
Reactive Extrusion Grafting of Glycidyl Methacrylate onto Low-Density and Recycled Polyethylene Using Supercritical Carbon Dioxide




Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
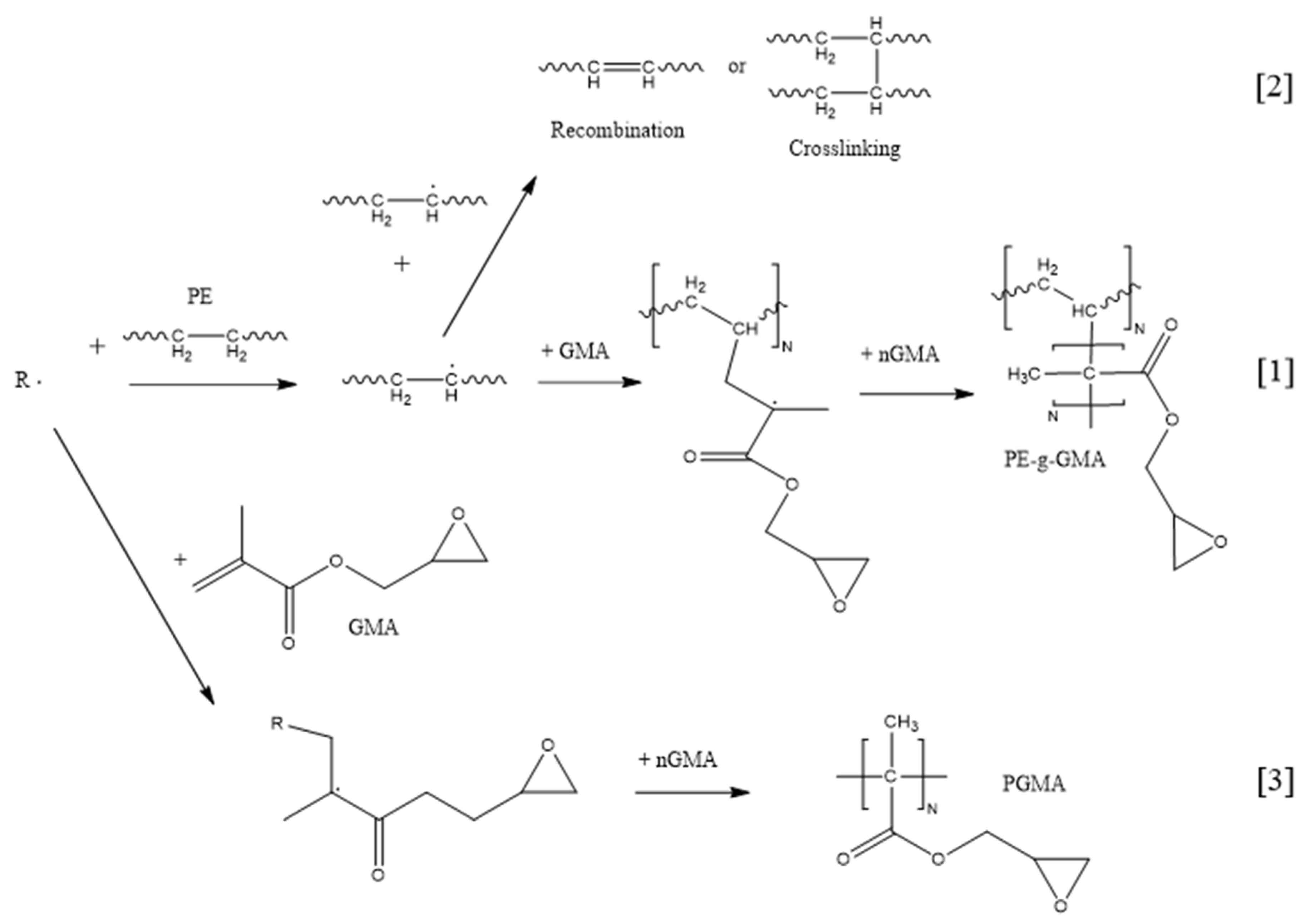
2.2. Synthesis and Purification of PE-g-GMA
2.2.1. Melt Grafting
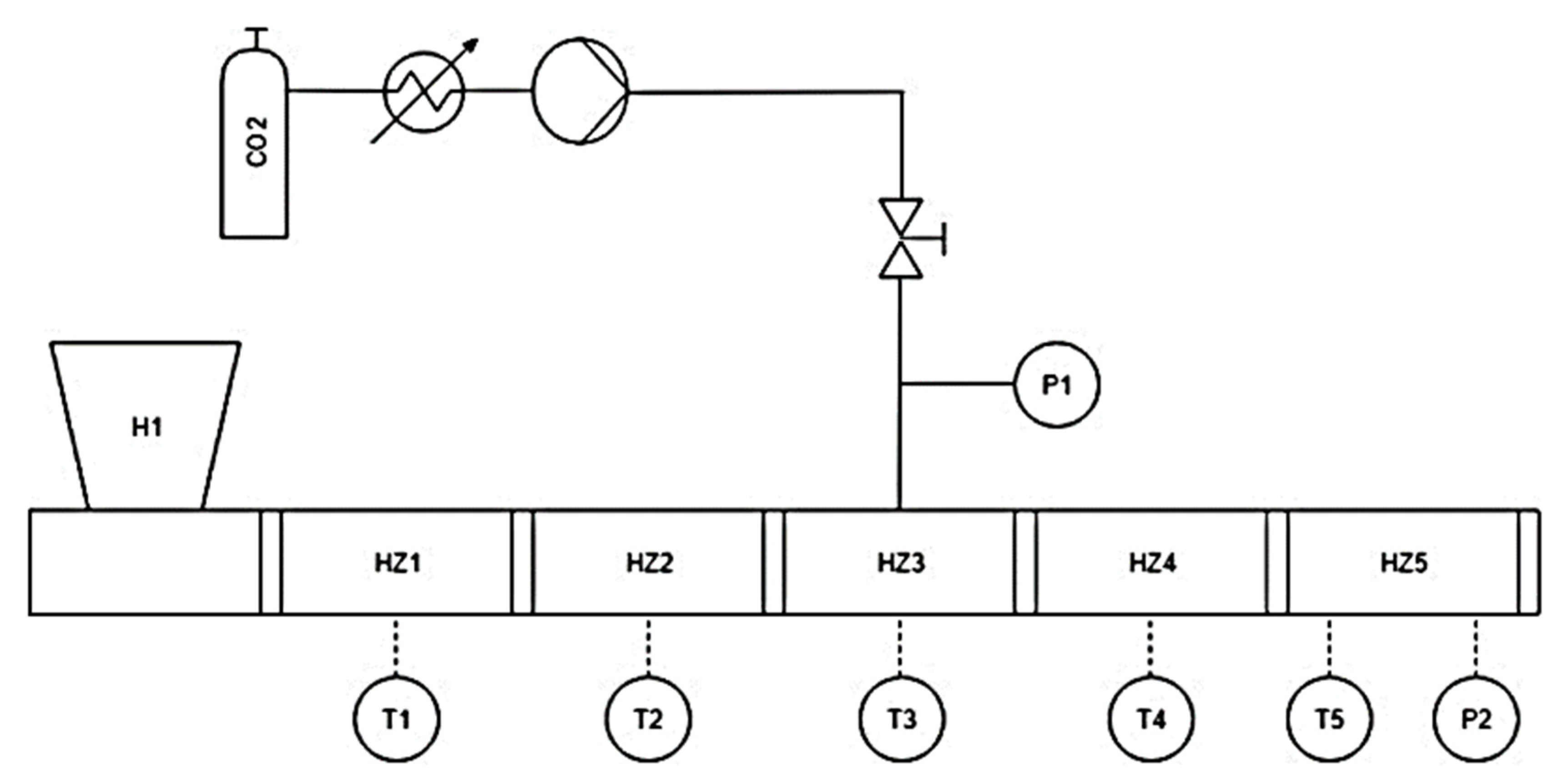
2.2.2. Grafting of scCO2
2.3. Purification
2.4. Characterization of Samples
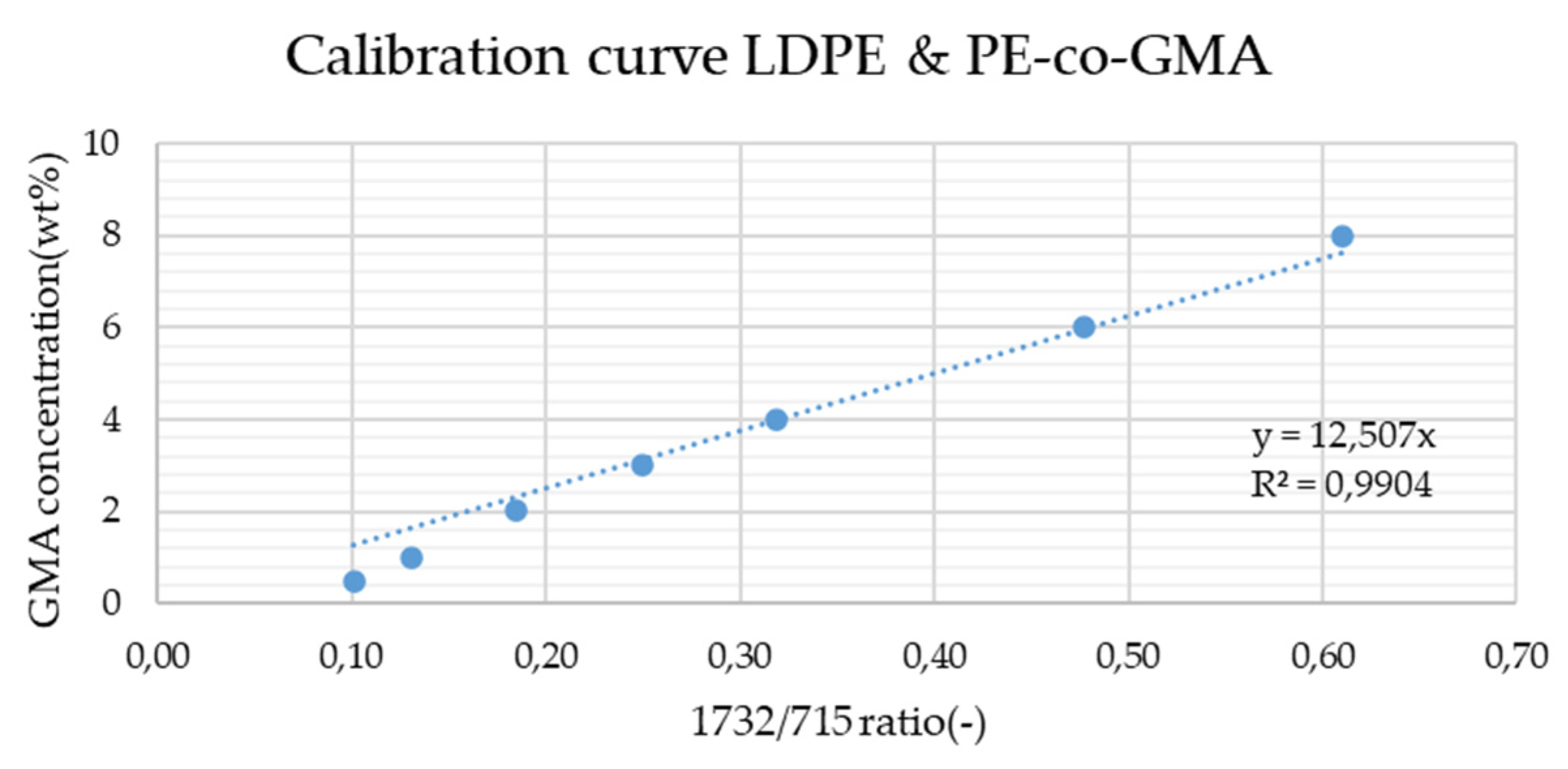
2.4.1. Fourier-Transform Infrared Spectroscopy (FTIR)
2.4.2. Differential Scanning Calorimetry (DSC)
2.4.3. Rheometer
2.5. Gel Content Measurement
2.6. Statistical Analysis
- Null hypothesis: The data are drawn from populations with equal means;
- Alternative hypothesis: There is at least one mean that differs from the other means.
2.7. Tensile Strength Grafted Samples
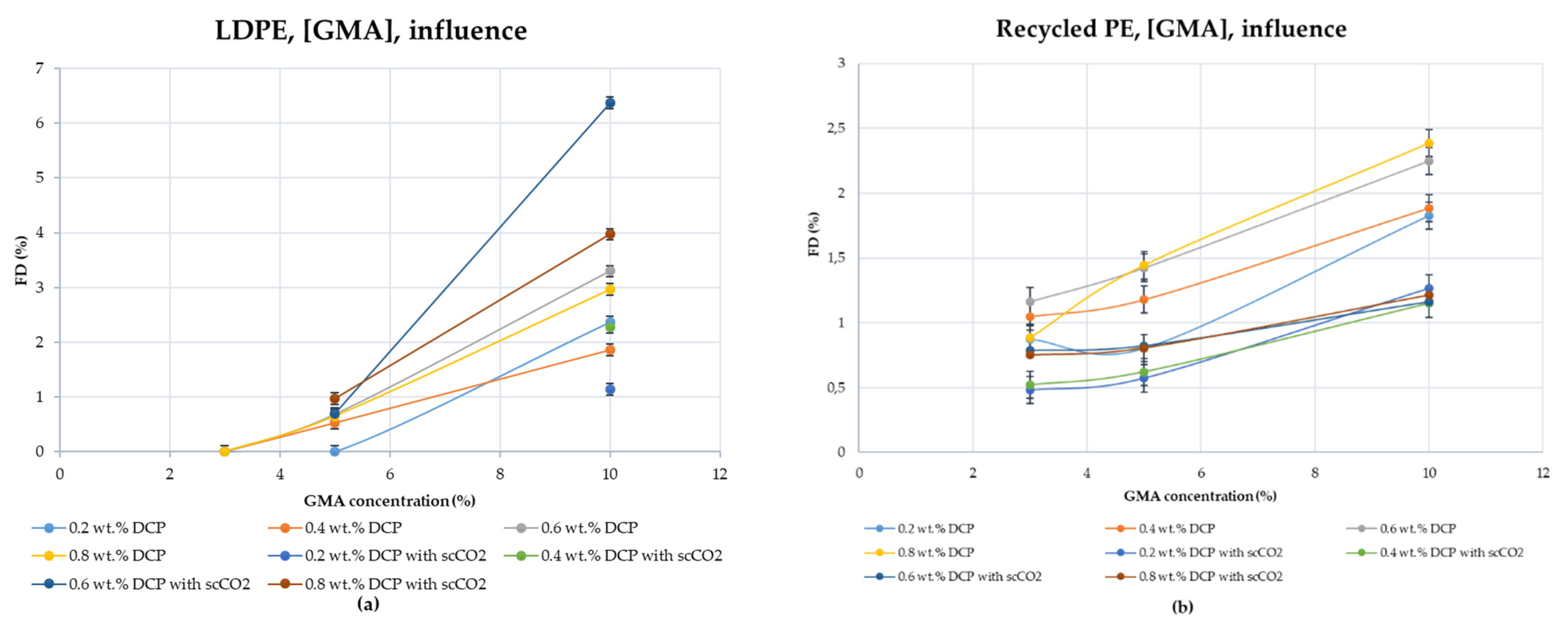
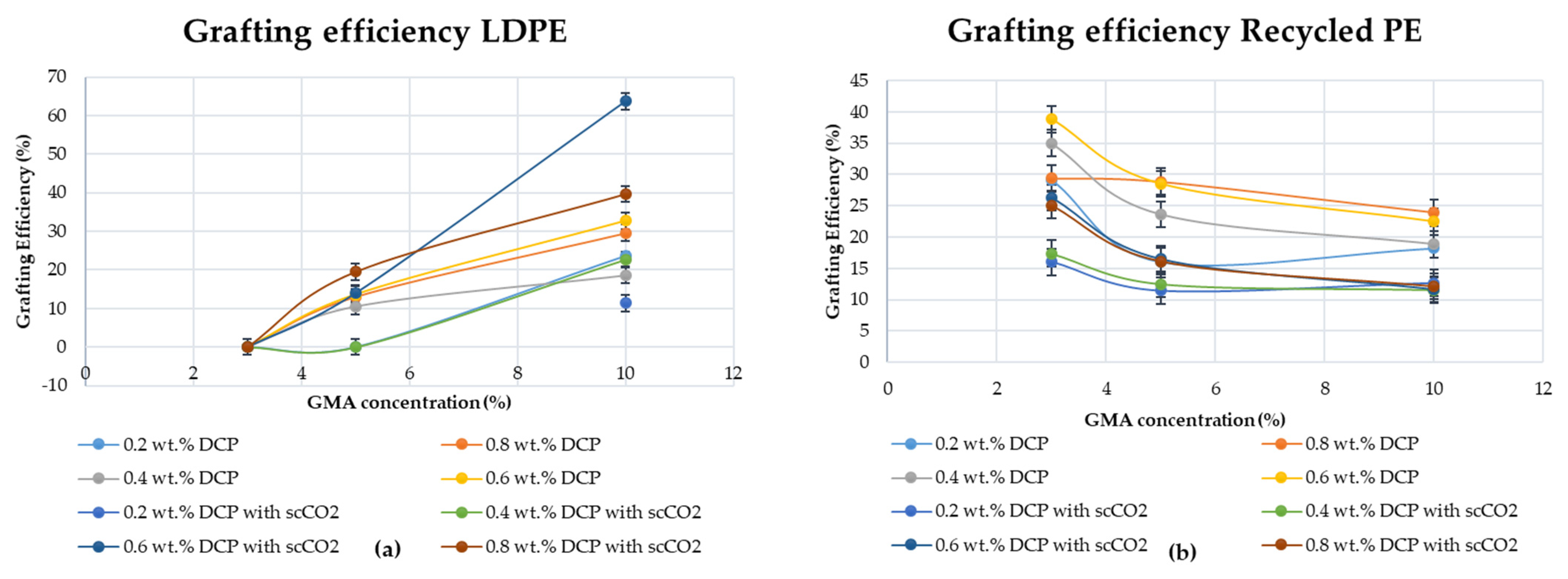
3. Results and Discussion
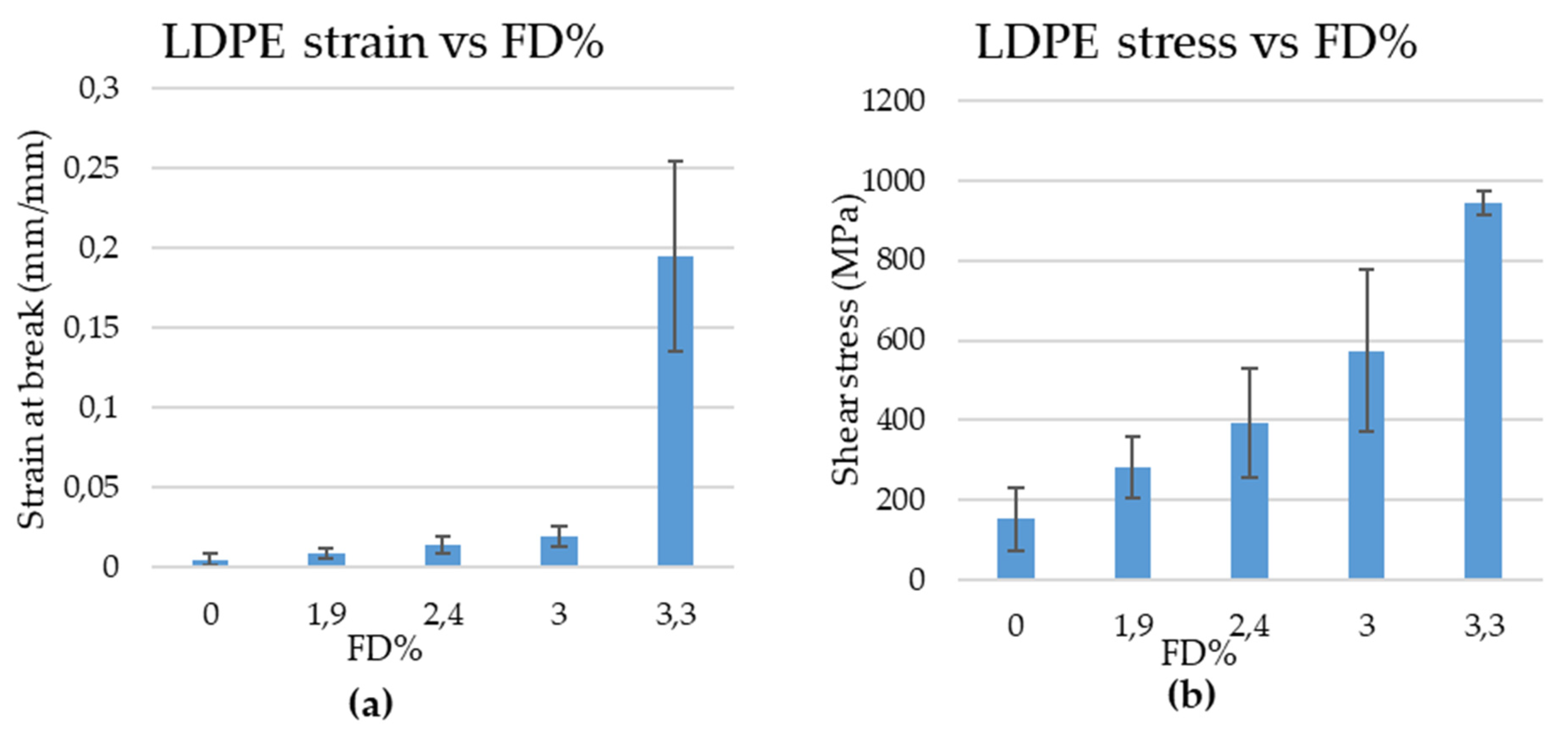
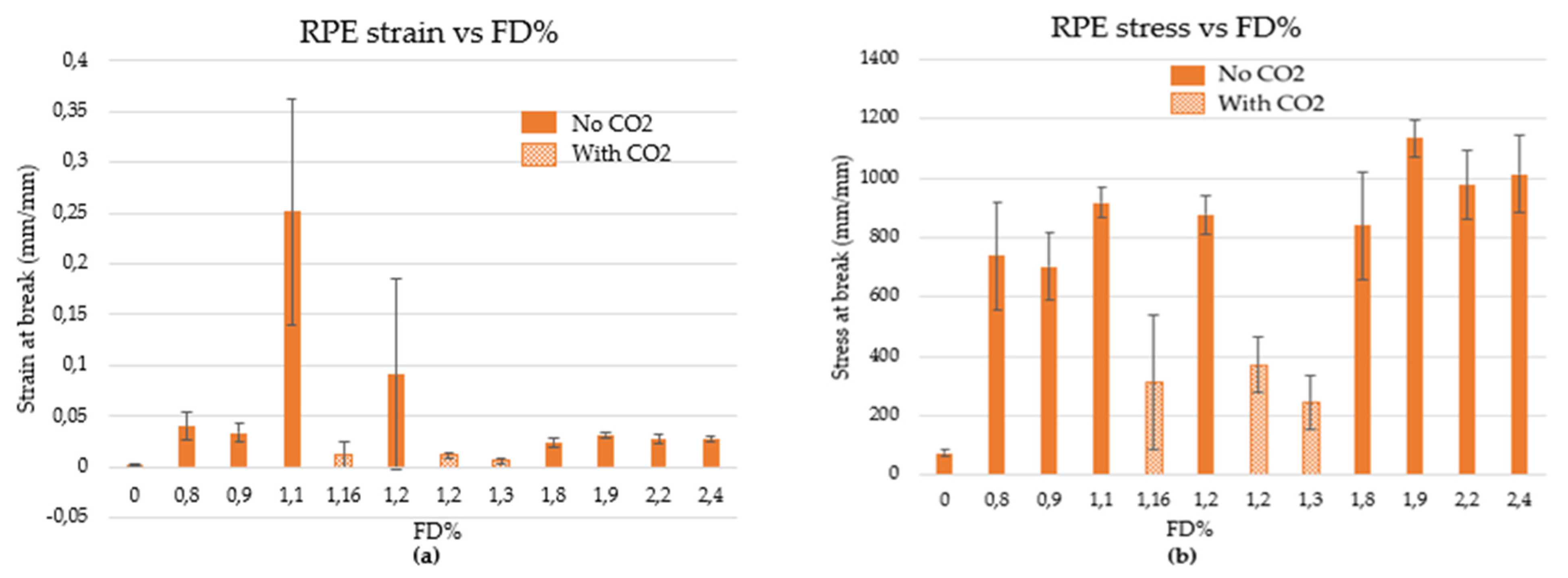
Mechanical Properties of PE-g-GMA
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

Appendix B

| GMA (wt.%) | DCP (wt.%) | Average FD | E (%) | GMA (wt.%) | DCP (wt.%) | Average FD | E (%) |
|---|---|---|---|---|---|---|---|
| Pure LDPE without CO2 | Pure LDPE with CO2 | ||||||
| 5 | 0.6 | 0.682 | 13.631 | 5 | 0.6 | 0.699 | 13.990 |
| 0.8 | 0.652 | 13.037 | 0.8 | 0.975 | 19.502 | ||
| 10 | 0.2 | 2.374 | 23.741 | 10 | 0.2 | 1.137 | 11.368 |
| 0.4 | 1.866 | 18.67 | 0.4 | 2.269 | 22.686 | ||
| 0.6 0.8 | 3.297 2.962 | 32.969 29.619 | 0.6 0.8 | 6.374 3.973 | 63.741 39.730 | ||
| RPE without CO2 | RPE with CO2 | ||||||
| 3 | 0.2 | 0.875 | 29.157 | 3 | 0.2 | 0.480 | 15.997 |
| 0.4 | 1.049 | 34.962 | 0.4 | 0.521 | 17.365 | ||
| 0.6 0.8 | 1.165 0.883 | 38.842 29.422 | 0.6 0.8 | 0.789 0.752 | 26.316 25.066 | ||
| 5 | 0.2 | 0.804 | 16.090 | 5 | 0.2 | 0.572 | 11.441 |
| 0.4 | 1.180 | 23.608 | 0.4 | 0.622 | 12.433 | ||
| 0.6 0.8 | 1.425 1.443 | 28.493 28.858 | 0.6 0.8 | 0.825 0.807 | 16.497 8.070 | ||
| 10 | 0.2 | 1.825 | 18.254 | 10 | 0.2 | 1.266 | 12.659 |
| 0.4 | 1.885 | 18.850 | 0.4 | 1.149 | 11.488 | ||
| 0.6 0.8 | 2.247 2.386 | 22.470 23.864 | 0.6 0.8 | 1.165 1.214 | 11.651 12.144 | ||
| RPE without CO2 | RPE with CO2 | ||||||
| Ratio | GMA (wt.%) | Average FD (%) | E (%) | Ratio | GMA (wt.%) | Average FD (%) | E (%) |
| 0.1 | 3 | 1.003 | 33.425 | 3 | 0.955 | 31.829 | |
| 5 10 | 1.199 2.016 | 23.977 20.157 | 0.1 | 5 10 | 1.160 1.331 | 23.197 13.314 | |
| 0.1 duplo | 3 | 0.879 | 29.303 | 3 | 0.763 | 25.435 | |
| 5 10 | 0.933 1.827 | 18.651 18.266 | 0.1 duplo | 5 10 | 0.902 1.103 | 18.049 11.033 | |
| 0.2 | 3 | 0.893 | 29.775 | 3 | 1.013 | 33.772 | |
| 5 10 | 1.313 1.992 | 26.254 19.918 | 0.2 | 5 10 | 1.043 1.144 | 20.850 11.440 | |
| 0.4 | 3 | 1.079 | 35.974 | 3 | 1.067 | 35.581 | |
| 5 10 | 1.522 2.302 | 30.445 23.021 | 0.4 | 5 10 | 1.108 1.514 | 33.214 15.314 | |
| 0.6 | 3 | 1.106 | 36.855 | 3 | 0.804 | 26.816 | |
| 5 10 | 1.555 N.A. | 31.110 N.A. | 0.6 | 5 10 | 0.985 1.072 | 19.706 10.723 | |
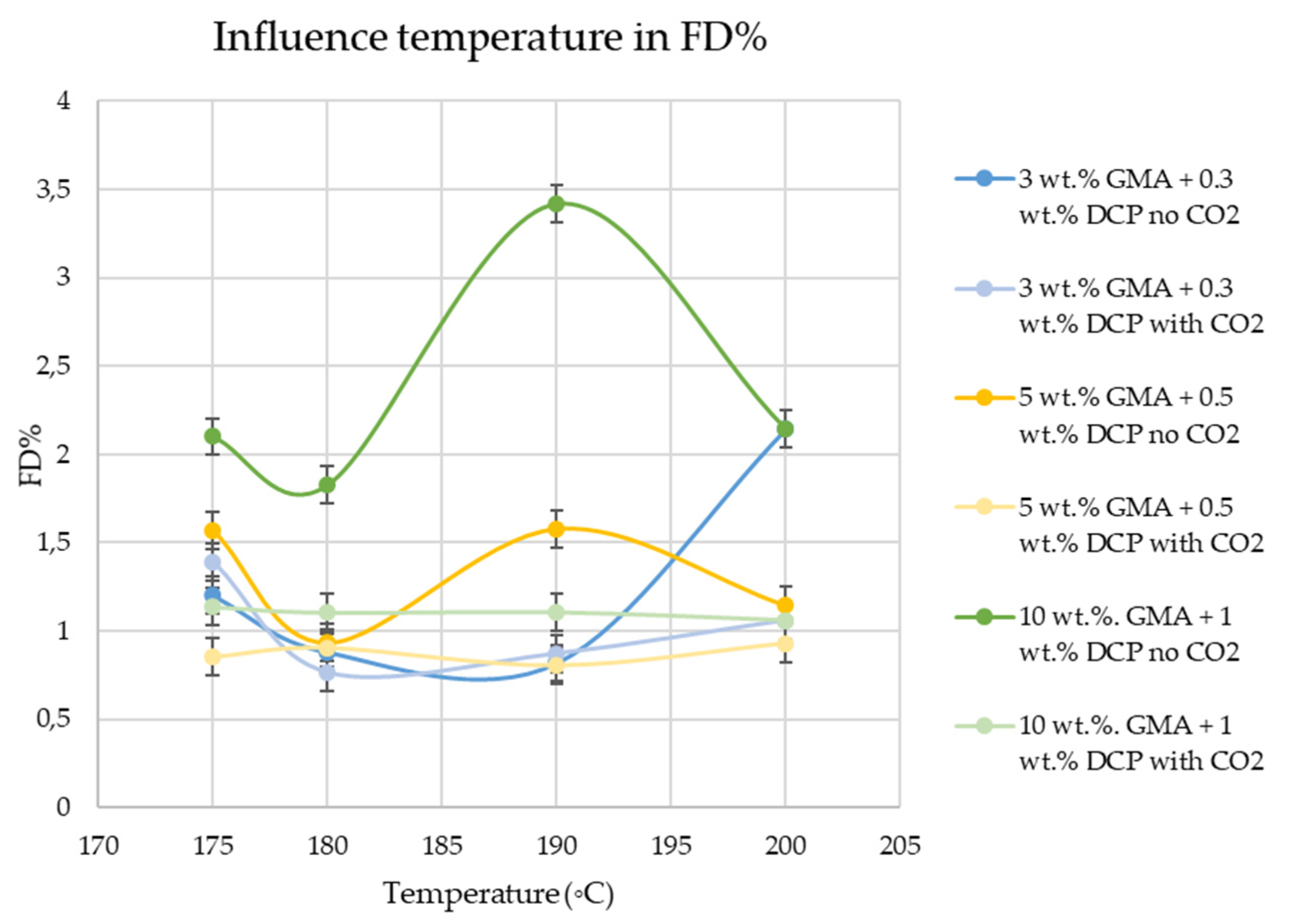
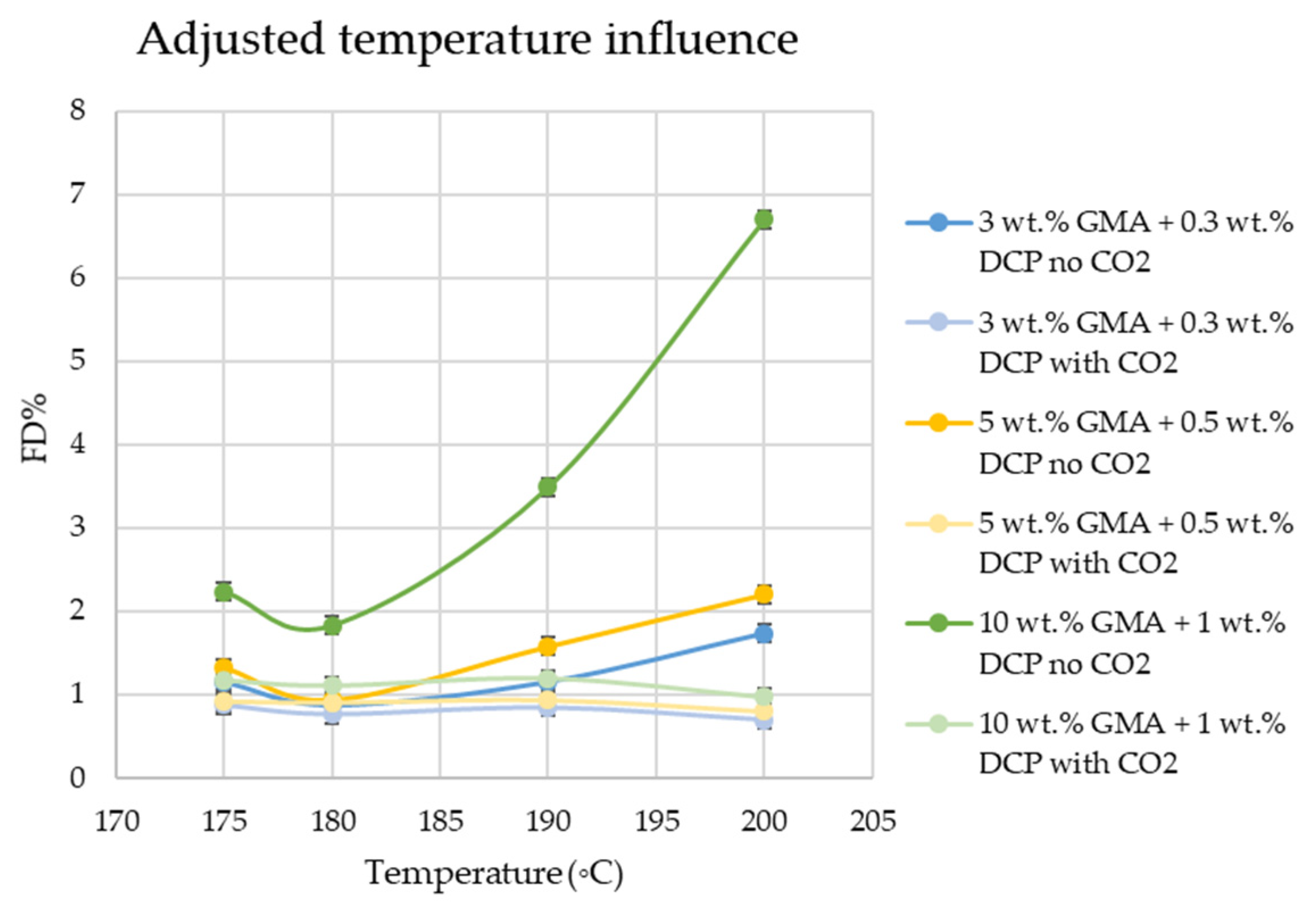
| Temperature (°C) | Run | GMA (wt.%) | RPM | Average FD | E (%) | Average FD | E (%) |
|---|---|---|---|---|---|---|---|
| Without CO2 | With CO2 | ||||||
| 175 | 1 | 3 | 20 | 1.200 | 40.004 | 1.392 | 46.408 |
| 2 3 | 5 10 | 20 20 | 1.566 2.100 | 31.323 20.995 | 0.851 1.135 | 17.027 11.348 | |
| 175 | 1 | 3 | 4 | 1.151 | 38.362 | 0.877 | 29.238 |
| 2 | 5 | 4 | 1.322 | 26.432 | 0.916 | 18.322 | |
| 3 | 10 | 4 | 2.228 | 22.281 | 1.162 | 11.625 | |
| 190 | 1 | 3 | 20 | 0.818 | 27.258 | 0.871 | 28.300 |
| 2 3 | 5 10 | 20 20 | 1.578 3.421 | 31.555 34.205 | 0.802 1.106 | 18.584 11.060 | |
| 190 | 1 2 3 | 3 5 10 | 42 42 42 | 1.155 1.578 3.489 | 38.499 31.565 34.888 | 0.849 0.929 1.186 | 28.300 18.584 11.863 |
| 200 | 1 2 3 | 3 5 10 | 20 20 20 | 0.978 1.114 2.144 | 32.599 22.877 21.443 | 0.840 0.929 1.060 | 28.007 18.575 10.599 |
| 200 | 1 2 3 | 3 5 10 | 66 66 66 | 1.729 2.204 6.701 | 57.636 44.079 67.006 | 0.698 0.799 0.969 | 23.280 15.982 9.688 |
| Cycle | Substrate | Average FD | E (%) |
|---|---|---|---|
| 1 | LDPE | 2.005 | 20.048 |
| RPE | 1.754 | 17.542 | |
| 2 | LDPE | 2.170 | 10.851 |
| RPE | 2.823 | 14.117 | |
| 3 | LDPE RPE | 2.980 3.219 | 9.932 10.728 |
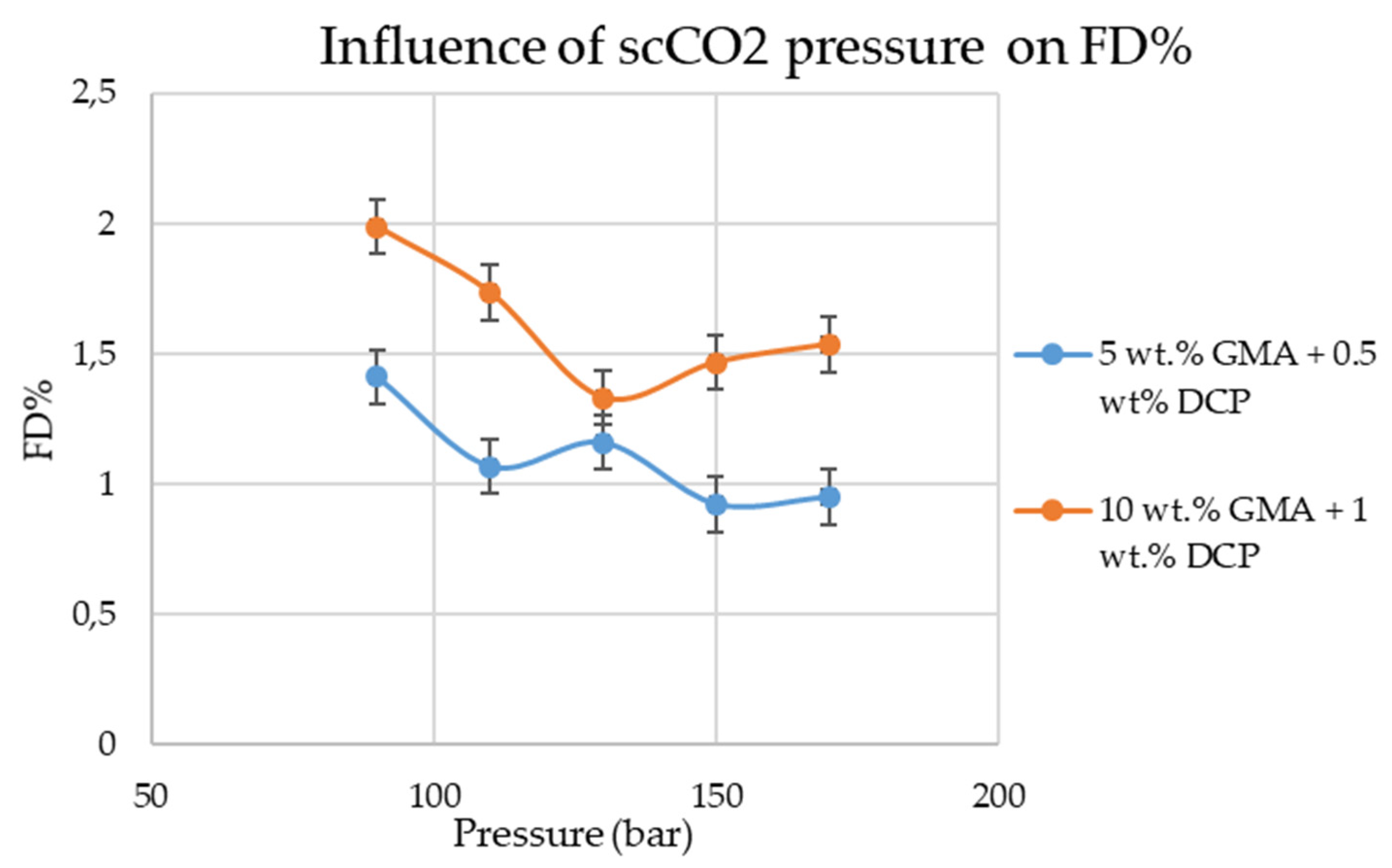
| Pressure (bar) | GMA (wt.%) | Average FD | E (%) |
|---|---|---|---|
| 90 | 5 | 1.412 | 28.243 |
| 10 | 1.986 | 19.864 | |
| 110 | 5 | 1.068 | 21.367 |
| 10 | 1.734 | 17.337 | |
| 130 | 5 10 | 1.160 1.331 | 23.197 13.314 |
| 150 | 5 10 | 0.923 1.467 | 18.467 14.670 |
| 170 | 5 10 | 0.950 1.536 | 19.005 15.363 |
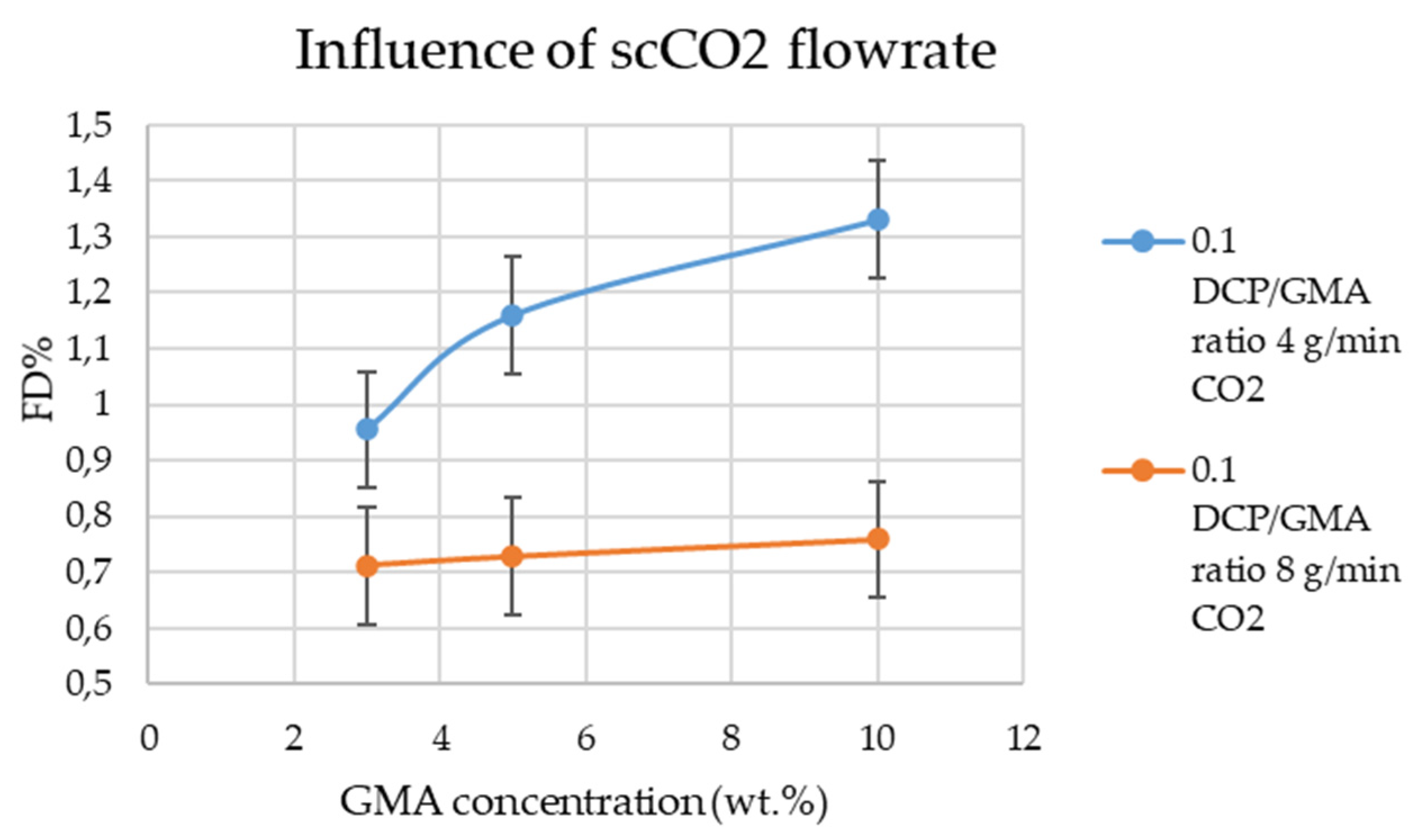
| Pressure (bar) | GMA (wt.%) | Average FD | E (%) |
|---|---|---|---|
| 4 g/min | 3 5 | 0.955 1.160 | 31.829 23.197 |
| 10 | 1.331 | 13.314 | |
| 8 g/min | 3 5 | 0.712 0.728 | 23.745 14.563 |
| 10 | 0.759 | 7.593 |
Appendix C
| Purification Method | FD |
|---|---|
| None | 0.98 |
| Precipitation with acetone | 0.83 |
| Precipitation with methanol | 0.87 |
| Soxtec with acetone | 0.98 |
| Soxtec with THF | 0.59 |
References
- Plastics Europe. Plastics—The Facts 2017 an Analysis of European Plastics Production, Demand and Waste Data; Plastics Europe: Brussels, Belgium, 2017. [Google Scholar]
- Yin, S.; Tuladhar, R.; Shi, F.; Shanks, R.A.; Combe, M.; Collister, T. Mechanical Reprocessing of Polyolefin Waste: A Review. Polym. Eng. Sci. 2015, 55, 2899–2909. [Google Scholar] [CrossRef] [Green Version]
- Bhattacharya, A.; Misra, B.N. Grafting: A Versatile Means to Modify PolymersTechniques, Factors and Applications. Prog. Polym. Sci. 2004, 29, 767–814. [Google Scholar] [CrossRef]
- Rzayev, Z.M.O. Graft Copolymers of Maleic Anhydride and Its Isostructural Analogues: High Performance Engineering Materials. arXiv 2011, arXiv:1105.1260. [Google Scholar]
- Moad, G. The Synthesis of Polyolefin Graft Copolymers by Reactive Extrusion. Prog. Polym. Sci. 1999, 24, 81–142. [Google Scholar] [CrossRef]
- Pazzagli, F.; Pracella, M. Reactive Compatibilization of Polyolefin/PET Blends by Melt Grafting with Glycidyl Methacrylate. Macromol. Symp. 2000, 149, 225–230. [Google Scholar] [CrossRef]
- Wei, Q.; Chionna, D.; Galoppini, E.; Pracella, M. Functionalization of LDPE by Melt Grafting with Glycidyl Methacrylate and Reactive Blending with Polyamide-6. Macromol. Chem. Phys. 2003, 204, 1123–1133. [Google Scholar] [CrossRef]
- Wei, Q.; Chionna, D.; Pracella, M. Reactive Compatibilization of PA6/LDPE Blends with Glycidyl Methacrylate Functionalized Polyolefins. Macromol. Chem. Phys. 2005, 206, 777–786. [Google Scholar] [CrossRef]
- Li, J.-L.; Xie, X.-M. Reconsideration on the Mechanism of Free-Radical Melt Grafting of Glycidyl Methacrylate on Polyolefin. Polymer 2012, 53, 2197–2204. [Google Scholar] [CrossRef]
- Cho, K.Y.; Eom, J.-Y.; Kim, C.-H.; Park, J.-K. Grafting of Glycidyl Methacrylate onto High-Density Polyethylene with Reaction Time in the Batch Mixer. J. Appl. Polym. Sci. 2008, 108, 1093–1099. [Google Scholar] [CrossRef]
- Pesneau, I.; Champagne, M.F.; Huneault, M.A. Glycidyl Methacrylate-Grafted Linear Low-Density Polyethylene Fabrication and Application for Polyester/Polyethylene Bonding. J. Appl. Polym. Sci. 2004, 91, 3180–3191. [Google Scholar] [CrossRef]
- Wang, P.; Xu, H.; Qiu, D.; Zhao, Y.; Long, S.; Li, X. Improved Mechanical and Rheological Properties of Recycled Polyethylene by Acrylic Acid-Assisted Melt Grafting of Glycidyl Methacrylate. Plast. Rubber Compos. 2019, 48, 440–447. [Google Scholar] [CrossRef]
- Fang, C.; Nie, L.; Liu, S.; Yu, R.; An, N.; Li, S. Characterization of Polypropylene–Polyethylene Blends Made of Waste Materials with Compatibilizer and Nano-Filler. Compos. Part B Eng. 2013, 55, 498–505. [Google Scholar] [CrossRef]
- Brito, G.F.; Xin, J.; Zhang, P.; Mélo, T.J.A.; Zhang, J. Enhanced Melt Free Radical Grafting Efficiency of Polyethylene Using a Novel Redox Initiation Method. RSC Adv. 2014, 4, 26425–26433. [Google Scholar] [CrossRef]
- Li, D.; Han, B.; Liu, Z. Grafting of 2-Hydroxyethyl Methacrylate onto Isotactic Poly(Propylene) Using Supercritical CO2 as a Solvent and Swelling Agent. Macromol. Chem. Phys. 2001, 202, 2187–2194. [Google Scholar] [CrossRef]
- Liu, Z.; Song, L.; Dai, X.; Yang, G.; Han, B.; Xu, J. Grafting of Methyl Methylacrylate onto Isotactic Polypropylene Film Using Supercritical CO2 as a Swelling Agent. Polymer 2002, 43, 1183–1188. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, Z.; Han, B.; He, J.; Jiang, T.; Yang, G. Modification of Isotactic Polypropylene Film by Grafting of Acrylic Acid Using Supercritical CO2 as a Swelling Agent. J. Mater. Chem. 2002, 12, 3565–3569. [Google Scholar] [CrossRef]
- Kunita, M.H.; Girotto, E.M.; Muniz, E.C.; Rubira, A.F. Polypropylene Grafted with Glycidyl Methacrylate Using Supercritical CO2 Medium. Braz. J. Chem. Eng. 2006, 23, 267–271. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Ran, Y.; Zou, E.; Dong, Q. Supercritical CO2 Assisted Ternary-Monomer Grafting Copolymerization of Polypropylene. J. Polym. Res. 2009, 16, 739–744. [Google Scholar] [CrossRef]
- Tong, G.-S.; Liu, T.; Hu, G.-H.; Zhao, L.; Yuan, W.-K. Supercritical Carbon Dioxide-Assisted Solid-State Free Radical Grafting of Methyl Methacrylate onto Polypropylene. J. Supercrit. Fluids 2007, 43, 64–73. [Google Scholar] [CrossRef]
- Daneshvar, M.; Kamali, H.; Masoomi, M.; Ghaziaskar, H.S. Supercritical Carbon Dioxide Grafting of Glycidyl Methacrylate onto Medium Density Polyethylene and Purification of Residual Monomer and Initiator. J. Supercrit. Fluids 2012, 70, 119–125. [Google Scholar] [CrossRef]
- Nalawade, S.P.; Picchioni, F.; Janssen, L.P.B.M. Supercritical Carbon Dioxide as a Green Solvent for Processing Polymer Melts: Processing Aspects and Applications. Prog. Polym. Sci. 2006, 31, 19–43. [Google Scholar] [CrossRef] [Green Version]
- Cavalcanti, R.N.; Meireles, M.A.A. Fundamentals of Supercritical Fluid Extraction. In Comprehensive Sampling and Sample Preparation; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar] [CrossRef]
- Rehman, I.; Darr, J.; Moshaverinia, A. Supercritical Fluid Processing. In Encyclopedia of Biomaterials and Biomedical Engineering, 2nd ed.; Four Volume Set; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar] [CrossRef]
- Kazarian, S.G. Polymer Processing with Supercritical Fluids. Polym. Sci. Ser. CC/C Vysokomol. Soedin. 2000, 42, 78–101. [Google Scholar]
- Higginbotham, C.L.; Yons, J.G.L.; Kennedy, J.E. Polymer Processing Using Supercritical Fluids. In Advances in Polymer Processing; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar] [CrossRef]
- Picchioni, F. Supercritical Carbon Dioxide and Polymers: An Interplay of Science and Technology. Polym. Int. 2014, 63, 1394–1399. [Google Scholar] [CrossRef]
- Boyère, C.; Jérôme, C.; Debuigne, A. Input of Supercritical Carbon Dioxide to Polymer Synthesis: An Overview. Eur. Polym. J. 2014, 61, 45–63. [Google Scholar] [CrossRef]
- Cao, K.; Shen, Z.; Yao, Z.; Qu, B.; Pang, X.; Lu, Z.; Li, Y.; Chen, Z. New Insight into the Action of Supercritical Carbon Dioxide for Grafting of Maleic Anhydride onto Isotactic Polypropylene by Reactive Extrusion. Chem. Eng. Sci. 2010, 65, 1621–1626. [Google Scholar] [CrossRef]
- Fages, J.; Rodier, É.; Letourneau, J.J.; Sauceau, M.; Alexandratos, S.D. Polypropylene Grafting in Supercritical Carbon Dioxide. In ISSF 2012-10th International Symposium on Supercritical Fluids; ISASF: Memphis, TN, USA, 2012. [Google Scholar]
- Wang, D.; Wang, J. Grafting Dual Polar Monomers onto Hydroperoxidized Polypropylene with the Assistant of Supercritical Carbon Dioxide. Appl. Petrochem. Res. 2017, 7, 169–179. [Google Scholar] [CrossRef] [Green Version]
- Khankrua, R.; Pivsa-Art, S.; Hiroyuki, H.; Suttiruengwong, S. Grafting of Poly (Lactic Acid) with Maleic Anhydride Using Supercritical Carbon Dioxide. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 2015 Global Conference on Polymer and Composite Materials (PCM2015), Beijing, China, 16–18 May 2015; IOP Publishing: Bristol, UK, 2015; Volume 87. [Google Scholar] [CrossRef]
- Chen, C.M.; Hsieh, T.E.; Liu, M.O. Preparation of Epoxy-Modified Polyethylene by Graft Extrusion and Its Applications to Polyphenylene Sulfide Alloys as a Compatibilizer. React. Funct. Polym. 2008, 68, 1307–1313. [Google Scholar] [CrossRef]
- Xie, X.-M.; Chen, N.-H.; Guo, B.-H.; Li, S. Study of Multi-Monomer Melt-Grafting onto Polypropylene in an Extruder. Polym. Int. 2000, 49, 1677–1683. [Google Scholar] [CrossRef]
- Jahani, Y.; Valavi, A.; Ziaee, F. Reactive Melt Modification of Polyethylene by Ethyl Acrylate/Acrylic Acid Copolymers: Rheology, Morphology and Thermal Behavior. Iran. Polym. J. 2015, 24, 449–458. [Google Scholar] [CrossRef]
- Saeb, M.R.; Garmabi, H. Investigation of Styrene-Assisted Free-Radical Grafting of Glycidyl Methacrylate onto High-Density Polyethylene Using Response Surface Method. J. Appl. Polym. Sci. 2009, 111, 1600–1605. [Google Scholar] [CrossRef]
- Dorscht, B.M.; Tzoganakis, C. Reactive Extrusion of Polypropylene with Supercritical Carbon Dioxide: Free Radical Grafting of Maleic Anhydride. J. Appl. Polym. Sci. 2003, 87, 1116–1122. [Google Scholar] [CrossRef]
- Zhou, H.; Wang, Z.; Xu, G.; Wang, X.; Wen, B.; Jin, S. Preparation of Crosslinked High-Density Polyethylene Foam Using Supercritical CO2 as Blowing Agent. Cell. Polym. 2017, 36, 167–182. [Google Scholar] [CrossRef]
- Hwang, T.Y.; Lee, S.; Yoo, Y.; Jang, K.; Lee, J.W. Reactive Extrusion of Polypropylene/Polystyrene Blends with Supercritical Carbon Dioxide. Macromol. Res. 2012, 20, 559–567. [Google Scholar] [CrossRef]
- Galia, A.; de Gregorio, R.; Spadaro, G.; Scialdone, O.; Filardo, G. Grafting of Maleic Anhydride onto Isotactic Polypropylene in the Presence of Supercritical Carbon Dioxide as a Solvent and Swelling Fluid. Macromolecules 2004, 37, 4580–4589. [Google Scholar] [CrossRef]
- Areerat, S.; Nagata, T.; Ohshima, M. Measurement and Prediction of LDPE/CO2 Solution Viscosity. Polym. Eng. Sci. 2002, 42, 2234–2245. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










| Variable | p-Value | Verdict |
|---|---|---|
| Variation in (GMA) | 0.0004 | Rejected |
| Variation in (DCP) | 0.7900 | Accepted |
| Variation in (GMA) + scCO2 | 0.0002 | Rejected |
| Variation in (DCP) + scCO2 | 0.8630 | Accepted |
| FD | ||||
|---|---|---|---|---|
| Inlet | LDPE | RPE | 10 wt.% PP and 90 wt.% LDPE | 20 wt.% PP and 80 wt.% LDPE |
| 0.6 wt.% DCP 10 wt.% GMA | 3.30 | 2.25 | 0.65 | 1.115 |
| 0.8 wt.% DCP 10 wt.% GMA | 2.96 | 2.39 | 0.79 | 1.08 |
| Temperature (°C) | Half-Life-Time DCP (min) | Residence Time (min) | Screw Speed (rpm) |
|---|---|---|---|
| 175 | 0.79 | 8 | 4 |
| 180 | 0.50 | 5 | 20 |
| 190 | 0.21 | 2 | 42 |
| 200 | 0.09 | 1 | 66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Versteeg, F.A.; Benita, B.B.; Jongstra, J.A.; Picchioni, F. Reactive Extrusion Grafting of Glycidyl Methacrylate onto Low-Density and Recycled Polyethylene Using Supercritical Carbon Dioxide. Appl. Sci. 2022, 12, 3022. https://doi.org/10.3390/app12063022
Versteeg FA, Benita BB, Jongstra JA, Picchioni F. Reactive Extrusion Grafting of Glycidyl Methacrylate onto Low-Density and Recycled Polyethylene Using Supercritical Carbon Dioxide. Applied Sciences. 2022; 12(6):3022. https://doi.org/10.3390/app12063022
Chicago/Turabian StyleVersteeg, Frederique A., Benedicta B. Benita, Jesse A. Jongstra, and Francesco Picchioni. 2022. "Reactive Extrusion Grafting of Glycidyl Methacrylate onto Low-Density and Recycled Polyethylene Using Supercritical Carbon Dioxide" Applied Sciences 12, no. 6: 3022. https://doi.org/10.3390/app12063022
APA StyleVersteeg, F. A., Benita, B. B., Jongstra, J. A., & Picchioni, F. (2022). Reactive Extrusion Grafting of Glycidyl Methacrylate onto Low-Density and Recycled Polyethylene Using Supercritical Carbon Dioxide. Applied Sciences, 12(6), 3022. https://doi.org/10.3390/app12063022