceedings of the 2012 IEEE International Conference on Robotics and Automation (Icra), Saint Paul, MN, USA, 14–18 May 2012; pp. 4130–4135. [Google Scholar]
- Maccioni, L.; Borgianni, Y.; Concli, F. High Power Density Speed Reducers: A TRIZ Based Classification of Mechanical Solutions. In Systematic Complex Problem Solving in the Age of Digitalization and Open Innovation; Cavallucci, D., Brad, S., Livotov, P., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 243–253. [Google Scholar]
- García, P.L.; Crispel, S.; Saerens, E.; Verstraten, T.; Lefeber, D. Compact Gearboxes for Modern Robotics: A Review. Front. Robot. AI 2020, 7, 103. [Google Scholar] [CrossRef] [PubMed]
- Yamato, H.; Ogihara, K.; Kodachi, T.; Irie, K.; Hara, Y.; Toda, K.; Okumura, Y.; Yoshida, T.; Shimizu, M.; Tomono, M.; et al. A Partner Robot Transforming to a Vehicle: CanguRo—Design, Development and Evaluation of Its In-Wheel Drive Unit with Cycloid Gear. In Proceedings of the 2020 IEEE/SICE International Symposium on System Integration (SII), Honolulu, HI, USA, 12–15 January 2020; pp. 1205–1211. [Google Scholar] [CrossRef]
- Tsai, Y.T.; Lin, K.H. Dynamic Analysis and Reliability Evaluation for an Eccentric Speed Reducer Based on Fem. J. Mech. 2020, 36, 395–403. [Google Scholar] [CrossRef]
- Wang, C.; Mao, K. Design of high power density for RV reducer. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 291. [Google Scholar] [CrossRef]
- Pabiszczak, S.; Kowal, M. Efficiency of the eccentric rolling transmission. Mech. Mach. Theory 2021, 169, 104655. [Google Scholar] [CrossRef]
- Yang, M.; Zhang, D.; Cheng, C.; Han, X. Reliability-based design optimization for RV reducer with experimental constraint. Struct. Multidiscip. Optim. 2021, 63, 2047–2064. [Google Scholar] [CrossRef]
- Matejic, M.; Goluza, V.; Vasic, M.; Blagojevic, M. Analysis of Two-Stage Cycloid Speed Reducers Dimensions and Efficiency. In International Conference on Machine and Industrial Design in Mechanical Engineering; Springer: Cham, Switzerland, 2022; pp. 171–181. [Google Scholar] [CrossRef]
- Lin, K.-S.; Chan, K.-Y.; Lee, J.-J. Kinematic error analysis and tolerance allocation of cycloidal gear reducers. Mech. Mach. Theory 2018, 124, 73–91. [Google Scholar] [CrossRef]
- Wang, H.; Shi, Z.-Y.; Yu, B.; Xu, H. Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load. Appl. Sci. 2019, 9, 4099. [Google Scholar] [CrossRef] [Green Version]
- Tung, L.-C.; Chan, Y.J. A time-variant dynamic model for compound epicyclic–cycloidal reducers. Mech. Mach. Theory 2023, 179, 105095. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Y. Meshing characteristic analysis of a cycloid drive with epitrochoid profile and its conjugate envelope. Forsch. Im Ing. 2020, 84, 333–343. [Google Scholar] [CrossRef]
- Jin, S.-S.; Tong, X.-T.; Wang, Y.-L. Influencing Factors on Rotate Vector Reducer Dynamic Transmission Error. Int. J. Autom. Technol. 2019, 13, 545–556. [Google Scholar] [CrossRef]
- Yang, R.; Li, F.; Zhou, Y.; Xiang, J. Nonlinear dynamic analysis of a cycloidal ball planetary transmission considering tooth undercutting. Mech. Mach. Theory 2019, 145, 103694. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, J.; Zhou, G.; Pei, X. Analysis of mixed lubrication of RV reducer turning arm roller bearing. Ind. Lubr. Tribol. 2018, 70, 161–171. [Google Scholar] [CrossRef]
- Sensinger, J.W. Unified Approach to Cycloid Drive Profile, Stress, and Efficiency Optimization. J. Mech. Des. 2010, 132, 024503. [Google Scholar] [CrossRef]
- Malhotra, S.; Parameswaran, M. Analysis of a cycloid speed reducer. Mech. Mach. Theory 1983, 18, 491–499. [Google Scholar] [CrossRef]
- Gorla, C.; Davoli, P.; Rosa, F.; Longoni, C.; Chiozzi, F.; Samarani, A. Theoretical and Experimental Analysis of a Cycloidal Speed Reducer. J. Mech. Des. 2008, 130, 112604. [Google Scholar] [CrossRef]
- Matejic, M.; Blagojevic, M.; Cofaru, I.I.; Kostic, N.; Petrovic, N.; Marjanovic, N. Determining efficiency of cycloid reducers using different calculation methods. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2019; Volume 290, p. 01008. [Google Scholar] [CrossRef] [Green Version]
- Lin, W.-S.; Shih, Y.-P.; Lee, J.-J. Design of a two-stage cycloidal gear reducer with tooth modifications. Mech. Mach. Theory 2014, 79, 184–197. [Google Scholar] [CrossRef]
- Chen, B.K.; Fang, T.T.; Li, C.Y.; Wang, S.Y. Gear geometry of cycloid drives. Sci. China Ser. E-Technol. Sci. 2008, 51, 598–610. [Google Scholar] [CrossRef]
- Hsieh, C.-F. Traditional versus improved designs for cycloidal speed reducers with a small tooth difference: The effect on dynamics. Mech. Mach. Theory 2015, 86, 15–35. [Google Scholar] [CrossRef]
- Concli, F.; Maccioni, L.; Gorla, C. Lubrication of gearboxes: CFD analysis of a cycloidal gear set. WIT Trans. Eng. Sci. 2019, 123, 101–112. [Google Scholar] [CrossRef] [Green Version]
- Wei, B.; Wang, J.; Zhou, G.; Yang, R.; Zhou, H.; He, T. Mixed lubrication analysis of modified cycloidal gear used in the RV reducer. Proc. Inst. Mech. Eng. Part J-J. Eng. Tribol. 2016, 230, 121–134. [Google Scholar]
- Sun, Z.; Zhu, C.; Liu, H.; Song, C.; Gu, Z. Study on Starved Lubrication Performance of a Cycloid Drive. Tribol. Trans. 2016, 59, 1005–1015. [Google Scholar] [CrossRef]
- Zhu, C.C.; Sun, Z.D.; Liu, H.J.; Song, C.S.; Gu, Z.L. Effect of tooth profile modification on lubrication performance of a cycloid drive. Proc. Inst. Mech. Eng. Part J-J. Eng. Tribol. 2015, 229, 785–794. [Google Scholar] [CrossRef]
- Bednarczyk, S. Analysis of the cycloidal reducer output mechanism while taking into account machining deviations. Proc. Inst. Mech. Eng. Part C-J. Mech. Eng. Sci. 2021, 235, 7299–7313. [Google Scholar] [CrossRef]
- Tran, T.L.; Pham, A.D.; Ahn, H.-J. Lost motion analysis of one stage cycloid reducer considering tolerances. Int. J. Precis. Eng. Manuf. 2016, 17, 1009–1016. [Google Scholar] [CrossRef]
- Wang, Y.; Qian, Q.; Chen, G.; Jin, S.; Chen, Y. Multi-objective optimization design of cycloid pin gear planetary reducer. Adv. Mech. Eng. 2017, 9, 1–10. [Google Scholar] [CrossRef]
- Ono, H. Tribology of Machining. J. Jpn. Soc. Technol. Plast. 2017, 58, 656–660. [Google Scholar] [CrossRef]
- Otero, J.E.; Morgado, P.L.; Tanarro, E.C.; Ochoa, E.D.L.G.; Lantada, A.D.; Guijosa, J.M.M.; Sanz, J.L.M. Analytical model for predicting the friction coefficient in point contacts with thermal elastohydrodynamic lubrication. Proc. Inst. Mech. Eng. Part J-J. Eng. Tribol. 2011, 225, 181–191. [Google Scholar] [CrossRef]
- Jackson, M.J.; Whitfield, M.; Robinson, G.M.; Morrell, J.; Davim, J.P. Tribology of Machining. In Tribology in Manufacturing Technology; Davim, J.P., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 67–101. [Google Scholar]
- Wang, R.; Gao, F.; Lu, M.; Liu, T. Meshing Efficiency Analysis of Modified Cycloidal Gear Used in the RV Reducer. Tribol. Trans. 2019, 62, 337–349. [Google Scholar] [CrossRef]
- Li, T.; An, X.; Deng, X.; Li, J.; Li, Y. A New Tooth Profile Modification Method of Cycloidal Gears in Precision Reducers for Robots. Appl. Sci. 2020, 10, 1266. [Google Scholar] [CrossRef] [Green Version]
- Wu, K.-Y.; Shih, Y.-P.; Lee, J.-J. Kinematic error analysis of the rotor vector gear reducer with machining tolerances. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 566. [Google Scholar] [CrossRef]
- Li, X.; Chen, B.-K.; Wang, Y.-W.; Lim, T.C. Mesh stiffness calculation of cycloid-pin gear pair with tooth profile modification and eccentricity error. J. Central South Univ. 2018, 25, 1717–1731. [Google Scholar] [CrossRef]
- Tchufistov, E.A.; Tchufistov, O.E. Simulation of satellite bearings loading in planetary cycloid gear. In Proceedings of the International Conference on Modern Trends in Manufacturing Technologies and Equipment (Icmtmte) 2020, Sevastopol, Russia, 7–11 September 2020; p. 971. [Google Scholar]
- Shin, J.-H.; Kwon, S.-M. On the lobe profile design in a cycloid reducer using instant velocity center. Mech. Mach. Theory 2006, 41, 596–616. [Google Scholar] [CrossRef]
- Kostić, N.; Blagojević, M.; Petrović, N.; Matejić, M.; Marjanović, N. Determination of Real Clearances Between Cycloidal Speed Reducer Elements by the Application of Heuristic Optimization. Trans. Famena 2018, 42, 15–26. [Google Scholar] [CrossRef] [Green Version]
- Artyomov, I.I.; Tchufistov, E.A.; Tchufistov, O.E. Stress loading and losses of power in the pin-roller gearing with clearances. IOP Conf. Series Mater. Sci. Eng. 2019, 537, 032091. [Google Scholar] [CrossRef]
- Zhu, D.; Hu, Y.-Z. A Computer Program Package for the Prediction of EHL and Mixed Lubrication Characteristics, Friction, Subsurface Stresses and Flash Temperatures Based on Measured 3-D Surface Roughness. Tribol. Trans. 2001, 44, 383–390. [Google Scholar] [CrossRef]
- Sadeghi, F. 6—Elastohydrodynamic lubrication. In Tribology and Dynamics of Engine and Powertrain; Rahnejat, H., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 171e–226e. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Chapter 10—Fundamentals of Contact Between Solids. In Engineering Tribology, 4th ed.; Butterworth-Heinemann: Boston, MA, USA, 2014; pp. 475–524. [Google Scholar]
- Bair, S. Chapter Four—Compressibility and the Equation of State. In High Pressure Rheology for Quantitative Elastohydrodynamics, 2nd ed.; Bair, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 73–95. [Google Scholar]
- Muraki, M.; Dong, D. Derivation of basic rheological parameters from experimental elastohydrodynamic lubrication traction curves of low-viscosity lubricants. Proc. Inst. Mech. Eng. Part J-J. Eng. Tribol. 1999, 213, 53–61. [Google Scholar] [CrossRef]
- Yang, D.; Blanche, J. Design and application guidelines for cycloid drives with machining tolerances. Mech. Mach. Theory 1990, 25, 487–501. [Google Scholar] [CrossRef]
- Wang, Q.J.; Zhu, D. Interfacial Mechanics: Theories and Methods for Contact and Lubrication; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
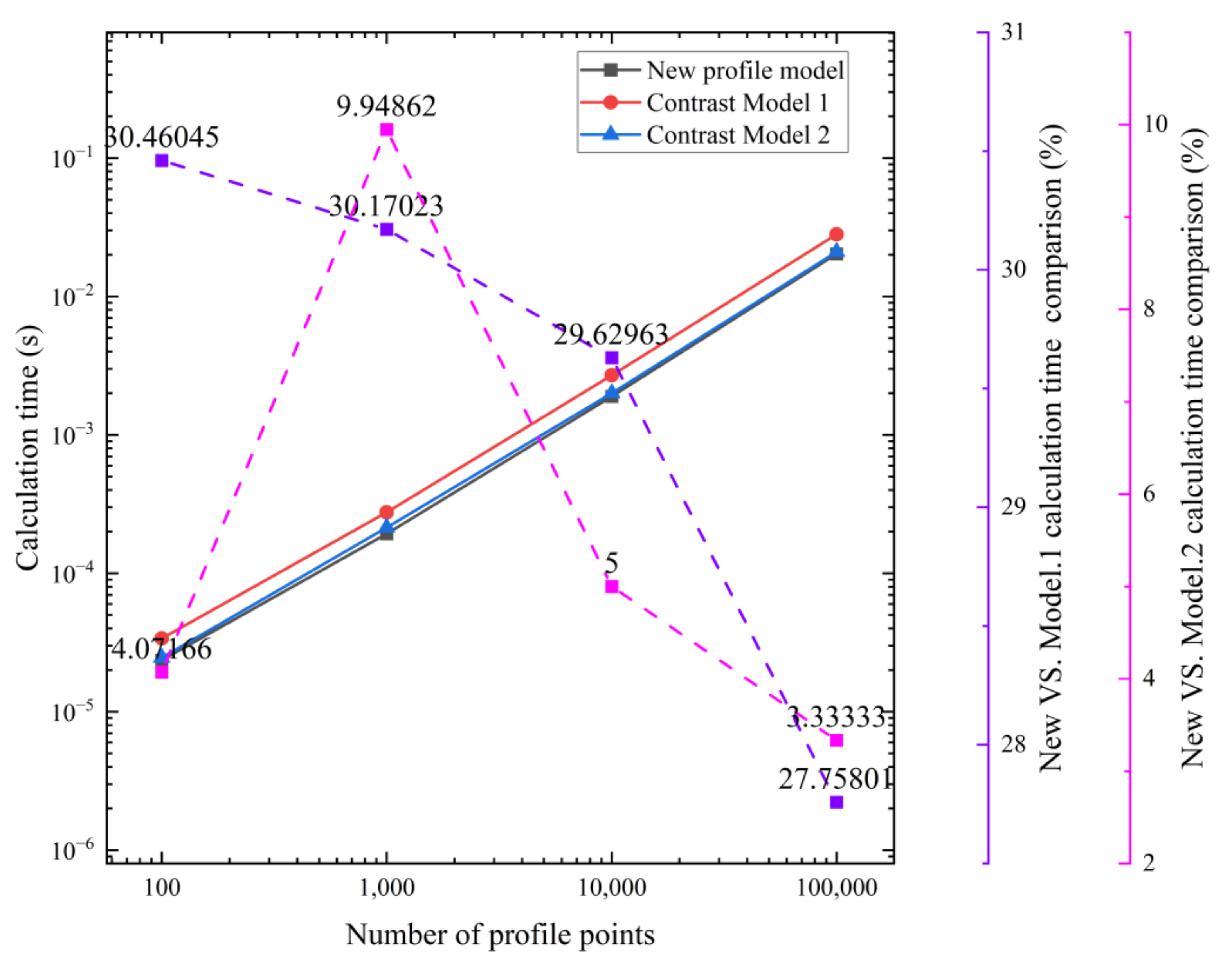
| Contrast Model 1: such models are mainly derived based on the inversion method [5,11,35] | |
| Contrast Model 2: tooth profile model is derived based on the method of velocity transient centers [36,37,38,39] |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Load torque, T (N m) | 100 | Number of cycloidal teeth, za | 23 |
| Density, ρ (Kg/m3) | 7830 | Number of pin tooth, zb | 24 |
| Poisson’s ratio | 0.3 | Pin pitch radius, rb (mm) | 30 |
| Yield limit, (MPa) | 518 | Cycloid pitch circle radius, ra (mm) | 27 |
| Elastic modulus, E (GPa) | 208 | Pin radius, rp (mm) | 10 |
| Transmission ratio | 24 | Eccentricity, e (mm) | 3 |
| Pin center circle radius, Rb (mm) | 100 | Cycloid tooth width, b (mm) | 10 |
| Link | Part | Tolerance (μm) |
|---|---|---|
| Decreasing link A1 | Crankshaft diameter | −18 |
| Increasing link A2 | Cycloid bore diameter | +8 |
| Decreasing link B1 | Pin tooth diameter | −13 |
| Increasing link B2 | Pin gear bore diameter | +9 |
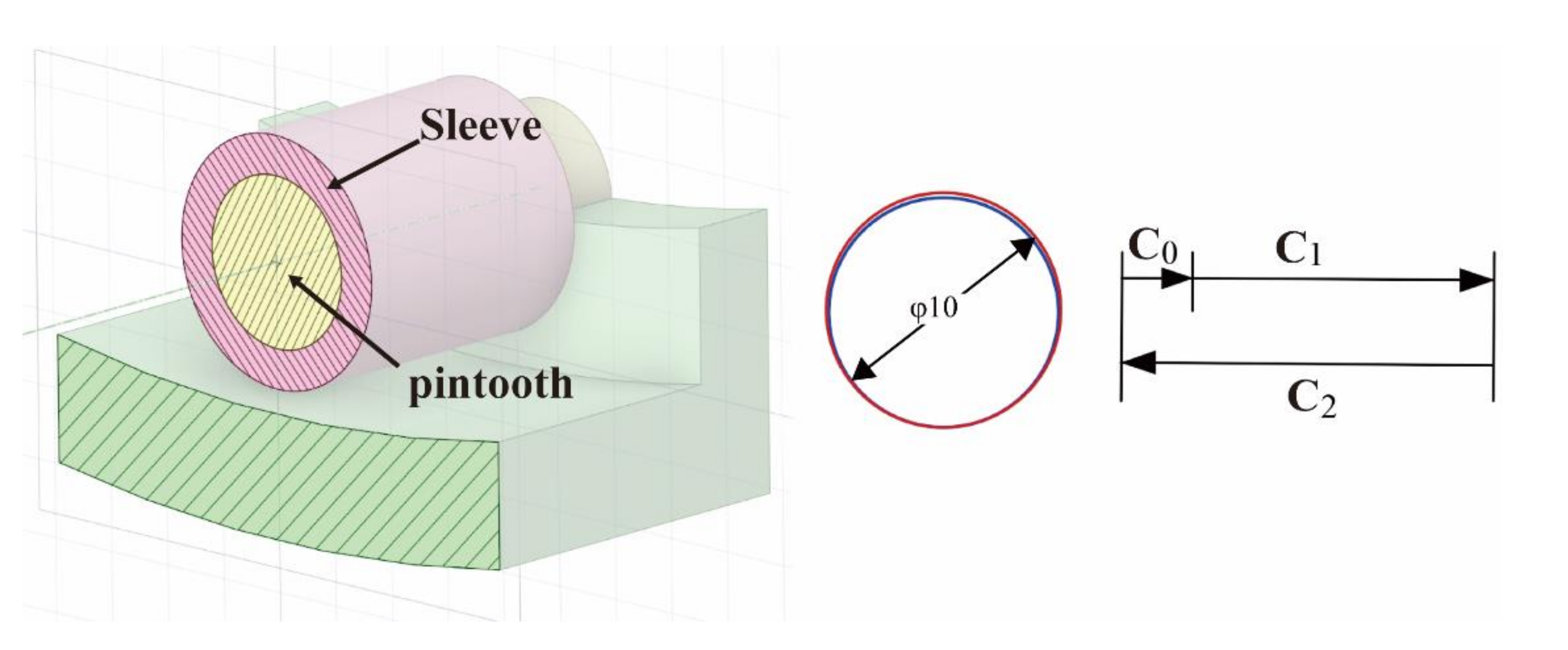
| Decreasing link C1 | Pin tooth diameter | −9 |
| Increasing link C2 | Sleeve diameter | +15 |
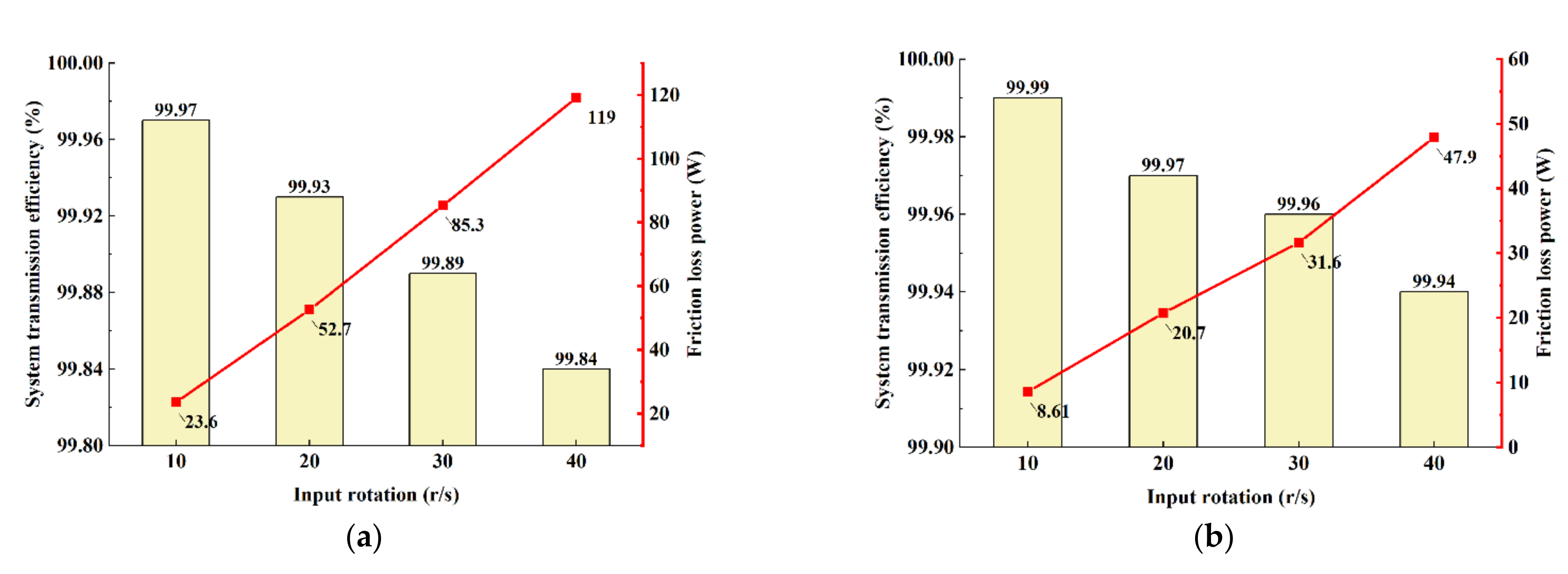
| Contact Surface Roughness (μm) | With Sleeve | Without Sleeve | ||
|---|---|---|---|---|
| Transmission Efficiency (%) | Power Consumption (W) | Transmission Efficiency (%) | Power Consumption (W) | |
| 0.2 | 99.93 | 49.3403 | 99.84 | 121.8433 |
| 0.3 | 99.94 | 47.9409 | 99.84 | 119.1266 |
| 0.4 | 99.94 | 46.8202 | 99.85 | 115.9343 |
| 0.5 | 99.94 | 47.9757 | 99.85 | 113.0107 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, N.; Wang, S.; Yang, A.; Zhou, W.; Zhang, J. Transmission Efficiency of Cycloid–Pinion System Considering the Assembly Dimensional Chain. Appl. Sci. 2022, 12, 11917. https://doi.org/10.3390/app122311917
Jiang N, Wang S, Yang A, Zhou W, Zhang J. Transmission Efficiency of Cycloid–Pinion System Considering the Assembly Dimensional Chain. Applied Sciences. 2022; 12(23):11917. https://doi.org/10.3390/app122311917
Chicago/Turabian StyleJiang, Ning, Shuting Wang, Aodi Yang, Wan Zhou, and Jie Zhang. 2022. "Transmission Efficiency of Cycloid–Pinion System Considering the Assembly Dimensional Chain" Applied Sciences 12, no. 23: 11917. https://doi.org/10.3390/app122311917
APA StyleJiang, N., Wang, S., Yang, A., Zhou, W., & Zhang, J. (2022). Transmission Efficiency of Cycloid–Pinion System Considering the Assembly Dimensional Chain. Applied Sciences, 12(23), 11917. https://doi.org/10.3390/app122311917