
Hematite Nanoparticles Addition to Serpentine/Pyroxenes By-Products of Magnesite Mining Enrichment Process for the Production of Refractories

 ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
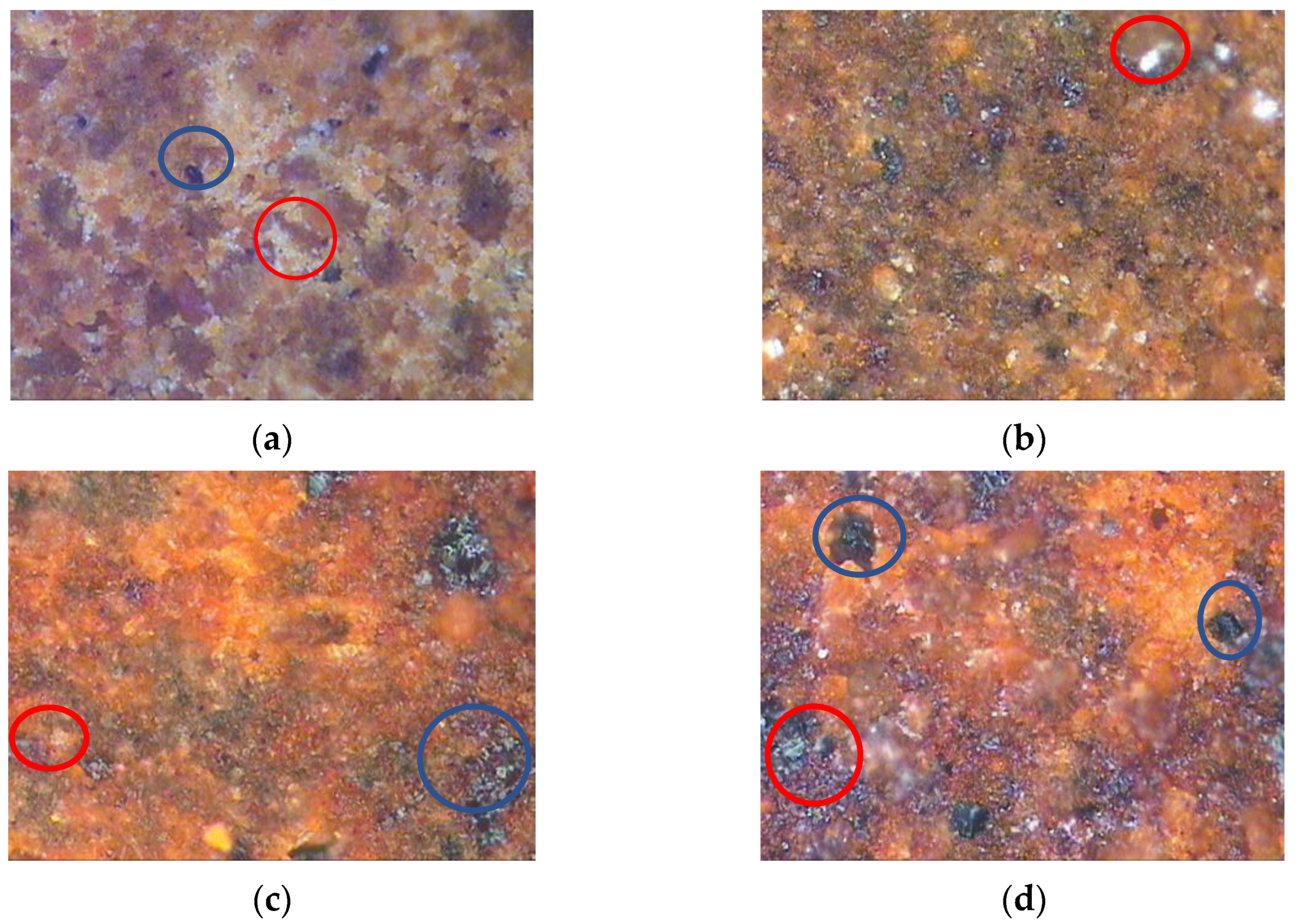
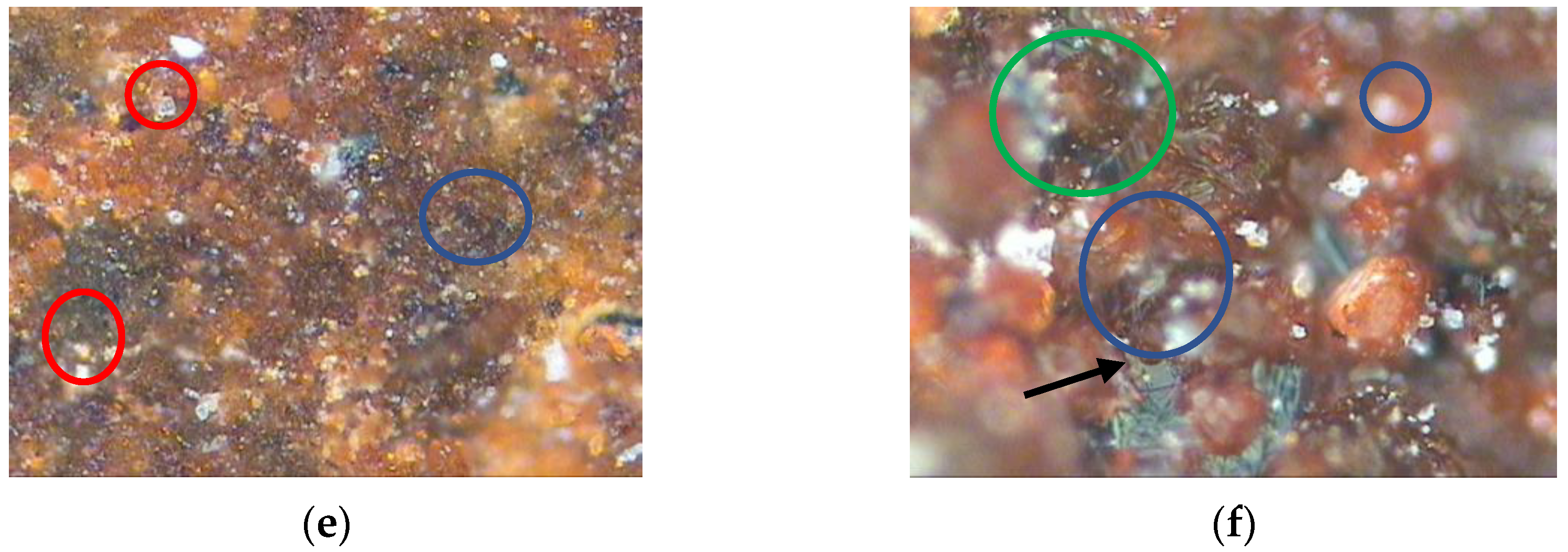
3.1. Microscopic Study
- Finally, comparing the different thermal treatments at the temperatures of 1300° and 1600 °C (Figure 1d,f, respectively) it becomes obvious that at 1600 °C the granules obtained are larger, as compared with the thermal treatments at 1300 °C, while sintering is not sufficiently achieved even at the firing temperature of 1600 °C (green circle), due to the increase of glassy phases.
3.2. Measurements of Main Physical Properties of Products
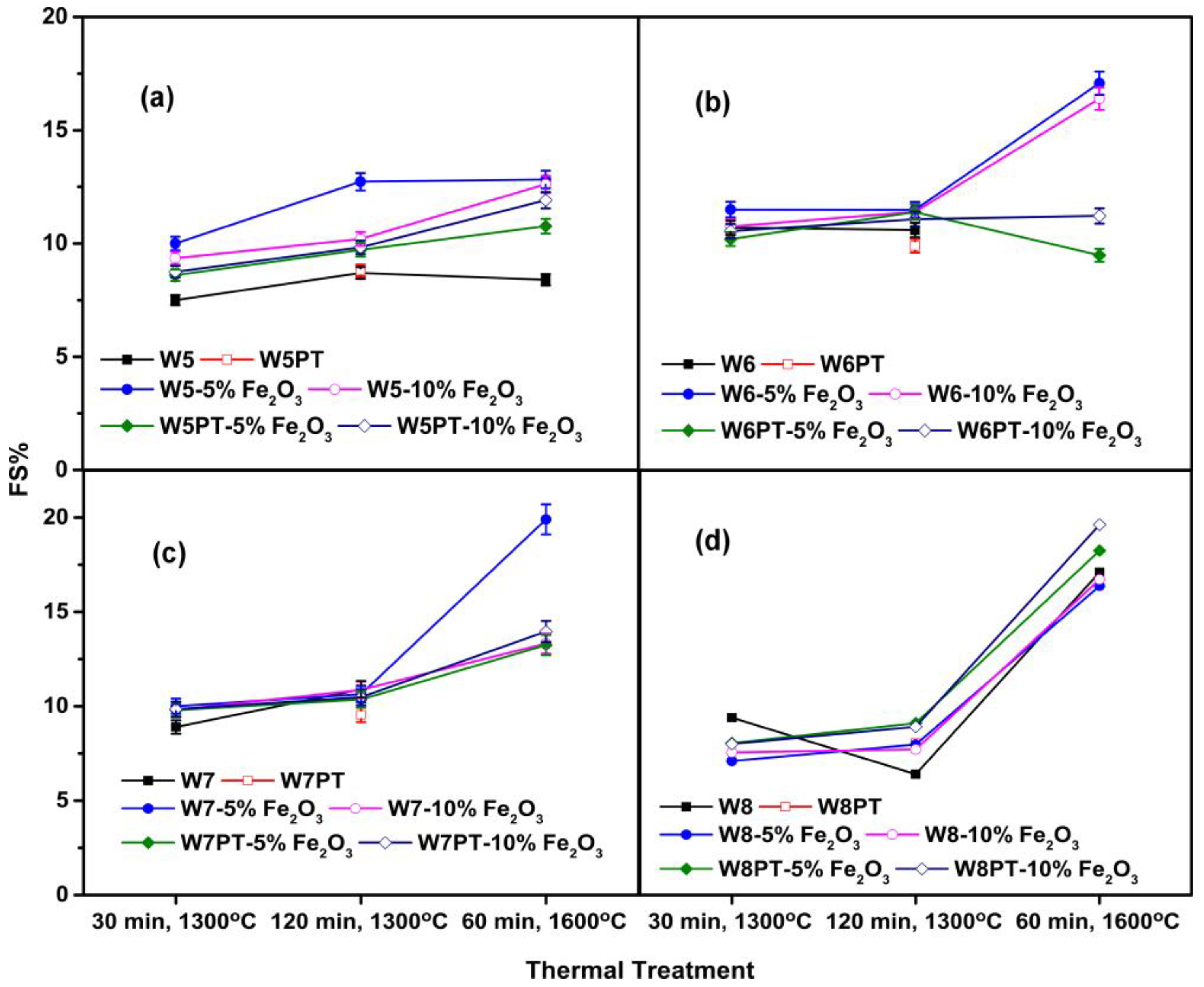
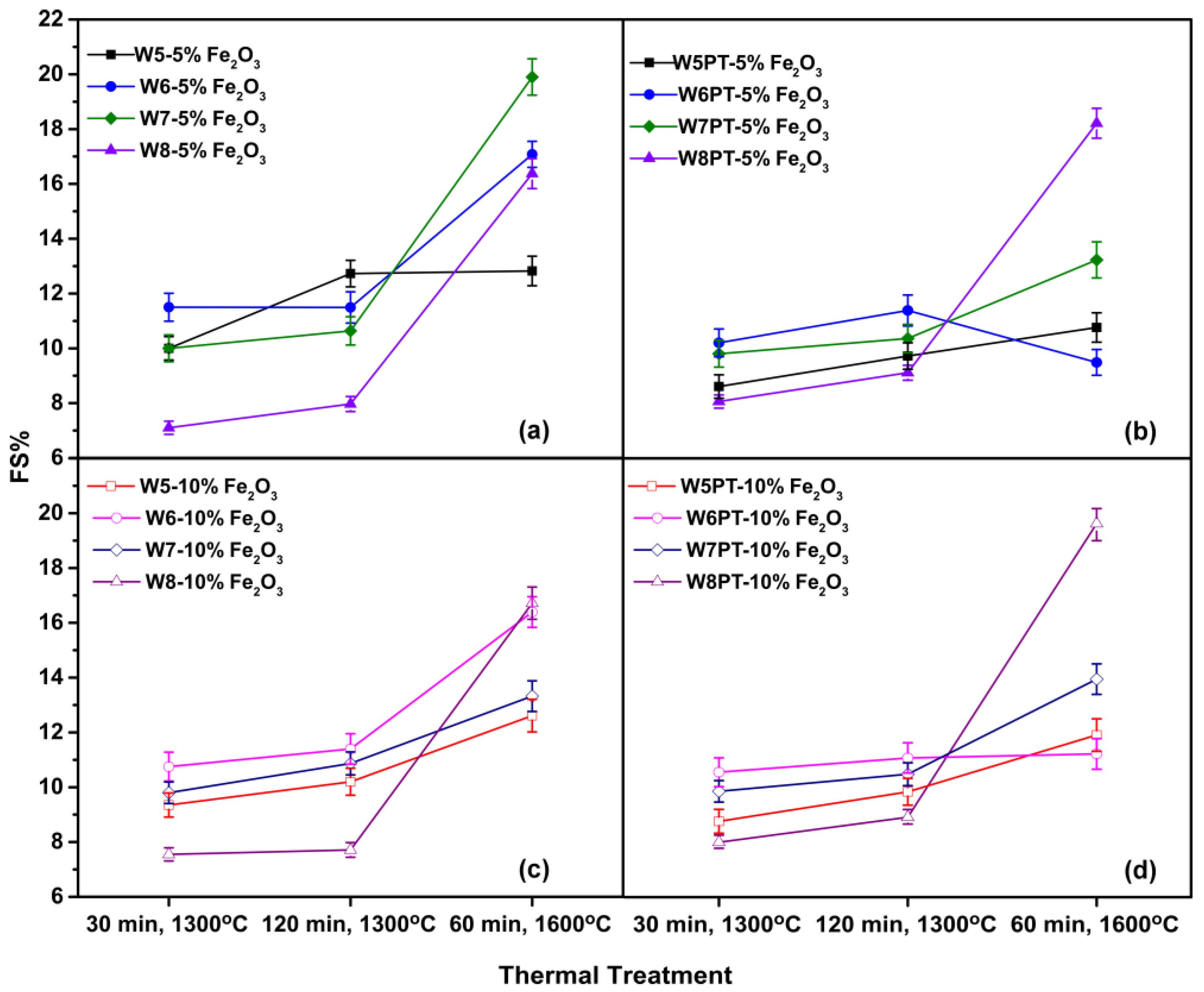
3.2.1. Firing Shrinkage Parameter
- Regardless of the thermal pre-treatment (e.g., for sample W5), the firing with hematite addition was found to have a low shrinkage effect in the case of the firing of sample W5. Both the pre-treatment and hematite addition slightly increased the firing shrinkage of the products compared to the firing of the raw material, which is an undesirable outcome for the product.
- With regard to the samples W6 and W7 which both contained magnesite, which decomposes and reacts with hematite to form magnesioferrite, it therefore directly also affected the firing shrinkage [15]. The results showed that the firing shrinkage of products at 1300 °C, containing 5 or 10 wt.% hematite and pre-treated thermally at 850 °C for 30 min were almost equal to the firing shrinkages of the products without the addition of hematite.
- However, different results were found for the sample W8, which contains a higher percentage of pyroxenes, leading to lower shrinkage of products with the addition of hematite which were thermally treated at 1300 °C for 30 min. Nevertheless, the results show the better sintering of the product obtained from the W8 sample after the application of thermal treatment at 1300 °C for 120 min, hence presenting the lowest firing shrinkage.
- When the thermal treatment is applied at 1600 °C for 60 min, the optimum results for the firing shrinkage parameter were detected for the product of the W8 sample containing 5 wt.% Fe2O3 and for the thermally pre-treated W5, W6 and W7 samples.
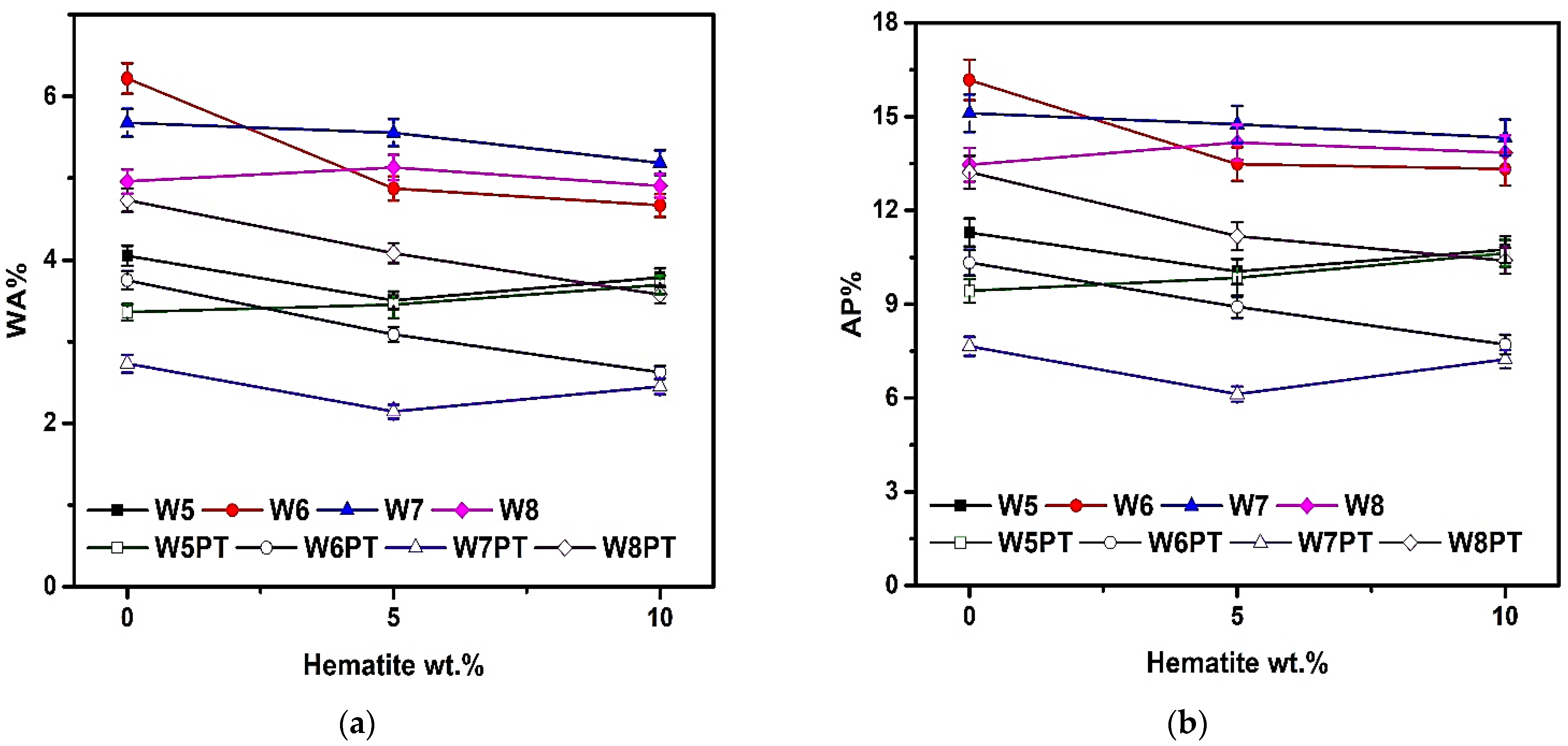
3.2.2. Water Absorption (%) and Apparent Porosity (%) Parameters
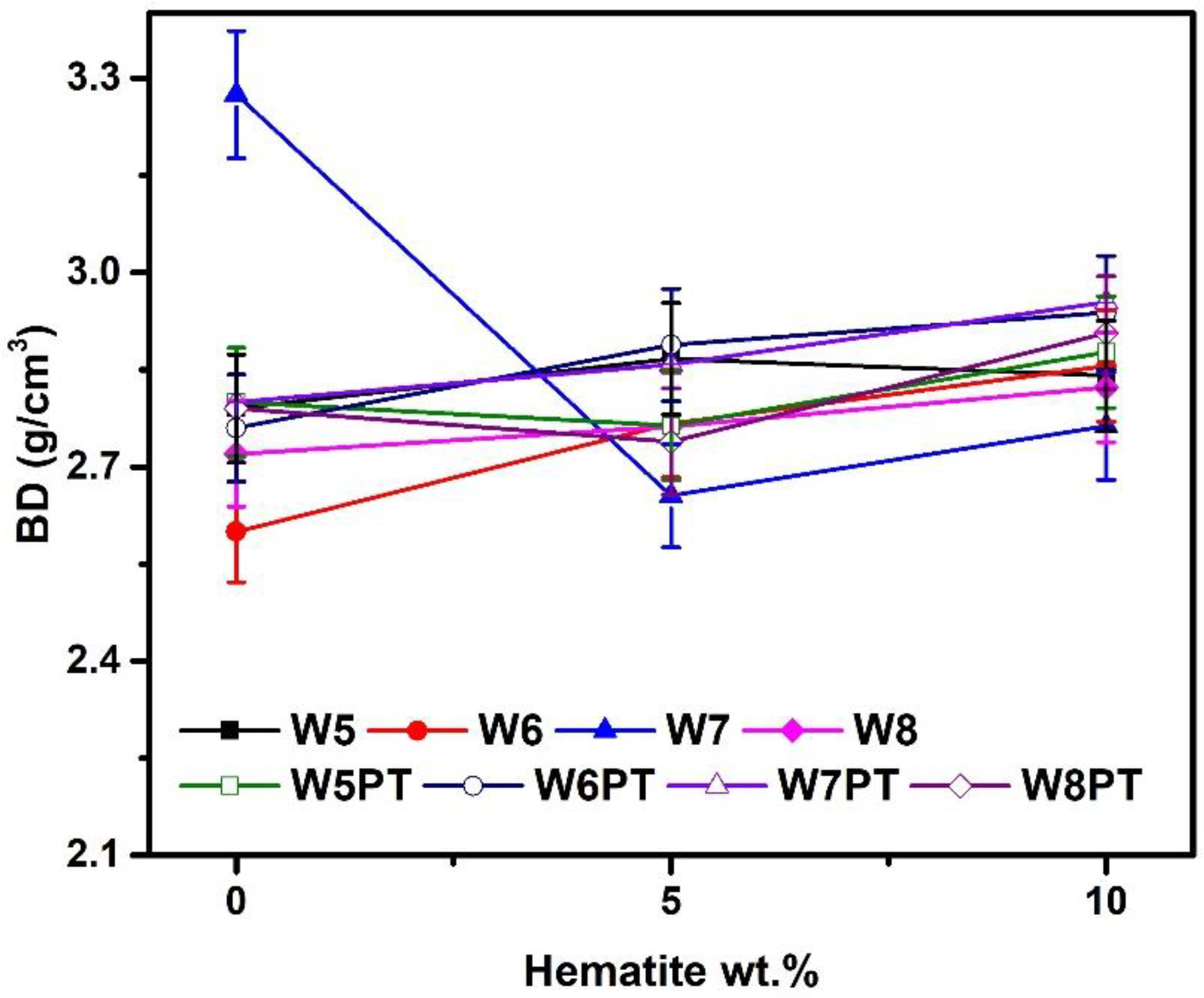
3.2.3. Bulk Density Parameter
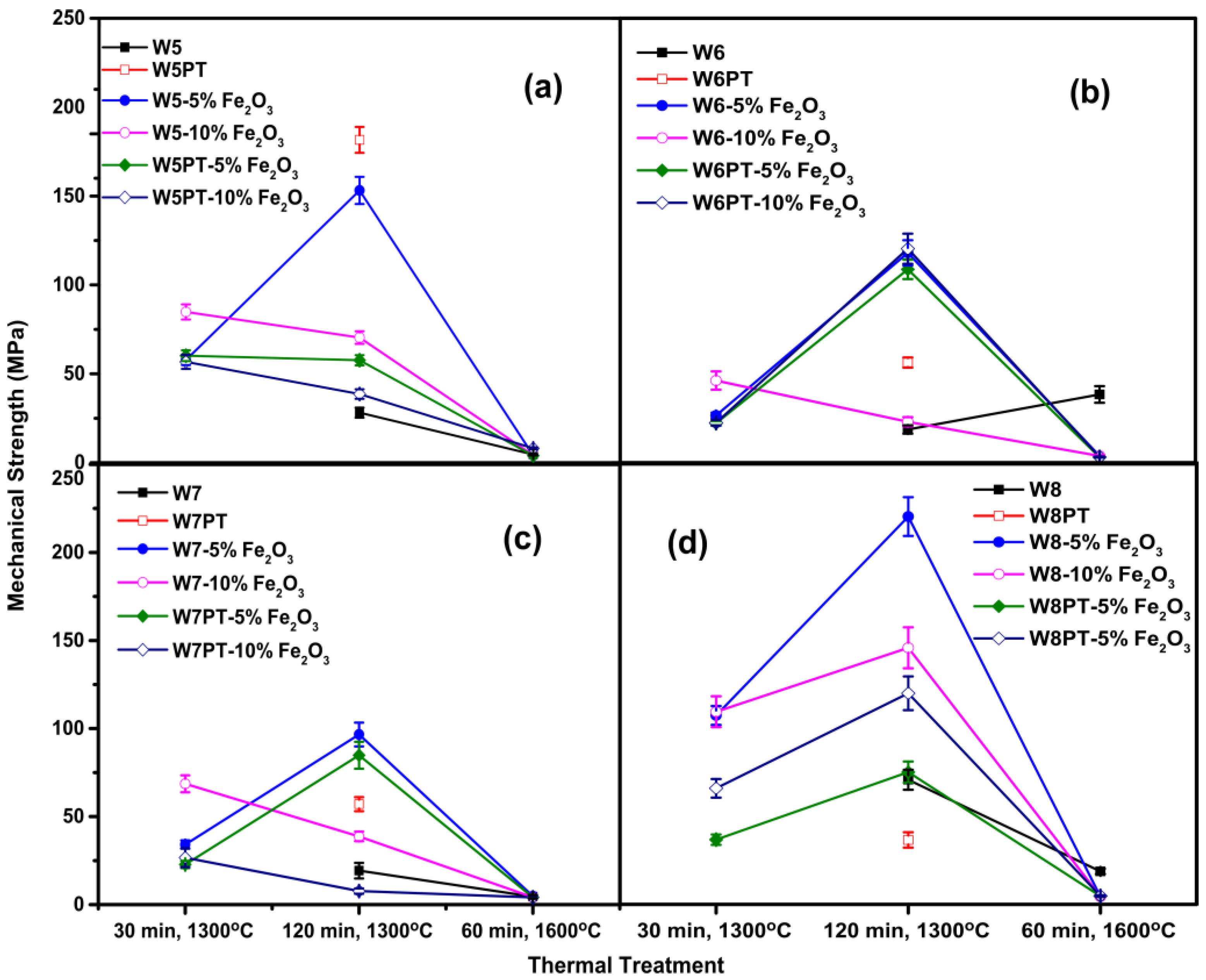
3.3. Mechanical Strength
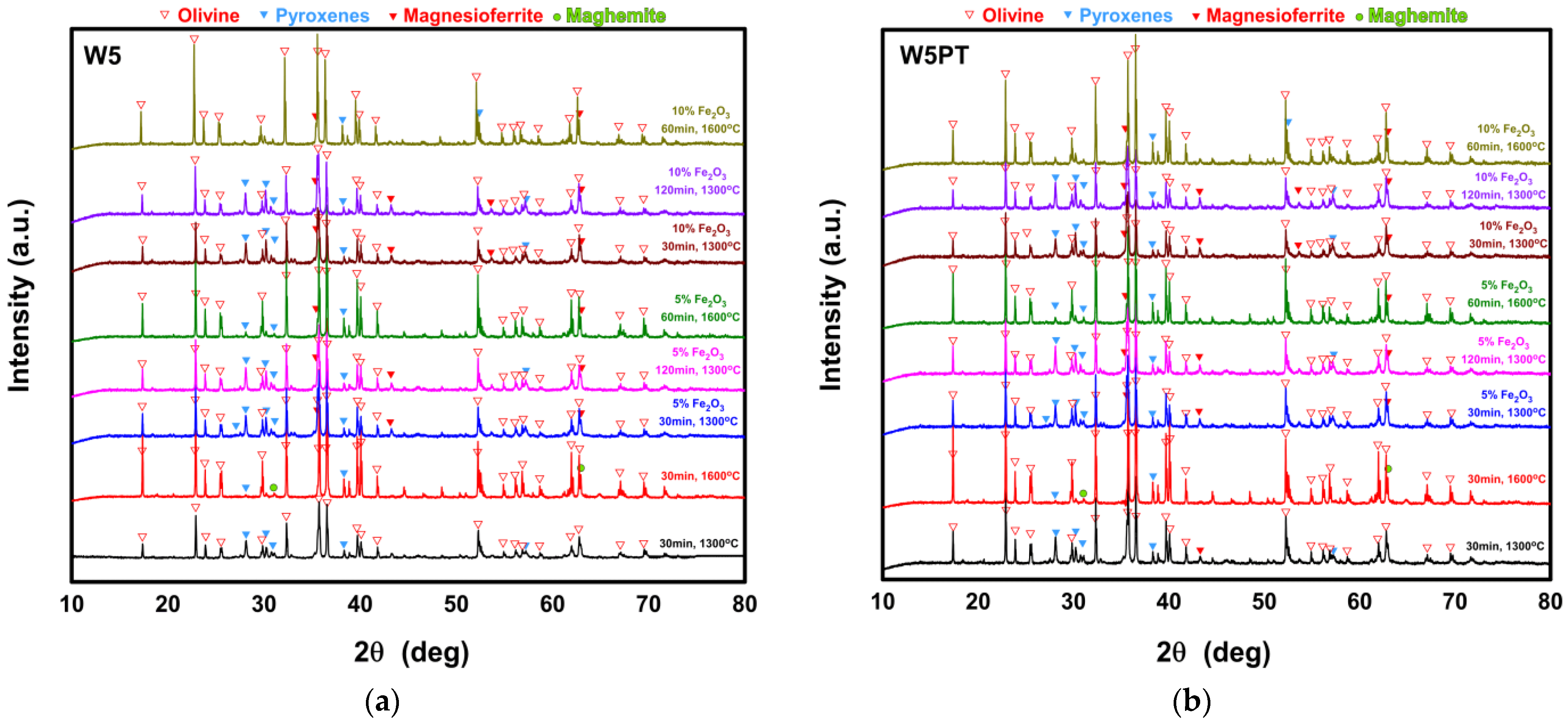
3.4. XRD Phase Analysis of the Obtained Products after Firing under Different Conditions
- These products (W5 and W5PT with hematite addition) were found to consist mainly of olivine (forsterite, forsterite ferroan), pyroxenes (clinoenstatite, protoenstatite, enstatite ferroan) and magnesioferrite.
- Comparing the products from sample W5 with that of sample W5PT, the olivine percentage is slightly higher in the product of the raw material, which was thermally pre-treated at 850 °C for 30 min.
- For the products obtained from the W5 and W5PT samples, the results show that the final mineralogical content is similar for both applied thermal treatments (i.e., at 1300 °C for 30 and for 120 min).
- The results show that the addition of hematite favors the formation of magnesioferrite spinel (MgFe2O4), since the percentage of this constituent increases with the increase of hematite addition, while the percentage of (desirable) olivine (forsterite) as well as of (undesirable) pyroxenes (consisting mainly of enstatite) decreases due to the binding of magnesium by hematite in the respective crystalline phases.
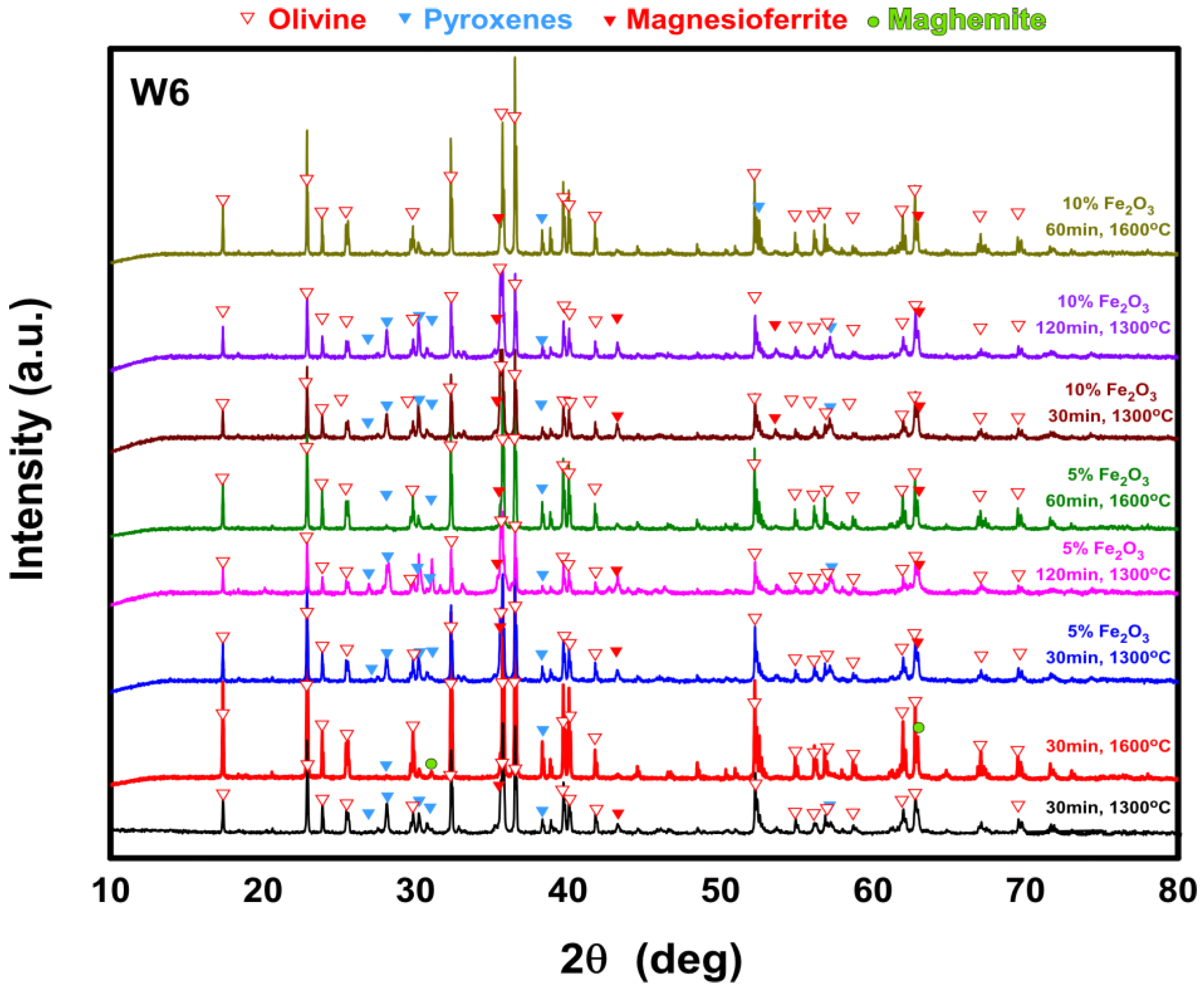
- These products (W6 with hematite addition) were found to consist mainly of olivine (forsterite, forsterite ferroan), pyroxenes (clinoenstatite, protoenstatite) and magnesioferrite.
- As aforementioned, the addition of hematite favors the formation of magnesioferrite spinel (MgFe2O4), as the percentage of this constituent increases with the increase of hematite addition, while the percentage of olivine (forsterite) and of pyroxenes (enstatite) decreases.
- For the products obtained from the W6 sample, it was found that the final mineralogical content is similar for both applied thermal treatments (i.e., at 1300 °C for 30 or 120 min).
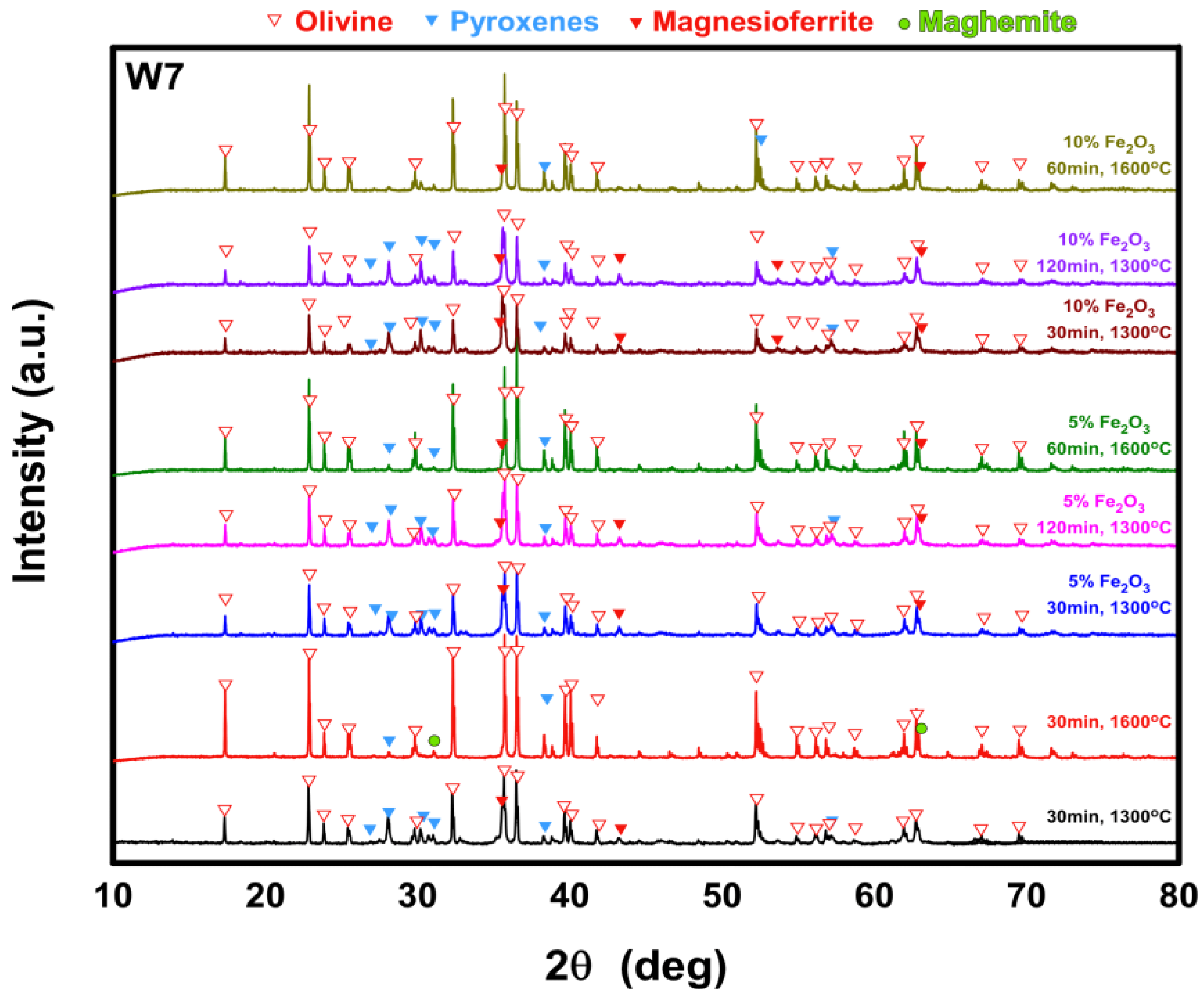
- These products with hematite addition were found to consist mainly of olivine (forsterite, forsterite ferroan), pyroxenes (clinoenstatite, protoenstatite) and magnesioferrite.
- As shown from the quantification results, the heating time of 30 min is not considered as sufficient for the hematite additive to react and form the maximum quantity of magnesioferrite in the final product, probably due to the different initial mineralogical content of this sample (W7)—see also Table S1, Supplementary Material.
- Moreover, the respective quantification shows that a part of olivine (forsterite) and a part of the pyroxenes (enstatite) also react with hematite to form magnesioferrite, resulting in the decrease of olivine and pyroxenes content alongside a simultaneous increase of magnesioferrite formation in the final product obtained from the W7 sample.
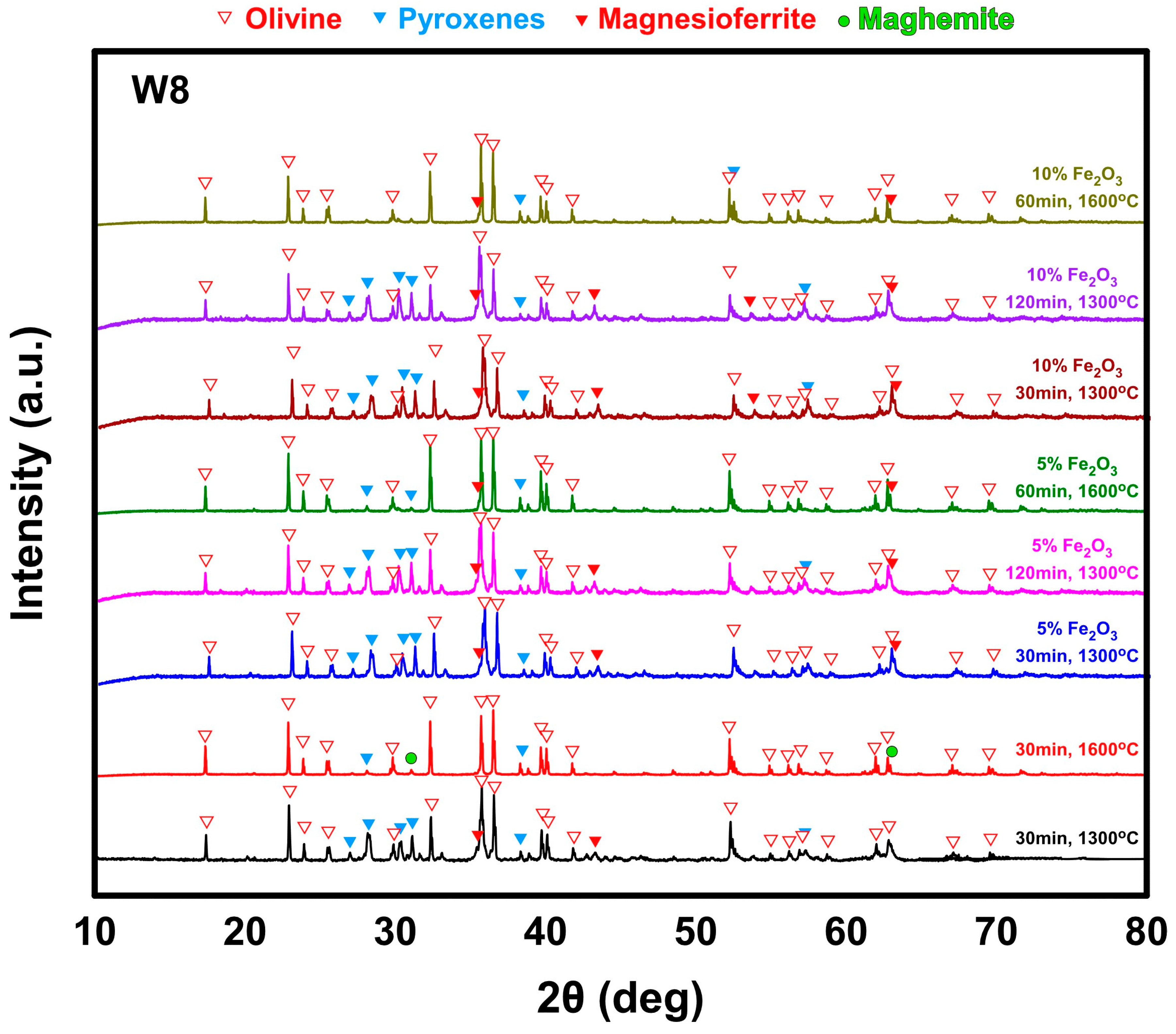
- These products with hematite addition were found to consist mainly of olivine (forsterite, forsterite ferroan), pyroxenes (clinoenstatite, protoenstatite, enstatite ferroan) and magnesioferrite.
- The mineralogical content of the obtained products show a significantly higher percentage of pyroxenes’ presence, as compared to samples W5, W5PT, W6 and W7, due to the initial mineralogically different content of this sample (W8, see also Table S1, Supplementary Material), which contains a higher percentage of pyroxenes.
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pagona, E.; Tzamos, E.; Griego, G.; Zouboulis, A.; Mitrakas, M. Characterization and evaluation of magnesite ore mining by-products of Gerakini mines (Chalkidiki, N. Greece). Sci. Total Environ. 2020, 732, 139279. [Google Scholar] [CrossRef]
- Tzamos, E.; Bussolesi, M.; Griego, G.; Marescotti, P.; Crispini, L.; Kasinos, A.; Storni, N.; Simenonidis, K.; Zouboulis, A. Mineralogy and Geochemistry of Ultramafic Rocks from Rachoni Magnesite Mine, Gerakini (Chalkidiki, Northern Greece). Minerals 2020, 10, 934. [Google Scholar] [CrossRef]
- Kucuk, I.; Boyraz, T.; Gökçe, H.; Öveçoğlu, M.L. Thermomechanical properties of aluminium titanate (Al2TiO5)-reinforced forsterite (Mg2SiO4) ceramic composites. Ceram. Int. 2018, 44, 8277–8282. [Google Scholar] [CrossRef]
- Cheng, T.W.; Ding, Y.C.; Chiu, J.P. A study of synthetic forsterite refractory materials using waste serpentine cutting. Miner. Eng. 2002, 15, 271–275. [Google Scholar] [CrossRef]
- Il’Ina, V.P. Ceramic heat-insulation materials based on serpentinite. Glas. Ceram. 2013, 70, 12–15. [Google Scholar] [CrossRef]
- Nemat, S.; Ramezani, A.; Emami, S.M. Possible use of waste serpentine from Abdasht chromite mines into the refractory and ceramic industries. Ceram. Int. 2016, 42, 18479–18483. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Wojsa, J.; Psiuk, B.; Wala, T. Influence of zirconia addition on the properties of magnesia refractories. Ceram. Int. 2016, 42, 11373–11386. [Google Scholar] [CrossRef]
- Emrullahoglu Abi, C.B.; Gürel, S.B.; Kilinç, D.; Emrullahoglu, F. Production of forsterite from serpentine—Effects of magnesium chloride hexahydrate addition. Adv. Powder Technol. 2015, 26, 947–953. [Google Scholar] [CrossRef]
- Fedorenko, N.V.; Belikov, A.M. Reaction of iron oxides with serpentine chromite ores during heating. Refractories 1966, 7, 704–706. [Google Scholar] [CrossRef]
- Rauta, P.R.; Sahoo, N. Properties enhancement of refractory bricks by incorporation of nano materials. In Proceedings of the 2015 International Conference on Nascent Technologies in the Engineering Field (ICNTE), Navi Mumbai, India, 9–10 January 2015. [Google Scholar] [CrossRef]
- Manna, S.; Chakrabarti, T. Comparative Studies on Synthesis and Characterization of Titania and Iron Oxide Doped Magnesia from Indian Salem Magnesite. J. Mater. Sci. Chem. Eng. 2016, 4, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Gialanella, S.; Girardi, F.; Ischia, G.; Lonardelli, I.; Mattarelli, M.; Montagna, M. On the goethite to hematite phase transformation. J. Therm. Anal. Calorim. 2010, 102, 867–873. [Google Scholar] [CrossRef]
- Raheem, Z. Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water; ASTM C20-00; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Pagona, E.; Kalaitzidou, K.; Zouboulis, A.; Mitrakas, M. Effects of additives on the physical properties of magnesite ore mining by-products for the production of refractories. Miner. Eng. 2021, 174, 107247. [Google Scholar] [CrossRef]
- Gómez Rodríguez, C.; Das Roy, T.K.; Shaji, S.; Castillo Rodríguez, G.A.; García Quiñonez, L.; Rodríguez, E.; González, J.O.; Aguilar-Martínez, J.A. Effect of addition of Al2O3 and Fe2O3 nanoparticles on the microstructural and physico-chemical evolution of dense magnesia composite. Ceram. Int. 2015, 41, 7751–7758. [Google Scholar] [CrossRef]
- Surendranathan, A.O. An Introduction to Ceramics and Refractories, 1st ed.; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Benavidez, E.R.; Brandaleze, E.; Lagorio, Y.S.; Gass, S.E.; Martinez, A.G.T. Thermal and mechanical properties of commercial MgO-C bricks. Rev. Mater. 2015, 20, 571–579. [Google Scholar] [CrossRef] [Green Version]
- Bennett, J.P. High-Temperature Properties of Magnesia-Refractory Brick Treated with Oxide and Salt Solutions; Pergamon Press: Oxford, UK, 1985. [Google Scholar]
- Azhari, A.; Golestani-Fard, F.; Sarpoolaky, H. Effect of nano iron oxide as an additive on phase and microstructural evolution of Mag-Chrome refractory matrix. J. Eur. Ceram. Soc. 2009, 29, 2679–2684. [Google Scholar] [CrossRef]
- Youhua, H.; Yimin, L.; Jia, L.; Hao, H.; Xiang, Z. Effects of sintering temperature and holding time on densification and mechanical properties of MIM HK30 stainless steel. Int. J. Metall. Met. Phys. 2018, 3, 22. [Google Scholar] [CrossRef] [Green Version]
- Ambrúz, V.J.; Havlica, V.; Kanclir, E. Phase equilibria in the system MgFe2O4—Mg2SiO4. Chem. Pap. 1981, 35, 51–55. [Google Scholar]
- Khisina, N.R.; Khramov, D.A.; Kolosov, M.V.; Kleschev, A.A.; Taylor, L.A. Formation of ferriolivine and magnesioferrite from Mg–Fe-olivine: Reactions and kinetics of oxidation. Phys. Chem. Miner. 1995, 22, 241–250. [Google Scholar] [CrossRef]
- Acar, İ. Sintering properties of olivine and its utilization potential as a refractory raw material: Mineralogical and microstructural investigations. Ceram. Int. 2020, 46, 28025–28034. [Google Scholar] [CrossRef]
- Rietmeijer, F.J.M.; Nuth, J.A.; Pun, A. The formation of Mg,Fe-silicates by reactions between amorphous magnesiosilica smoke particles and metallic iron nanograins with implications for comet silicate origins. Meteorit. Planet. Sci. 2013, 48, 1823–1840. [Google Scholar] [CrossRef] [Green Version]
- Semberg, P.; Rutqvist, A.; Andersson, C.; Björkman, B. Interaction between iron oxides and olivine in magnetite based pellets during reduction at temperatures below 1000 °C. Ironmak. Steelmak. 2011, 38, 321–328. [Google Scholar] [CrossRef]
- Ivanova, T.I.; Maslov, V.N.; Gershkovich, S.I.; Iksanov, F.R.; Kovalenko, A.A.; Tsunaeva, A.V.; Markelov, S.A. Application of X-Ray diffraction methods for refractory raw material quality control. Refract. Ind. Ceram. 2021, 62, 51–59. [Google Scholar] [CrossRef]
- Mielcarek, W.; Nowak-Woźny, D.; Prociów, K. Correlation between MgSiO3 phases and mechanical durability of steatite ceramics. J. Eur. Ceram. Soc. 2004, 24, 3817–3821. [Google Scholar] [CrossRef]
- Goel, A.; Tulyaganov, D.U.; Shaaban, E.R.; Knee, C.S.; Eriksson, S.; Ferreira, J.M.F. Structure and crystallization behaviour of some MgSiO3-based glasses. Ceram. Int. 2009, 35, 1529–1538. [Google Scholar] [CrossRef]
- Sarver, J.F.; Hummel, F.A. Stability relations of magnesium metasilicate polymorphs. J. Am. Ceram. Soc. 1962, 45, 152–156. [Google Scholar] [CrossRef]
- Foster, W.R. High-Temperature X-ray diffraction study of the polymorphism of MgSiO3. J. Am. Ceram. Soc. 1951, 34, 255–259. [Google Scholar] [CrossRef]
- Zulumyan, N.; Isahakyan, A.; Beglaryan, H.; Melikyan, S. A study of thermal decomposition of antigorite from dunite and lizardite from peridotite. J. Therm. Anal. Calorim. 2018, 131, 1201–2011. [Google Scholar] [CrossRef]
- Torres, H.S.S.; Varajão, A.F.D.C.; Sabioni, A.C.S. Technological properties of ceramic produced from steatite (soapstone) residues-kaolinite clay ceramic composites. Appl. Clay Sci. 2015, 112–113, 53–61. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | MgO | Cr2O3 | Al2O3 | CaO | Na2O | Fe2O3 | MnO | NiO | SiO2 | LOI 1 |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | ||||||||||
| Hematite | 0.16 | ND 2 | ND 2 | 0.17 | 0.18 | 96.7 | 0.28 | 0.04 | 0.9 | 1.1 |
| Sample | MgO | SiO2 | FeO | Al2O3 | CaO | Cr2O3 | LOI |
|---|---|---|---|---|---|---|---|
| wt.% | |||||||
| W5-5% Fe2O3 | 39.72 | 37.29 | 11.30 | 0.43 | 0.44 | 0.03 | 8.91 |
| W6-5% Fe2O3 | 37.15 | 35.67 | 10.54 | 0.48 | 0.29 | 0.03 | 13.57 |
| W7-5% Fe2O3 | 37.72 | 36.81 | 10.63 | 0.67 | 0.39 | 0.06 | 11.86 |
| W8-5% Fe2O3 | 37.91 | 41.37 | 11.49 | 0.86 | 0.77 | 0.10 | 5.40 |
| W5-10% Fe2O3 | 37.64 | 35.28 | 15.29 | 0.41 | 0.41 | 0.03 | 8.52 |
| W6-10% Fe2O3 | 35.21 | 33.75 | 14.57 | 0.45 | 0.27 | 0.03 | 12.93 |
| W7-10% Fe2O3 | 35.75 | 34.83 | 14.66 | 0.63 | 0.36 | 0.05 | 11.31 |
| W8-10% Fe2O3 | 35.93 | 39.15 | 15.47 | 0.81 | 0.72 | 0.10 | 5.19 |
| Sample W5 | ||||
| 1300 °C, 30 min | 1600 °C, 60 min | |||
| Forsterite | 72.6 ± 5.2 | Forsterite Ferroan | 93.3 ± 6.7 | |
| Enstatite Ferroan | 27.4 ± 3.1 | Clinoenstatite | 2.8 ± 0.7 | |
| Maghemite | 3.9 ± 0.8 | |||
| Sample W5-5% Fe2O3 | ||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | ||
| Forsterite Ferroan | 64.3 ± 4.6 | 63.2 ± 4.5 | Forsterite Ferroan | 90.6 ± 6.6 |
| Protoenstatite | 19.9 ± 1.2 | 21.4 ± 1.2 | Clinoenstatite | 4.8 ± 0.6 |
| Magnesioferrite | 15.8 ± 1.6 | 15.4 ± 1.6 | Magnesioferrite | 4.6 ± 0.6 |
| Sample W5-10% Fe2O3 | ||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | ||
| Forsterite Ferroan | 58.5 ± 3.9 | 58.5 ± 3.9 | Forsterite Ferroan | 90.0 ± 6.3 |
| Protoenstatite | 21.1 ± 1.9 | 21.1 ± 1.9 | Clinoenstatite | 2.7 ± 0.6 |
| Magnesioferrite | 20.4 ± 1.4 | 20.4 ± 1.4 | Magnesioferrite | 7.2 ± 1.1 |
| Sample W5PT | ||||
| 1300 °C, 30 min | 1600 °C, 60 min | |||
| Forsterite | 73.7 ± 5.2 | Forsterite Ferroan | 93.3 ± 6.6 | |
| Enstatite Ferroan | 23.3 ± 2.6 | Clinoenstatite | 2.8 ± 0.6 | |
| Magnesioferrite | 3.9 ± 0.6 | |||
| Sample W5PT-5% Fe2O3 | ||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | ||
| Forsterite Ferroan | 69.4 ± 4.5 | 67.8 ± 4.3 | Forsterite Ferroan | 88.6 ± 6.3 |
| Protoenstatite | 14.8 ± 1.0 | 16.8 ± 1.1 | Clinoenstatite | 5.9 ± 0.9 |
| Magnesioferrite | 15.8 ± 1.6 | 15.3 ± 1.6 | Magnesioferrite | 5.5 ± 0.9 |
| Sample W5PT-10% Fe2O3 | ||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | ||
| Forsterite Ferroan | 64.1 ± 4.6 | 64.2 ± 4.6 | Forsterite Ferroan | 89.7 ± 6.5 |
| Protoenstatite | 13.8 ± 1.2 | 17.3 ± 1.3 | Clinoenstatite | 4.5 ± 0.8 |
| Magnesioferrite | 22.2 ± 1.5 | 18.4 ± 1.4 | Magnesioferrite | 5.8 ± 0.9 |
| Sample W6 | ||||
| 1300 °C, 30 min | 1600 °C, 60 min | |||
| Forsterite | 73.7% ± 5.2 | Forsterite | 93.3 ± 6.6 | |
| Enstatite | 26.3% ± 2.6 | Clinoenstatite | 2.2 ± 0.6 | |
| Stishovite | 1.9% ± 0.6 | Maghemite | 4.5 ± 0.6 | |
| Sample W6-5% Fe2O3 | ||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | ||
| Forsterite Ferroan | 70.1 ± 5.2 | 69.8 ± 5.2 | Forsterite Ferroan | 89.9 ± 6.3 |
| Protoenstatite | 15.9 ± 1.1 | 16.0 ± 1.1 | Clinoenstatite | 2.1 ± 0.6 |
| Magnesioferrite | 14.0 ± 1.5 | 14.1 ± 1.5 | Magnesioferrite | 8.0 ± 0.9 |
| Sample W6-10% Fe2O3 | ||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | ||
| Forsterite Ferroan | 63.8 ± 5.0 | 62.5 ± 5.0 | Forsterite Ferroan | 91.6 ± 6.5 |
| Protoenstatite | 15.7 ± 1.1 | 17.1 ± 1.2 | Clinoenstatite | 2.6 ± 0.5 |
| Magnesioferrite | 20.5 ± 1.5 | 20.5 ± 1.5 | Magnesioferrite | 5.8 ± 0.7 |
| Sample W7 | |||||
| 1300 °C, 30 min | 1600 °C, 60 min | ||||
| Forsterite | 62.2% ± 4.3 | Forsterite | 91.6 ± 6.7 | ||
| Enstatite | 37.8% ± 3.1 | Clinoenstatite | 4.0 ± 0.4 | ||
| Maghemite | 4.4 ± 0.7 | ||||
| Sample W7-5% Fe2O3 | |||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | |||
| Forsterite Ferroan | 71.4 ± 4.7 | Forsterite Ferroan | 61.4 ± 4.2 | Forsterite Ferroan | 92.5 ± 6.8 |
| Clinoenstatite | 11.0 ± 1.0 | Protoenstatite | 22.3 ± 1.4 | Clinoenstatite | 3.9 ± 0.4 |
| Magnesioferrite | 17.6 ± 1.2 | Magnesioferrite | 16.3 ± 1.3 | Magnesioferrite | 3.6 ± 0.3 |
| Sample W7-10% Fe2O3 | |||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | |||
| Forsterite Ferroan | 66.2 ± 4.6 | Forsterite Ferroan | 56.0 ± 4.3 | Forsterite Ferroan | 88.7 ± 6.5 |
| Clinoenstatite | 9.3 ± 1.1 | Protoenstatite | 23.5 ± 1.4 | Clinoenstatite | 3.4 ± 0.4 |
| Magnesioferrite | 24.5 ± 1.5 | Magnesioferrite | 20.5 ± 1.5 | Magnesioferrite | 7.9 ± 0.5 |
| Sample W8 | |||||
| 1300 °C, 30 min | 1600 °C, 60 min | ||||
| Forsterite | 53.8% ± 3.8 | Forsterite | 81.2% ± 6.0 | ||
| Enstatite | 46.2% ± 3.5 | Enstatite | 15.5% ± 1.1 | ||
| Maghemite | 3.3% ± 0.5 | ||||
| Sample W8-5% Fe2O3 | |||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | |||
| Forsterite | 50.6% ± 3.7 | Forsterite Ferroan | 49.0% ± 3.2 | Forsterite Ferroan | 90.6% ± 6.4 |
| Enstatite Ferroan | 37.6% ± 3.0 | Enstatite Ferroan | 38.1% ± 3.0 | Clinoenstatite | 4.5% ± 0.6 |
| Magnesioferrite | 11.8% ± 1.5 | Magnesioferrite | 12.9% ± 1.6 | Magnesioferrite | 5.0% ± 0.8 |
| Sample W8-10% Fe2O3 | |||||
| 1300 °C, 30 min | 1300 °C, 120 min | 1600 °C, 60 min | |||
| Forsterite | 45.5% ± 3.4 | Forsterite Ferroan | 45.4% ± 3.4 | Forsterite Ferroan | 87.4% ± 6.2 |
| Enstatite Ferroan | 36.8% ± 3.0 | Enstatite Ferroan | 37.7% ± 3.0 | Clinoenstatite | 4.4% ± 0.6 |
| Magnesioferrite | 17.7% ± 1.2 | Magnesioferrite | 16.9% ± 1.1 | Magnesioferrite | 8.3% ± 0.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalaitzidou, K.; Pagona, E.; Stratigousis, P.; Ntampou, X.; Zaspalis, V.; Zouboulis, A.; Mitrakas, M. Hematite Nanoparticles Addition to Serpentine/Pyroxenes By-Products of Magnesite Mining Enrichment Process for the Production of Refractories. Appl. Sci. 2022, 12, 2094. https://doi.org/10.3390/app12042094
Kalaitzidou K, Pagona E, Stratigousis P, Ntampou X, Zaspalis V, Zouboulis A, Mitrakas M. Hematite Nanoparticles Addition to Serpentine/Pyroxenes By-Products of Magnesite Mining Enrichment Process for the Production of Refractories. Applied Sciences. 2022; 12(4):2094. https://doi.org/10.3390/app12042094
Chicago/Turabian StyleKalaitzidou, Kyriaki, Evangelia Pagona, Paraskevas Stratigousis, Xanthi Ntampou, Vasileios Zaspalis, Anastasios Zouboulis, and Manassis Mitrakas. 2022. "Hematite Nanoparticles Addition to Serpentine/Pyroxenes By-Products of Magnesite Mining Enrichment Process for the Production of Refractories" Applied Sciences 12, no. 4: 2094. https://doi.org/10.3390/app12042094
APA StyleKalaitzidou, K., Pagona, E., Stratigousis, P., Ntampou, X., Zaspalis, V., Zouboulis, A., & Mitrakas, M. (2022). Hematite Nanoparticles Addition to Serpentine/Pyroxenes By-Products of Magnesite Mining Enrichment Process for the Production of Refractories. Applied Sciences, 12(4), 2094. https://doi.org/10.3390/app12042094