
A Gaussian Process Data Modelling and Maximum Likelihood Data Fusion Method for Multi-Sensor CMM Measurement of Freeform Surfaces




Abstract
:1. Introduction
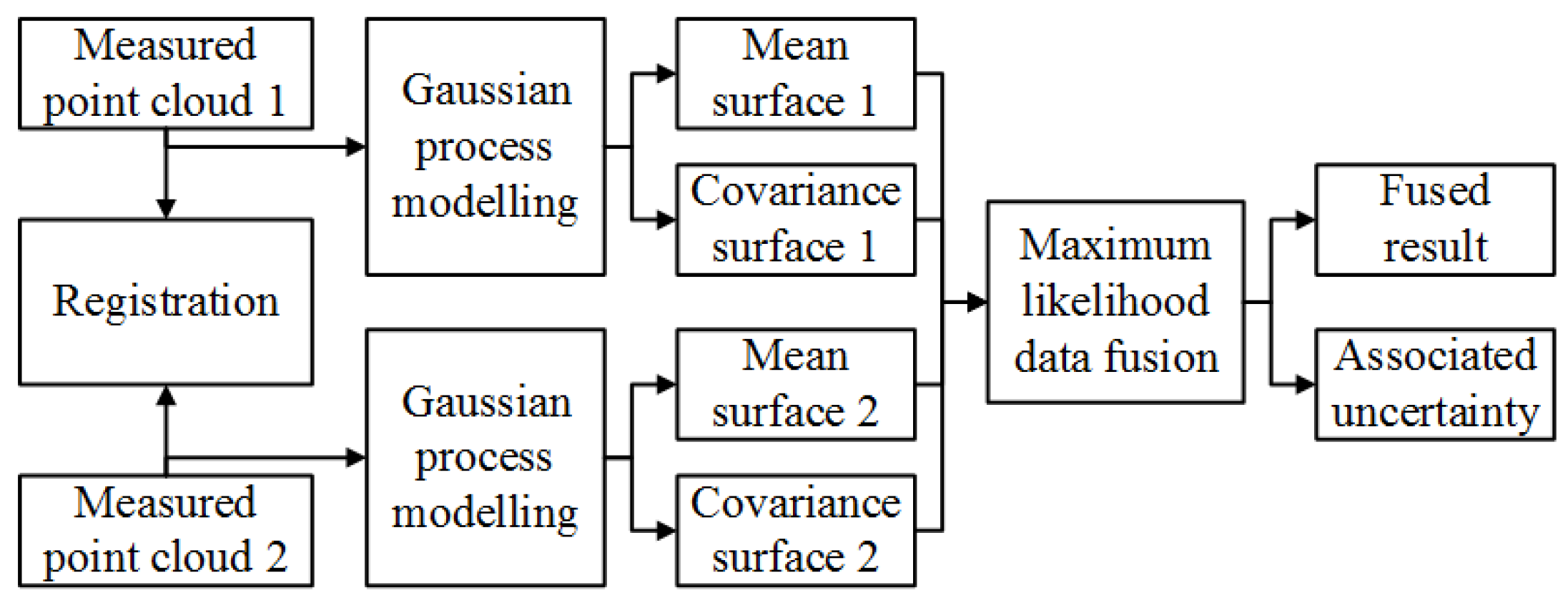
2. Gaussian Process Data Modelling and Maximum Likelihood-Based Data Fusion Method
2.1. Gaussian Process Data Modelling
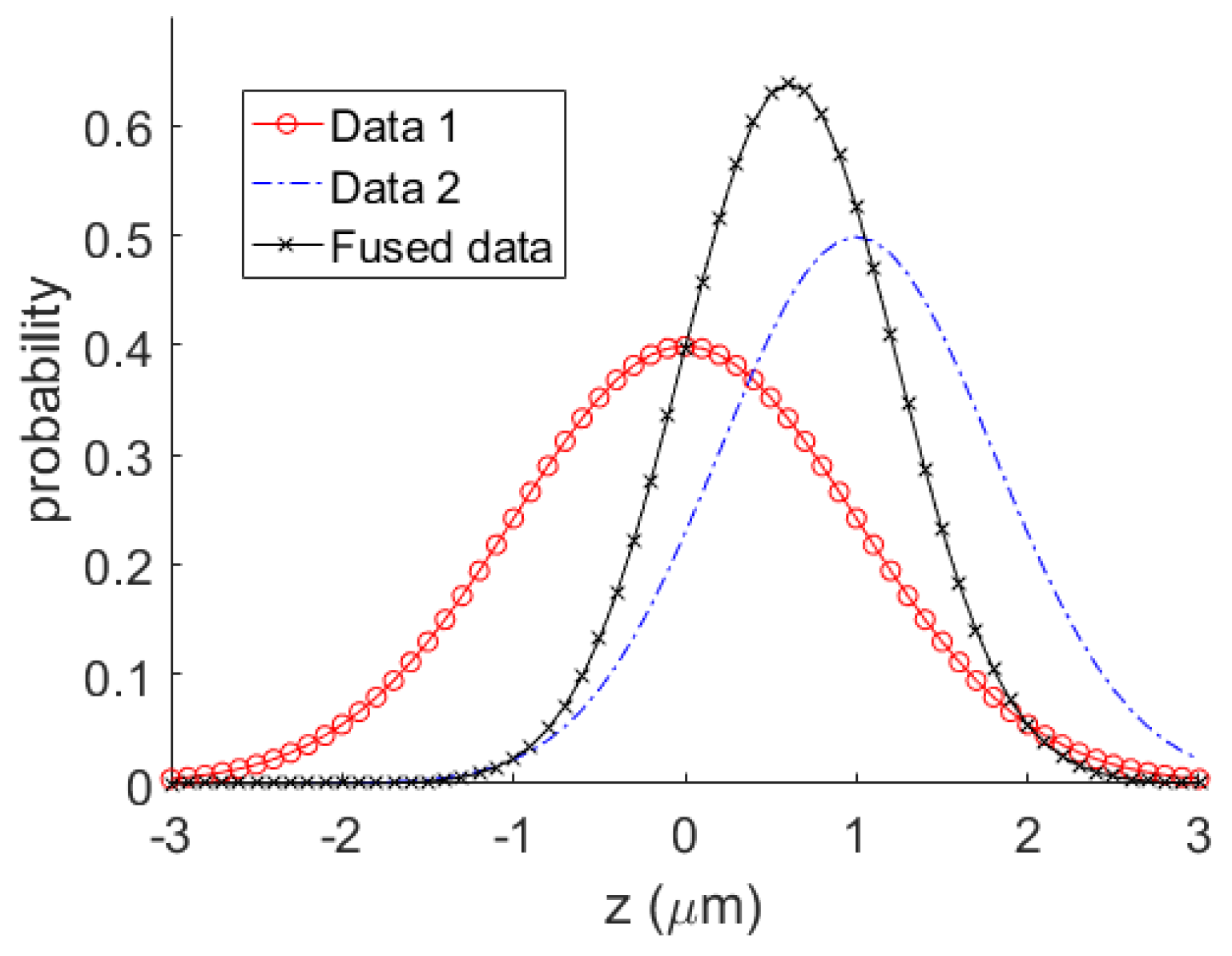
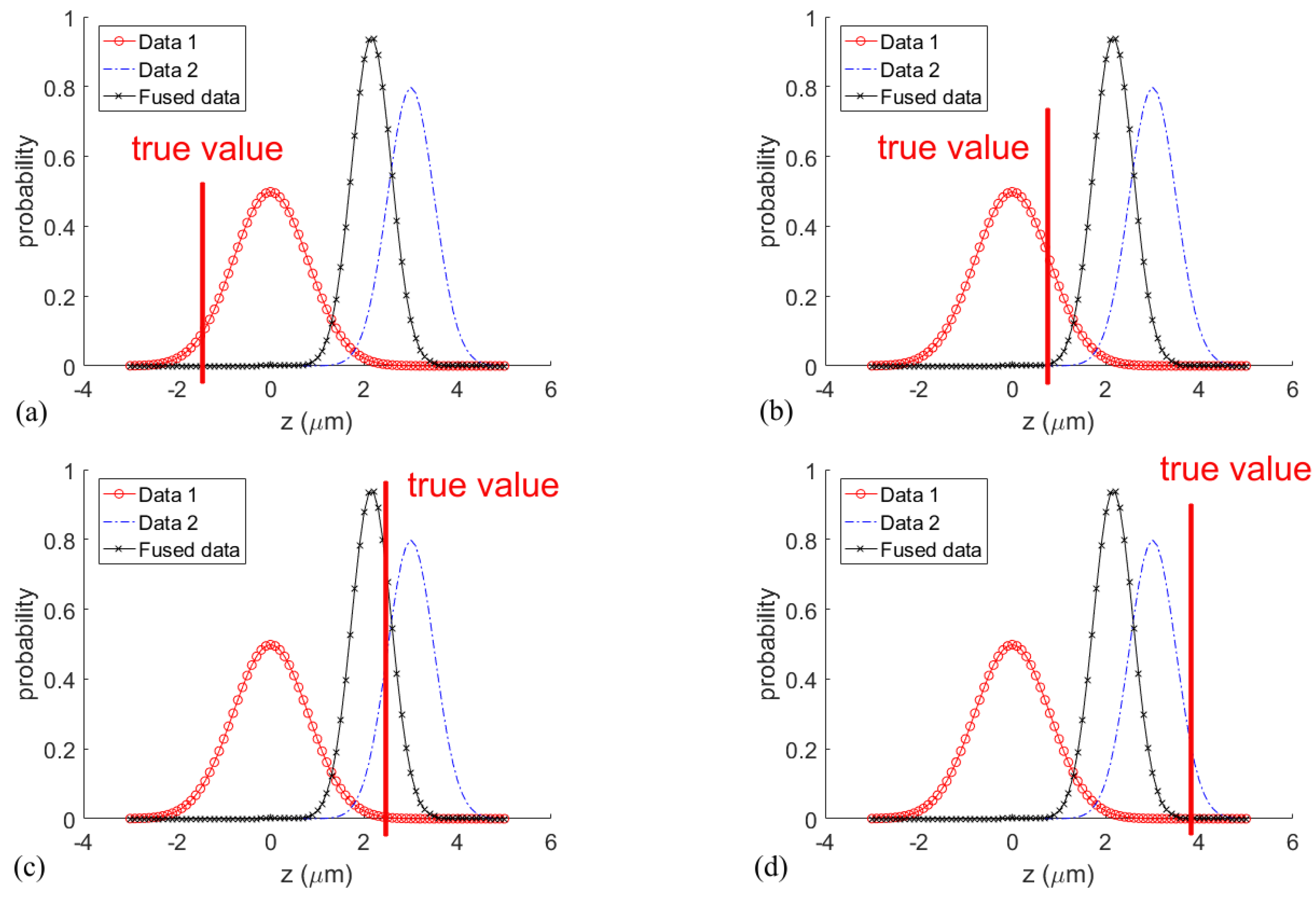
2.2. Maximum Likelihood Data Fusion
2.3. Data Modelling and Data Fusion Principle from the View of Dimensional Measurement Science
3. Experiments and Discussion
3.1. Simulated Experiments
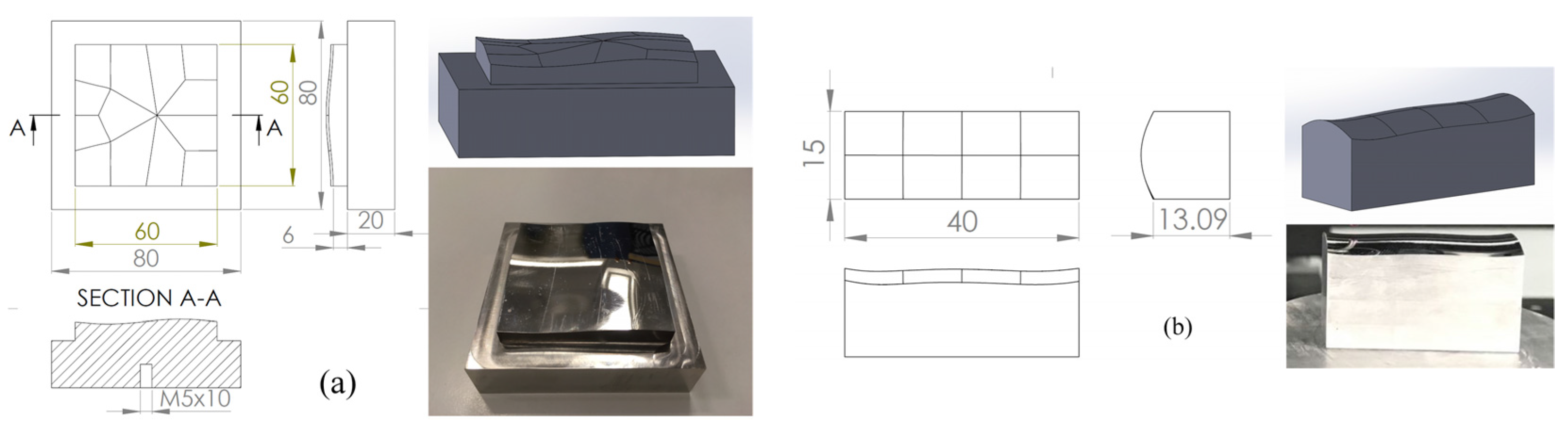
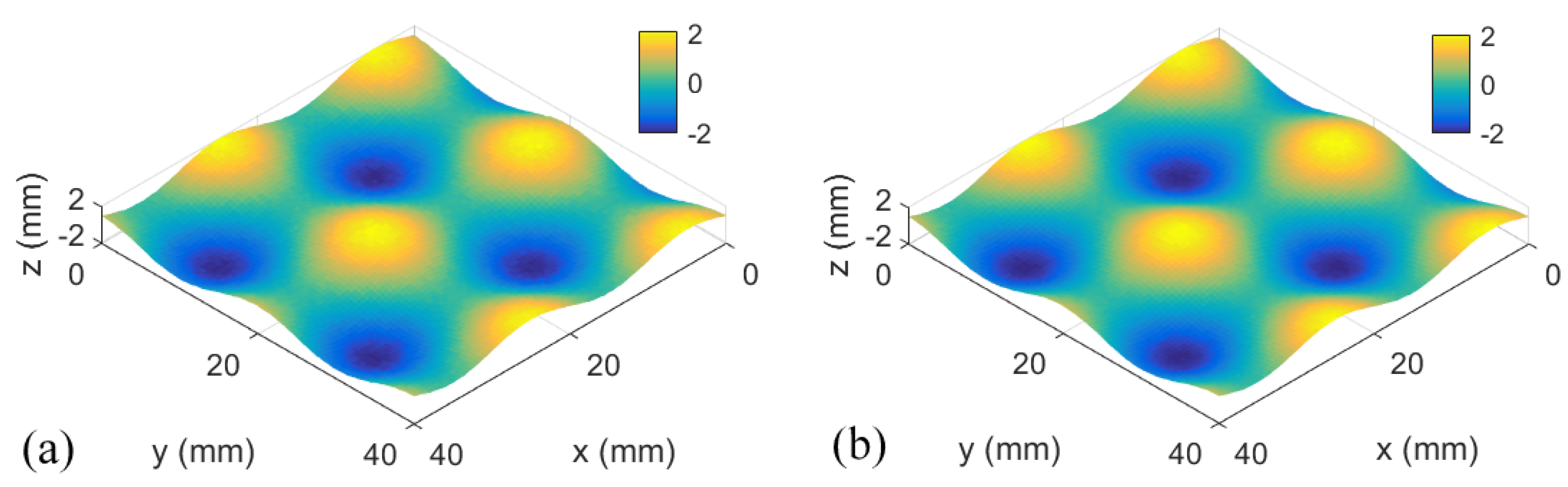
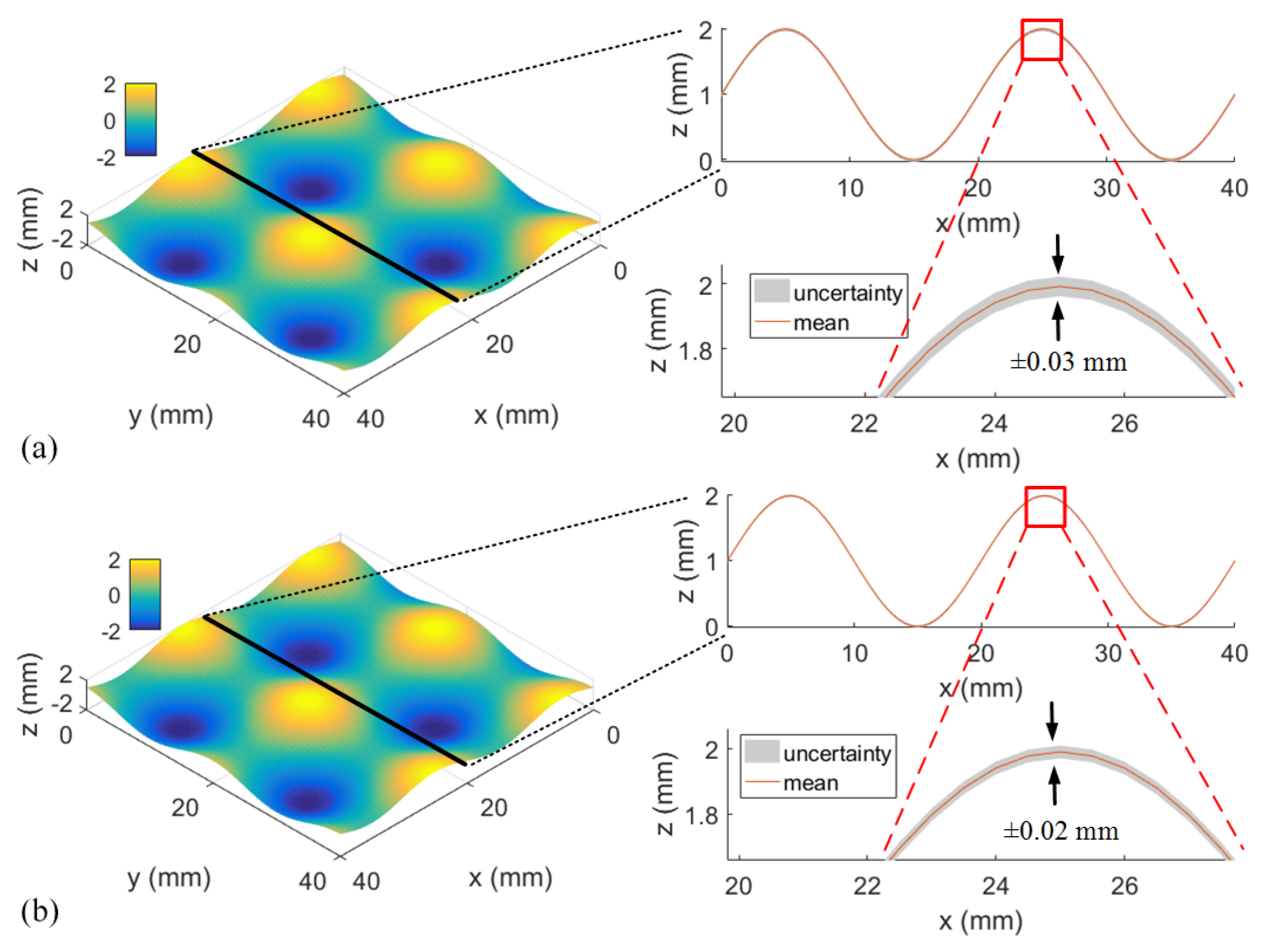
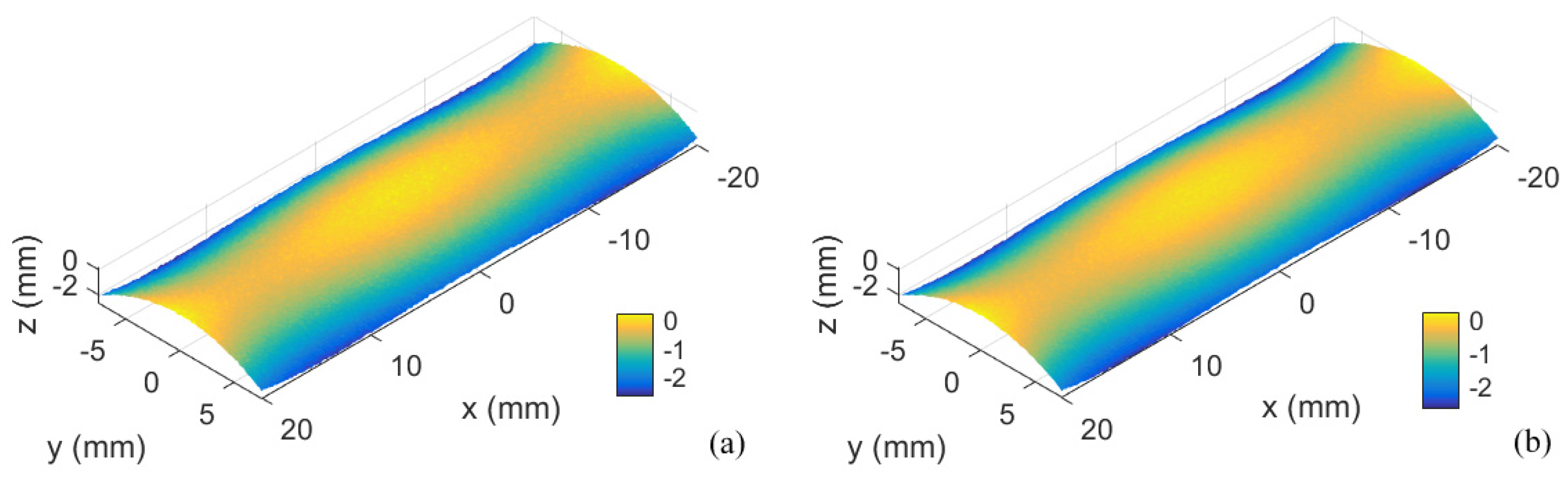
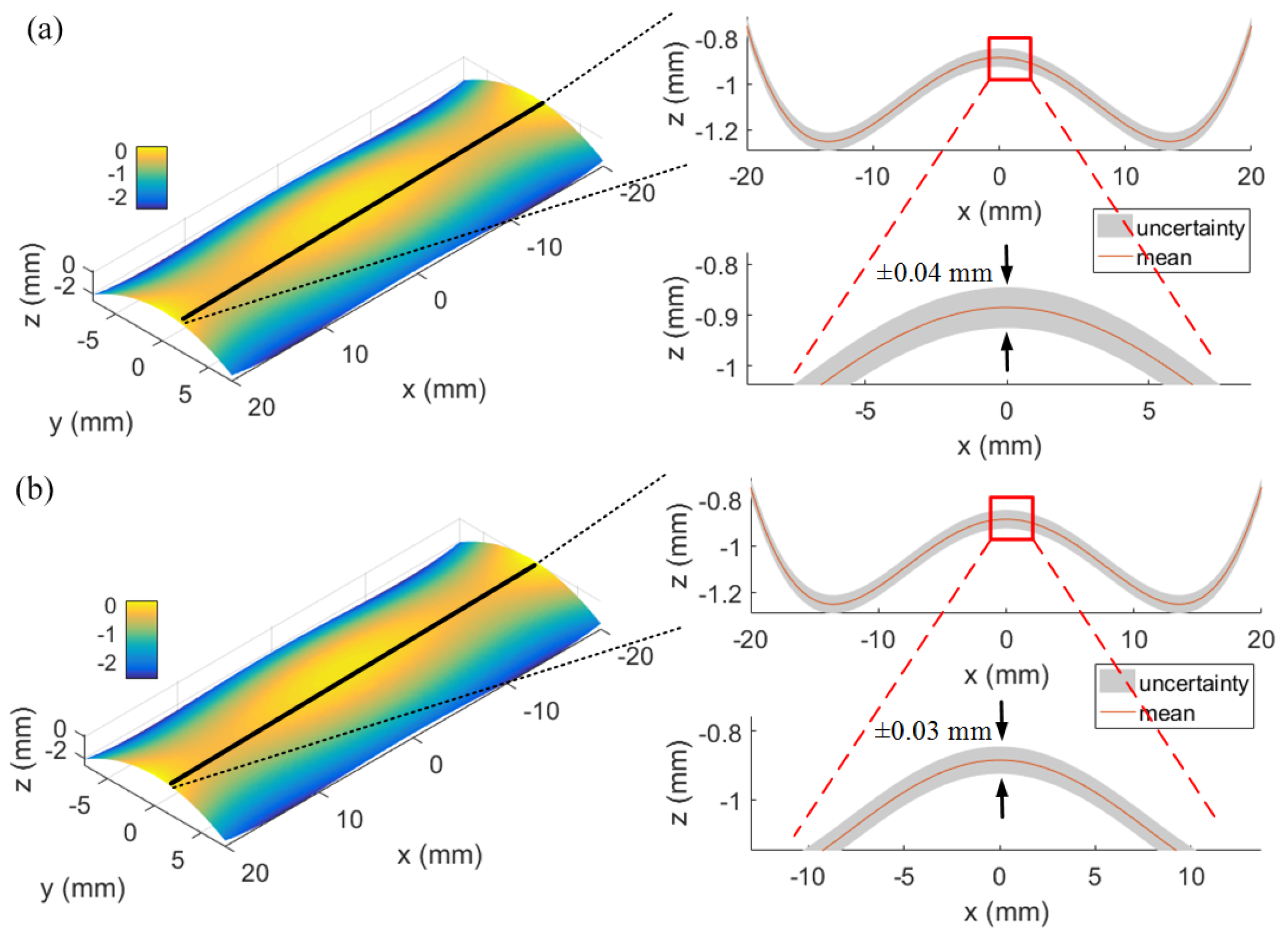
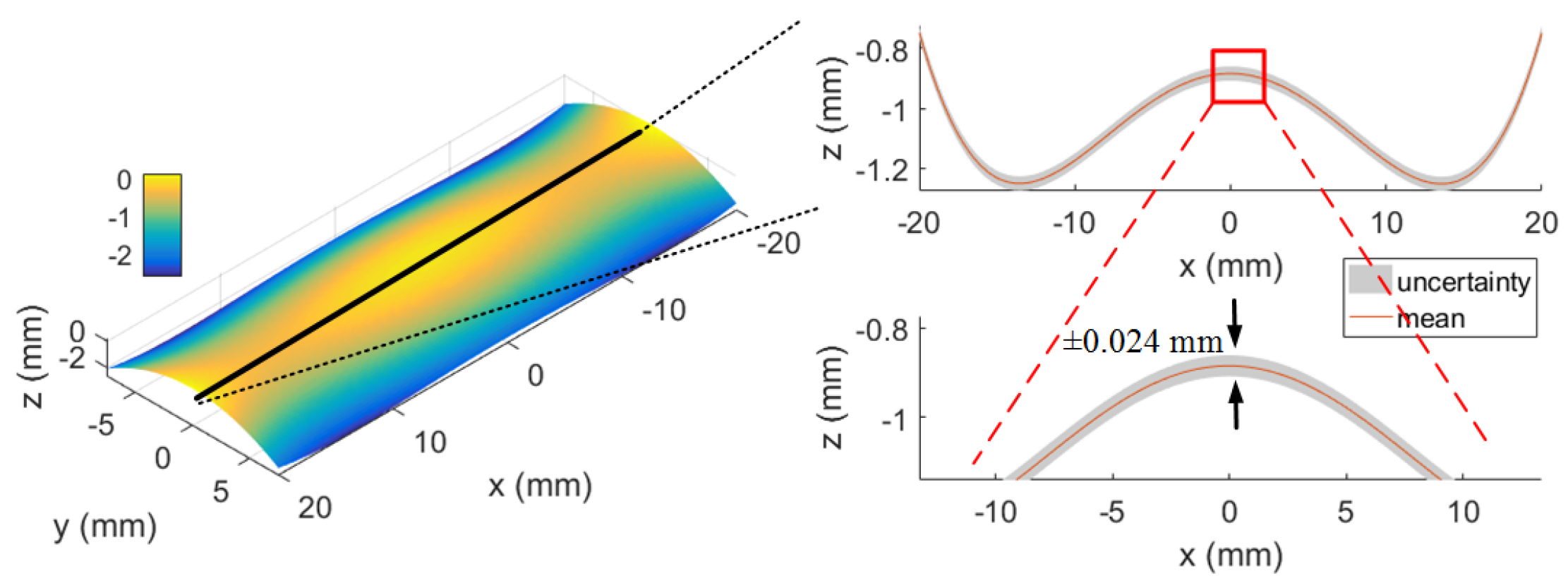
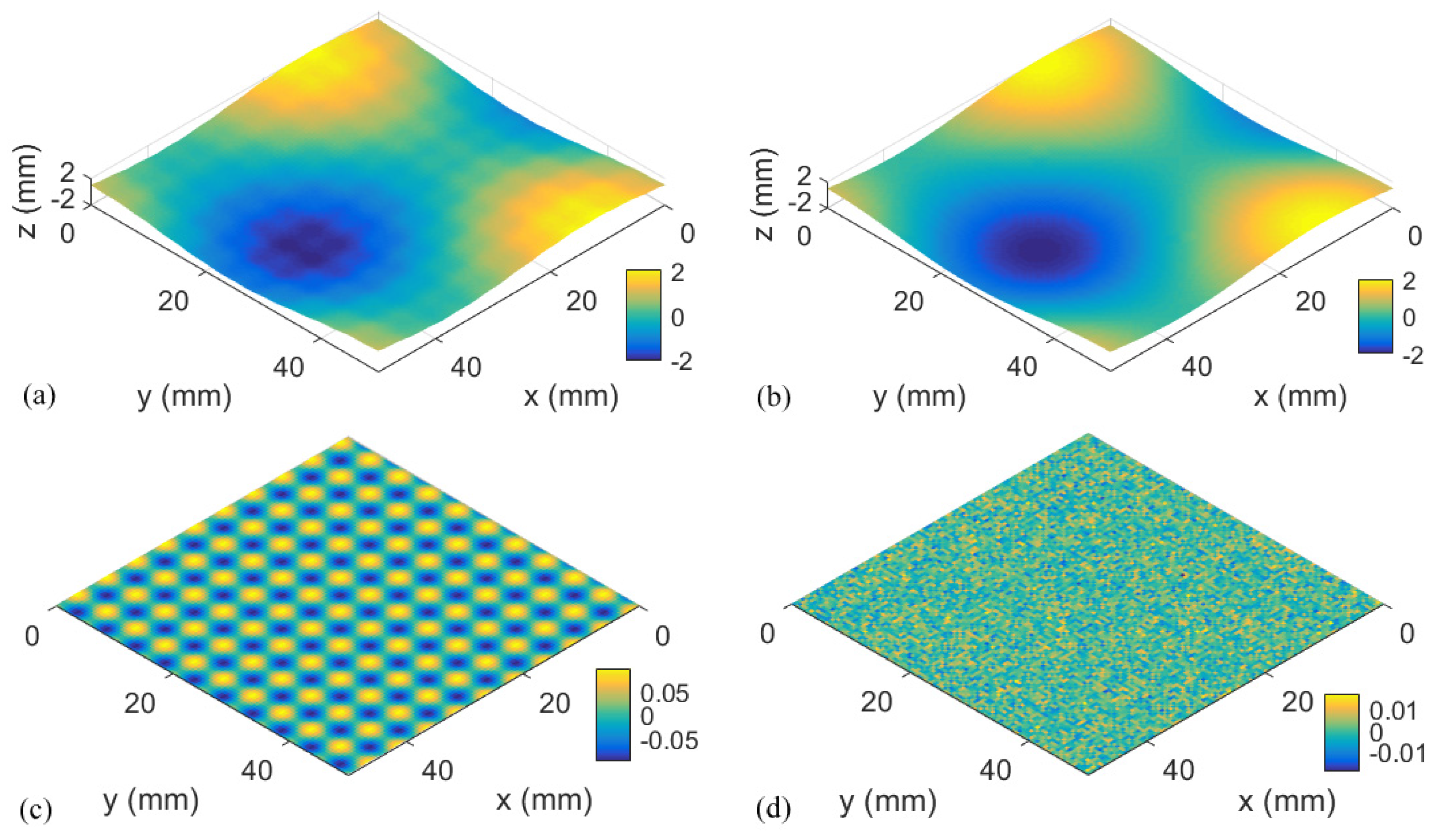
3.1.1. Sinusoidal Surface
3.1.2. F-Theta Lens Surface
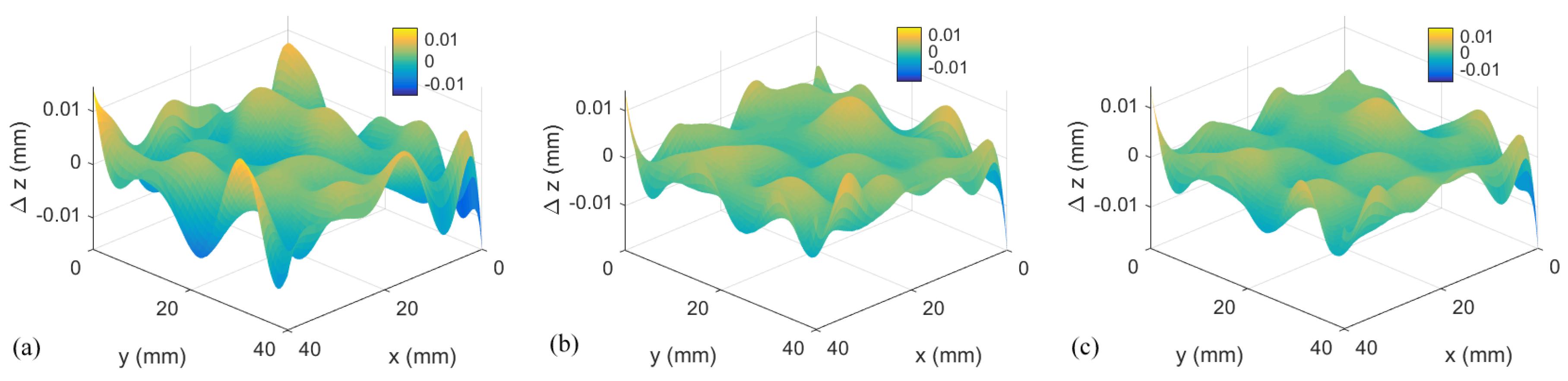
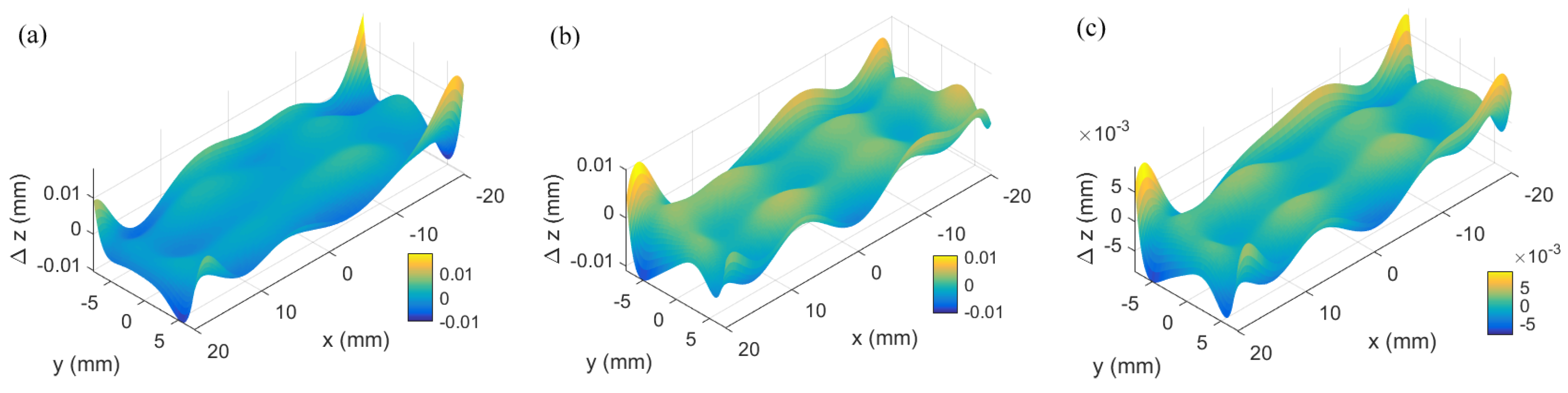
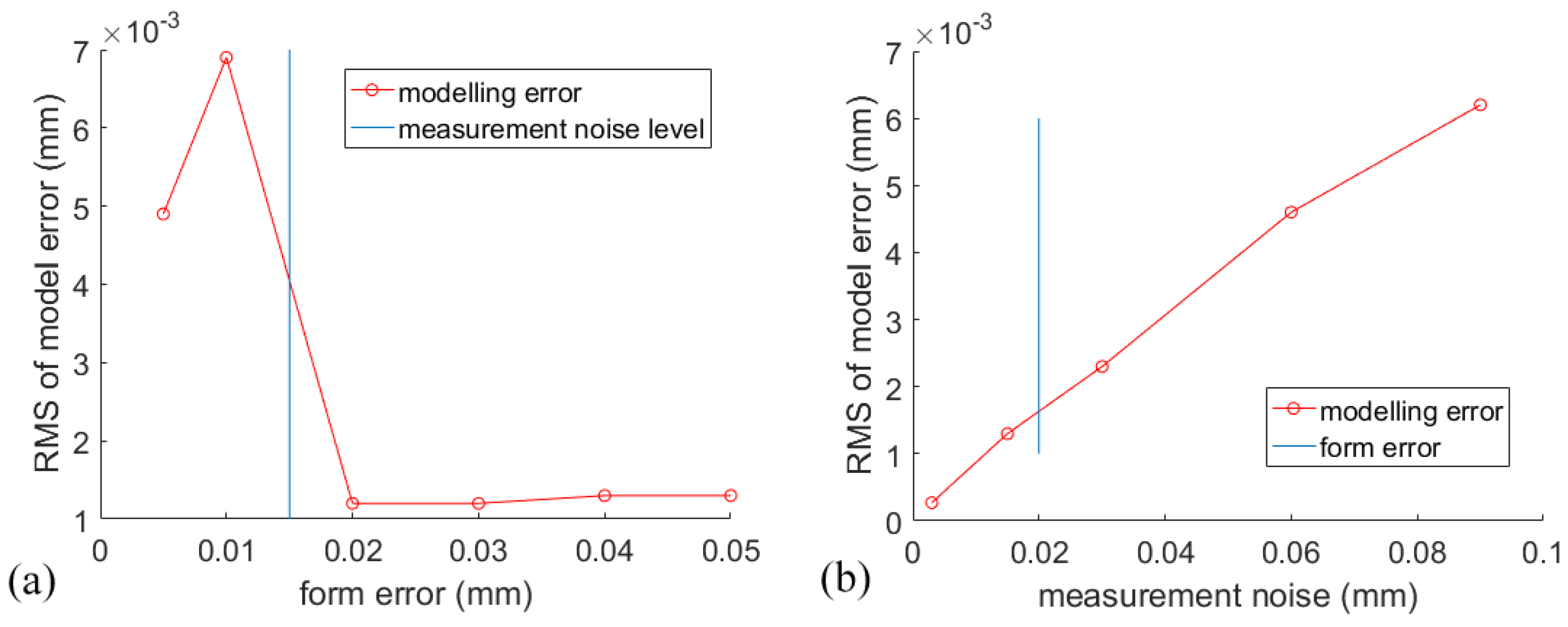
3.2. Model Error Analysis for Gaussian Process Modelling
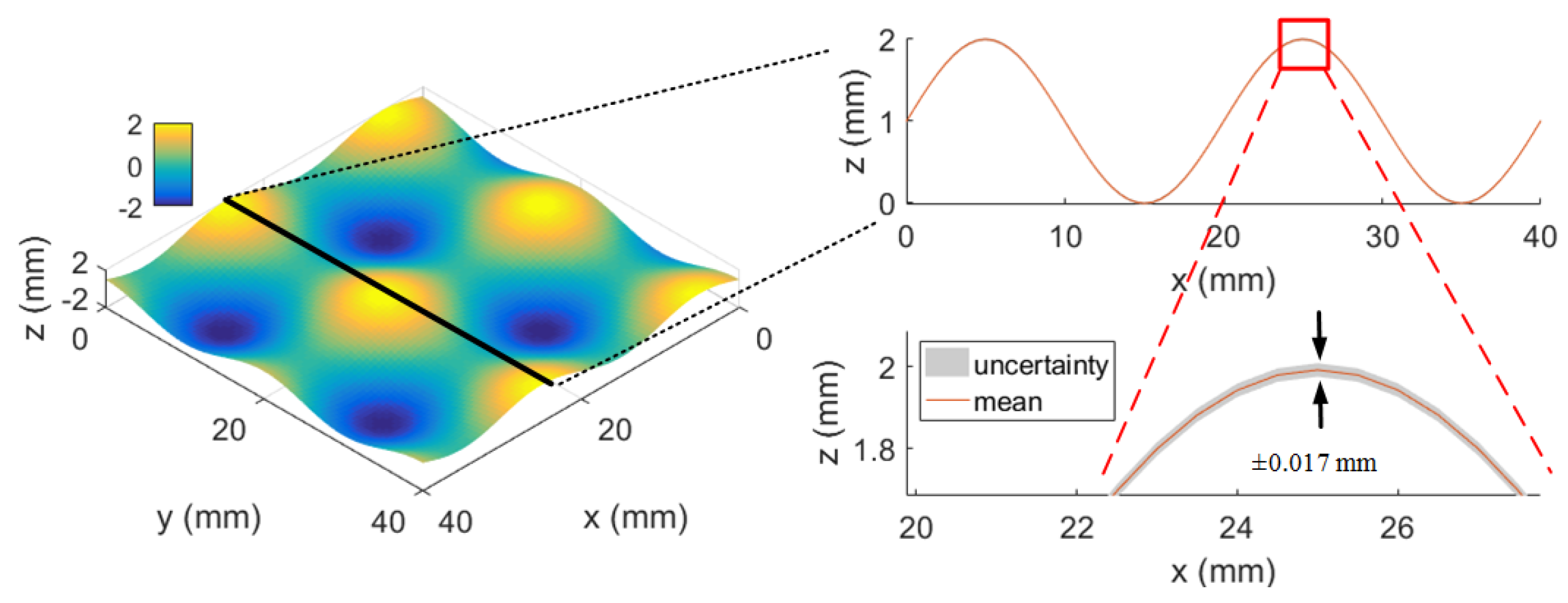
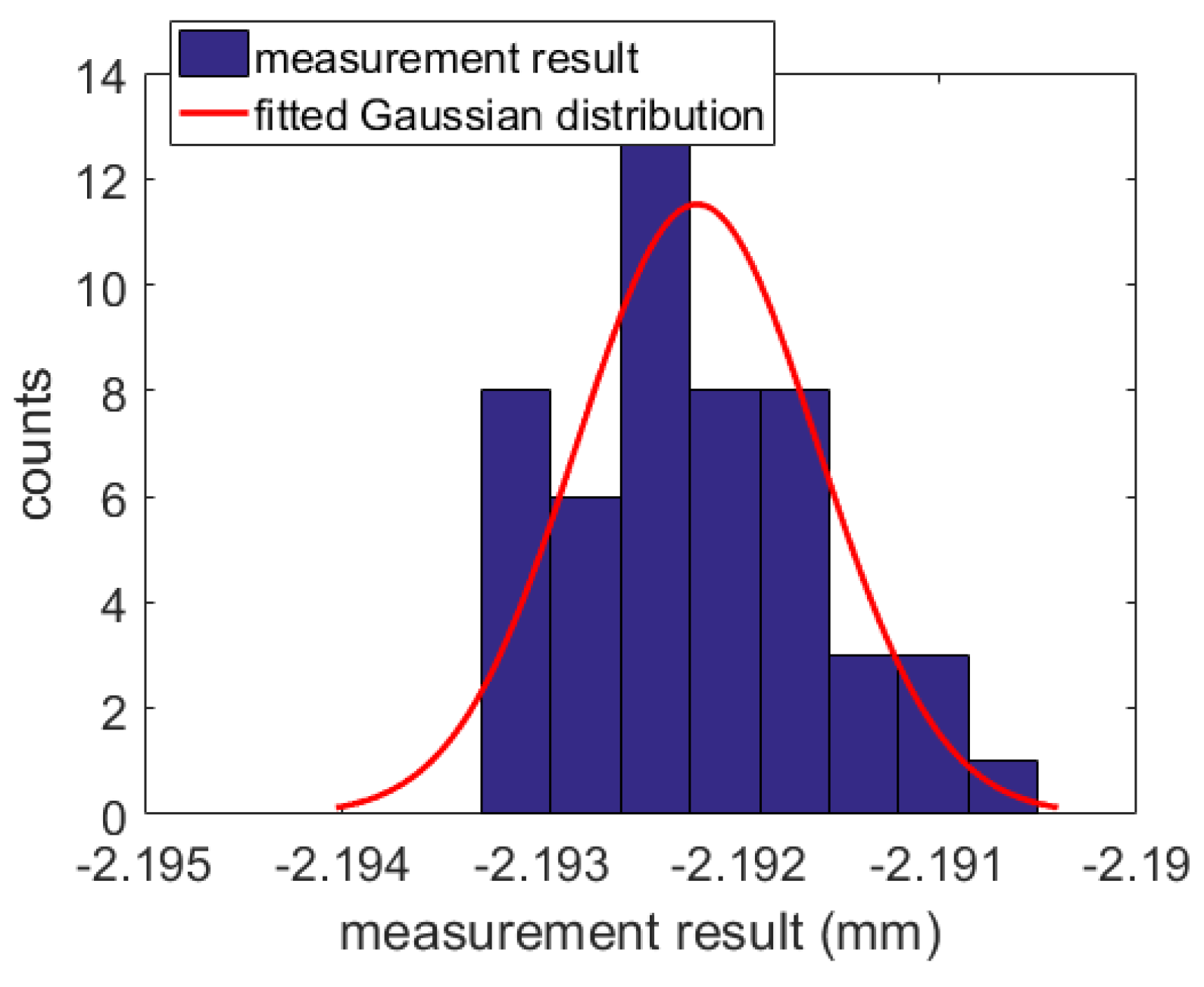
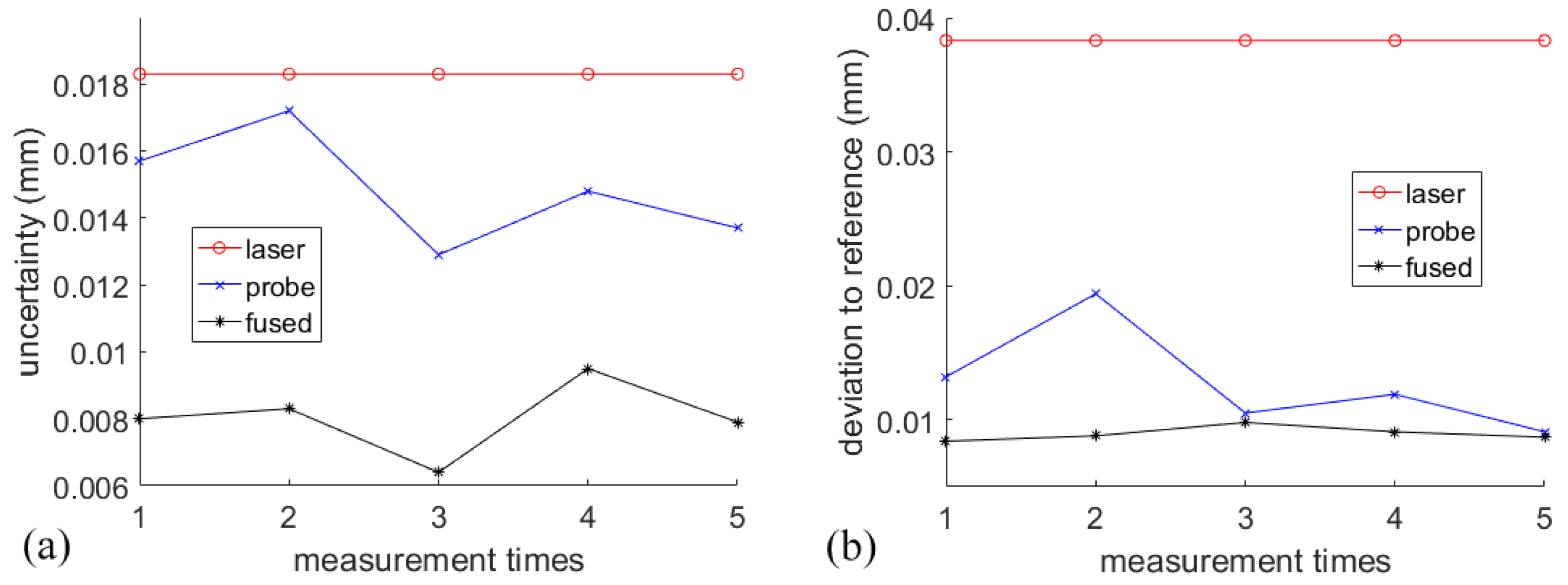
3.3. Evaluation of the Performance of Measurement Uncertainty Modelling Using the Gaussian Process
3.4. Measurement Experiment Using a Multi-Sensor CMM
3.4.1. Measurement of a Sinusoidal Surface
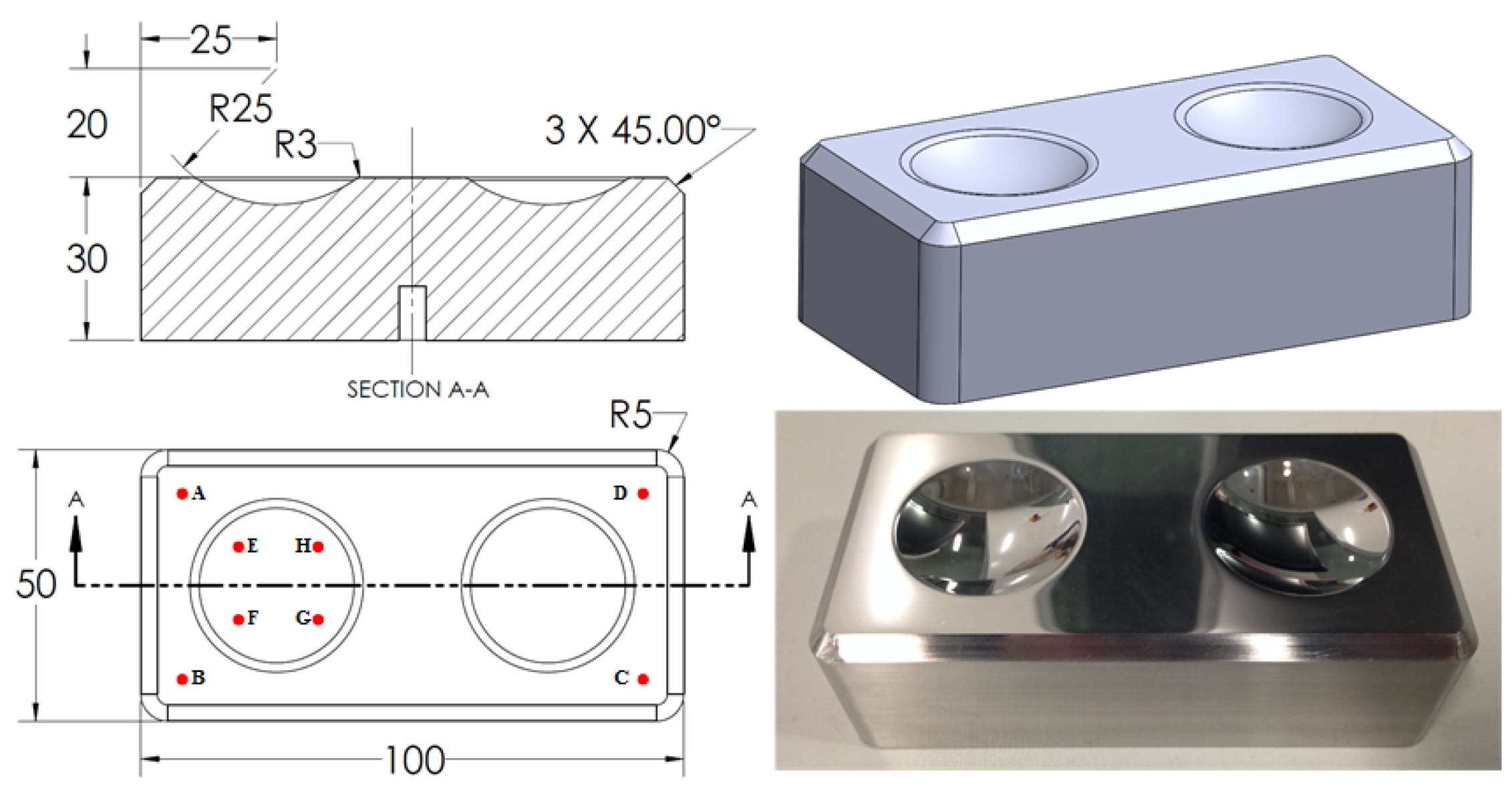
3.4.2. Measurement of an f-Theta Lens Surface
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Hocken, R.J.; Pereira, P.H. Coordinate Measuring Machines and Systems; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Savio, E.; De Chiffre, L.; Schmitt, R. Metrology of freeform shaped parts. CIRP Ann. Manuf. Technol. 2007, 56, 810–835. [Google Scholar] [CrossRef]
- Weckenmann, A.; Jiang, X.; Sommer, K.D.; Neuschaefer-Rube, U.; Seewig, J.; Shaw, L.; Estler, T. Multisensor data fusion in dimensional metrology. CIRP Ann. Manuf. Technol. 2009, 58, 701–721. [Google Scholar] [CrossRef]
- Carl Zeiss Industrial Metrology. User Manual for ZEISS O-INSPECT. Available online: http://www.zeiss.com/ (accessed on 24 July 2016).
- Werth Messtechnik GmbH. User Manual for Werth VideoCheck UA. Available online: http://www.werth.de/ (accessed on 24 July 2016).
- Schwenke, H.; Wäldele, F.; Weiskirch, C.; Kunzmann, H. Opto-tactile Sensor for 2D and 3D Measurement of Small Structures on Coordinate Measuring Machines. CIRP Ann. Manuf. Technol. 2001, 50, 361–364. [Google Scholar] [CrossRef]
- Hexagon, A.B. Optiv Classic. Available online: http://hexagonmi.com/ (accessed on 24 July 2016).
- Nikon Metrology NV. LK V-GP High accuracy gantry CMM. Available online: http://www.nikonmetrology.com/ (accessed on 24 July 2016).
- Galetto, M.; Mastrogiacomo, L.; Maisano, D.; Franceschini, F. Cooperative fusion of distributed multi-sensor LVM (Large Volume Metrology) systems. CIRP Ann. Manuf. Technol. 2015, 64, 483–486. [Google Scholar] [CrossRef]
- Colosimo, B.M.; Pacella, M.; Senin, N. Multisensor data fusion via Gaussian process models for dimensional and geometric verification. Precis. Eng. 2015, 40, 199–213. [Google Scholar] [CrossRef] [Green Version]
- Qian, P.Z.; Wu, C.J. Bayesian hierarchical modeling for integrating low-accuracy and high-accuracy experiments. Technometrics 2008, 50, 192–204. [Google Scholar] [CrossRef]
- Williams, C.K.; Rasmussen, C.E. Gaussian Processes for Machine Learning; MIT Press: Cambridge, MA, USA, 2006; Volume 2, p. 4. [Google Scholar]
- Xia, H.; Ding, Y.; Wang, J. Gaussian process method for form error assessment using coordinate measurements. IIE Trans. 2008, 40, 931–946. [Google Scholar]
- Yin, Y.H.; Ren, M.J.; Sun, L.J.; Kong, L.B. Gaussian process based multi-scale modelling for precision measurement of complex surfaces. CIRP Ann. Manuf. Technol. 2016, 65, 487–490. [Google Scholar] [CrossRef]
- Xia, H.; Ding, Y.; Mallick, B.K. Bayesian hierarchical model for combining misaligned two-resolution metrology data. IIE Trans. 2011, 43, 242–258. [Google Scholar] [CrossRef]
- Shen, T.S.; Menq, C.H. Automatic camera calibration for a multiple-sensor integrated coordinate measurement system. IEEE Trans. Robot. Autom. 2001, 17, 502–507. [Google Scholar] [CrossRef]
- Besl, P.J.; McKay, N.D. A method for registration of 3-D shapes. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Rasmussen, C.E.; Nickisch, H. Gaussian processes for machine learning (GPML) toolbox. J. Mach. Learn. Res. 2010, 11, 3011–3015. [Google Scholar]
- Bukkapatnam, S.T.S.; Cheng, C. Forecasting the evolution of nonlinear and nonstationary systems using recurrence-based local Gaussian process models. Phys. Rev. E 2010, 82. [Google Scholar] [CrossRef] [PubMed]
- The Joint Committee for Guides in Metrology (JCGM). Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement (GUM); JCGM: Sevres, France, 2008. [Google Scholar]
- Taylor, J. An Introduction to Error Analysis, the Study of Uncertainties in Physical Measurements; University Science Books: Sausalito, CA, USA, 1997; Volume 1. [Google Scholar]
- Wang, J.; Leach, R.K.; Jiang, X. Review of the mathematical foundations of data fusion techniques in surface metrology. Surf. Topogr. Metrol. Prop. 2015, 3. [Google Scholar] [CrossRef]
- Liu, M.; Cheung, C.F.; Ren, M.; Cheng, C.-H. Estimation of measurement uncertainty caused by surface gradient for a white light interferometer. Appl. Opt. 2015, 54, 8670–8677. [Google Scholar] [CrossRef] [PubMed]
- Werth Messtechnik GmbH. User Manual—DMIS Programming; Werth Messtechnik GmbH: Gießen, Germany, 2011. [Google Scholar]
- Rusu, R.B.; Cousins, S. 3D is here: Point Cloud Library (PCL). In Proceedings of the 2011 IEEE International Conference on Robotics and Automation (ICRA), Shanghai, China, 9–13 May 2011; pp. 1–4.
- Ryu, Y.; Cho, H. New optical sensing system for obtaining the three-dimensional shape of specular objects. Opt. Eng. 1996, 35, 1483–1495. [Google Scholar] [CrossRef]
- Wang, Z.; Bukkapatnam, S.T.; Kumara, S.R.; Kong, Z.; Katz, Z. Change detection in precision manufacturing processes under transient conditions. CIRP Ann. Manuf. Technol. 2014, 63, 449–452. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Evaluation Items | With Sensor 1 | With Sensor 2 | Fused Data |
|---|---|---|---|
| RMS of uncertainty | 29.8 µm | 19.8 µm | 16.5 µm |
| RMS of deviation | 3.5 µm | 2.4 µm | 2.2 µm |
| Evaluation Items | With Sensor 1 | With Sensor 2 | Fused Data |
|---|---|---|---|
| RMS of uncertainty | 38.6 µm | 31.0 µm | 24.2 µm |
| RMS of deviation | 2.3 µm | 2.1 µm | 1.8 µm |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Cheung, C.F.; Cheng, C.-H.; Lee, W.B. A Gaussian Process Data Modelling and Maximum Likelihood Data Fusion Method for Multi-Sensor CMM Measurement of Freeform Surfaces. Appl. Sci. 2016, 6, 409. https://doi.org/10.3390/app6120409
Liu M, Cheung CF, Cheng C-H, Lee WB. A Gaussian Process Data Modelling and Maximum Likelihood Data Fusion Method for Multi-Sensor CMM Measurement of Freeform Surfaces. Applied Sciences. 2016; 6(12):409. https://doi.org/10.3390/app6120409
Chicago/Turabian StyleLiu, Mingyu, Chi Fai Cheung, Ching-Hsiang Cheng, and Wing Bun Lee. 2016. "A Gaussian Process Data Modelling and Maximum Likelihood Data Fusion Method for Multi-Sensor CMM Measurement of Freeform Surfaces" Applied Sciences 6, no. 12: 409. https://doi.org/10.3390/app6120409
APA StyleLiu, M., Cheung, C. F., Cheng, C. -H., & Lee, W. B. (2016). A Gaussian Process Data Modelling and Maximum Likelihood Data Fusion Method for Multi-Sensor CMM Measurement of Freeform Surfaces. Applied Sciences, 6(12), 409. https://doi.org/10.3390/app6120409