


Drying Behaviour of Western Hemlock with Schedules Developed for Norway Spruce and Scots Pine


Abstract
:1. Introduction
2. Materials and Methods
2.1. Gravimetric MC Measurements
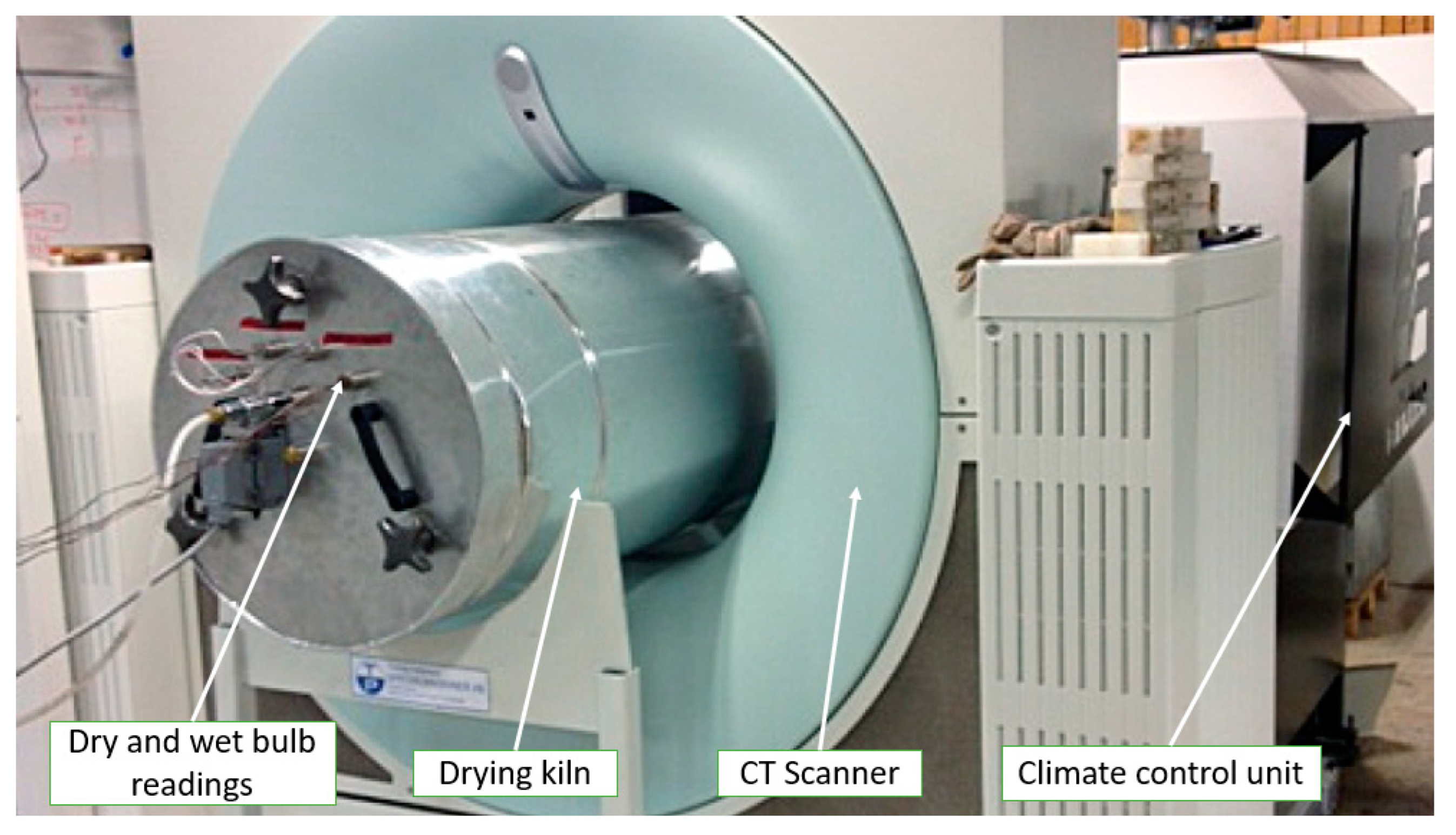
2.2. Kiln Drying and CT Scanning
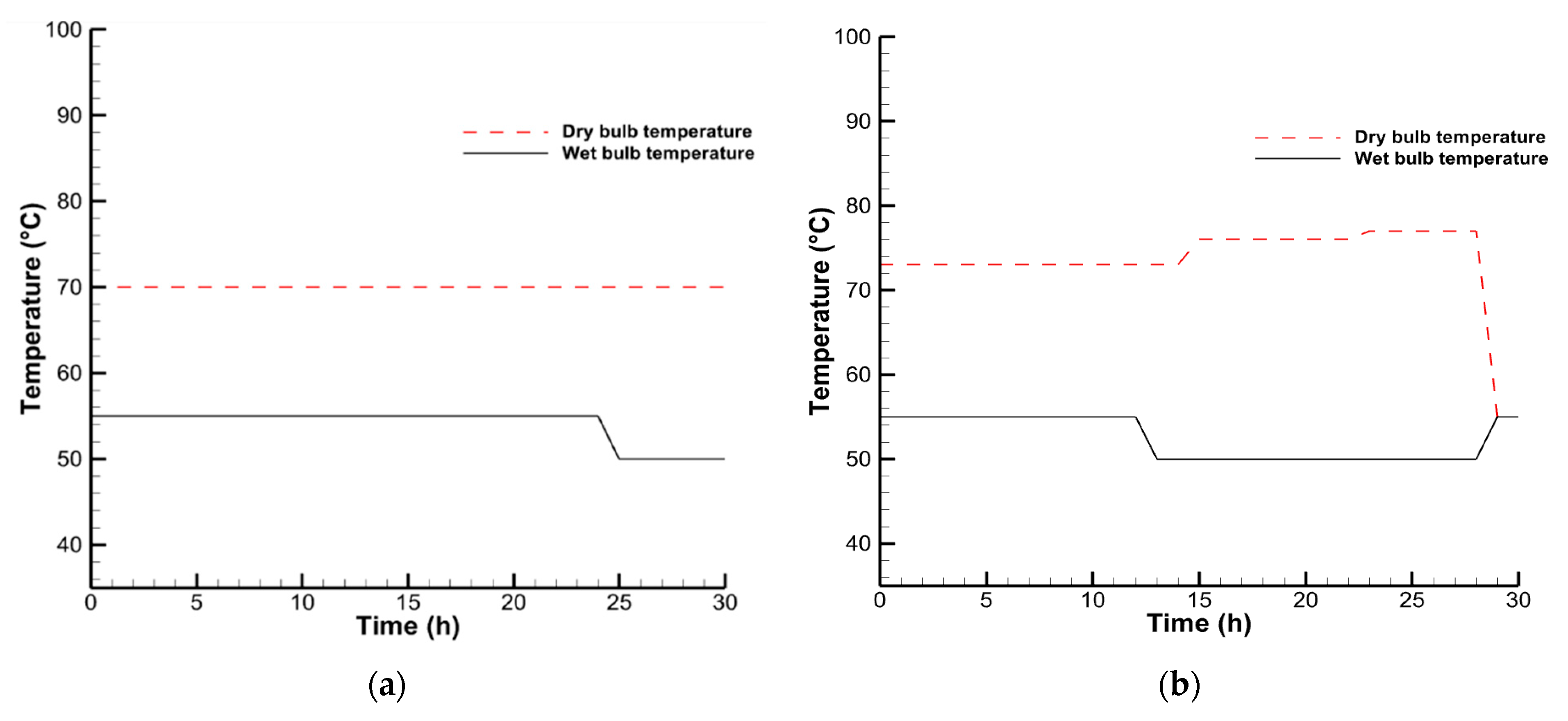
2.3. Drying Schedule
2.4. MC Calculations from the CT Images
2.5. Drying Rate
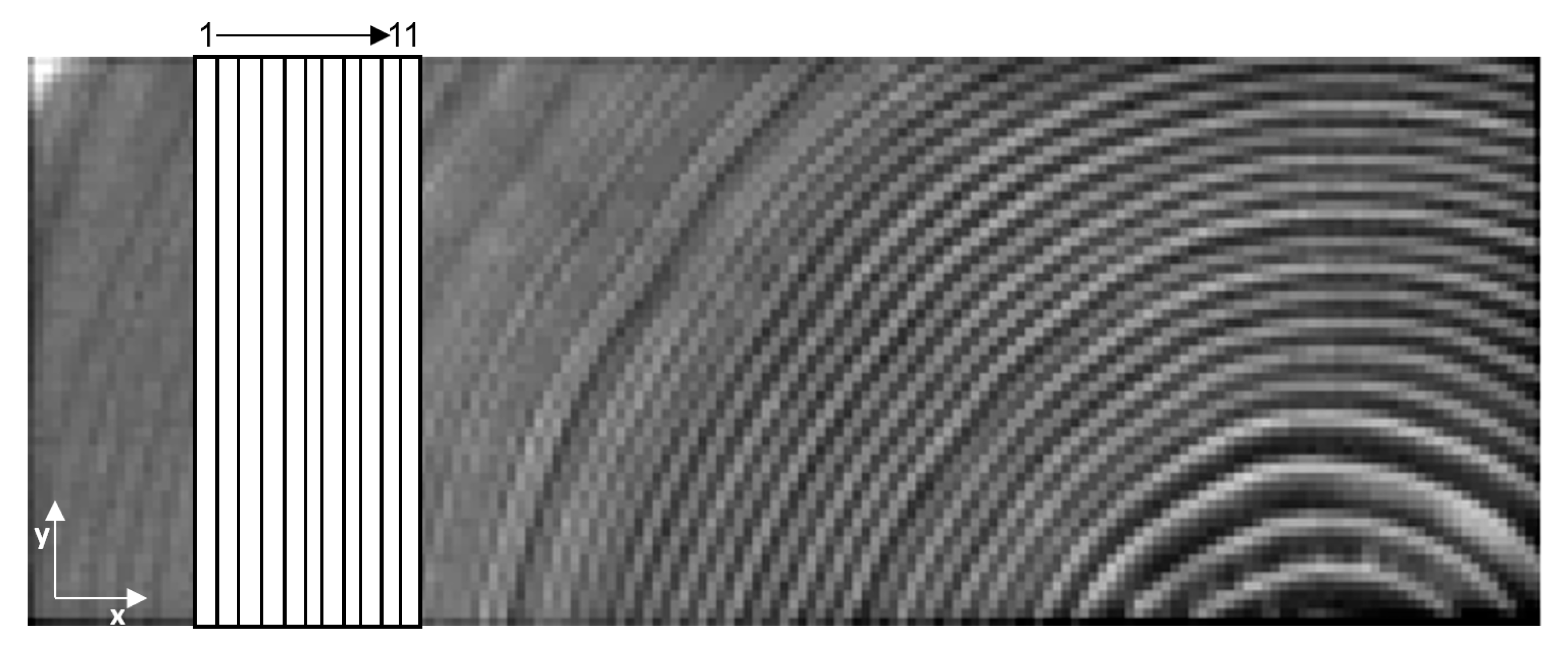
2.6. Moisture Gradient
3. Results and Discussions
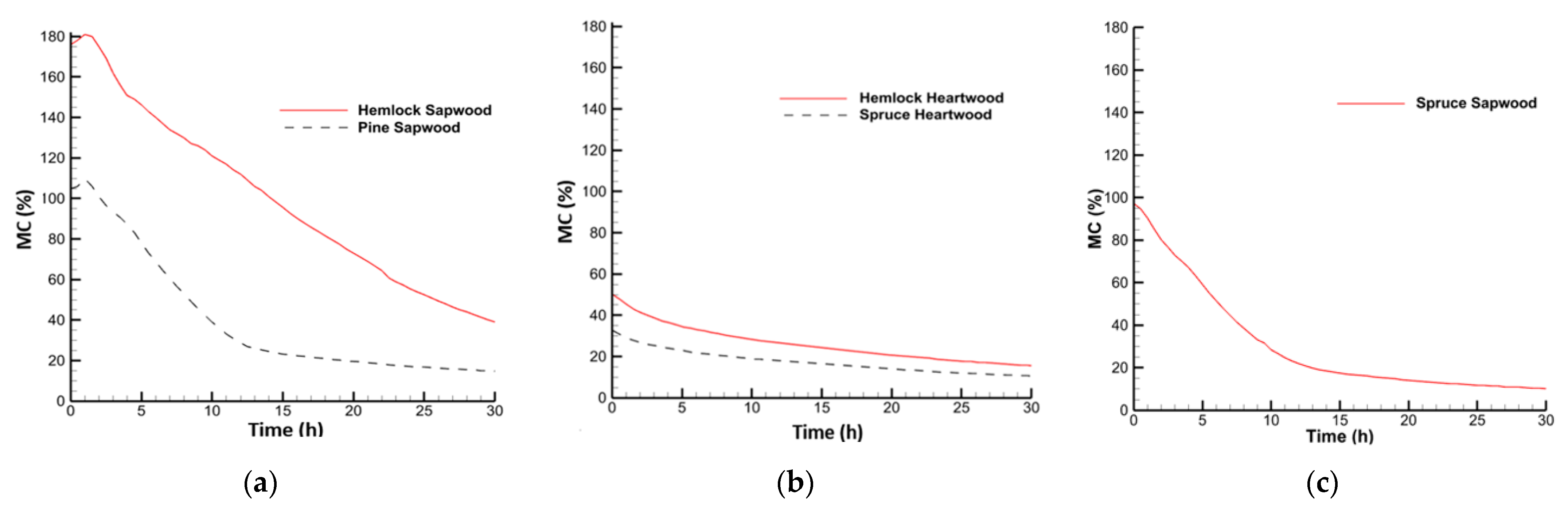
3.1. Average MC Loss
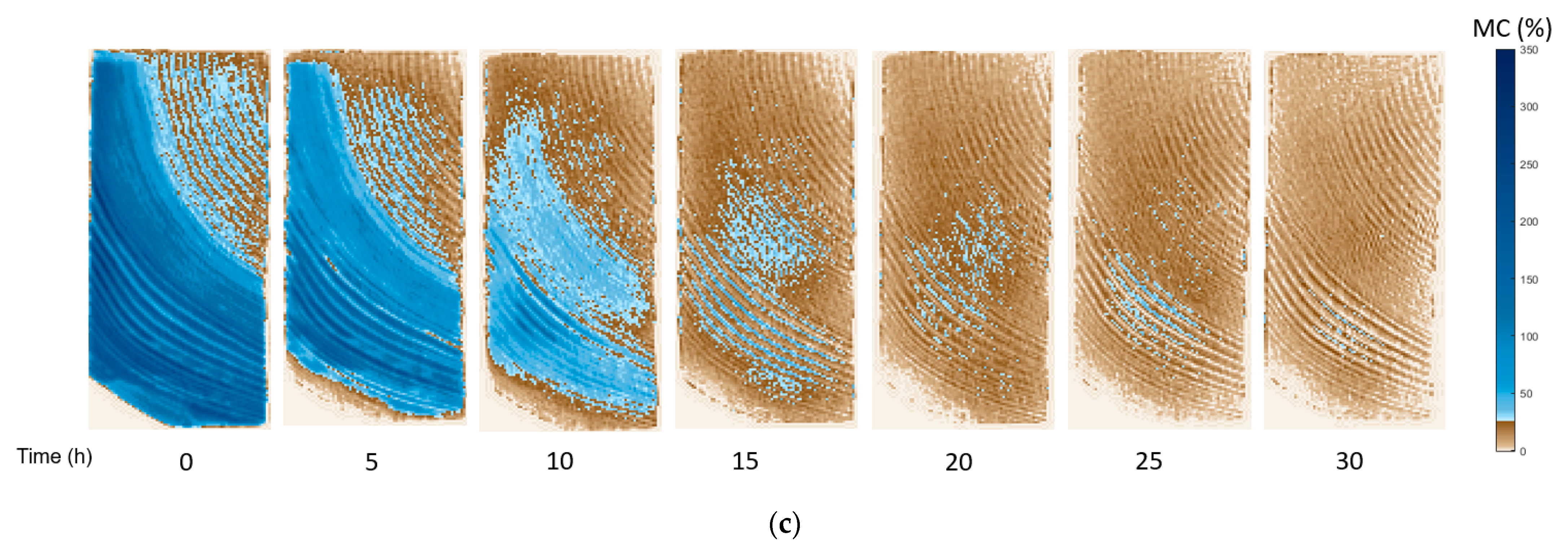
3.2. MC Distribution


3.3. Drying Rate
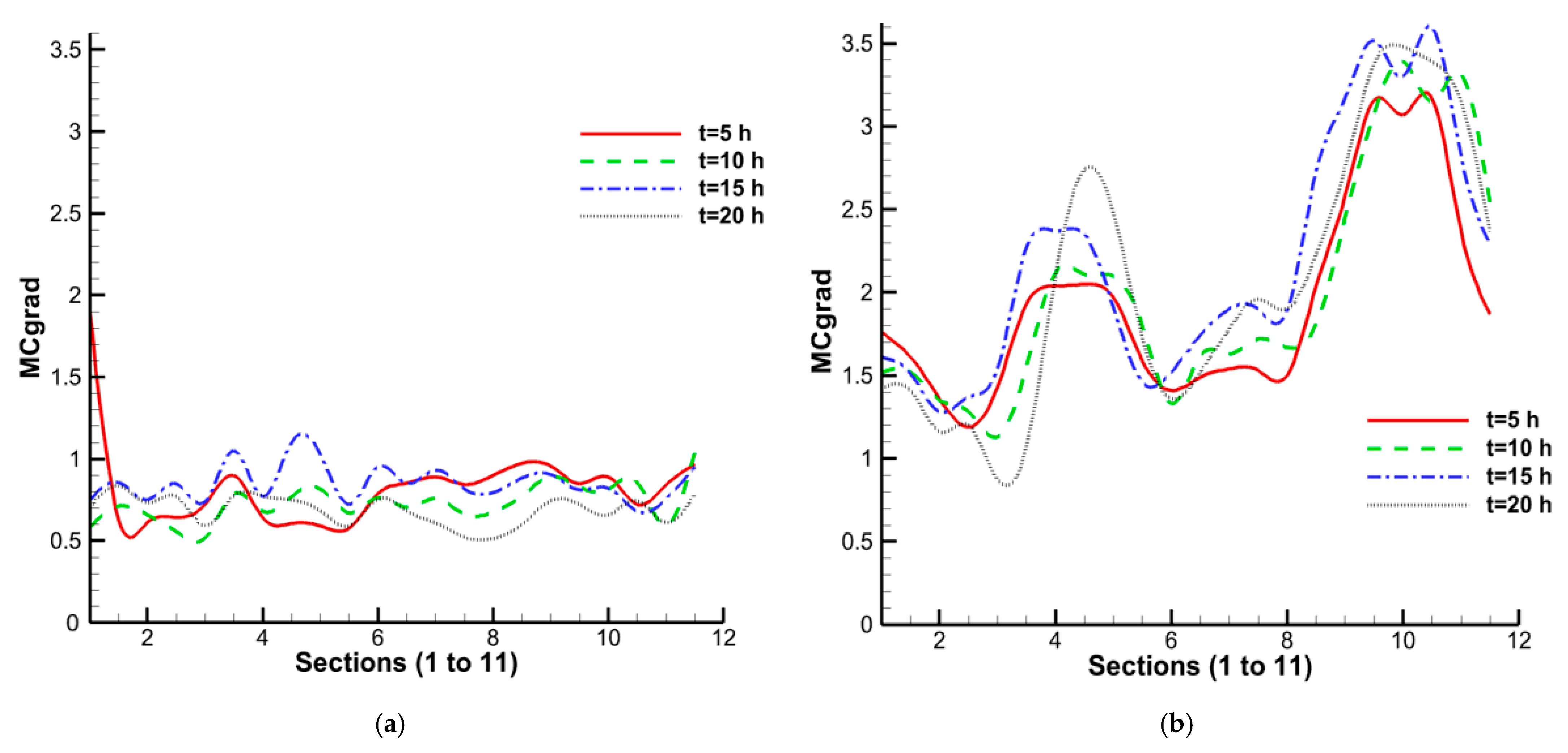
3.4. MC Gradient
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sehlstedt-Persson, M. Impact of Drying and Heat Treatment on Physical Properties and Durability of Solid Wood. Ph.D. Thesis, Luleå University of Technology, Wood Science and Engineering, Skellefteå, Sweden, 2008. [Google Scholar]
- Yin, Q.; Liu, H.-H. Drying stress and strain of wood: A review. Appl. Sci. 2021, 11, 5023. [Google Scholar] [CrossRef]
- Niemz, P.; Teischinger, A.; Sandberg, D. Springer Handbook of Wood Science and Technology; Springer Nature: Cham, Switzerland, 2023. [Google Scholar]
- Jozsa, L.; Munro, B.; Gordon, J.R. Basic Wood Properties of Second-Growth Western Hemlock; Special Publication SP-38; Forintek Canada Corp.: Fredericton, NB, Canada, 1998. [Google Scholar]
- Shahverdi, M.; Oliveira, L.; Avramidis, S. Kiln-drying optimisation for quality pacific coast hemlock timber. Dry. Technol. 2017, 35, 1867–1873. [Google Scholar] [CrossRef]
- Moya, R.; Muñoz, F.; Jeremic, D.; Berrocal, A. Visual identification, physical properties, ash composition, and water diffusion of wetwood in Gmelina arborea. Can. J. For. Res. 2009, 39, 537–545. [Google Scholar] [CrossRef]
- Ward, J.C.; Pong, W.Y. Wetwood in Trees: A Timber Resource Problem; General Technical Report PNW-112; US Department of Agriculture, Forest Service, Pacific Northwest Forest and Range Experiment Station: Portland, OR, USA, 1980; p. 60. [Google Scholar]
- Kozlik, C.J. Problems of drying western hemlock heartwood to a uniform final moisture content. In Proceedings of the 21st Annual Meeting of Western Dry Kiln Clubs; Washington-Idaho-Montana Seasoning Club: Missoula, MT, USA, 1970; pp. 55–61. [Google Scholar]
- Ward, J.C.; Kozlik, C.J. Kiln drying sinker heartwood from young-growth western hemlock: Preliminary evaluation. In Proceedings of the 26th Annual Meeting of Western Dry Kiln Clubs; Oregon State University: Corvallis, OR, USA, 1975; pp. 44–63. [Google Scholar]
- Rahimi, S.; Avramidis, S.; Lazarescu, C. Estimating moisture content variation in kiln dried Pacific coast hemlock. Holzforschung 2022, 76, 26–36. [Google Scholar] [CrossRef]
- Rahimi, S.; Nasir, V.; Avramidis, S.; Sassani, F. Benchmarking moisture prediction in kiln-dried Pacific Coast hemlock wood. Int. Wood Prod. J. 2022, 13, 219–226. [Google Scholar] [CrossRef]
- Elustondo, D.; Avramidis, S. Stochastic numerical model for conventional kiln drying of timbers. J. Wood Sci. 2003, 49, 485–491. [Google Scholar] [CrossRef]
- Rohrbach, K.; Oliveira, L.; Avramidis, S. Drying schedule structure and subsequent post-drying equalisation effect on hemlock timber quality. Int. Wood Prod. J. 2014, 5, 55–64. [Google Scholar] [CrossRef]
- Berberović, A.; Milota, M.R. Impact of wood variability on the drying rate at different moisture content levels. For. Prod. J. 2011, 61, 435–442. [Google Scholar] [CrossRef]
- Chafe, S.A. Relationship between equilibrium moisture content and specific gravity in wood. J. Inst. Wood Sci. 1991, 12, 119–122. [Google Scholar]
- Hansson, L.; Couceiro, J.; Fjellner, B.-A. Estimation of shrinkage coefficients in radial and tangential directions from CT images. Wood Mater. Sci. Eng. 2017, 12, 251–256. [Google Scholar] [CrossRef]
- Florisson, S.; Hansson, L.; Couceiro, J.; Sandberg, D. Macroscopic X-ray computed tomography aided numerical modelling of moisture flow in sawn timber. Eur. J. Wood Wood Prod. 2022, 80, 1351–1365. [Google Scholar] [CrossRef]
- Ross, R.J. Wood Handbook: Wood as an Engineering Material; General Technical Report FPL-GTR-282; Department of Agriculture, Forest Service: Madison, WI, USA, 2021. [Google Scholar]
- Hansson, L.; Cherepanova, E. Determination of wood moisture properties using a CT-scanner in a controlled low-temperature environment. Wood Mater. Sci. Eng. 2012, 7, 87–92. [Google Scholar] [CrossRef]
- Poupet, B.; Couceiro, J.; Florisson, S.; Hansson, L.; Sandberg, D. Estimation of moisture distribution in sawn timber using computed tomography. In Proceedings of the WCTE 2023—2023 World Conference on Timber Engineering, Oslo, Norway, 19–22 June 2023. 7p. [Google Scholar]
- Esping, B. Trätorkning 2: Torkningsfel-åtgärder. [Wood Drying 2: Drying Failure and Actions]; Swedish Institute of Wood Technology Research (Trätek): Stockholm, Sweden, 1988. (In Swedish) [Google Scholar]
- Koumoutsakos, A.; Avramidis, S. Mass transfer characteristics of western hemlock and western red cedar. Holzforschung 2002, 56, 185–190. [Google Scholar] [CrossRef]
- Hansmann, C.; Wimmer, R.; Teischinger, A. Permeability of wood—A review. Drev. Vysk. 2002, 47, 1–16. [Google Scholar]
- Rayirath, P.; Avramidis, S. Some aspects of western hemlock air permeability. Maderas. Cienc. Y Tecnol. 2008, 10, 185–193. [Google Scholar]
- Moore, J. Wood Properties and Uses of Sitka Spruce in Britain; Research Report; Forestry Commission: Edinburgh, Scotland, 2011; 60p. [Google Scholar]
- Pang, S.; Wiberg, P. Model predicted and CT scanned moisture distribution in a Pinus radiata board during drying. Holz Als Roh-Und Werkst. 1998, 56, 9–14. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drying Run | Specimens | MC0 (%) |
|---|---|---|
| I | Pine sapwood | 107 |
| Hemlock sapwood | 176 | |
| II | Spruce heartwood | 35 |
| Hemlock heartwood | 51 | |
| III | Spruce sapwood | 95 |
| Hemlock sapwood | 146 |
| Drying Run | Specimens | Error (%) |
|---|---|---|
| I | Pine sapwood | 2.03 |
| Hemlock sapwood | 0.24 | |
| II | Spruce heartwood | 4.53 |
| Hemlock heartwood | 1.51 | |
| III | Spruce sapwood | 2.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hajian, E.; Couceiro, J.; Hansson, L.; Sandberg, D. Drying Behaviour of Western Hemlock with Schedules Developed for Norway Spruce and Scots Pine. Appl. Sci. 2023, 13, 11083. https://doi.org/10.3390/app131911083
Hajian E, Couceiro J, Hansson L, Sandberg D. Drying Behaviour of Western Hemlock with Schedules Developed for Norway Spruce and Scots Pine. Applied Sciences. 2023; 13(19):11083. https://doi.org/10.3390/app131911083
Chicago/Turabian StyleHajian, Ebrahim, José Couceiro, Lars Hansson, and Dick Sandberg. 2023. "Drying Behaviour of Western Hemlock with Schedules Developed for Norway Spruce and Scots Pine" Applied Sciences 13, no. 19: 11083. https://doi.org/10.3390/app131911083
APA StyleHajian, E., Couceiro, J., Hansson, L., & Sandberg, D. (2023). Drying Behaviour of Western Hemlock with Schedules Developed for Norway Spruce and Scots Pine. Applied Sciences, 13(19), 11083. https://doi.org/10.3390/app131911083