



Vibration Characterization and Fault Diagnosis of a Planetary Gearbox with a Wireless Embedded Sensor


_Chang.jpg)
Abstract
:1. Introduction
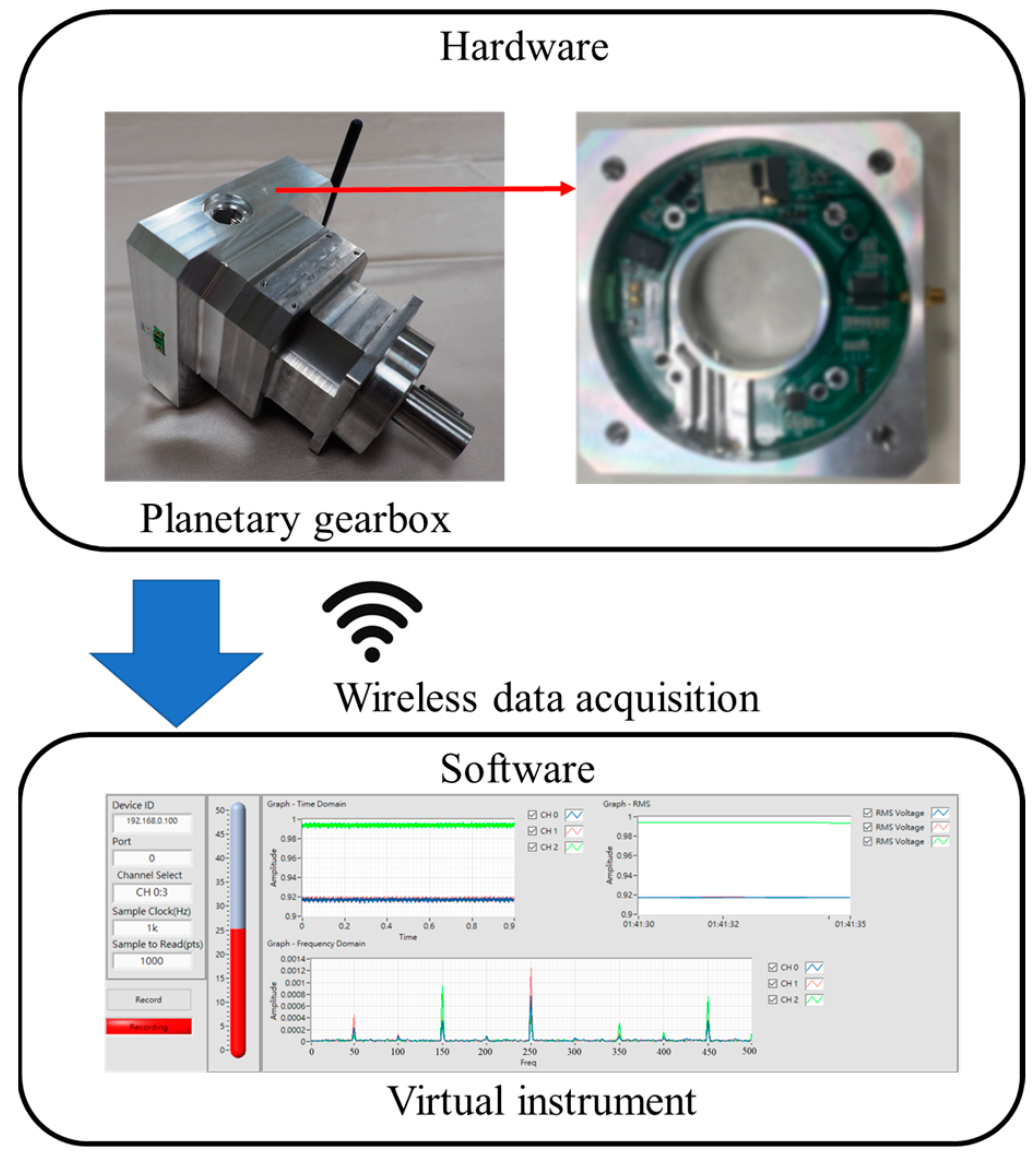
- To the authors’ best knowledge, no industrial planetary gearboxes use embedded sensors with wireless transmission. Gearbox mechanics are determined using a surface-mounted accelerometer. This requires a greater installation space, stable accelerometer wires and complex signal reading. This study establishes the first wireless embedded sensor in a gearbox to log mechanical signals and display them in a virtual instrument to allow Plug and Play for Internet of Things (IoT) applications.
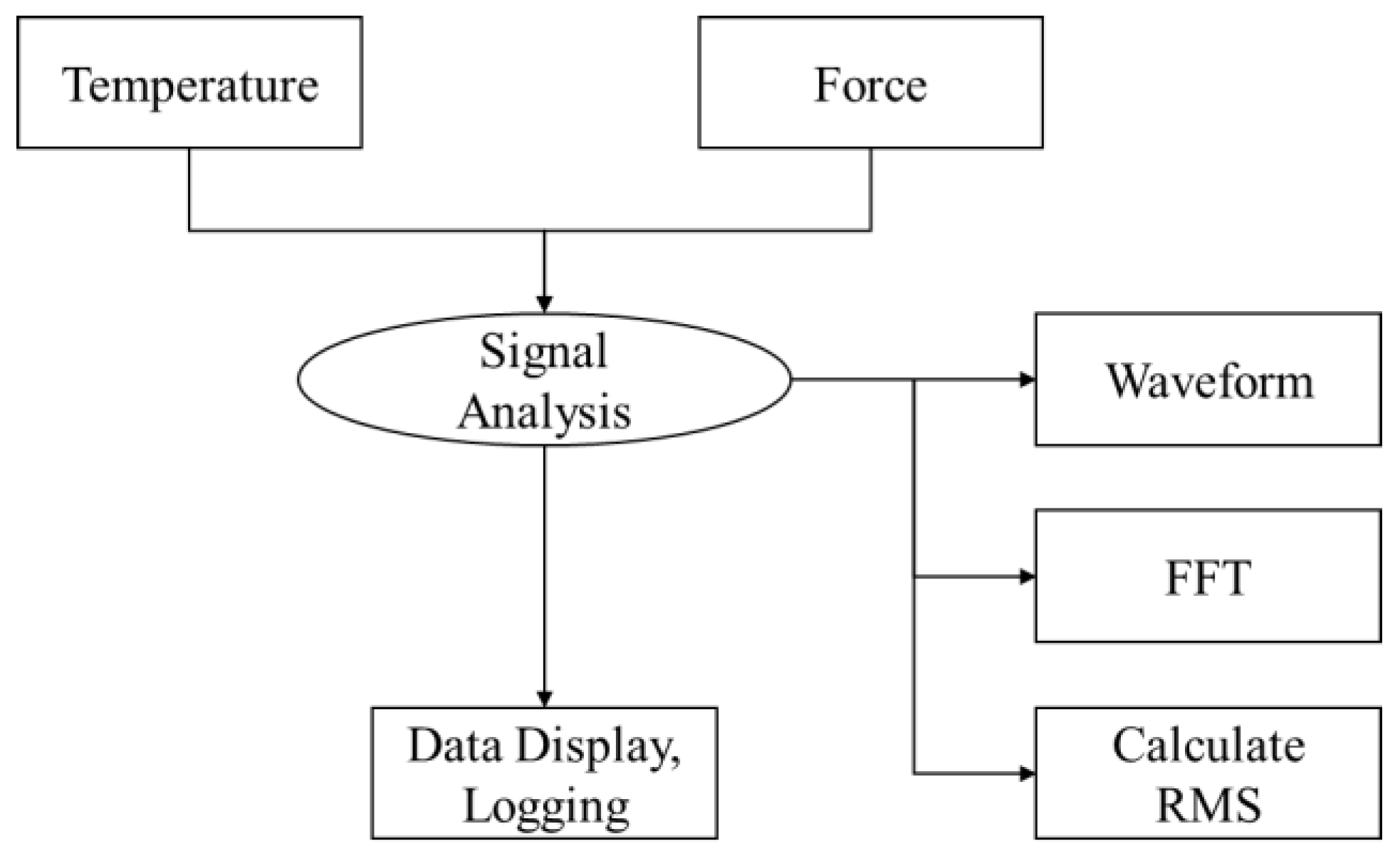
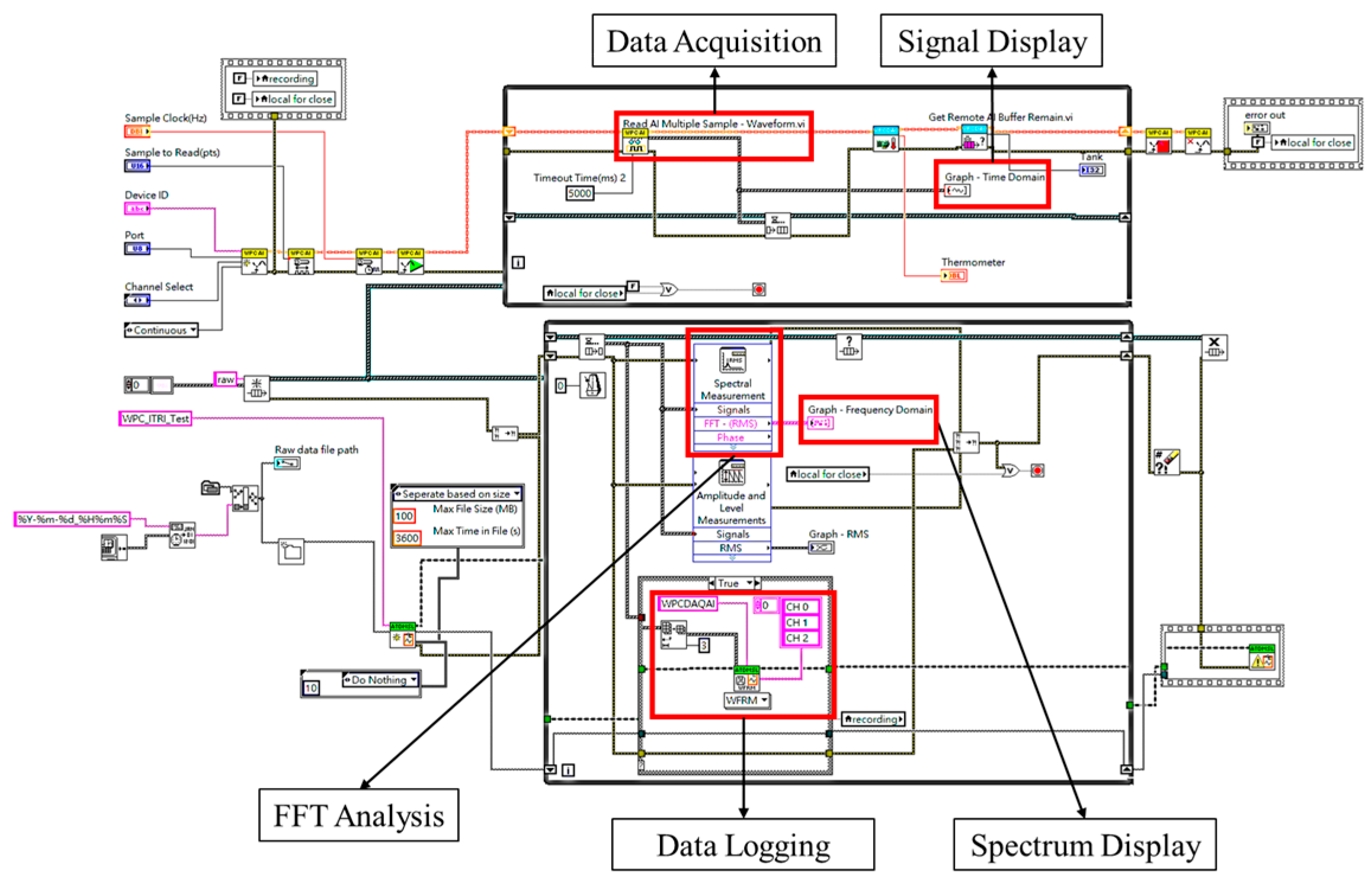
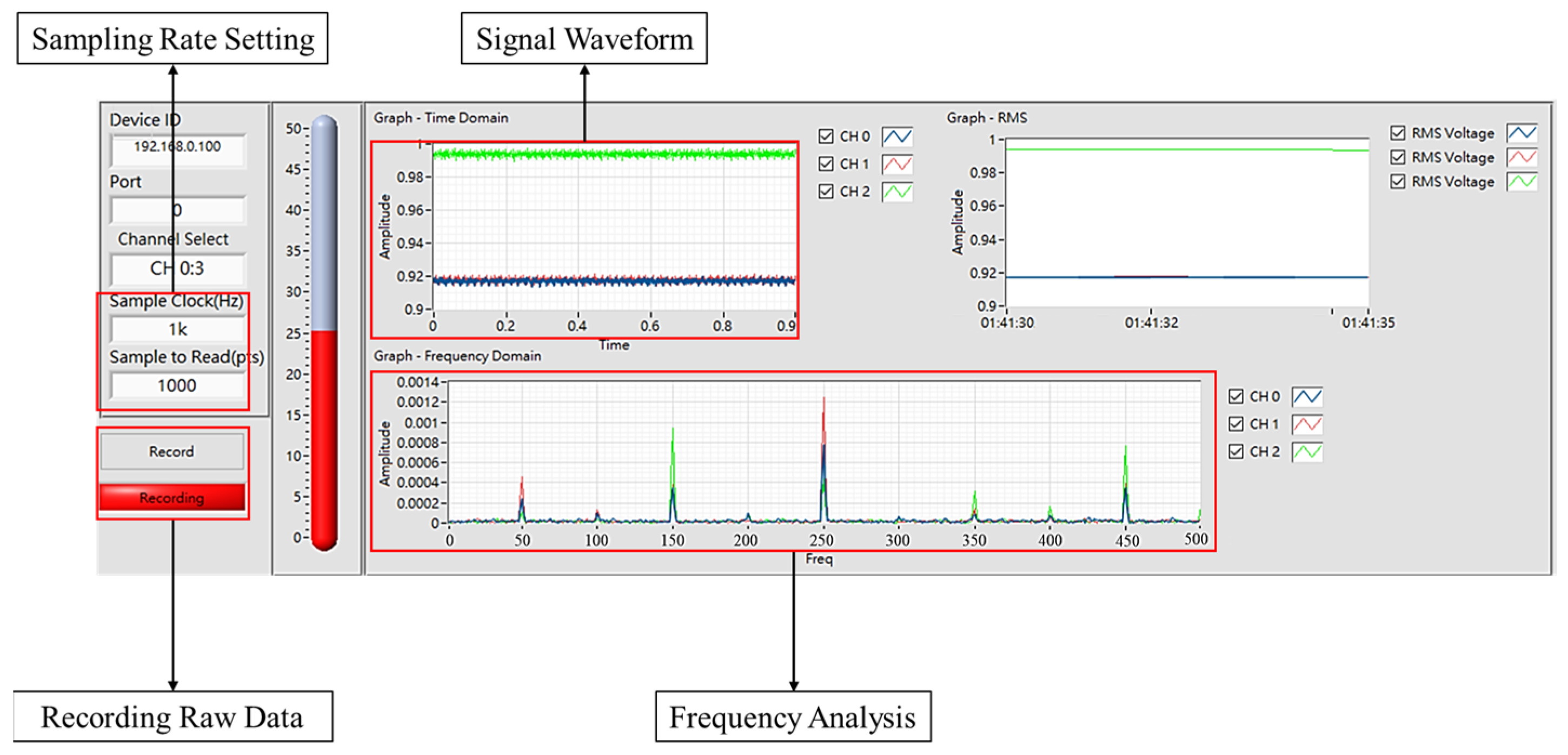
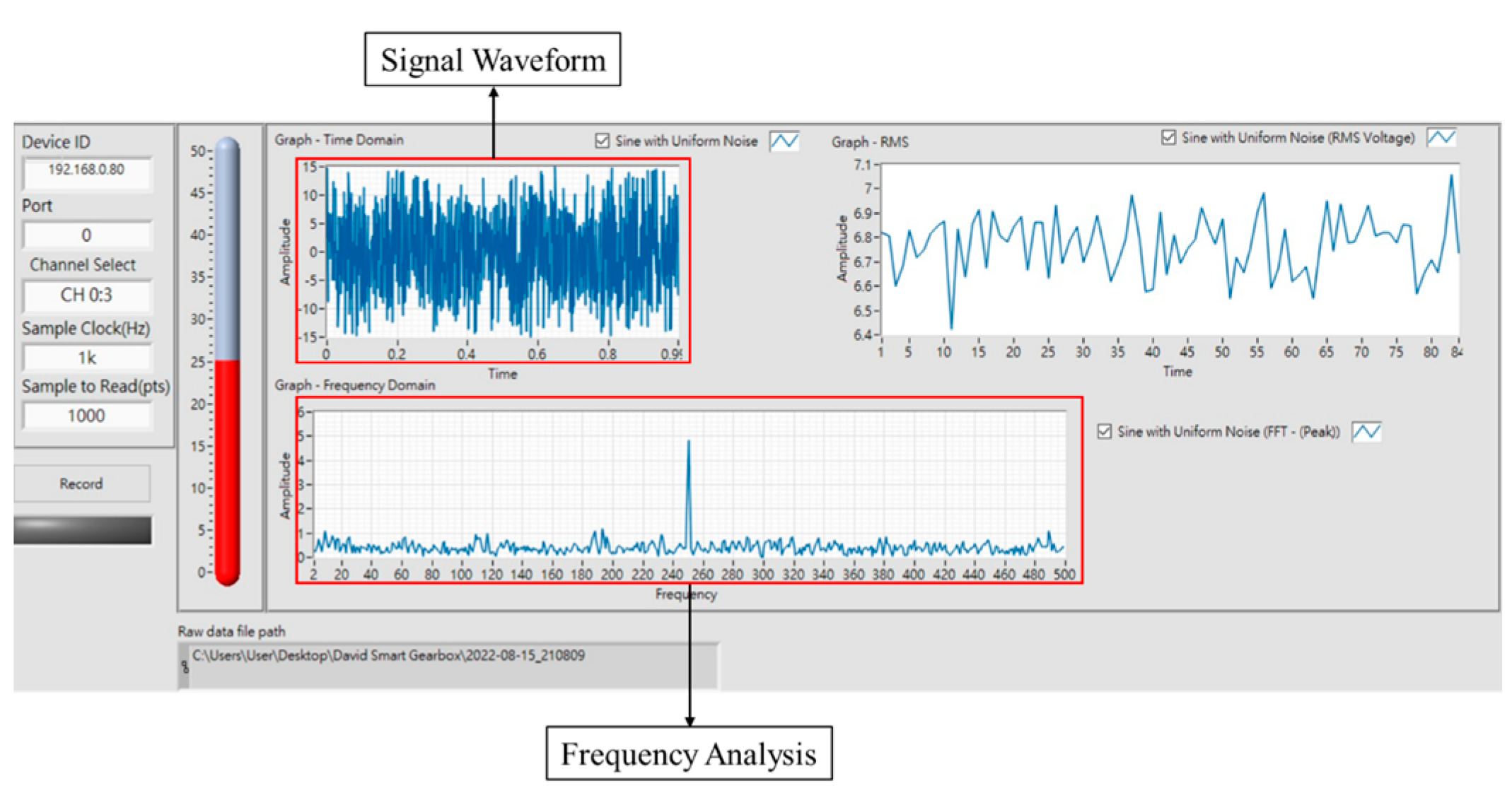
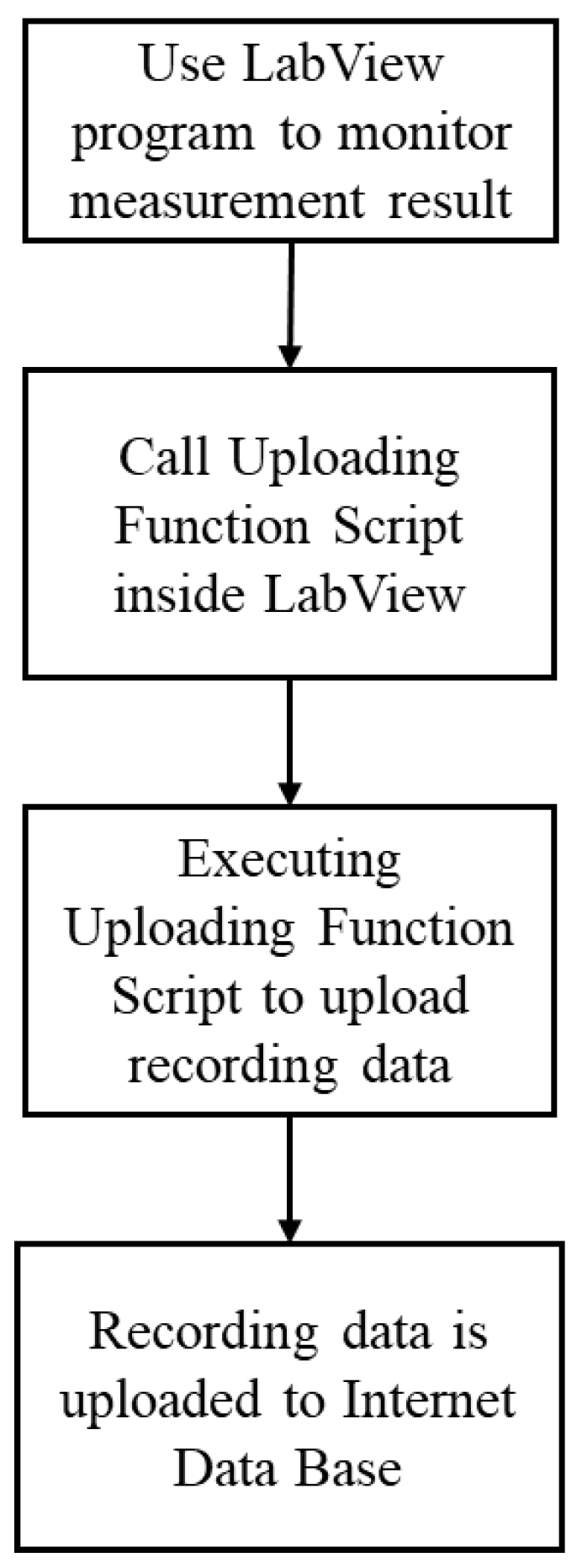
- A printed circuit board is constructed that integrates temperature and vibration signals, transmits them to the server using a wireless module and uses LabVIEW to create a graphical interface. The signal is logged to analyze gearbox failure.
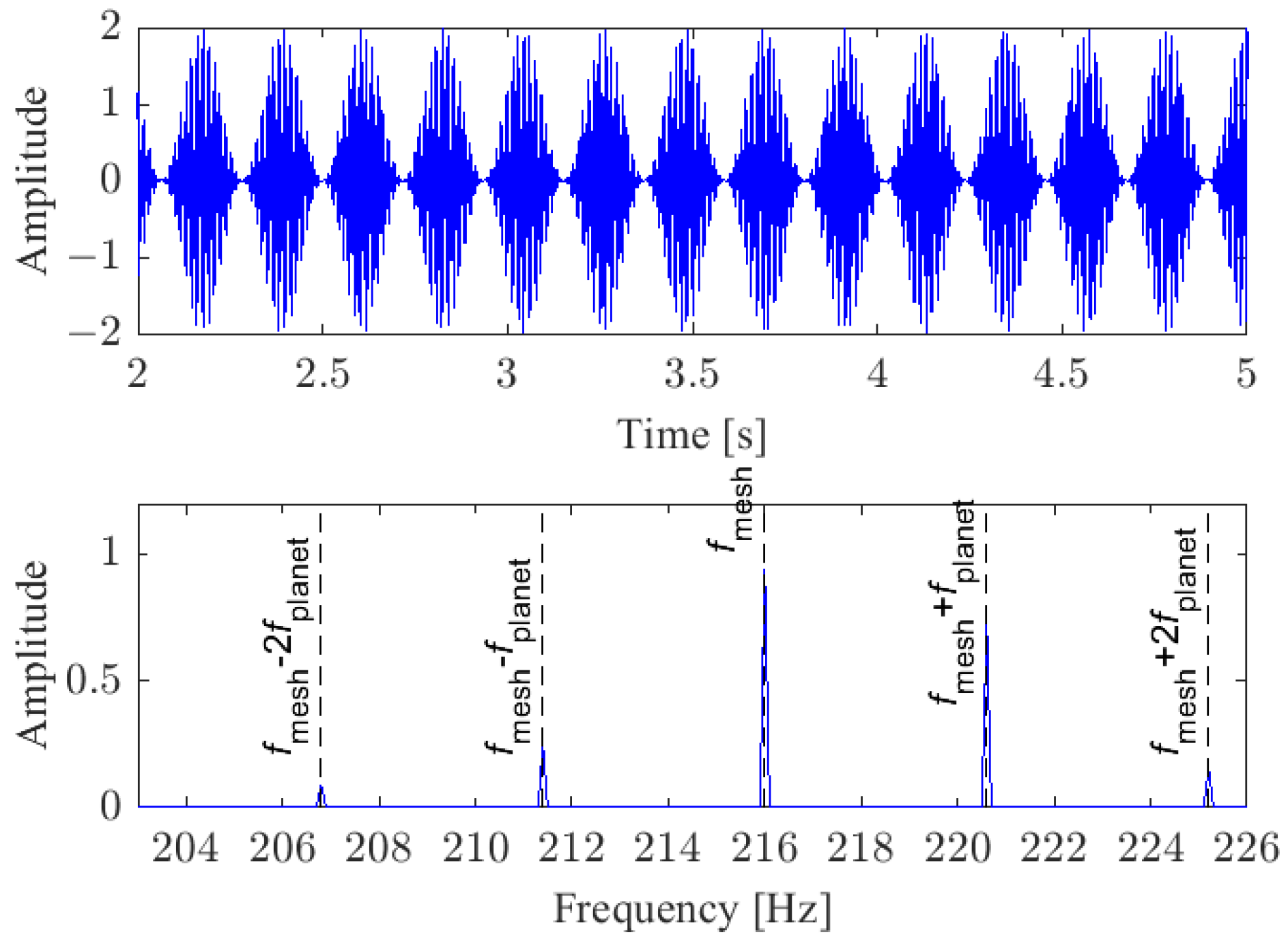
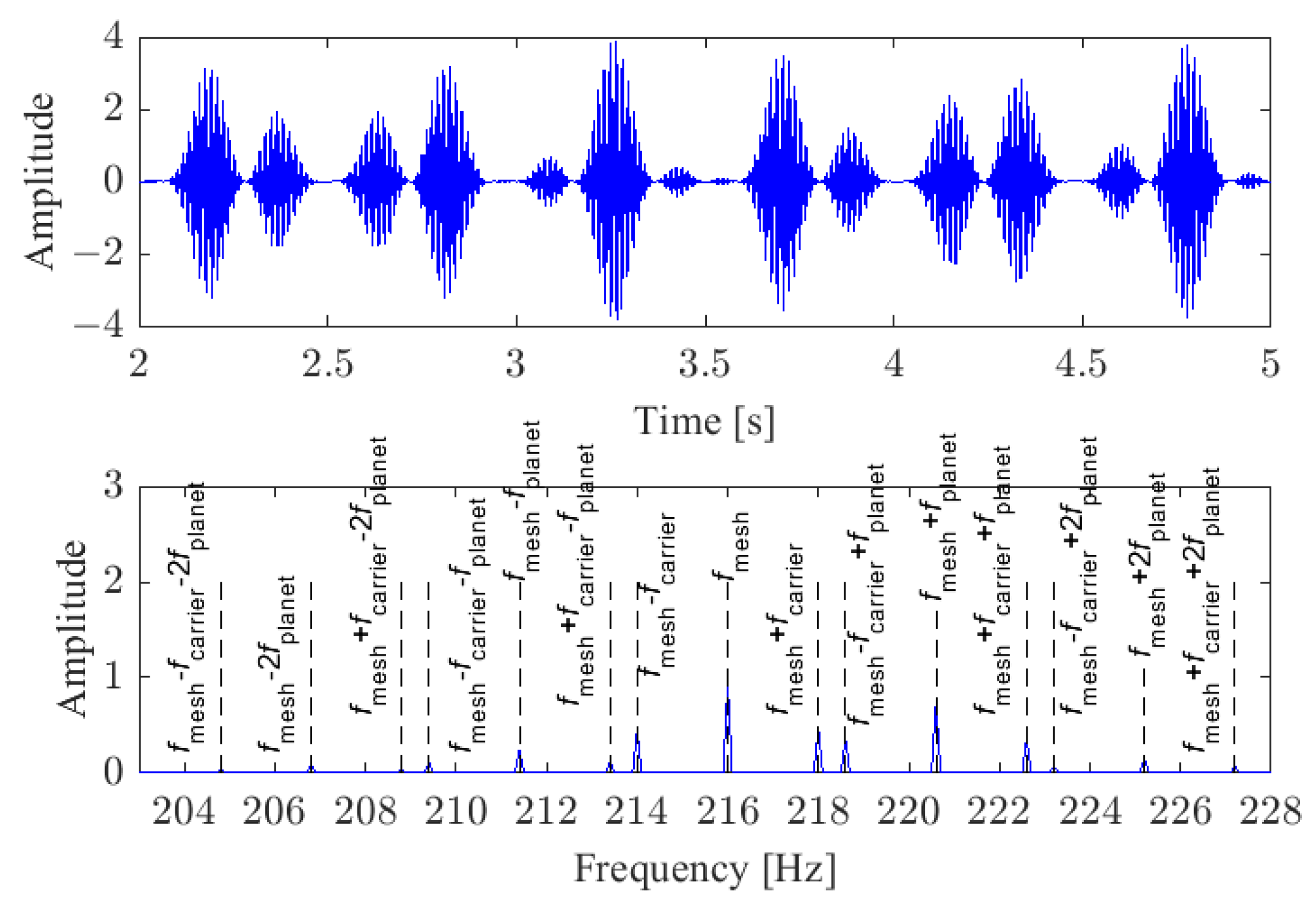
- Equations that describe the effect of amplitude modulation and frequency modulation (AMFM) due to gear damage and periodical changes in working conditions are derived.
2. Measurement System Architecture
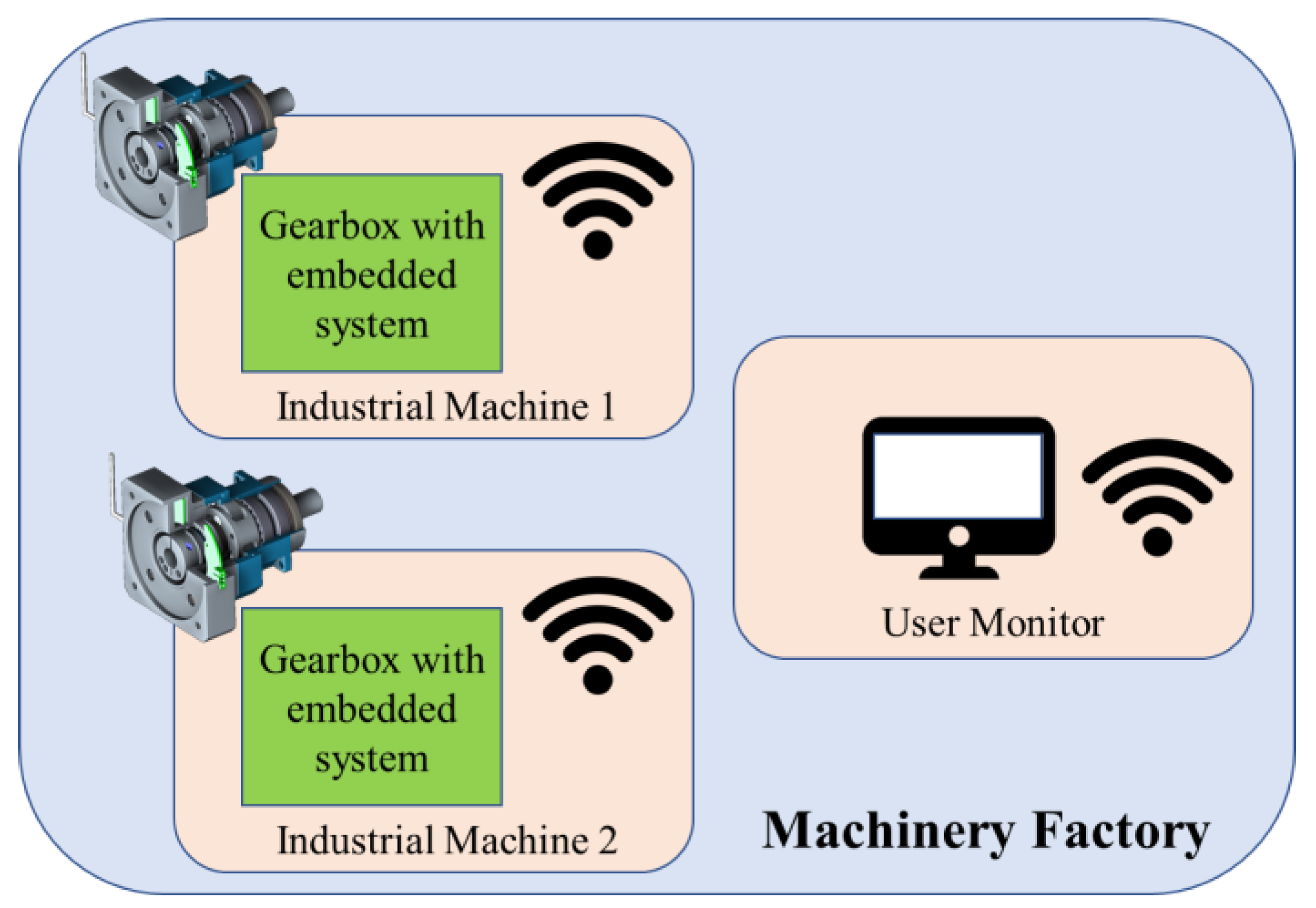
- Wired transmission requires spatial limits. The embedded sensor is directly powered by the power source and can be used in a wide range of applications, regardless of environmental constraints.
- The measurement data are wirelessly transmitted to the user directly through this printed circuit board using the microcontroller and the wireless module, without the need for PLC or IO-Link hardware.
2.1. Development of Embedded Sensor Hardware
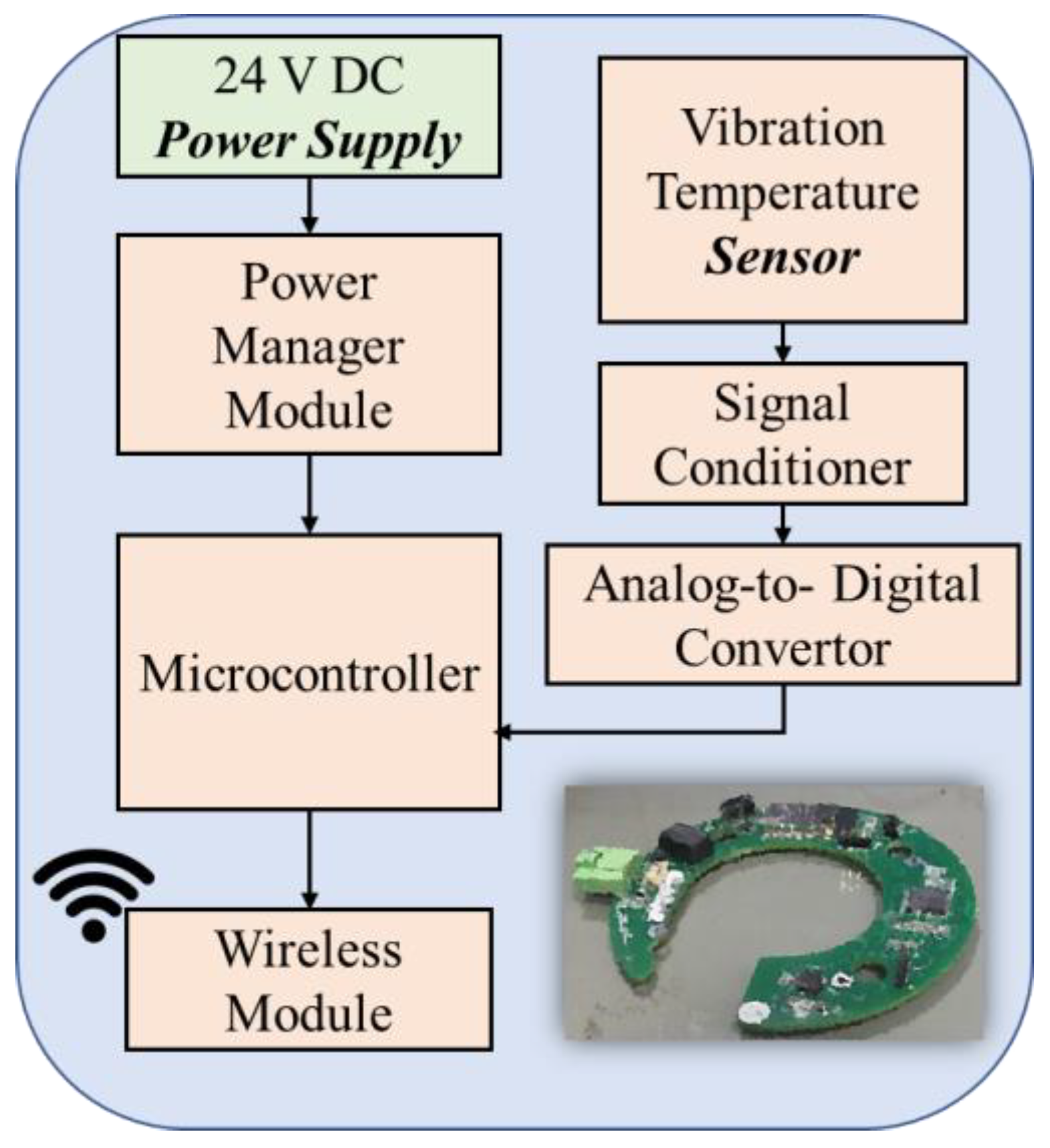
- 24 VDC Power Module: Industrial environments use 24 VDC. Without the power management integrated circuit (PMIC), it is impossible to provide adequate power to the microcontroller; however, this module delivers sufficient power for the microcontroller.
- Microcontroller: A STM32 series microcontroller is used, which has an ARM Cortex-M3 core that meets all the necessary requirements for receiving sensor data and hardware communication. There are a total of 47 pins, including 10 analog input pins and 37 digital input and output pins, and the operating voltage is 2 to 3.6 VDC. The maximum clock speed is 72 MHz clock speed, and there are 128 Kbytes of flash memory and 20 Kbytes static random-access memory (SRAM). The microcontroller stores the sensor data values and sends these values to the receiver via a Wi-Fi module.
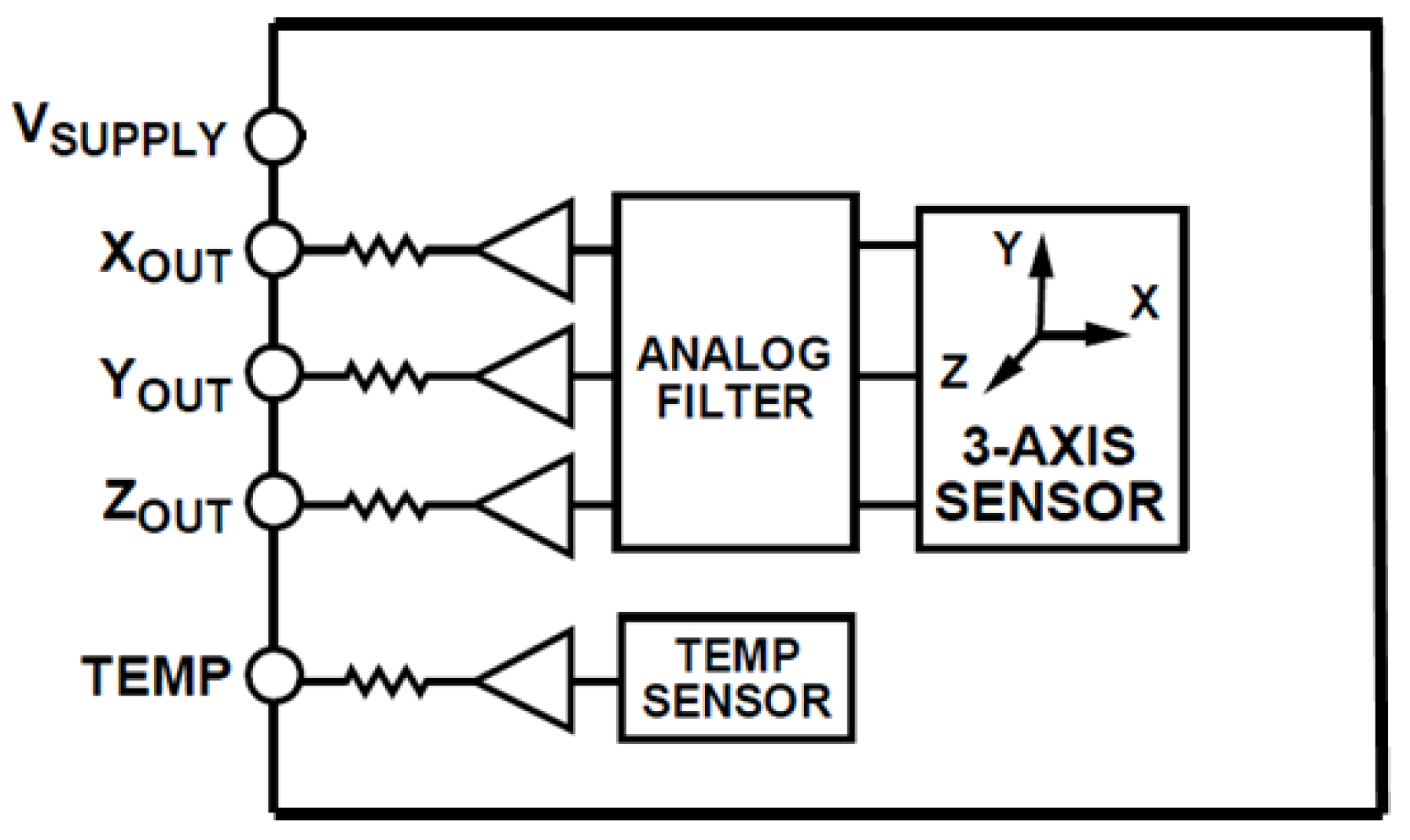
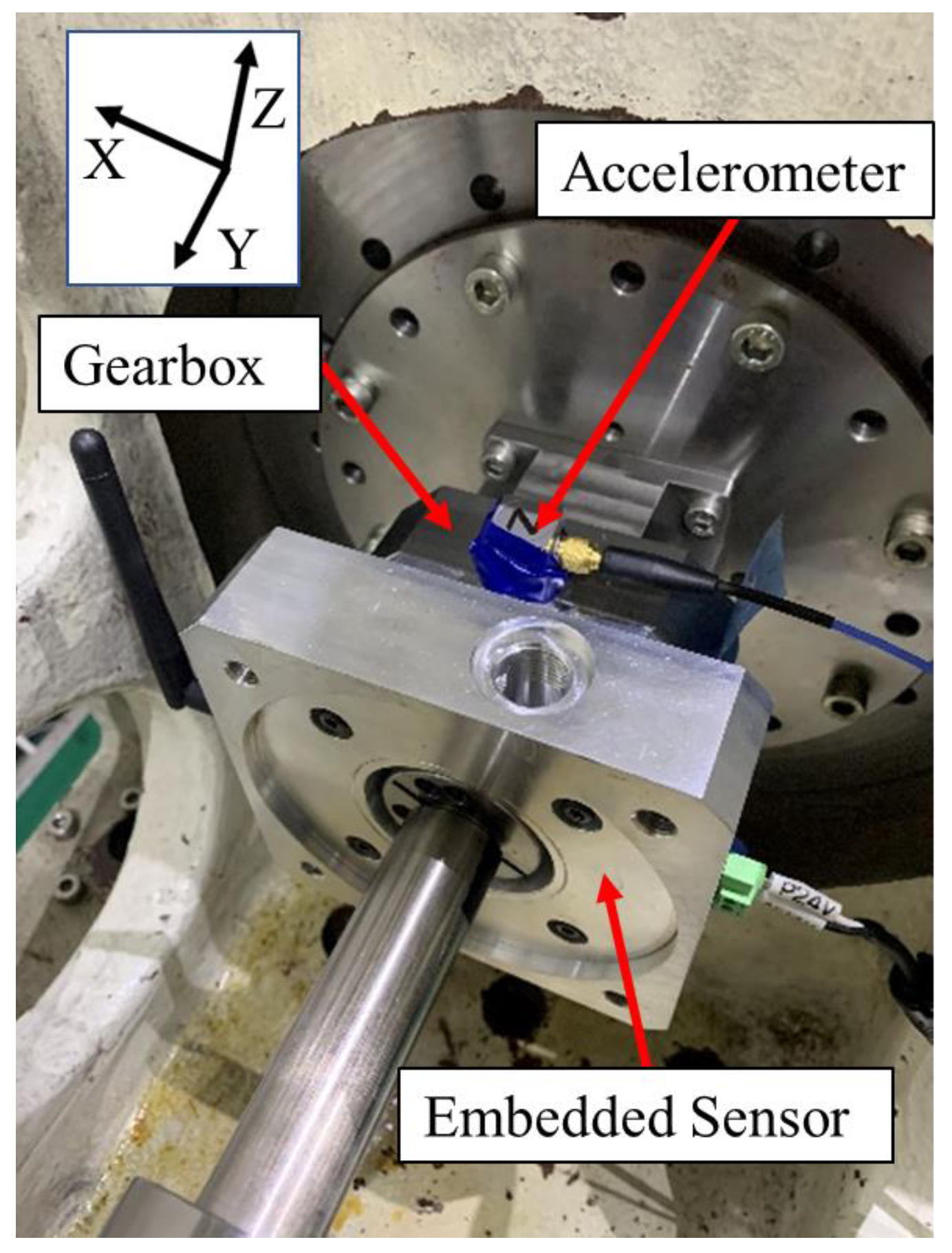
- Vibration Sensor: Figure 4 shows that the vibration sensor contains an accelerometer to record 3 axis (X, Y and Z) vibration data and a temperature sensor to measure the temperature of the gearbox. An amplifier and analog filter constitute preconditioning circuitry to amplify the acceleration of analog signals and filter them to suit the bandwidth of the sensor. A group of resistors and capacitors eliminate interference and noise.
- Wi-Fi Module: The Wi-Fi module includes an MCU and is used as a transmitter to send measurement data. It supports the standard IEEE 802.11 b/g/n protocol and a complete transmission control protocol/internet protocol (TCP/IP) stack. This module allows networking between devices and can be used to construct separate network controllers. The PCB and the monitoring system must be on the same local area network to transfer data.
2.2. Development of Embedded Sensor Software
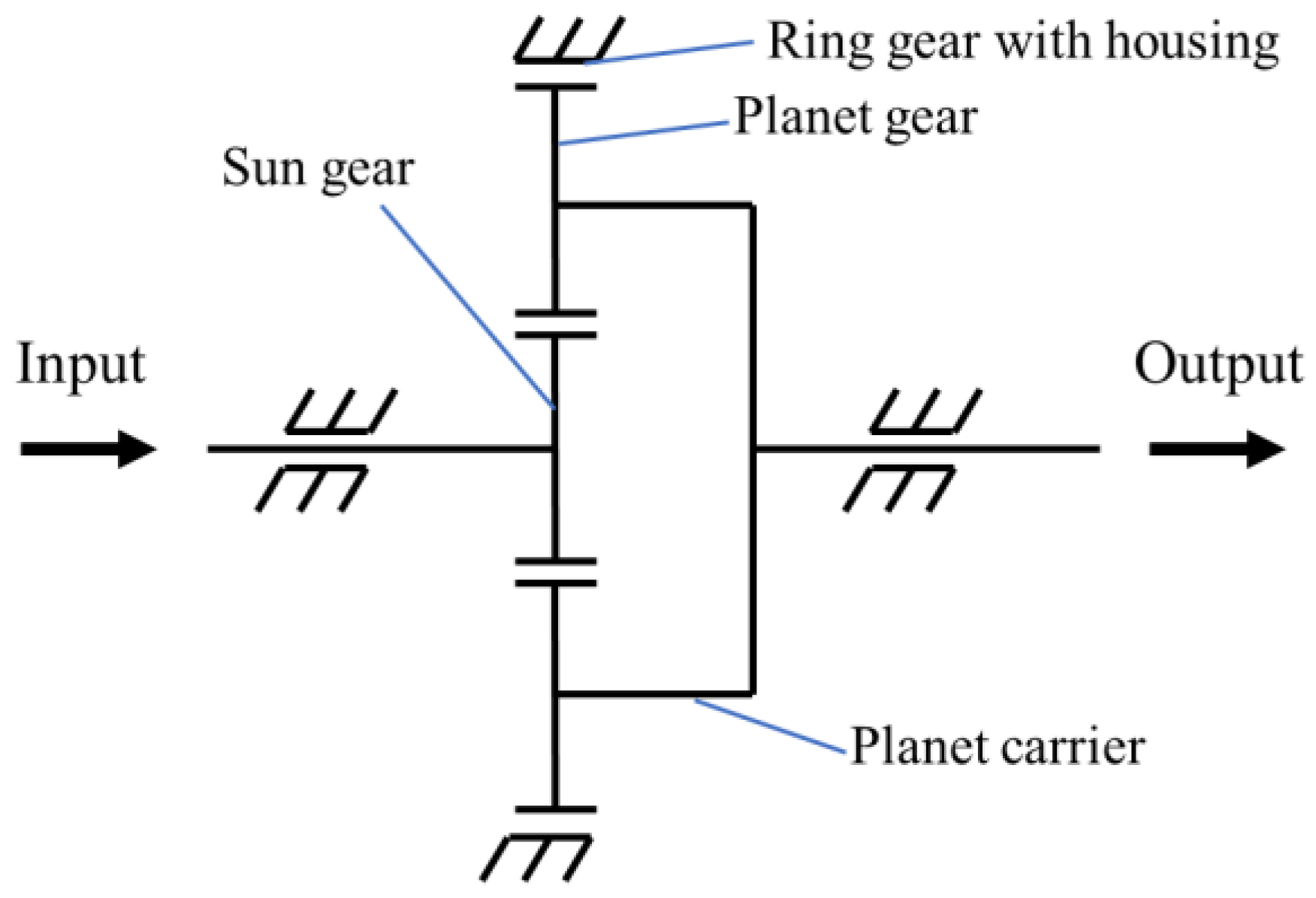
3. Vibration Signal Model for a Planetary Gearbox
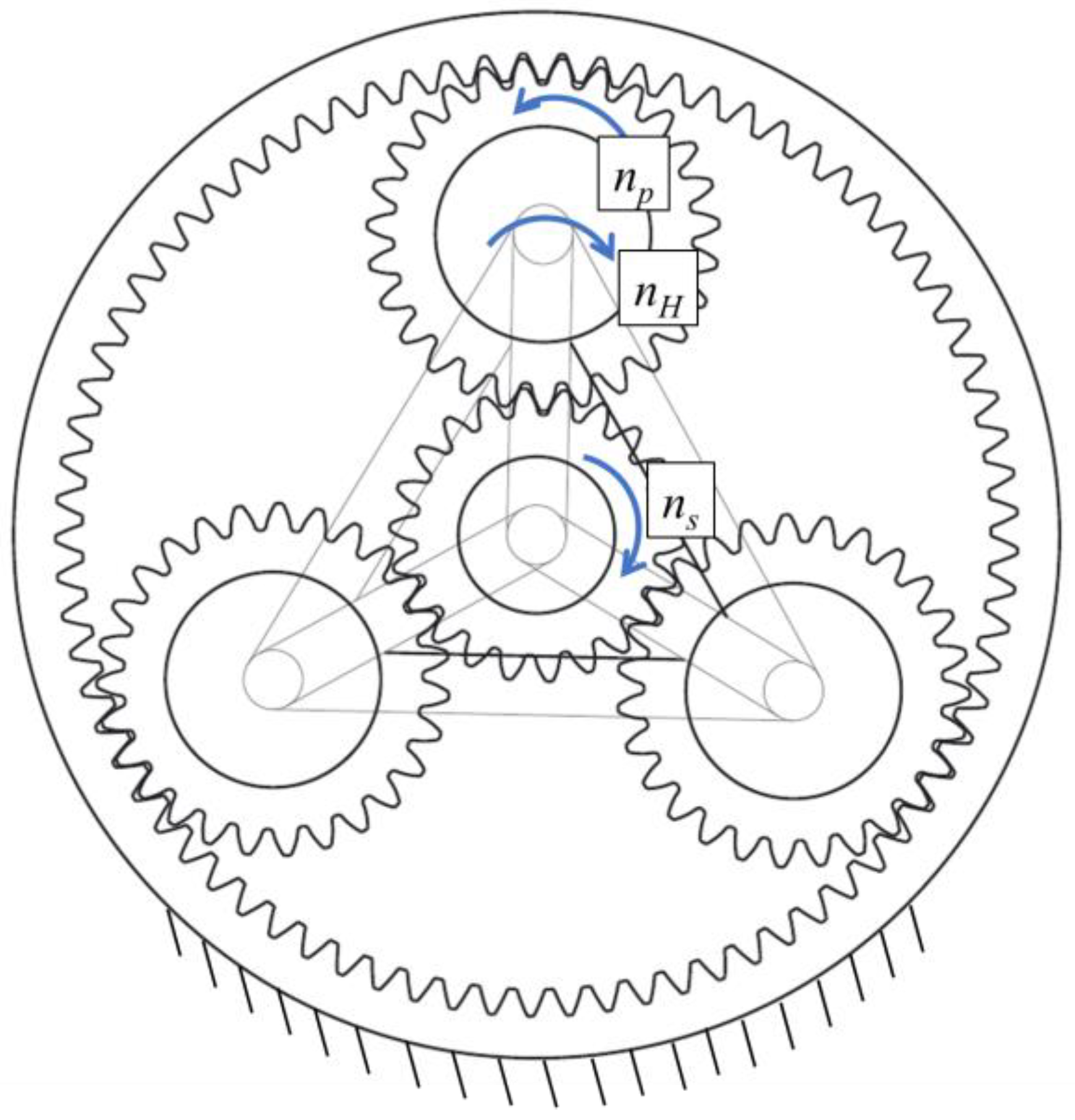
4. Planetary Gear Train Meshing Frequency and Characteristic Frequencies
4.1. Gear Meshing Frequency
4.2. Fault Sun Gear
4.3. Fault Planet Gear
4.4. Fault Ring Gear
4.5. Analysis of the Simulated Signal
5. Experimental Signal Analysis
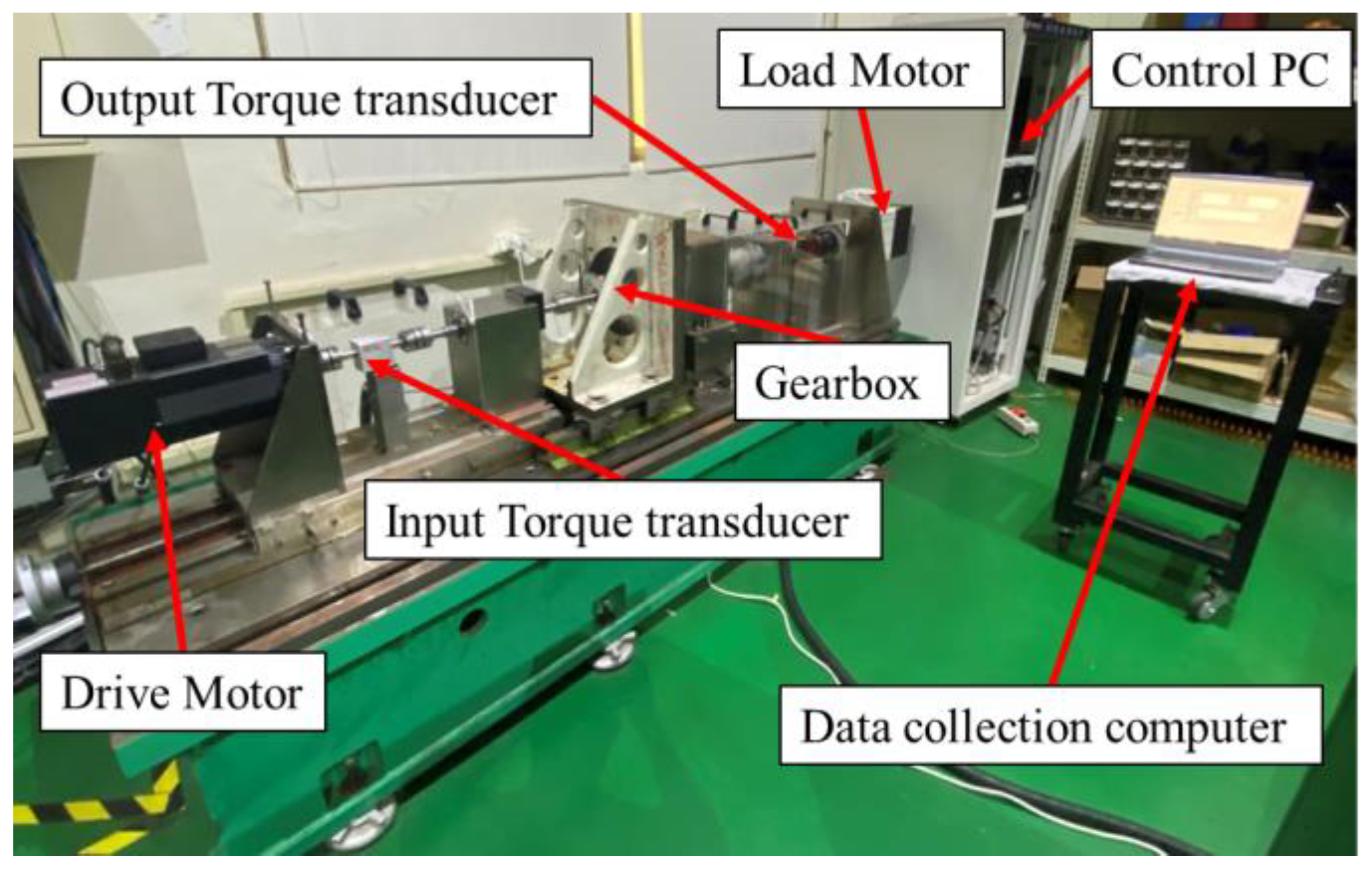
5.1. Test Rig and Planetary Gearbox
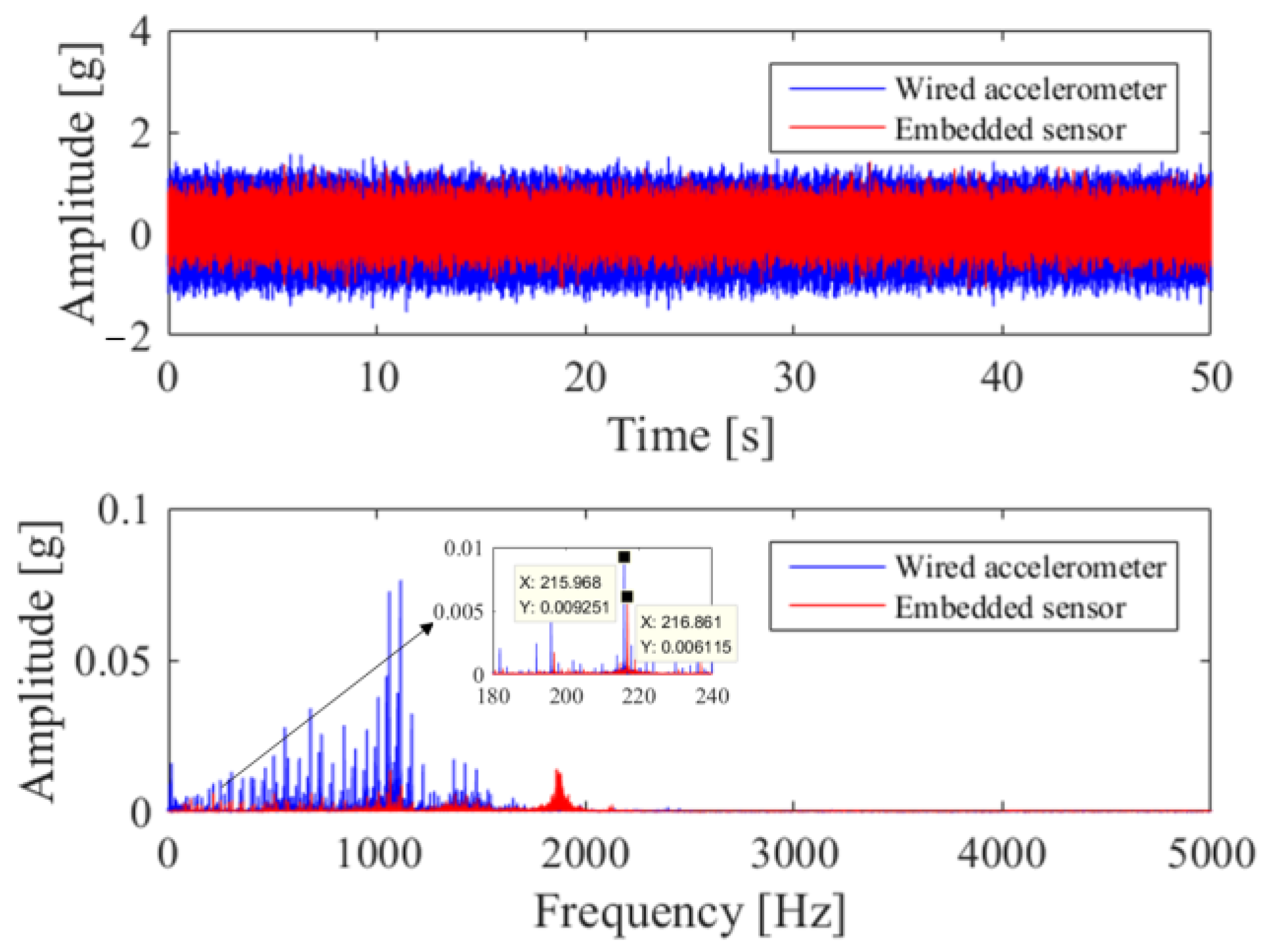
5.2. Comparison of an Accelerometer and an Embedded Sensor
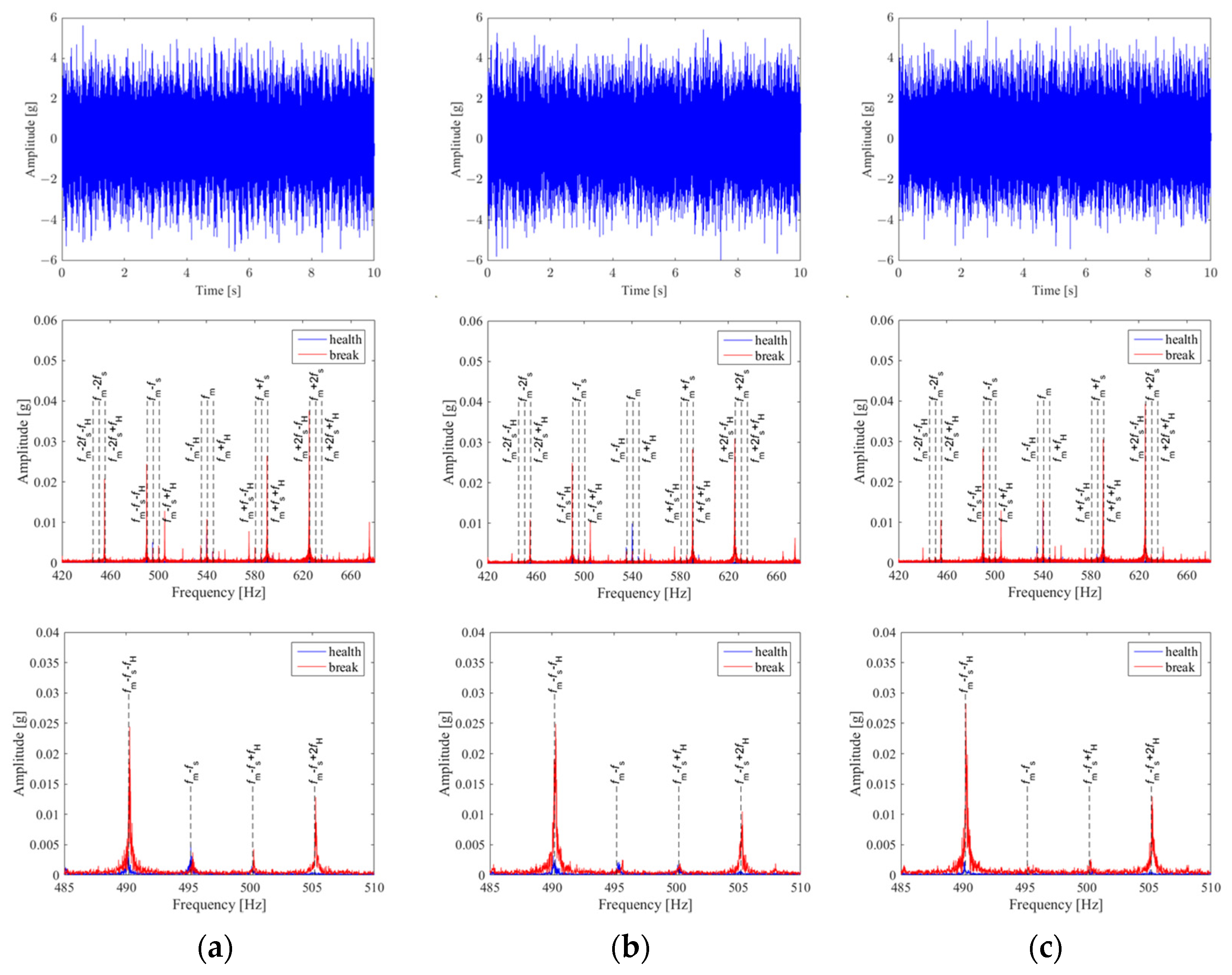
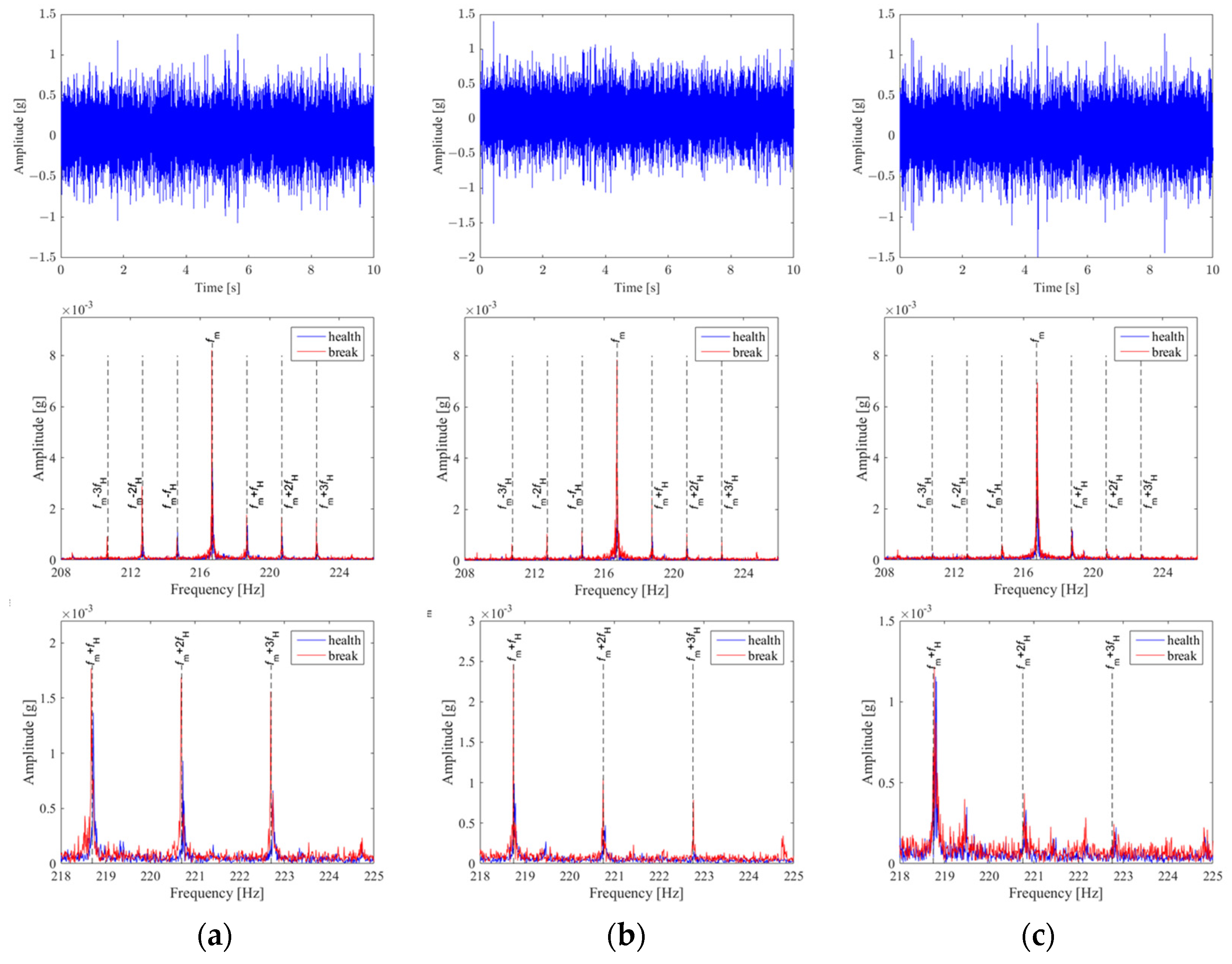
5.3. Sun Gear Fault—Experimental Signal Analysis
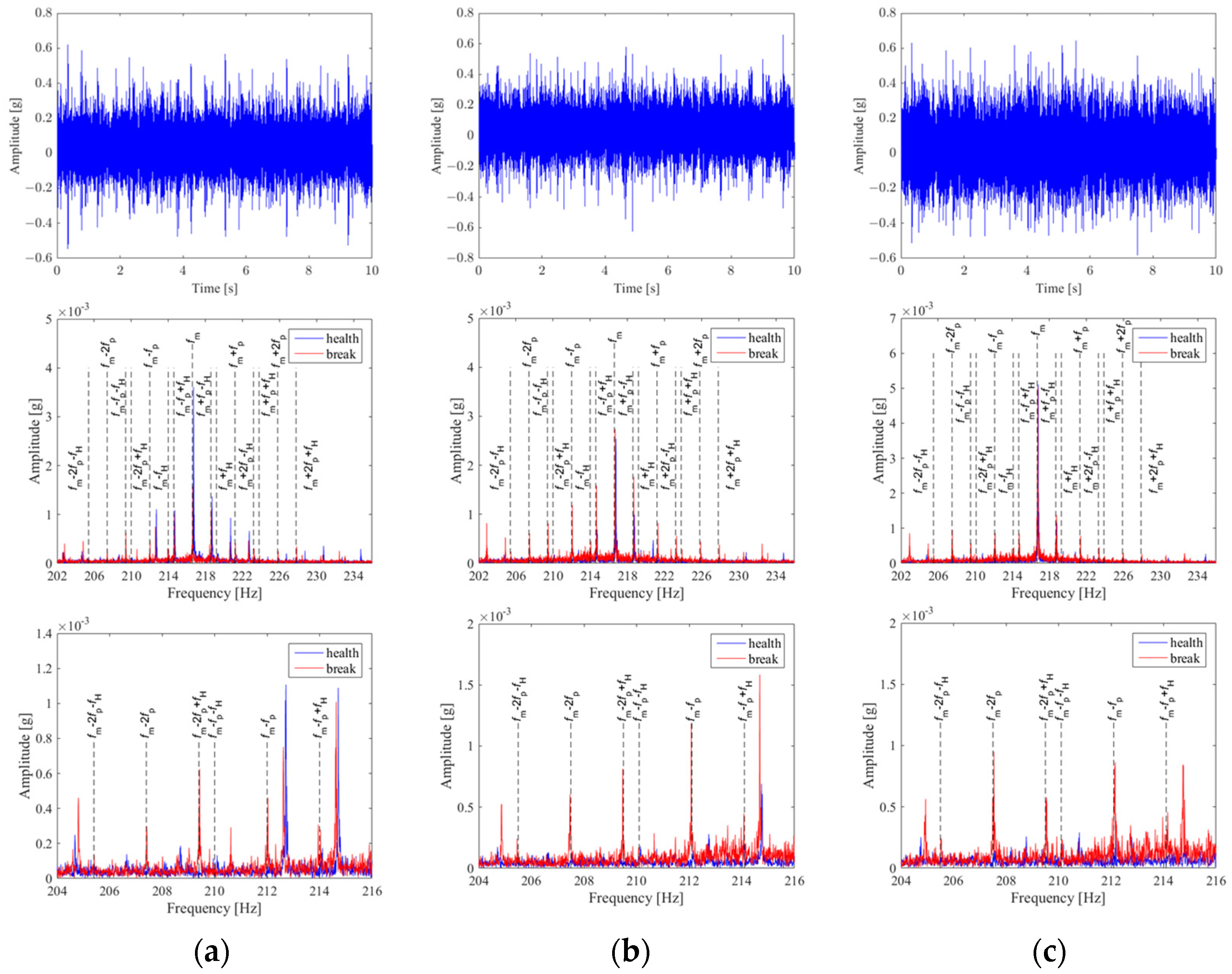
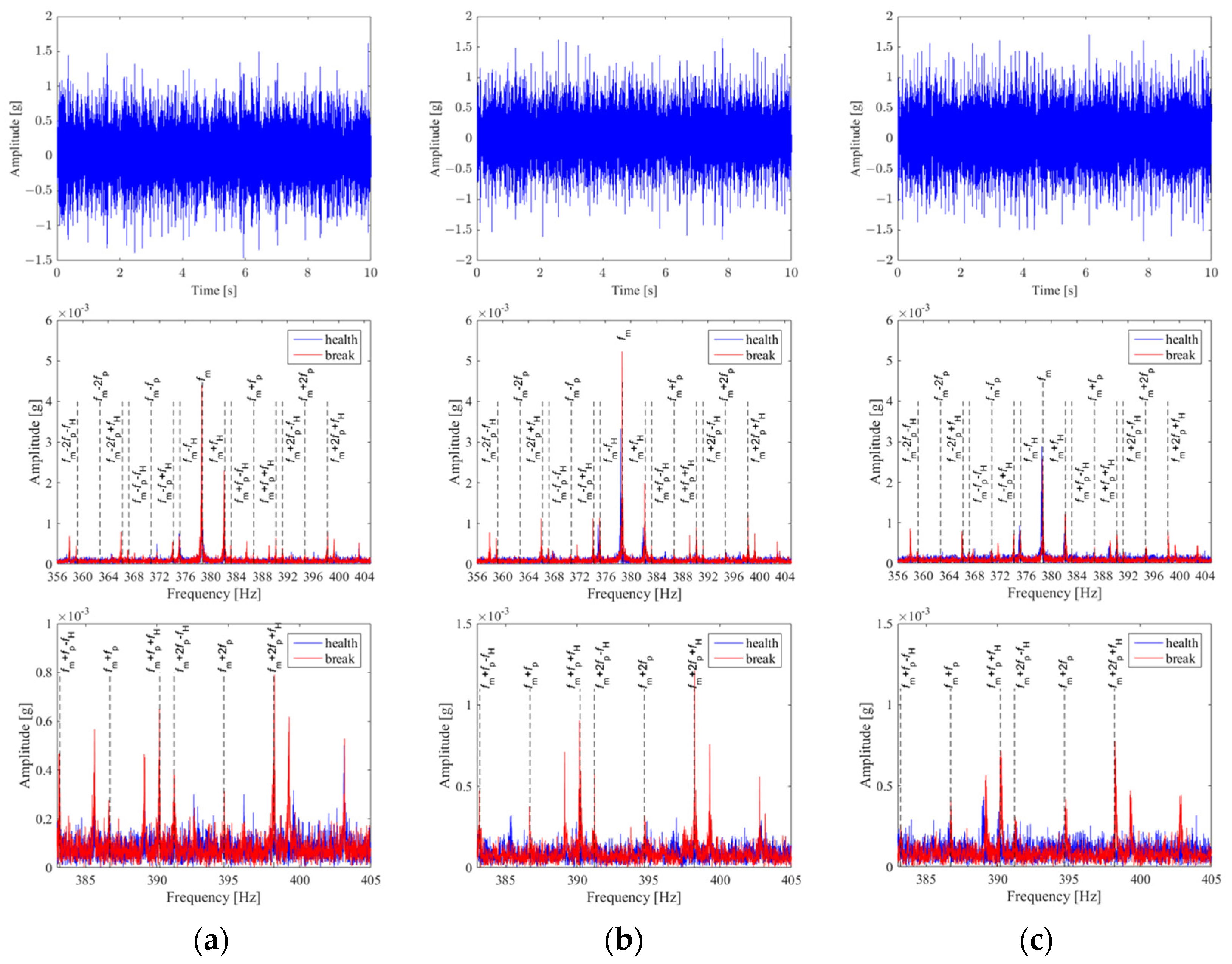
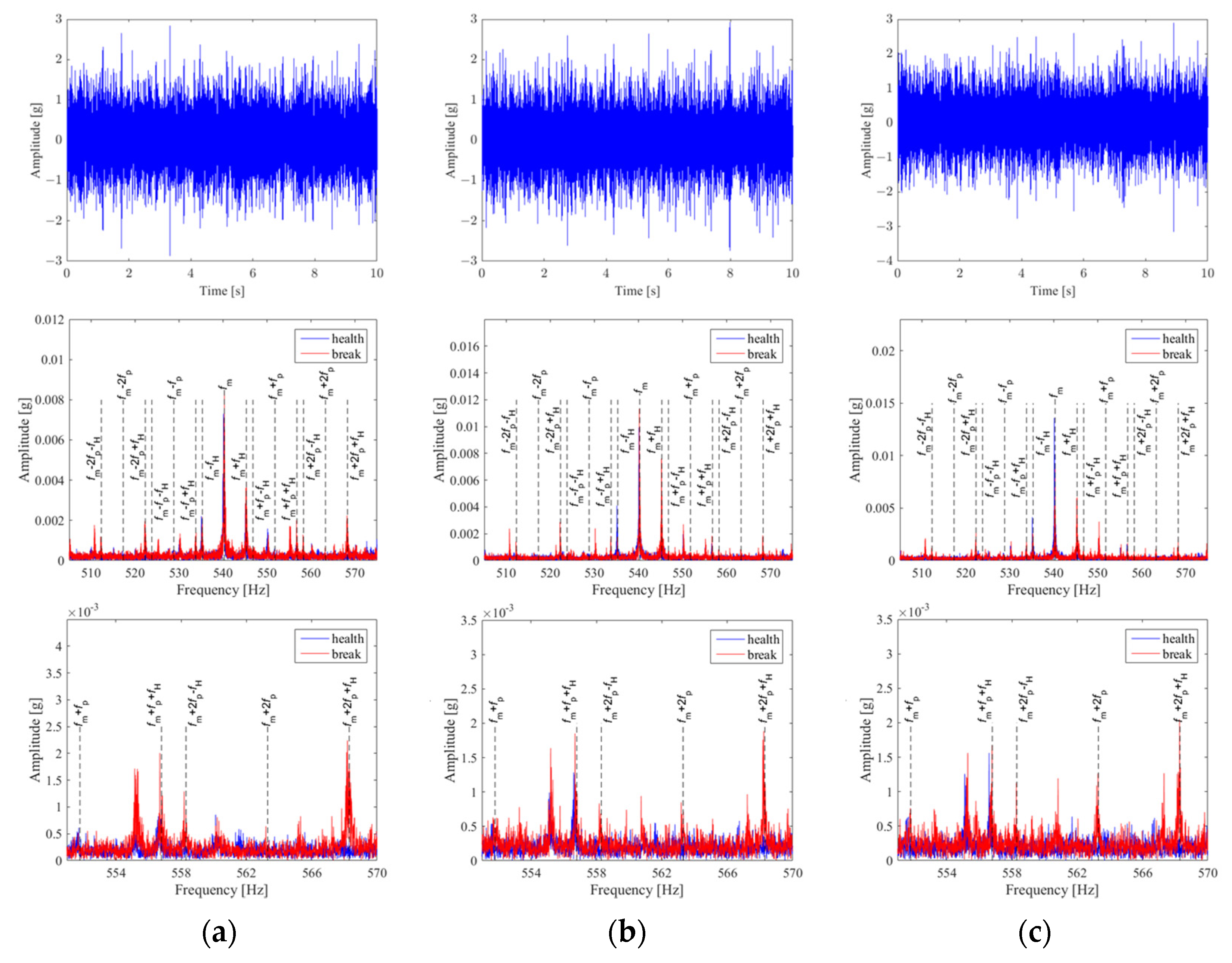
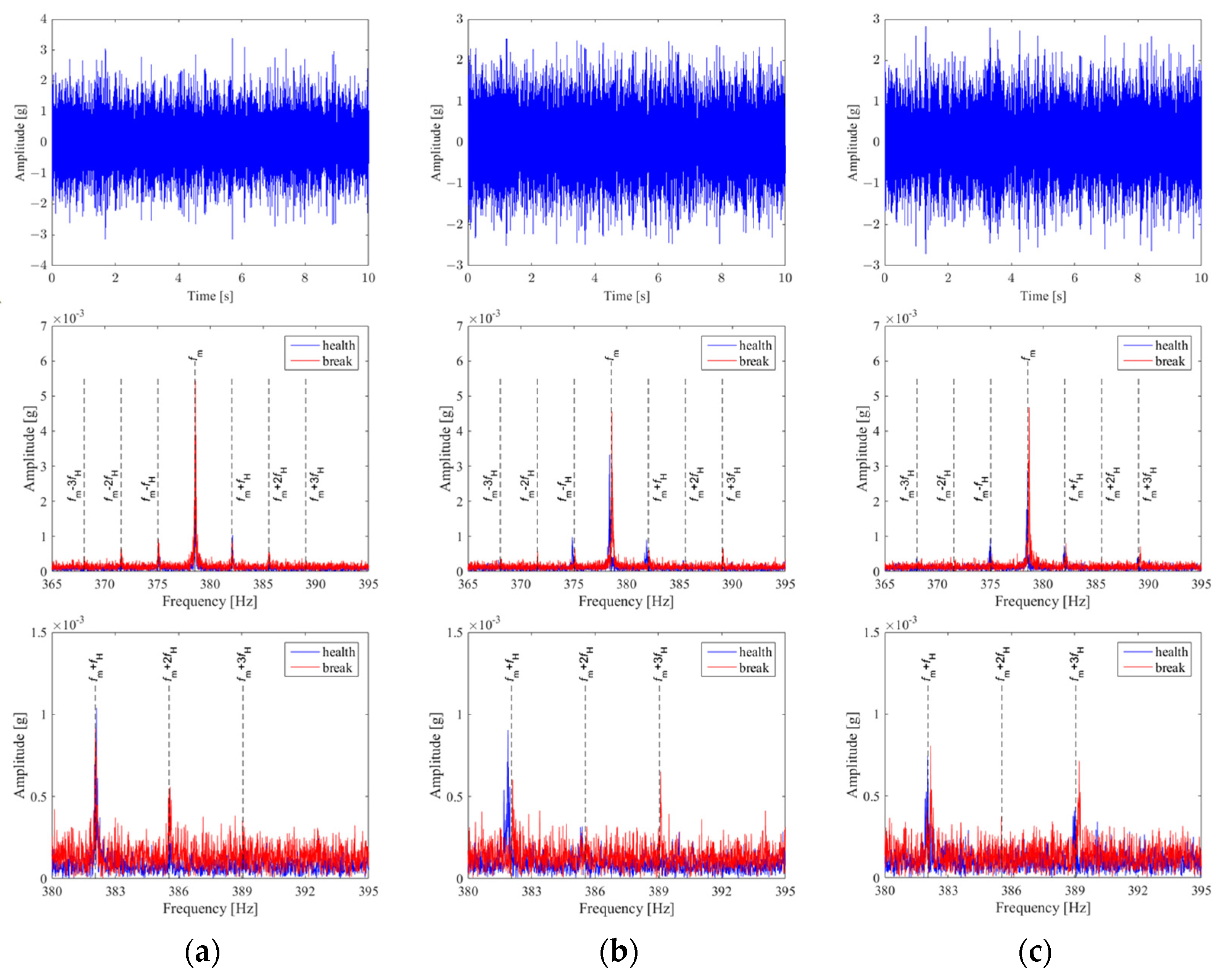
5.4. Planet Gear Fault—Experimental Signal Analysis
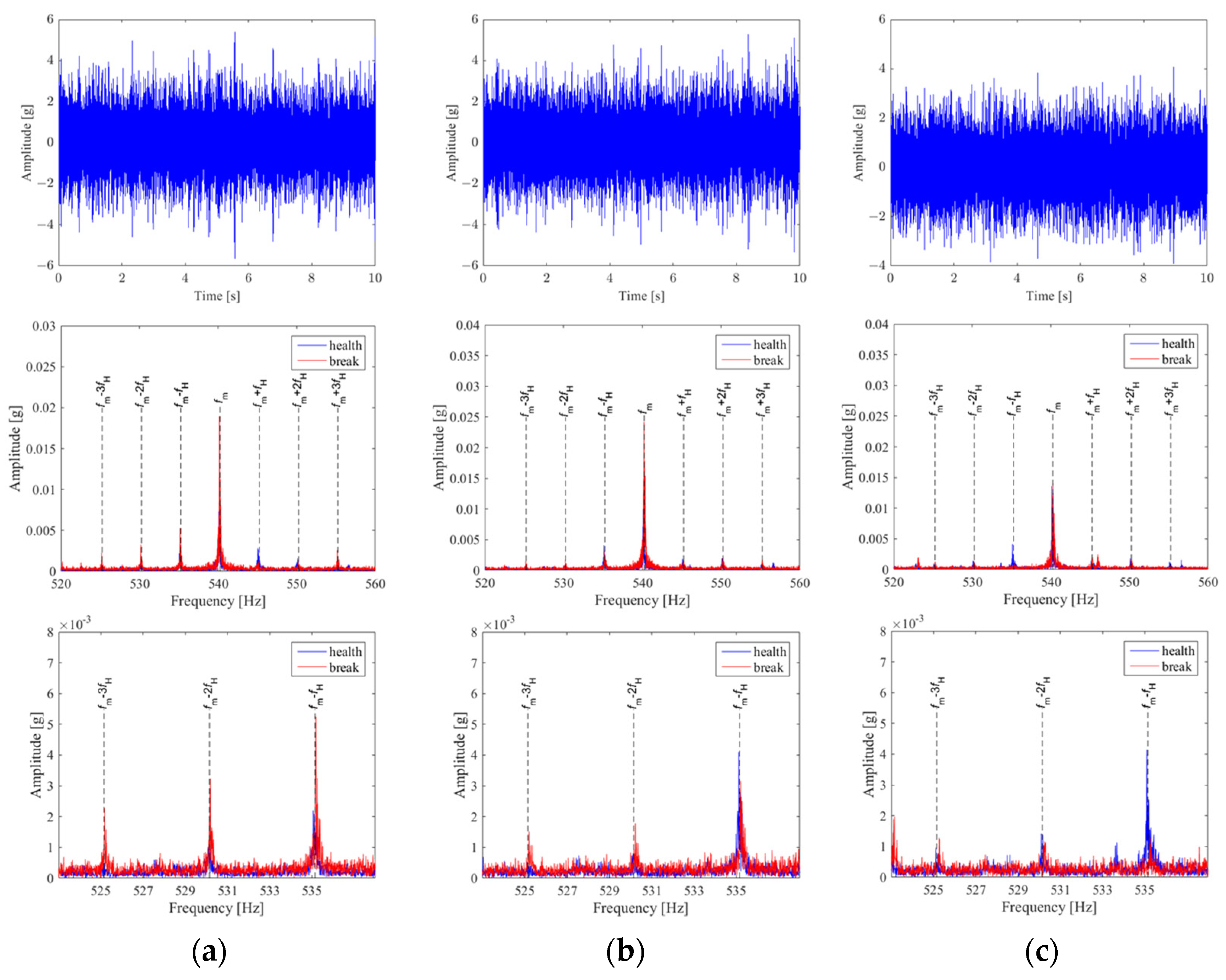
5.5. Ring Gear Fault—Experimental Signal Analysis
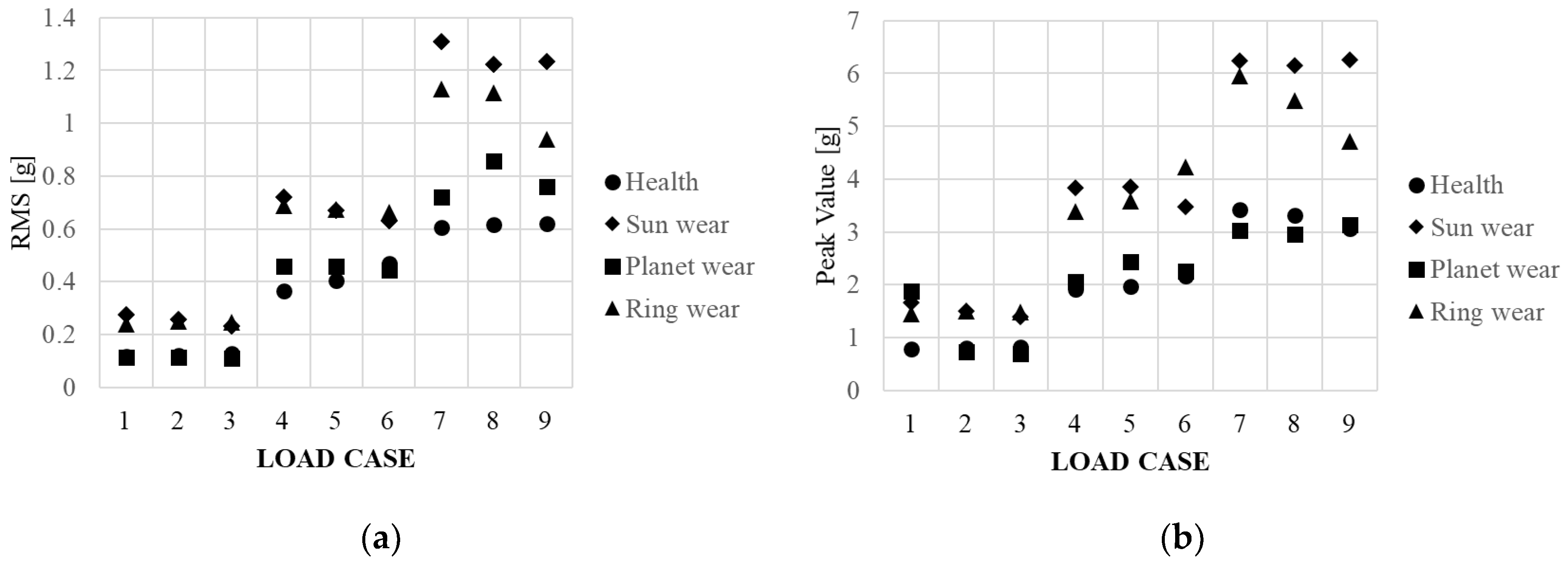
5.6. Time Domain—Experimental Signal Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, T.; Han, Q.; Chu, F.; Feng, Z. Vibration based condition monitoring and fault diagnosis of wind turbine planetary gearbox: A review. Mech. Syst. Signal Process. 2019, 126, 662–685. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, K.; Li, Y. Motion Periods of Planet Gear Fault Meshing Behavior. Sensors 2018, 18, 3802. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, H.C.; Chang, Y.C.; Huang, Y.S. A Reliable Wireless Sensor System for Monitoring Mechanical Wear-Out of Parts. IEEE Trans. Instrum. Meas. 2014, 63, 2488–2497. [Google Scholar] [CrossRef]
- Hou, L.; Bergmann, N.W. Novel industrial wireless sensor networks for machine condition monitoring and fault diagnosis. IEEE Trans. Instrum. Meas. 2012, 61, 2787–2798. [Google Scholar] [CrossRef]
- Salvadori, F.; de Campos, M.; Sausen, P.S.; de Camargo, R.F.; Gehrke, C.; Rech, C.; Spohn, M.A.; Oliveira, A.C. Monitoring in Industrial Systems Using Wireless Sensor Network with Dynamic Power Management. IEEE Trans. Instrum. Meas. 2009, 58, 3104–3111. [Google Scholar] [CrossRef]
- Shahzad, K.; Cheng, P.; Oelmann, B. Architecture exploration for a high-performance and low-power wireless vibration analyzer. IEEE Sens. J. 2013, 13, 670–682. [Google Scholar] [CrossRef]
- Peng, Y.; Qiao, W.; Cheng, F.; Qu, L. Wind Turbine Drivetrain Gearbox Fault Diagnosis Using Information Fusion on Vibration and Current Signals. IEEE Trans. Instrum. Meas. 2021, 70, 3518011. [Google Scholar] [CrossRef]
- Wang, C.; Gao, R.X. A virtual instrumentation system for integrated bearing condition monitoring. IEEE Trans. Instrum. Meas. 2000, 49, 325–332. [Google Scholar] [CrossRef]
- Yang, Y.; Ma, H.; Fan, H.; Zhang, C. Design and Test of a Fault Diagnosis System for Planetary Gear Box. In Proceedings of the 2019 International Conference on Sensing, Diagnostics, Prognostics, and Control, Beijing, China, 15–17 August 2019; pp. 862–865. [Google Scholar]
- Wang, F.; Zhang, L.; Zhang, B.; Zhang, Y.; He, L. Development of Wind Turbine Gearbox Data Analysis and Fault Diagnosis System. In Proceedings of the 2011 Asia-Pacific Power and Energy Engineering Conference, Wuhan, China, 25–28 March 2011; pp. 1–4. [Google Scholar]
- Lin, J.; Dou, C. Design of gearbox fault diagnosis system based on LabVIEW. In Proceedings of the 2010 3rd International Congress on Image and Signal Processing, Yantai, China, 16–18 October 2010; pp. 4206–4208. [Google Scholar]
- Lei, Y.; Lin, J.; Zuo, M.J.; He, Z. Condition monitoring and fault diagnosis of planetary gearboxes: A review. Measurement 2014, 48, 292–305. [Google Scholar] [CrossRef]
- Liang, X.; Zuo, M.J.; Hoseini, M.R. Vibration signal modeling of a planetary gear set for tooth crack detection. Eng. Fail Anal. 2015, 48, 185–200. [Google Scholar] [CrossRef]
- Zhang, M.; Zuo, M.J.; Wei, D.; Liu, J.; Wang, K.; Wang, Y. Motion periods of sun gear dynamic fault meshing positions in planetary gear systems. Measurement 2020, 162, 107897. [Google Scholar] [CrossRef]
- McFadden, P.D.; Smith, J.D. An explanation for the asymmetry of the modulation sidebands about the tooth meshing frequency in epicyclic gear vibration. Proc. Inst. Mech. Eng. 1985, 199, 65–70. [Google Scholar] [CrossRef]
- McNames, J. Fourier series analysis of epicyclic gearbox vibration. J. Vib. Acoust. 2001, 124, 150–152. [Google Scholar] [CrossRef]
- Mosher, M. Understanding vibration spectra of planetary gear systems for fault detection. In Proceedings of the ASME Design Engineering Technical Conferences, Chicago, IL, USA, 2–6 September 2003; pp. 645–652. [Google Scholar]
- Molina Vicuña, C. Theoretical frequency analysis of vibrations from planetary gearboxes. Forsch Ing. 2012, 76, 15–31. [Google Scholar] [CrossRef]
- Inalpolat, M.; Kahraman, A. A theoretical and experimental investigation of modulation sidebands of planetary gear sets. J. Sound Vib. 2009, 323, 677–696. [Google Scholar] [CrossRef] [Green Version]
- Inalpolat, M.; Kahraman, A. A dynamic model to predict modulation sidebands of a planetary gear set having manufacturing errors. J. Sound Vib. 2010, 329, 371–393. [Google Scholar] [CrossRef]
- Luo, H.; Hatch, C.; Hanna, J.; Kalb, M.; Weiss, A.; Winterton, J.; Inalpolat, M.; Dannehy, C. Amplitude modulations in planetary gears. Wind Energy 2014, 17, 505–517. [Google Scholar] [CrossRef]
- He, G.; Ding, K.; Li, W.; Li, Y. Frequency response model and mechanism for wind turbine planetary gear train vibration analysis. IET Renewable Power Gener. 2017, 11, 425–432. [Google Scholar] [CrossRef]
- Feng, Z.; Zuo, M.J. Vibration signal models for fault diagnosis of planetary gearboxes. J. Sound Vib. 2012, 331, 4919–4939. [Google Scholar] [CrossRef]
- Miao, Q.; Zhou, Q. Planetary Gearbox Vibration Signal Characteristics Analysis and Fault Diagnosis. Shock Vib. 2015, 2015, 126489. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Specification | ||
|---|---|---|
| Vibration Measurement | Channel number | 3 axis |
| Acceleration range | ±10 g | |
| Sensitivity | 80 mV/g | |
| Sampling rate | 5 k Sps | |
| Resolution | 16 bits | |
| Temperature Measurement | Temperature range | −55~125 °C |
| Measurement accuracy | ±0.5 °C | |
| Sampling rate | 5 Sps | |
| Others | Input Power | 24 V DC |
| WiFi | 802.11 standard protocol | |
| AM Magnitude A | FM Magnitude B | —Meshing Frequency (Hz) | —Planet Carrier Rotating Frequency (Hz) | —Fault Gear Characteristic Frequency (Hz) |
|---|---|---|---|---|
| 1 | 0.5 | 216 | 2 | 4.6 |
| Drive Motor Speed (rpm) | Load Motor (N-m) |
|---|---|
| 1200/2100/3000 | 32/56/80 |
| Sun Gear Teeth Number | Planet Gear Teeth Number | Ring Gear Teeth Number | The Number of Planet Gears |
|---|---|---|---|
| 12 | 47 | 108 | 3 |
| Meshing Frequency | Rotating Frequency | Distributed Damage | Local Damage | |||||
|---|---|---|---|---|---|---|---|---|
| Sun | Carrier | Planet | Sun | Ring | Planet | Sun | Ring | |
| 216 | 20 | 2 | 4.6 | 18 | 2 | 4.6 | 54 | 6 |
| 378 | 35 | 3.5 | 8 | 31.5 | 3.5 | 8 | 94.5 | 10.5 |
| 540 | 50 | 5 | 11.5 | 45 | 5 | 11.5 | 135 | 15 |
| Description | Parameter Value |
|---|---|
| Model | 356A15 |
| Supply Voltage | 20 to 30 VDC |
| Input Range | ±50 g |
| Sensitivity | 100 mV/g |
| Broadband Resolution | 0.0002 g rms |
| Resonant Frequency | >25 kHz |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.-T.; Chang, J.-Y. Vibration Characterization and Fault Diagnosis of a Planetary Gearbox with a Wireless Embedded Sensor. Appl. Sci. 2023, 13, 729. https://doi.org/10.3390/app13020729
Huang L-T, Chang J-Y. Vibration Characterization and Fault Diagnosis of a Planetary Gearbox with a Wireless Embedded Sensor. Applied Sciences. 2023; 13(2):729. https://doi.org/10.3390/app13020729
Chicago/Turabian StyleHuang, Li-Te, and Jen-Yuan Chang. 2023. "Vibration Characterization and Fault Diagnosis of a Planetary Gearbox with a Wireless Embedded Sensor" Applied Sciences 13, no. 2: 729. https://doi.org/10.3390/app13020729
APA StyleHuang, L. -T., & Chang, J. -Y. (2023). Vibration Characterization and Fault Diagnosis of a Planetary Gearbox with a Wireless Embedded Sensor. Applied Sciences, 13(2), 729. https://doi.org/10.3390/app13020729