
Influence of Fiber Mixing Process on the Cracking Resistance of Cold Recycled Asphalt Mixture


Abstract
:1. Introduction
2. CRAM and Fiber Mixing Process Design
2.1. Experimental Materials
2.1.1. Fibers
2.1.2. Emulsified Asphalt
2.1.3. RAP and Other Materials
2.2. Fiber Content in CRAM and Fiber Mixing Process Design
2.2.1. Optimum Fiber Content
2.2.2. Fiber Mixing Process Design
3. Experimental Methods
3.1. Crack Resistance Tests
3.1.1. Indirect Tensile Tests
- l—the deformation during the loading process of the specimen;
- P—the load during the loading process of the specimen;
- L—the deformation when the specimen load reaches the maximum.

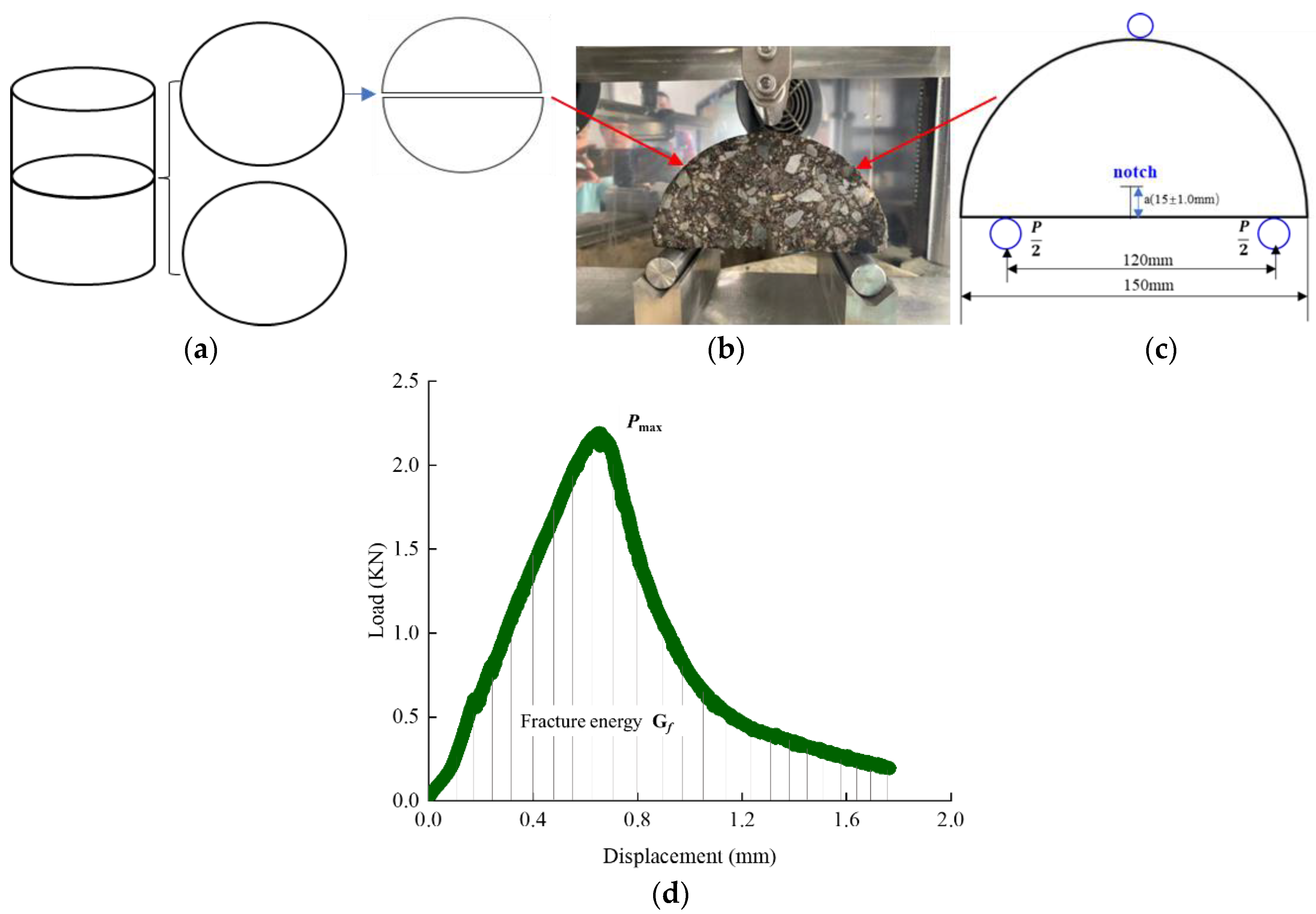
3.1.2. Semicircle Bending Tests
- Gf—axial displacement fracture energy;
- P—test tensile load;
- μ—axial displacement;
- r—radius of the specimen;
- a—incision length;
- t—specimen thickness.
3.2. Freeze–Thaw Cycle Tests
3.2.1. Saturation Tests of Specimen
3.2.2. Freeze–Thaw Cycle Tests of Specimen
3.3. Scanning Electron Microscope
4. Results and Discussions
4.1. Resistance to Cracking
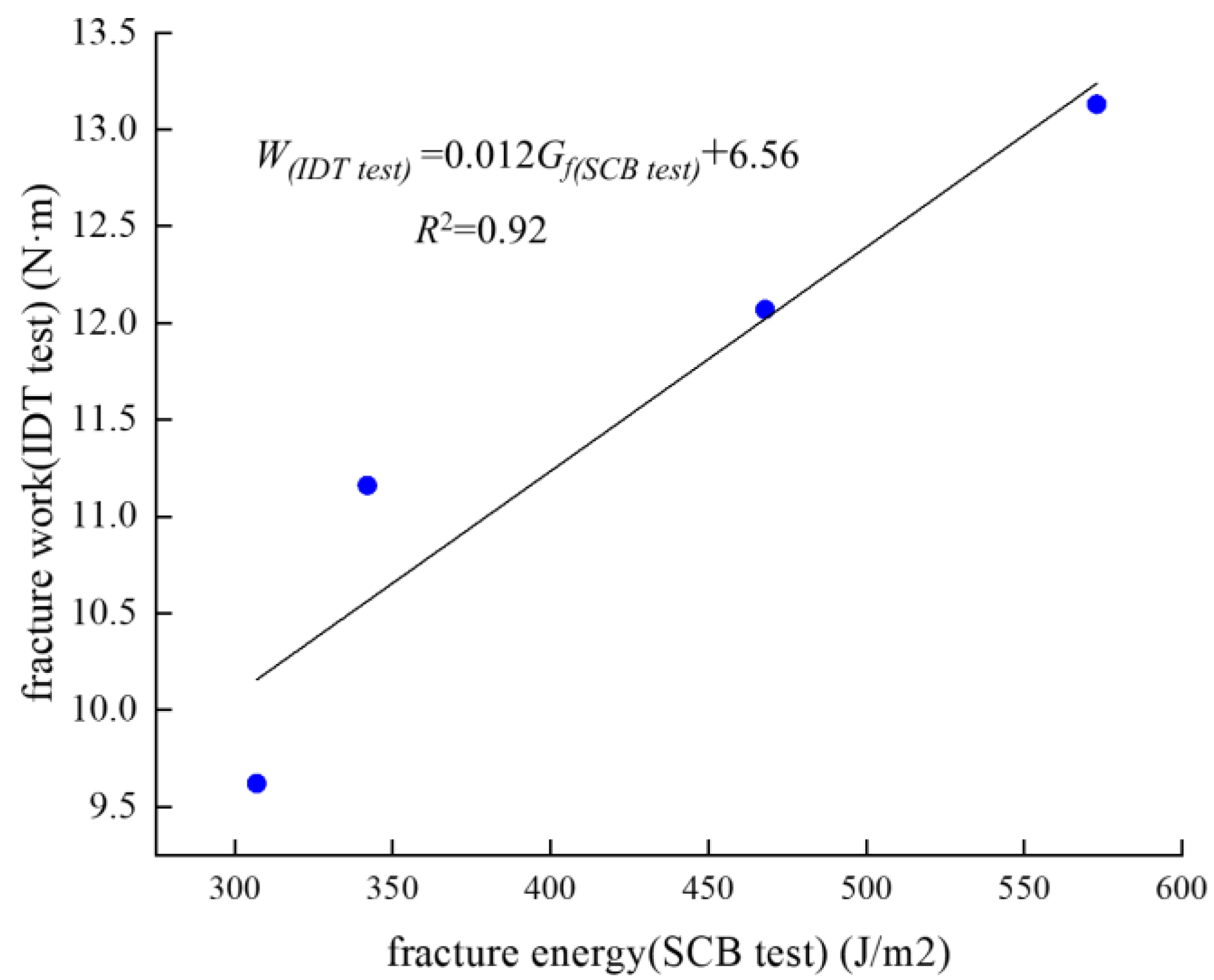
4.1.1. The Fracture of Indirect Tensile Tests
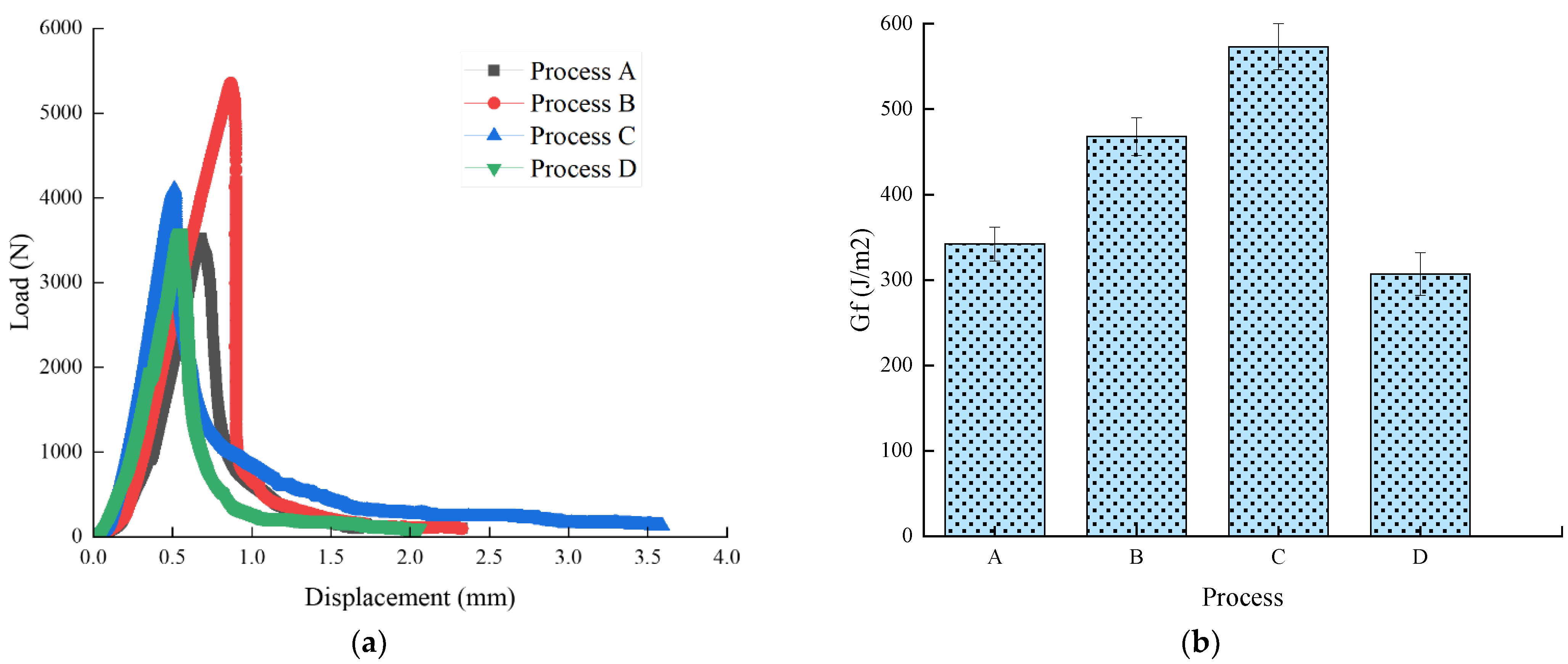
4.1.2. The Fracture Performance of SCB Test
4.2. Resistance to Freeze–Thaw Damage
4.3. Dispersion State of Fiber in the CRAM
4.3.1. Macro-Distribution State of Fiber in Loose CRAM
4.3.2. Micro-Distribution State of Fiber in CRAM Specimens
5. Conclusions
- (1)
- Based on the results of the semicircle bending test and indirect tensile test, fiber mixing processes have a significant effect on the cracking resistance of CRAM. The CRAM specimens prepared by process C have the largest fracture energy, splitting strength, and fracture work, while the specimens made by process D have the smallest value.
- (2)
- For all CRAM specimens, with the increase of freeze–thaw cycles, splitting strength and fracture work of fiber CRAM decrease. However, there is an obvious difference in the reduction rate of splitting strength and fracture work, especially for the specimens under water saturation condition. The specimens made by process C have the smallest reduction rate, which indicates a better resistance to freezing and thawing damage.
- (3)
- According to the analysis of fiber macro-distribution state in loose CRAM, the dispersion state of the fiber is affected by the humidity condition in the mixing environment. In contrast, the best humidity conditions are obtained for fiber dispersion in process C.
- (4)
- Based on the SEM observation, an overlapping bridging network structure can be observed in the microstructure of the specimens prepared by process C, which means the mixture could transfer and disperse stress better when it is stressed. This reveals the mechanism of the influence of fiber mixing process on the resistance to cracking of CRAM from the micro level.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jain, S.; Singh, B. Cold mix asphalt: An overview. J. Clean. Prod. 2021, 280, 124378. [Google Scholar] [CrossRef]
- Yin, P.; Pan, B. Effect of RAP content on fatigue performance of hot-mixed recycled asphalt mixture. Constr. Build. Mater. 2022, 328, 127077. [Google Scholar] [CrossRef]
- Zou, G.; Zhang, J.; Li, Y.; Lin, Z. Quantitative characterize binder blending and diffusion in recycled asphalt mixture: An environmental-friendly solution using wooden cube and 3D fluorescence image technology. J. Clean. Prod. 2021, 293, 126204. [Google Scholar] [CrossRef]
- Wu, J.; Niu, Z.; Chen, H. Effect of aging on low-temperature crack resistance and water stability of polyester fiber asphalt mixture. Mater. Res. Express 2022, 9, 015101. [Google Scholar] [CrossRef]
- Krasowski, J.; Buczyński, P.; Iwański, M. The Effect of Polymer Powder on the Cracking of the Subbase Layer Composed of Cold Recycled Bitumen Emulsion Mixtures. Materials 2021, 14, 5867. [Google Scholar] [CrossRef]
- Rizwan, A.K.; Rahul, S. Strength and Durability Characteristics of Rice Husk Ash Concrete Reinforced with Polypropylene Fibres. J. Civ. Eng. 2018, 12, 653–668. [Google Scholar]
- Xu, Q.; Chen, H.; Prozzi, J.A. Performance of fiber reinforced asphalt concrete under environmental temperature and water effects. Constr. Build. Mater. 2010, 24, 2003–2010. [Google Scholar] [CrossRef]
- Tian, T.; Jiang, Y.; Yi, Y.; Fan, J.; Yang, D.; Deng, C. Fiber-Emulsified Asphalt Cold-Recycled Mixture Produced Using Vertical Vibration Compaction: Performance Study. J. Mater. Civ. Eng. 2022, 34, 04022114. [Google Scholar] [CrossRef]
- Hui, Y.; Men, G.; Xiao, P.; Tang, Q.; Han, F.; Kang, A.; Wu, Z. Recent Advances in Basalt Fiber Reinforced Asphalt Mixture for Pavement Applications. Materials 2022, 15, 6826. [Google Scholar] [CrossRef]
- Zhang, J.; Zheng, M.; Pei, J.; Zhang, J.; Li, R. Research on low temperature performance of emulsified asphalt cold recycled mixture and improvement measures based on fracture energy. Materials 2020, 13, 3176. [Google Scholar] [CrossRef]
- Zhang, Q.; Hou, D.H.; Shi, J.C.; Shang, B.; Liu, T.B. Study on performance optimization of emulsified asphalt cold recycled mixture with mixed waste fibers. Silic. Bull. 2020, 39, 2662–2671. [Google Scholar]
- Shanbara, H.K.; Ruddock, F.; Atherton, W. A laboratory study of high-performance cold mix asphalt mixtures reinforced with natural and synthetic fibres. Constr. Build. Mater. 2018, 172, 166–175. [Google Scholar] [CrossRef]
- Abtahi, S.M.; Sheikhzadeh, M.; Hejazi, S.M. Fiber-reinforced asphalt-concrete–a review. Constr. Build. Mater. 2010, 24, 871–877. [Google Scholar] [CrossRef]
- Wang, E.; Zhang, Q.Z. Effect of fiber on performance of emulsified asphalt cold recycled mixture. New Build. Mater. 2020, 47, 74–78. [Google Scholar]
- Rhee, S.K.; Park, K.W. A study on Mechanical Characteristics of fiber modified emulsified asphalt mixture as environmentally-friend paving material. Int. J. Highw. Eng. 2006, 8, 23–30. [Google Scholar]
- Zeng, S.H.; Dong, Y.; Xu, W.J. Experimental study on splitting of basalt fiber asphalt mixture. New Build. Mater. 2019, 46, 46–49. [Google Scholar]
- Kong, L.; Lu, Z.; He, Z.; Shen, Z.; Xu, H.; Yang, K.; Yu, L. Characterization of crack resistance mechanism of fiber modified emulsified asphalt cold recycling mixture based on acoustic emission parameters. Constr. Build. Mater. 2022, 327, 126939. [Google Scholar] [CrossRef]
- Wang, D.C.; Hao, P.W.; Lui, R.X.; Liu, N. Experimental study on low temperature crack resistance of emulsified asphalt cold recycled asphalt mixture. J. Wuhan Univ. Technol. 2020, 44, 64–68. [Google Scholar]
- Jiang, Y.J.; Wang, R.X.; Liu, P.; Chen, Z.J. Effect of fiber on road performance of emulsified asphalt cold recycled mixture. J. Dalian Univ. Technol. 2020, 60, 62–68. [Google Scholar]
- Wang, Z.G. Analysis on road performance and mechanism of emulsified asphalt cold recycled mixture mixed with fiber. Highw. Eng. 2016, 41, 262–266+288. [Google Scholar]
- Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering; People’s Communications Press: Beijing, China, 2011. (In Chinese)
- Jahanbakhsh, H.; Hosseini, P.; Nejad, F.M.; Habibi, M. Intermediate temperature fracture resistance evaluation of cement emulsified asphalt mortar. Constr. Build. Mater. 2019, 197, 1–11. [Google Scholar] [CrossRef]
- Wu, S.; He, R.; Chen, H.; Luo, Y. Low temperature characteristics of asphalt mixture based on the semi-circular bend and thermal stress restrained specimen test in alpine cold regions. Constr. Build. Mater. 2021, 311, 125300. [Google Scholar] [CrossRef]
- Hebei Bureau of Quality and Technical Supervision. Technical Specification for Cold Recycling of Emulsified Asphalt for Highway Asphalt Pavement; People’s Communications Press: Beijing, China, 2020. [Google Scholar]
- Lv, S.S. Study on low temperature performance evaluation index of asphalt mixture based on bending test at low temperature. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2012; Volume 193, pp. 427–430. [Google Scholar]
- Li, Z.; Shen, A.; Wang, H.; Guo, Y.; Wu, H. Effect of basalt fiber on the low-temperature performance of an asphalt mixture in a heavily frozen area. Constr. Build. Mater. 2020, 253, 119080. [Google Scholar] [CrossRef]
- Wang, T.; Chen, Y.; Zhu, C.; Liu, H.; Ma, C.; Wang, X.; Qu, R. High-and low-temperature fracture behavior of pervious asphalt mixtures under different freeze–thaw cycles based on acoustic emission technique. Arab. J. Geosci. 2022, 15, 1–15. [Google Scholar] [CrossRef]
- Xing, C.; Liu, L.; Cui, Y.; Ding, D. Analysis of base bitumen chemical composition and aging behaviors via atomic force microscopy-based infrared spectroscopy. Fuel 2020, 264, 116845. [Google Scholar] [CrossRef]
- Xing, C.; Jiang, W.; Li, M.; Wang, M.; Xiao, J.; Xu, Z. Application of atomic force microscopy in bitumen materials at the nanoscale, A review. Constr. Build. Mater. 2022, 342, 128059. [Google Scholar] [CrossRef]
- Monich, P.R.; Berti, F.V.; Porto, L.M.; Henriques, B.; de Oliveira, A.P.N.; Fredel, M.C.; Souza, J.C. Physicochemical and biological assessment of PEEK composites embedding natural amorphous silica fibers for biomedical applications. Mater. Sci. Eng. C 2017, 79, 354–362. [Google Scholar] [CrossRef]
- Maache, M.; Bezazi, A.; Amroune, S.; Scarpa, F.; Dufresne, A. Characterization of a novel natural cellulosic fiber from Juncus effusus L. Carbohydr. Polym. 2017, 171, 163–172. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Diameter (μm) | Length (mm) | Melting Point (°C) | Density (g/cm3) | Moisture Absorption (%) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|---|---|---|---|
| Test results | 16 | 6 | 1500 | 4.36 | 0.1 | ≥2000 | 2.7 |
| Test Items | Unit | Test Results | Technical Requirements | |
|---|---|---|---|---|
| Demulsification speed | slow crack | slow crack | ||
| Particle charge | cation | cation | ||
| Residue on sieve (1.18 mm) | % | 0.02 | ≤0.1 | |
| Storage stability | 1 d | % | 0.5 | ≤1 |
| 5 d | % | 0.9 | ≤5 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Huo, T.; Xing, C.; Wang, Y. Influence of Fiber Mixing Process on the Cracking Resistance of Cold Recycled Asphalt Mixture. Appl. Sci. 2023, 13, 999. https://doi.org/10.3390/app13020999
Wang M, Huo T, Xing C, Wang Y. Influence of Fiber Mixing Process on the Cracking Resistance of Cold Recycled Asphalt Mixture. Applied Sciences. 2023; 13(2):999. https://doi.org/10.3390/app13020999
Chicago/Turabian StyleWang, Ming, Tongde Huo, Chengwei Xing, and Yuxuan Wang. 2023. "Influence of Fiber Mixing Process on the Cracking Resistance of Cold Recycled Asphalt Mixture" Applied Sciences 13, no. 2: 999. https://doi.org/10.3390/app13020999
APA StyleWang, M., Huo, T., Xing, C., & Wang, Y. (2023). Influence of Fiber Mixing Process on the Cracking Resistance of Cold Recycled Asphalt Mixture. Applied Sciences, 13(2), 999. https://doi.org/10.3390/app13020999