1. Introduction
With rapidly changing customer demand, along with the requirements of cost-effectiveness, high customization, and short delivery time, manufacturing processes have become more complex and dynamic [
1,
2]. Job shops are a typical flexible production mode for producing a variety of products with small lot sizes. However, they suffer from a high work-in-process (WIP) level, high costs, long lead times, and low productivity, which may lead to bottlenecks and cause performance deterioration [
3,
4]. To cope with these challenges and achieve good shop-floor performance in a job shop environment, as an effective supporting tool for compensating and balancing the capacity distribution, capacity adjustments are conducted on the operational layer. In [
5], a decentralized capacity control structure was designed to deal with bottlenecks for the capacity balance between workstations in job shop systems. In [
6], an improved centralized model predictive control (MPC) algorithm was proposed to optimize capacity adjustment processes to avoid serious bottlenecks. A local capacity adjustment was discussed based on the
algorithm to ensure that the WIP was in the vicinity of a planned level in [
7]. These studies show that capacity adjustment is an effective way to improve performance, even with small modifications during a high load period. Instead of labor-oriented approaches (e.g., overtime), a reconfigurable machine tool (RMT) can be promoted as a new opportunity for a machinery-oriented capacity adjustment [
8]. In [
9], a harmonizing throughput–time capacity adjustment approach via an RMT was proposed to improve productivity while maintaining a certain flexibility in complex job shops. In [
10], the WIP of workstations was also controlled by utilizing the flexibility of RMTs in the capacity adjustment of complex manufacturing processes.
Although RMTs play a vital role in terms of flexibility and reconfigurability, they are only an enabler for capacity adjustment. Therefore, an effective control method for the usage of RMTs is of crucial importance in the context of Industry 4.0 [
11]. Due to its simplicity and wide applicability, the proportional–integral–derivative (PID) algorithm has been applied for single-input–single-output (SISO) systems. Kim and Duffie first adopted the PI algorithm in the backlog control of a single-workstation production system [
12]. They further extended the application to the capacity control of a multi-workstation production system with disturbances [
13]. In [
14], the development of a PID method was discussed with respect to its incorporation with other advanced algorithms in practical applications, and the challenges in design and tuning for difficult problems, especially for systems with nonlinearities, coupling, disturbances, and delays (e.g., in a job shop), were also put forward.
In contrast to the PID, operator-based robust right coprime factorization (RRCF) is an advanced control method for a class of nonlinear systems that can be appropriately decomposed by using operator theory to design robust controllers via Bezout identity [
15]. Deng proposed a new condition for the robust controller design of nonlinear systems with unknown bounded disturbances, which extended the application [
16]. Improved RRCF algorithms were proposed to deal with delays, disturbances, and couplings [
17,
18]. This method was mathematically demonstrated and applied for a variety of fields, such as a highly nonlinear ionic polymer metal composite with hysteresis [
19], a multi-joint manipulator [
20], and a coupling multi-tank process [
21], which was readily applicable for job shop systems for capacity control via RMTs. In previous work, this method was applied in capacity control. However, the performance still needs to be improved, especially for adaptive tracking control. To improve the tracking performance, a feedback-linearization-based PID method was proposed for the path tracking of micro-actuators to reduce the tracking error in [
22]. Salehi Kolahi et al. designed a non-singular fast terminal sliding-mode control for the path tracking of nonlinear second-order systems with compound disturbances in [
23]. For adaptive control, a neural network (NN) is an effective method. Nguyen et al. recommended an adaptive robust position control technique by integrating an radial basis function NN (RBF-NN) and NN-based disturbance observer for disturbed electro-hydraulic servo systems [
24]. Ruan et al. also proposed an RBF-NN adaptive sliding-mode controller for nonlinear electromechanical actuator systems with uncertainty and disturbances [
25].
Considering the key performance of job shops, WIP is essential, as it greatly influences many key performance indicators, e.g., energy efficiency, throughput, and delivery date reliability [
26,
27]. Hence, the purpose of control is to guarantee that the manufacturing process works on an expected WIP level via flexible capacity control with RMTs and to ensure the closed-loop stability in which the performance indicators (e.g., WIP) remain bounded while converging toward desired values or an acceptable stability region. In [
28], the authors investigated the problem of WIP regulation via RMT assignment in a job shop with a constant flow probability. Desirable control performance and the stability of the closed-loop system were achieved by using MPC with terminal endpoint constraints. However, the preferred assignment of RMTs for capacity adjustment belonged to a continuous optimization case. To solve this problem, the authors further extended their work and employed MPC in association with a deterministic method (e.g., branch and bound) and stochastic optimization techniques (e.g., genetic algorithm) for the integer assignment of RMTs [
29]. However, transportation delays were not taken into consideration, and the computational complexity of this method was very high due to the iterative online optimization. In [
30], the complexity of workstations was described as a nonlinear operator, and the WIP was controlled by considering the productivity and customer requirements. This also indicated the applicability of operator theory in the capacity control process. To measure the control performance, transient and robustness were two key factors facing stochastic customer demands. As a key transient performance indicator, overshoot reflects the bottleneck level of workstations and the capacity distribution; therefore, it is expected to have a low value.
The above survey revealed that the integration of RMTs and RRCF was an effective means of capacity control. However, there is still much work to be done to improve the performance in capacity control systems while considering practical applications. This research is concerned with quickly solving the serious bottleneck represented by the high overshoot and unbalanced capacity reflected by the robustness in job shops facing stochastic demands. To solve this problem, an improved adaptive tracking capacity control algorithm is proposed by integrating the RRCF and ISPI with a single-neuron algorithm. The main contribution can be summarized as follows:
To decrease the complexity of a high-coupling job shop manufacturing process and autonomously realize rapid responsiveness among workstations, a decoupling-controller-based operator was designed to decompose the complex MIMO system into multiple SISO systems.
To ensure the steady-state performance and keep the WIP level for each workstation in the vicinity of the planned values while considering disturbances and delays, robust controllers were theoretically designed by using the RRCF method based on the Bezout identity.
To effectively decrease the overshoot and excessive adjusting time in the face of large deviations, integral separated PI-type tracking controllers based on the RRCF (ISPI-RRCF) for the decomposed SISO systems were designed to improve the transient performance.
To adaptively adjust the parameters of the ISPI-RRCF tracking controllers and enhance the performance in real time, a single neuron associated with the supervised Hebb learning algorithm was adopted, where the related weight coefficients were constantly updated in the presence of disturbances and delays.
The remainder of this paper is structured as follows: Firstly, a mathematical model concerning job shop systems with RMTs is introduced in
Section 2. Thereafter,
Section 3 introduces the adaptive capacity controller design process based on operator theory. Later on,
Section 4 discusses the implementation of the proposed adaptive tracking capacity control method in a simulation, and then the results are analyzed and compared with those of a previous method. Finally, this paper is concluded in
Section 5.
2. Mathematical Model
In the process of adaptive capacity controller design for a job shop, a mathematical model is an important factor for the controller’s design. In this section, a funnel-based development model is discussed, and it integrates the customized flexibility of RMTs within complex manufacturing processes [
29,
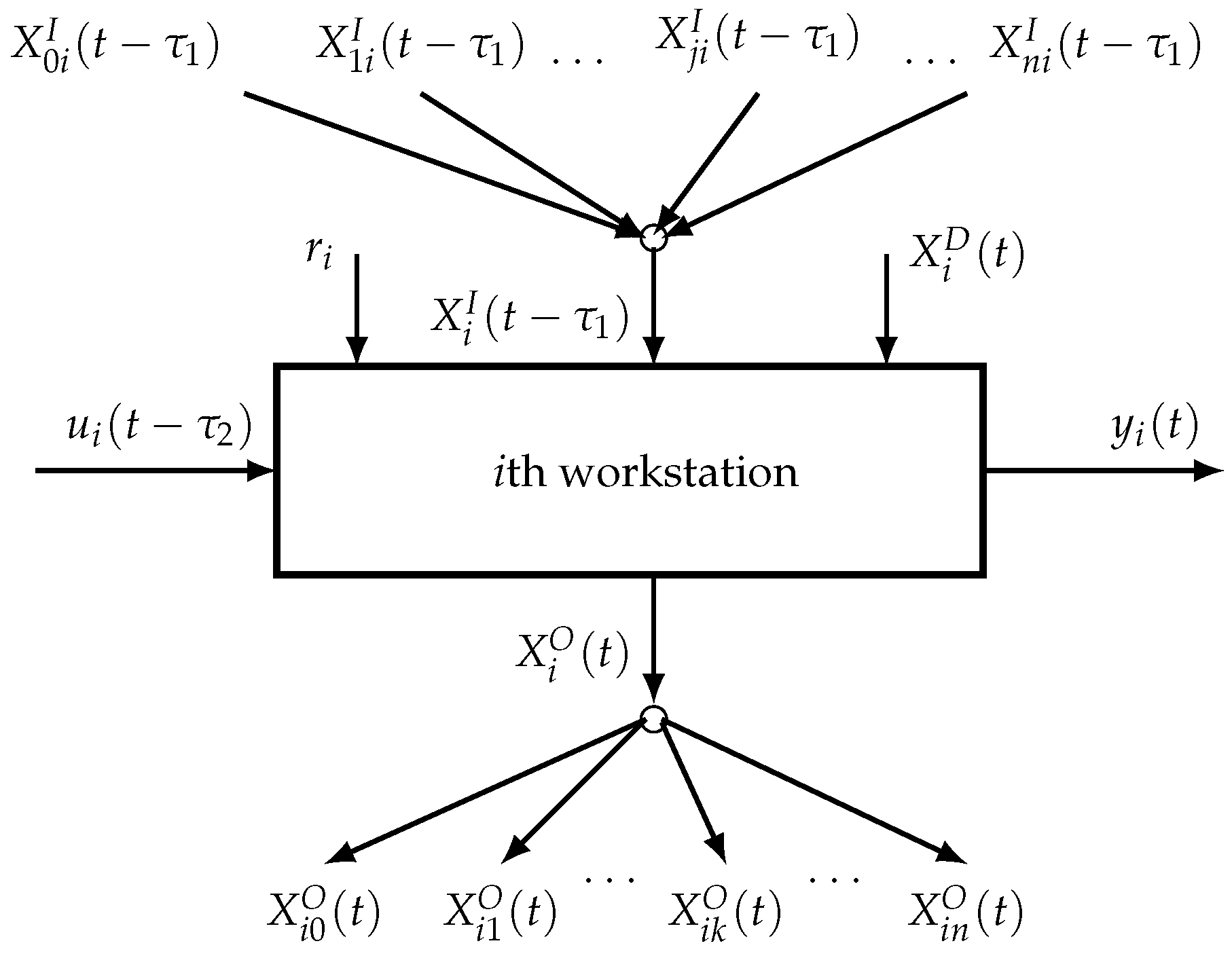
30]. In this model, the performance indicators considered are the input rate, output rate, and WIP level; these are not of interest for any single events or orders in the time domain. A general job shop manufacturing system, which consists of
n workstations, is shown in
Figure 1 [
5]. The parameters and variables in the mathematical model of this system are shown in
Table 1.
Due to the multiple parallel production paths of multiple products, the WIP levels of all workstations are generally higher than those in flow shop processes. Therefore, all machine tools are assumed to be working at the maximum productivity; then, the orders of the output rates of each workstation can be assumed to be the sum of all machines’ capacities. Taking DMTs’ high productivity into account, the capacity of a workstation includes the customizable part of DMTs and the changeable part of RMTs. This is given by
If the number of RMTs is considered as a single input, then the output rate of the
ith workstation is approximately equal to the capacity, which could be adjusted by the assigned number of RMTs. Then, the output rate is represented by
As one of the key performance indicators, WIP has a great influence on productivity, delivery date, throughput, and cost. Therefore, the purpose of a capacity adjustment is to guarantee that every workstation works on an expected WIP level. Then, the WIP of each workstation can be described as the output signal of the model given by
However, customers’ demands are volatile, and delays, including transportation delays between workstations and reconfiguration delays of RMTs, always exist; cf.
Figure 1. Considering these factors, the mathematical model can be represented by
where the transportation time
is constant in this paper, and the reconfiguration delay
is
when RMT changes its operation from one to another workstation, but it only exists in the object, not in the original one. Thus, the reconfiguration delay is asynchronous and can be represented by
Furthermore, though the machine tools are assumed to be working at the maximum production rate, the capacity of the whole system is limited, and it depends on the number of RMTs in the job shop. For a job shop with
n workstations and
RMTs, the number of RMTs at the
jth workstation
is a non-negative integer, which can be described with following constraints:
For these constraints, the truncation
and fractional approach [
5] are utilized with
Therefore, when the sum of the RMTs exceeds , is obtained with the fractional discrete value. Otherwise, the truncated value is chosen.
3. Operator-Based Adaptive Capacity Control
For the capacity controller design, an improved operator-based adaptive capacity control method is proposed. Within this method, the multi-workstation job shop system is firstly decoupled into a set number of SISO systems. Thereafter, a local controller of the decoupled SISO system is designed based on operator theory, where an ISPI tracking controller is proposed according to the RRCF (ISPI-RRCF) method, and a neuron algorithm is used to optimize the parameters of the ISPI-RRCF controller. In this section, the content includes the mathematical preliminaries of operator theory, the decoupling control of the MIMO system, and the local adaptive capacity control of the decoupled SISO systems.
3.1. Mathematical Preliminaries
In operator theory, a job shop manufacturing system can be represented by an operator
Q, which is a mapping from the input space
to the output space
. The domain and range of
Q are defined with
and
, respectively.
donates the set of all nonlinear operators, and the Lipschitz semi-norm of
Q on
is defined via
For such complex job shop systems, the purpose is to design an adaptive capacity controller to guarantee that the job shop works at a predefined level. When the semi-norm is finite, the system is called finite-gain input–output stable (simply called ‘stable’). The operator-based definitions and theorems are given as follows; cf. [
5] for details.
Definition 1. Consider a causal and stabilizable operator.
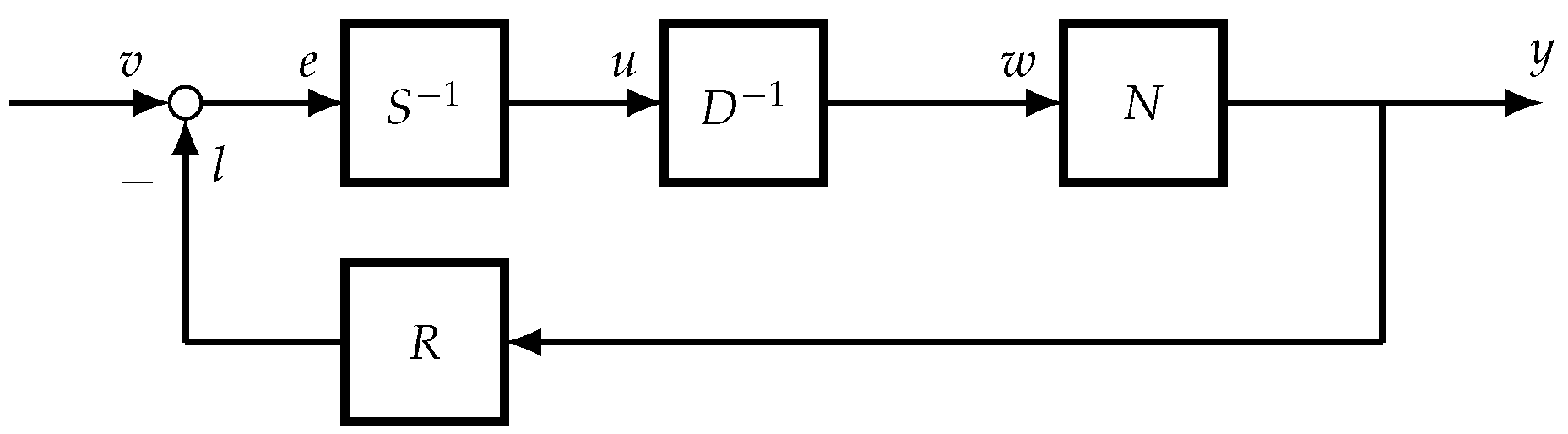
It has the right factorization, where N is causal and stable, while D is causal, stable, and invertible. Then, the right coprime factorization (RCF) of Q, which is shown in Figure 2, is defined based on the Bezout identity:whereandare causal and stable, andis a unimodular operator.
As shown in
Figure 2, except for the input signal
u and the output signal
y, there exists a quasi-state signal
w from the right factorization.
v and
l are the referred and feedback signals, and is the error. With this definition, the dynamics of this control system can be described with the following theorem [
5].
Theorem 1. Consider a causal and stabilizable operator . If it has RCF, then this system is stable and can be equivalent to .
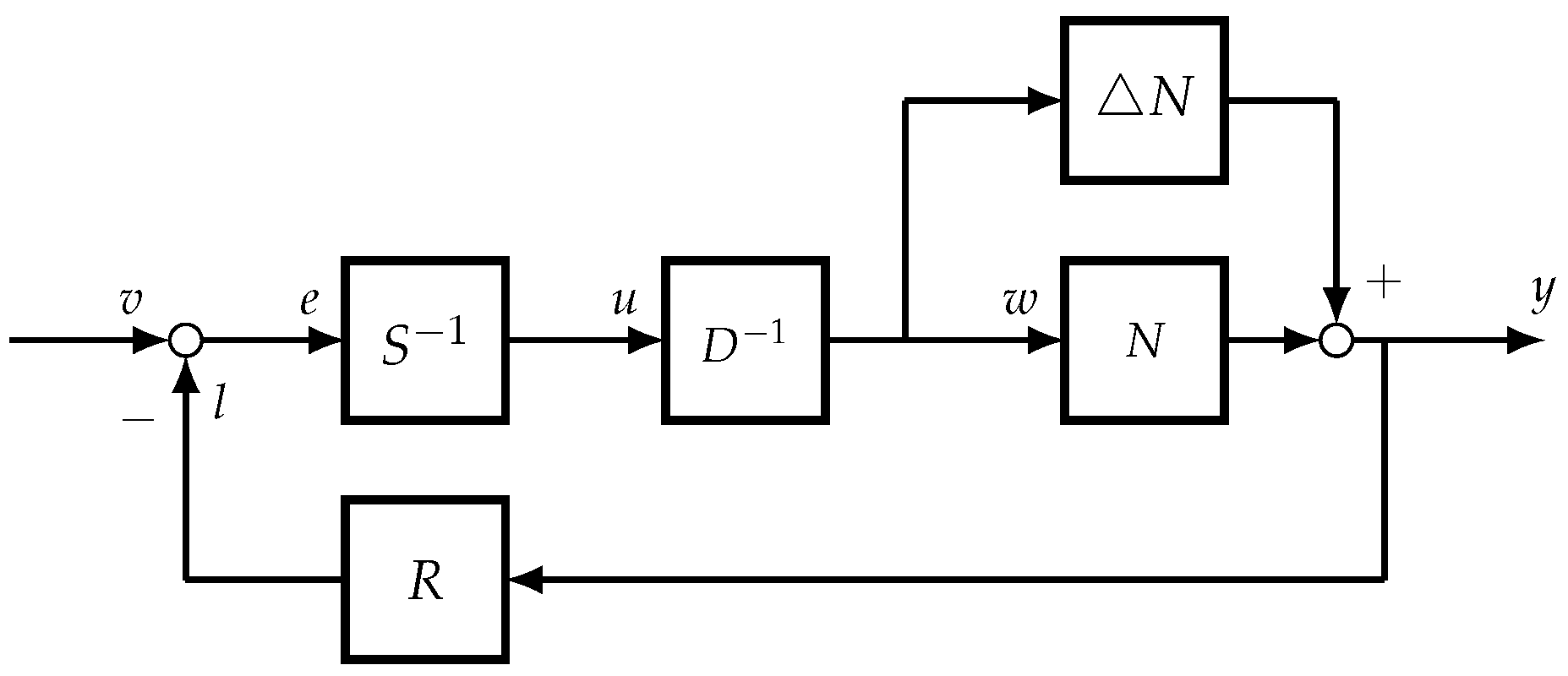
When considering bounded uncertainties or disturbances, if the above system
Q still has the right factorization with
where
is an unknown bounded operator, then the following definition is given.
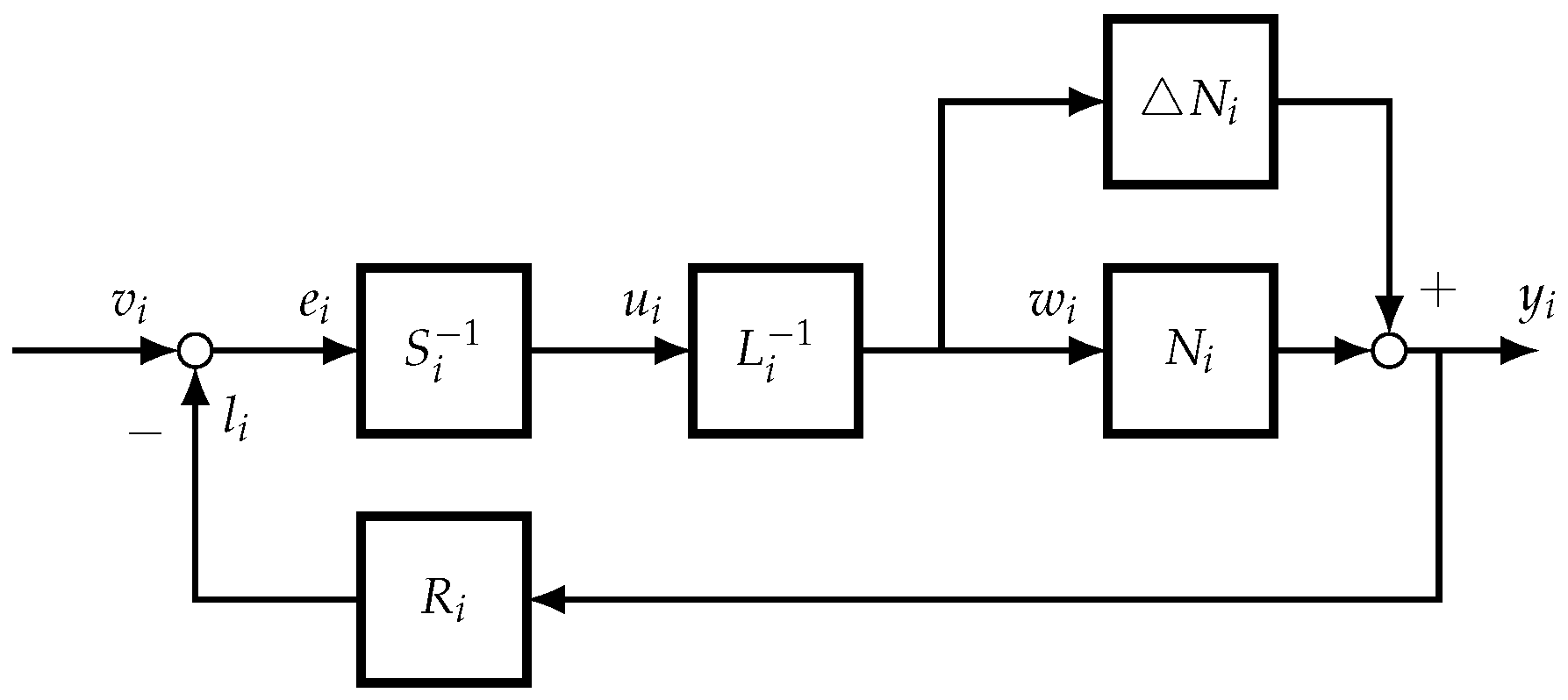
Definition 2. Consider a bounded disturbed system Q (8). If there exist two operators R and S satisfying the Bezout identity , then, the system has robust right coprime factorization (RRCF), as shown in Figure 3, where is also a unimodular operator.
Similarly to the Theorem 1, the RRCF of the disturbed system can be equivalent to . These definitions provide an effective tool for the control and analysis of a class of nonlinear systems, especially for complex dynamic job shops. The details of the controller design process are introduced in the following; these include the decoupling controller design for MIMO systems and the local adaptive capacity control of SISO systems.
3.2. Decoupling Control for MIMO Systems
A multi-workstation, multi-product job shop manufacturing process is a typical MIMO system with various delays, uncertainties, and couplings. From the definitions in
Section 3.1, RRCF was adopted in the capacity control of this system. Based on the mathematical model in (
4), the input rate from the initial stage
was assumed to randomly change with a Gaussian distribution, which was considered the uncertainty of the system. The disturbance
, e.g., the rush order, which was also from the initial stage, was included in the uncertainty
, which was represented by
. Then, the right factorization of the complex MIMO system was
, where the
N and
D were designed with
In (
9), there are couplings among the input signals
for
, which can be described as
n linear equations. The solution is obtained with
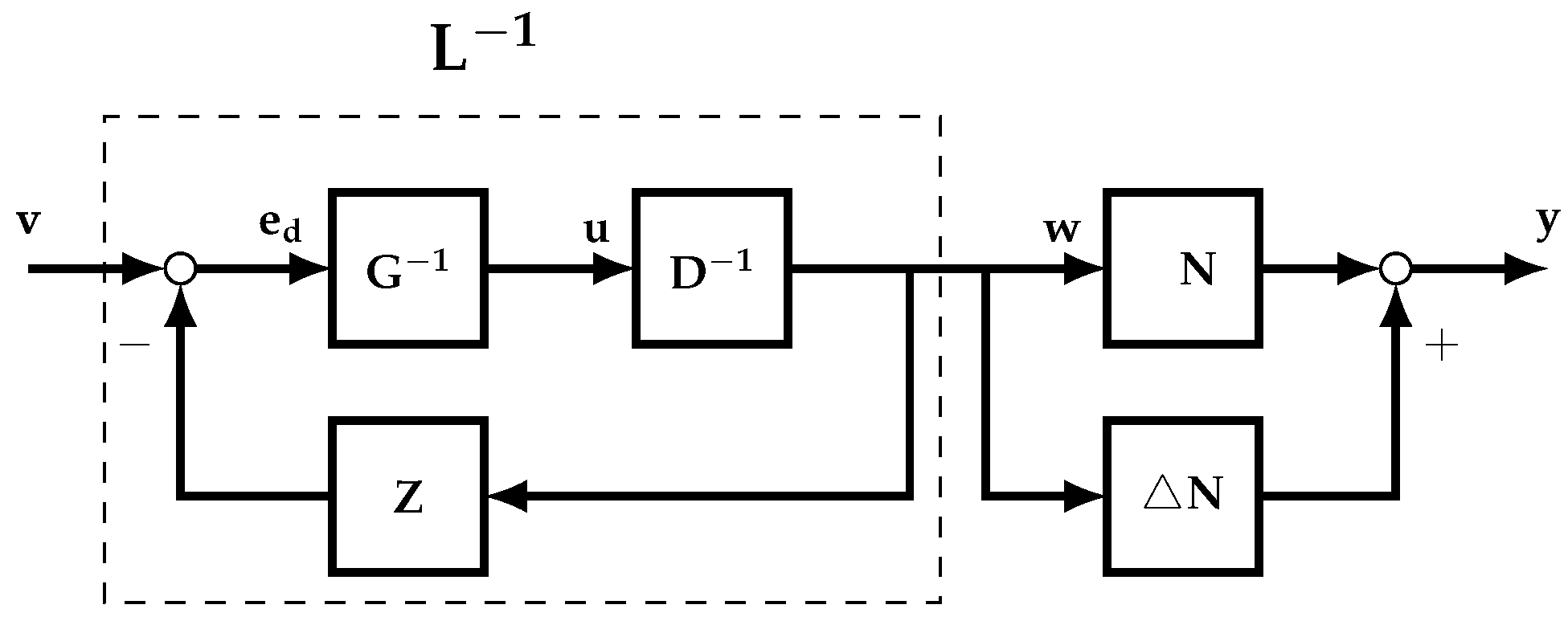
. In order to simplify the computation for the RRCF-based capacity control of the MIMO system, the following theorem is given for the decoupling controller design [
5].
Theorem 2. Consider the decoupling control system shown in Figure 4. If there exists a linear operator G and a stable and invertible operator Z withto ensure that is stable and invertible, then the MIMO system is decoupled, where ) is the decoupled operator with . With this theorem, the stability of the decoupled job shop system can be proved based on the following proposition (cf. Proposition 1 in [
5] for a detailed proof).
Proposition 1. Consider the system (4). Let the decoupling parameters be finite with , let be the identity operator, and let be unimodular for , such thatholds; then,holds. Furthermore, is stable and invertible if is sufficiently large. 3.3. Local Adaptive Capacity Control
The above decoupling controller transformed the MIMO system into n independent SISO systems. Then, while considering each decoupled SISO system, the local adaptive capacity controller is designed in two parts, namely, the RRCF controller and adaptive tracking controller for the robustness and tracking performance, respectively.
For the decoupled SISO system, the RRCF operators and are designed with the Bezout identity: Then, the following theorem is presented.
Theorem 3. Consider the MIMO system (4) with the decoupling controller in Proposition 1. If the ith workstation has its local RRCF controller,for , and the RRCF control parameter , then the feedback control system shown in Figure 5 is stable. Proof. The coupling system (
4) can be represented with
for
by using Proposition 1. According to the definition of RRCF 2, let
Additionally, according to Theorem 1, the control system can be equivalent, and its Lipschitz semi-norm is
Because the uncertainty is bounded, the Lipschitz semi-norm is finite. Finally, this can prove that the above local RRCF control system is stable. □
Based on the RRCF controller designed for robust stability, a PI-type tracking controller (PI-RRCF), as proposed in [
16], was investigated. Though integration could eliminate static differences and improve control accuracy, it may cause a large deviation in the system output during the start-up or in face of significant changes with respect to the set value, which would lead to the accumulation of integrations with the resulting overshoot or oscillation [
32]. To solve these problems, therefore, an integral-separation PI tracking controller is proposed, which is called ISPI-RRCF algorithm; cf.
Figure 6 for a sketch. Then, the tracking controller
in the
workstation is designed as
where
and
are tracking parameters,
is the integral term selector switch coefficient, and
is the threshold, i.e.,
From (
19) and (
20), it can be seen that the integration does not work in the case of overshoot when the deviation exceeds the given threshold, and conversely. the integration would be (re-)introduced to minimize the static error once the deviation falls into the threshold. Now, the ISPI-RRCF feedback tracking control system is discussed with the following theorem.
Theorem 4. Given the bounded and disturbed MIMO system (4) and the tracking operator in (19), the closed-loop system in Figure 6 is stable. Proof. When the system is at the initial zero state, as shown in
Figure 6, it obtains
with
By calculating the Laplace transformation of (
21), it can be represented with
Let
; then, the Lipschitz semi-norm is obtained via
Hence, the above feedback tracking control system is stable. □
To improve the tracking control performance in complex dynamic environments, the parameters of the PI-type control are usually adaptively tuned by metaheuristic algorithms [
33]. In this paper, an artificial neural network (ANN) method was considered, and a single neuron was utilized to adaptively adjust the parameters of the tracking controllers [
34] (i.e.,
,
in (
19)). In this case, the inputs of the single neuron were defined as
and
,
, where
is the error between the desired and current feedback of the system, and
represents the previous error. By using the connection weights of
in the single neuron, the relationship between the input
and the
output
in the context of incremental PI control is given as
where
is a weighting coefficient, and
is the proportional coefficient of the neuron. Concerning the self-adaptive learning rules, the supervised Hebb learning algorithm was adopted; this included the learning rate
and the correlative functions of input
, output
, and output error
of the neuron, i.e.,
With the update of the iteration, the parameters of the tracking controllers for all workstations would be changed, and satisfactory tracking performance could be guaranteed in the presence of disturbances and delays.
Overall, the adaptive integral separation PI combined with the RRCF (ISPI-RRCF) method for WIP tracking control via RMTs is outlined in Algorithm 1.
| Algorithm 1 Framework of the adaptive ISPI-RRCF |
- Require:
Given the MIMO system with disturbances ; - 1:
Transfer the MIMO system into a set number of SISO systems via decoupling controllers and ; - 2:
Design RRCF controllers and for each decoupled SISO system (workstation) to guarantee stability in the presence of uncertainty and delays. - 3:
Adopt ISPI controllers for WIP tracking while decreasing overshoot; - 4:
Optimize the parameters of the -based single neuron to improve the transient and robustness performance; - Ensure:
Converged WIP level (output) for each workstation within a given prescribed threshold through the assignment of RMTs (input).
|
5. Conclusions
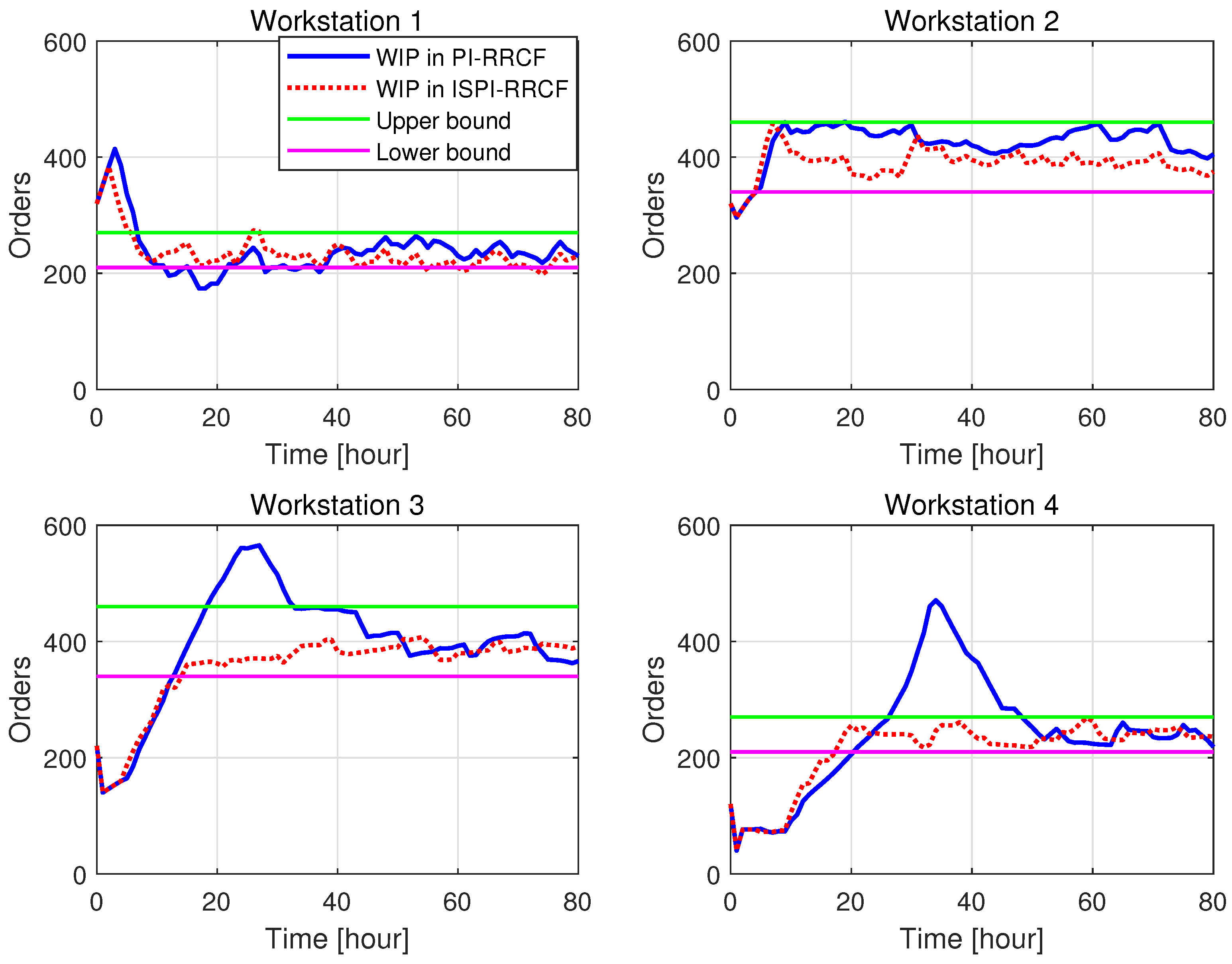
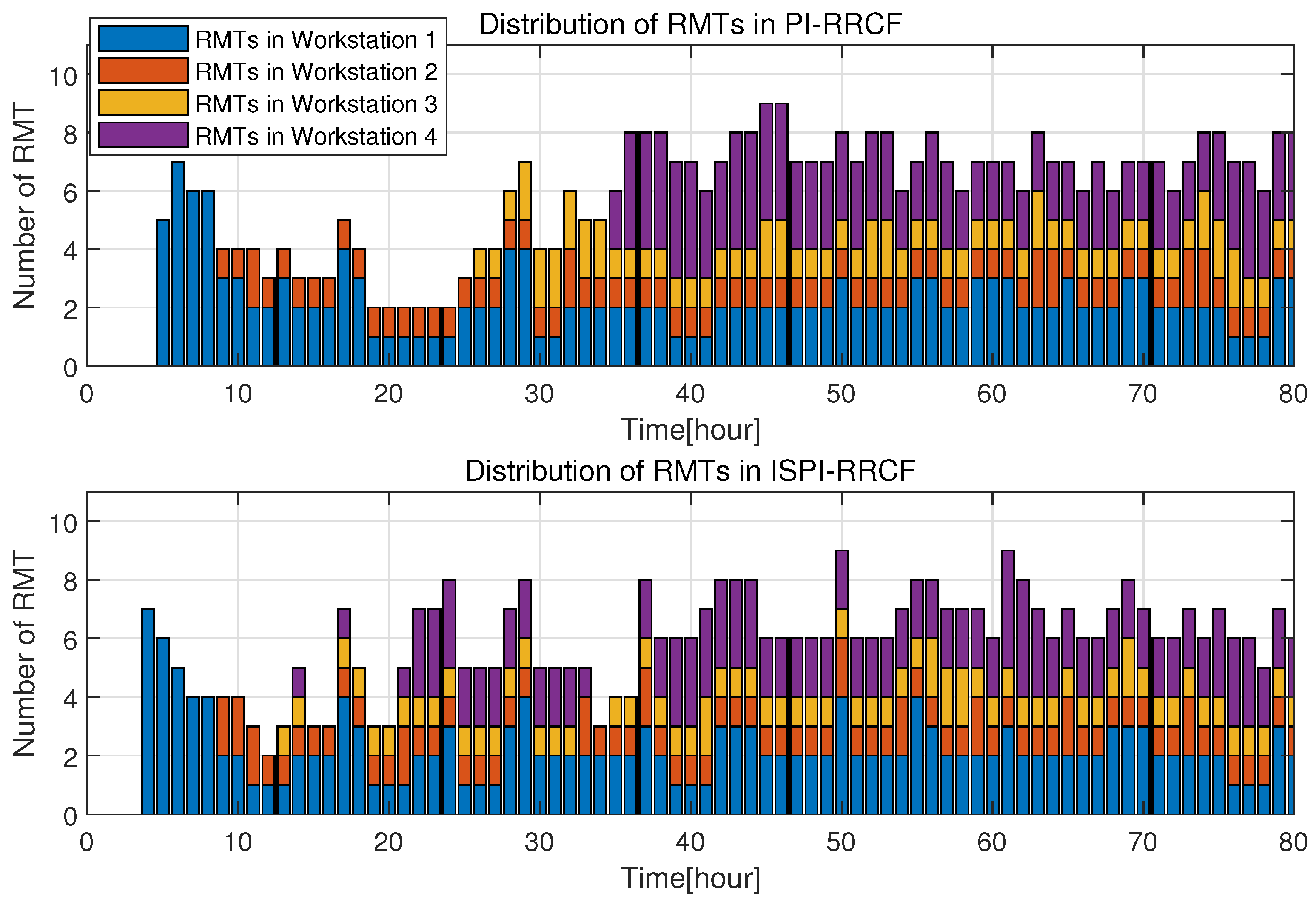
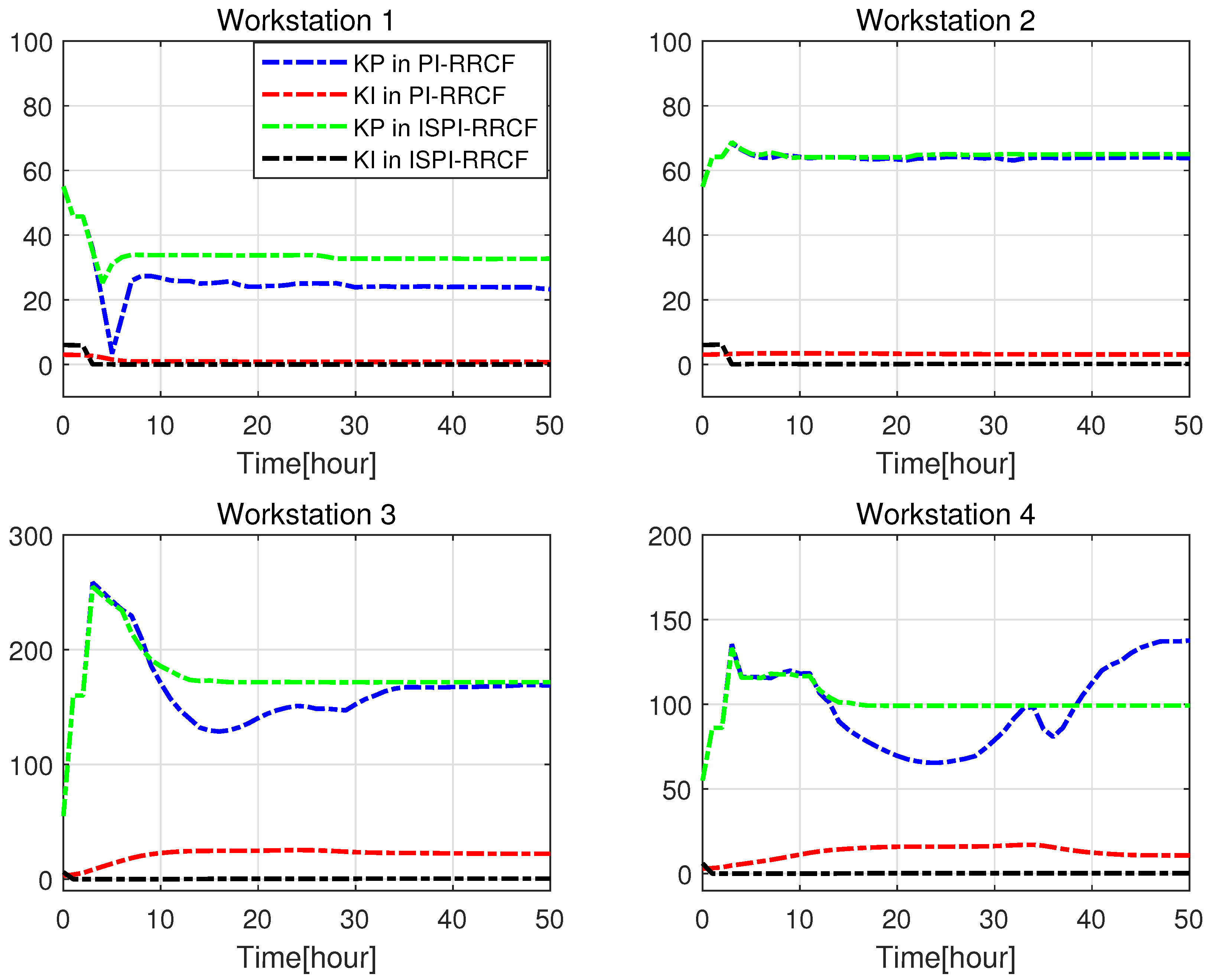
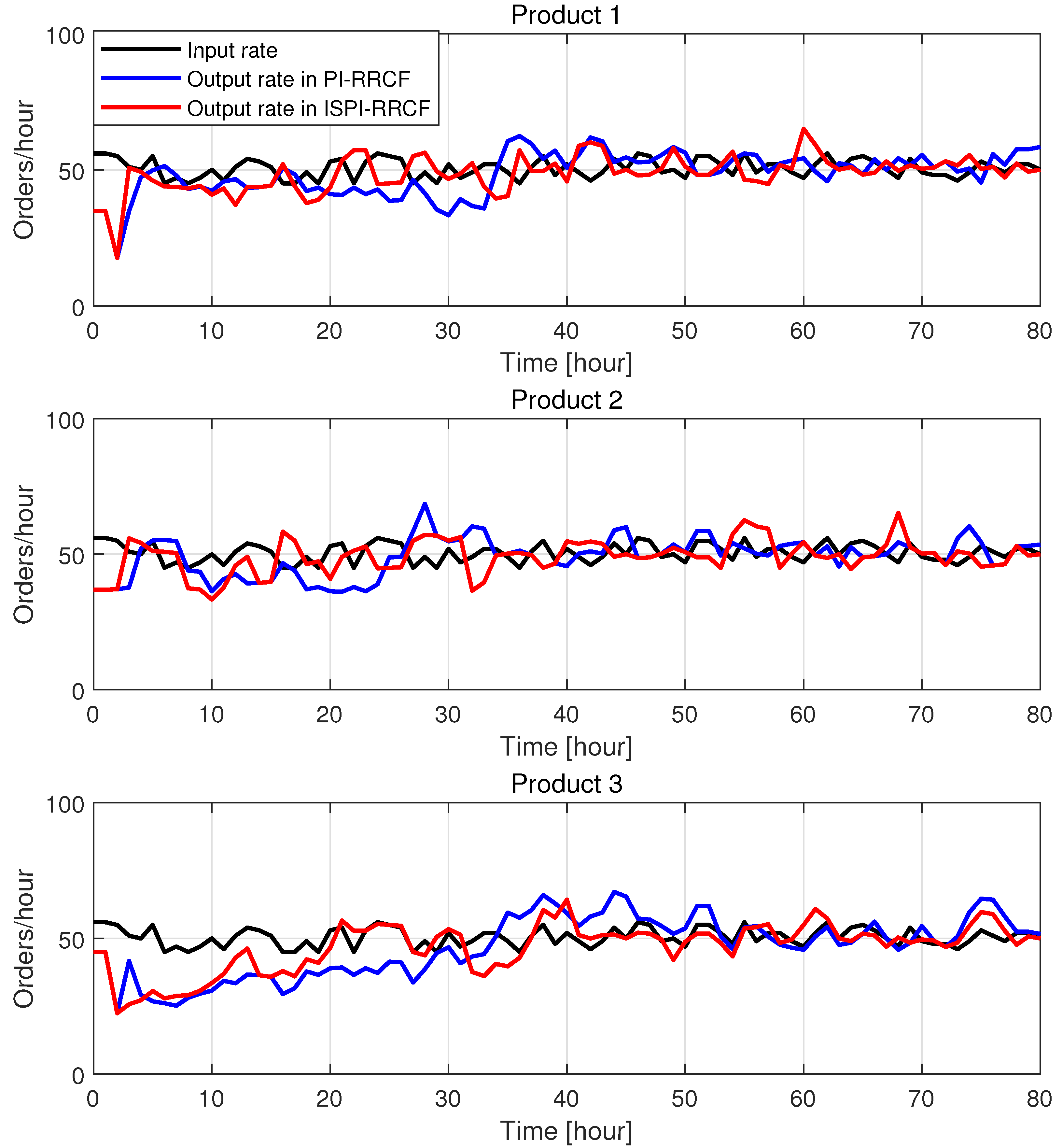
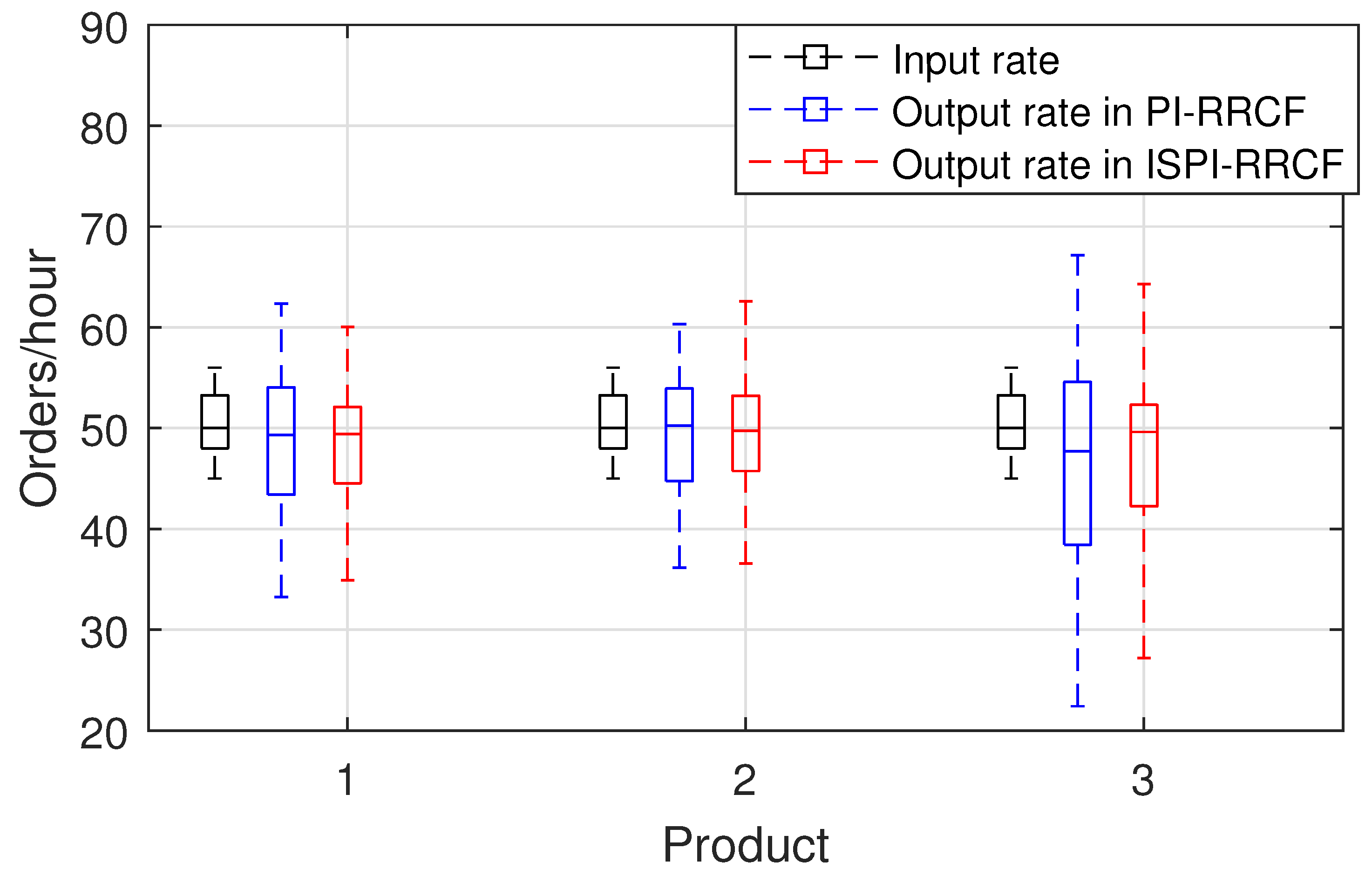
This paper focused on the adaptive tracking capacity control of complex job shops. Considering stochastic customer demands, an improved ISPI-RRCF adaptive capacity control method was proposed to enhance the transient and robustness performance. Considering the customized flexibility of RMTs and the complexity of job shops, including stochastic customer demands, reconfiguration delays of RMTs, and transportation delays between workstations, a funnel-based mathematical model was introduced for the capacity controller design. Based on this model, an operator-based capacity controller was designed, which included a decoupling controller for the MIMO system and, later, a local ISPI-RRCF capacity controller for decoupled SISO systems. In particular, the local ISPI-RRCF controller was designed by including an RRCF controller and ISPI tracking controller, where the parameters were dynamically optimized by a single neuron based on the supervised Hebb learning algorithm. The stability of the closed-loop system was theoretically proven based on the Lipschitz norm. Finally, a case study for the capacity control of a job shop system was implemented in a simulation. The transient and robustness performance of the proposed ISPI-RRCF control system was analyzed and compared with that of a previous PI-RRCF control system. The results showed that when considering the system performance indexes, both the proposed ISPI-RRCF and the previous PI-RRCF capacity control systems could keep the WIP of all workstations in the vicinity of the planned levels and could keep the output rate of the products close to the input rates. However, for the control performance indexes, the proposed ISPI-RRCF system had a better transient performance with smaller overshoots and shorter settling times, as well as better robustness, with a smaller MAE and SDAE. Therefore, the effectiveness of the proposed adaptive ISPI-RRCF capacity control algorithm could be proven due to the avoidance of serious bottlenecks and the balancing of capacity distribution problems. This research also provides new opportunities for manufacturers for higher productivity, lower costs, and greater customer satisfaction when facing challenges from quickly changing markets, new technological revolutions, and sustainable manufacturing.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}