1. Introduction
Stone matrix asphalt (SMA) is a hot asphalt mixture in which coarse aggregate interlocks to form a stone skeleton that resists permanent deformation. SMA was first used in Europe as a mixture that would resist the wear of studded tires. Then it was used successfully in the United States in 1990, and is now widely used in China. The advantages of SMA include high resistance to rutting, excellent low-temperature performance, improved macrotexture, long service life, low tire noise, less water spray from tires, and weak light reflection on rainy nights [
1,
2,
3]. However, the coarse texture of an SMA mixture may result in more internal air voids that are related to performance degradation, even when the volume of air voids is the same as that of common asphalt mixtures [
4]. The coarse surface texture makes it more difficult to differentiate between mixture air voids and surface texture.
Fiber additive is important for SMA due to its oil absorptive characteristics. A certain quantity of fiber should be added into the SMA mixture in order to prevent asphalt from flowing out due to the high asphalt content. The outflow of the asphalt can result in fat spots on the pavement surface [
5]. The mineral skeleton of coarse aggregate supplies the mixture with a strong particle interlock increasing the mixture resistance, and the mastic supplies the mixture with better durability. Since the fiber occupies some space, the gap between aggregates will be increased if it blocks the contact of the aggregates, and then the mixture performance will be reduced through the influence of volumetric parameters. The volumetric parameters are the direct controlling indicators in the design and preparation of the SMA mixtures.
In the early stage of hot-mix-asphalt (HMA) mix design, percent voids in mineral aggregate in bituminous mixtures (VMA) were determined and maintained throughout the mix-design procedure. VMA includes the air voids and the volume occupied by the effective asphalt content. This volumetric property is correlated to mechanical properties [
6,
7,
8], e.g., small percent air voids in bituminous mixtures (VV) will cause bleeding and high VV may lead to water damage or instability in asphalt pavement. In addition to the size gradation, VMA is one of the most important HMA design criteria to obtain durable pavement, and it significantly affects the permanent deformation and fatigue performance of a compacted mix [
9,
10]. The use of VMA criteria for mix design is a time-honored and fairly successful tool. The VMA requirements for HMA mixtures were initially developed in the 1950s and were considered one of the most important volumetric parameters for HMA and SMA mixtures [
11,
12]. Then other influence factors of VMA, such as aggregate factors and volumetric basis, were pointed out, and VMA specifications were strongly emphasized during the process of asphalt mixture design and analysis [
12,
13,
14,
15].
In order to determine VMA, the bulk density, percent air voids in bituminous mixtures (VV), and percent voids in mineral aggregate that are filled with asphalt in bituminous mixtures (VFA) have to be obtained first because they are critical parameters to obtain proper VMA in design and practice. Studies have reported the difficulty of meeting the minimum VMA requirement in an efficient manner [
10,
16,
17]. It indicated that the minimum VMA should be based on the minimum asphalt film thickness rather than the minimum asphalt content [
18]. Although both Bailey’s method and the NCHRP 9-33 manual have provided suggestions for adjusting the mix design to achieve the target VMA, the determination of VMA still requires a large amount of experimental testing [
15,
19]. As another point of view, VMA was to incorporate at least the minimum permissible asphalt content into the mixture to ensure its durability. VMA and the shape of aggregate particles influence workability, shear resistance, fatigue, and durability of the mixture [
20,
21,
22,
23,
24].
The most commonly adopted fibers in SMA mixtures are lignin fibers. The success in SMA mixtures spurred the adoption of the fiber for many major highway projects. Then, lignin fiber, glass fiber, and mineral fiber have been studied in asphalt mixtures [
25,
26]. From then on, other types of fibers, such as carpet fiber, polyester fiber, waste tires, cellulose oil palm fiber, waste glass fiber, and coconut fiber, were used to study the service properties of the HMA mixture and SMA mixture [
26,
27,
28,
29,
30]. The studies focused on the mixture to obtain a better performance, such as strength, stability, durability, reduction of noise, rutting resistance, fatigue life, and water sensitivity. However, fiber types may influence oil absorption and fiber content will affect the VV. Then it can affect the VMA directly. Limited studies were conducted to analyze the influence of fibers on the VMA during the mixture design.
Therefore, this study investigated the effects of four different fibers on the mixture volume parameter during the SMA mixture design, with the goal of identifying the adaptability of polyester fiber and mineral fiber for satisfactory binder performance. The mineral fiber has a similar density with aggregates and smaller oil absorption and specific surface area, which means it cannot absorb much asphalt binder to fill the mineral outside space, and is less sensitive to the content change. Polyester fiber has better asphalt absorption and higher ductility; therefore, it can form much more space in the SMA mixture [
31]. High content of polyester fiber means low asphalt content, which potentially reduces the adhesion between the aggregate and asphalt binder.
Empirical binder tests were conducted to identify volume parameters and appropriate contents of different fibers. The bulk specific gravity of bituminous mixtures, VV, VFA, and VMA, were studied with a surface-dry condition method test. Then, the Marshall Stability of the SMA mixtures with optimized mixing procedures was evaluated to check the effect of the fibers on the mechanical performance. The flocculent lignin fiber was used as a control fiber. The suggested fiber content of this study for different fibers could provide better performance of the SMA mixture. The results provide effective references for the SMA mixture design.
3. Results and Discussion
3.1. Effect of Fiber on Bulk Specific Gravity, VV, and VFA
Figure 2 displayed the bulk specific gravity of SMA mixtures with different fibers and fiber contents. The data show an inverse correlation between bulk specific gravity of SMA mixtures and fiber content for fiber types. The SMA mixture with mineral fiber had the largest bulk specific gravity values, followed by the mixture with polyester fiber. The mixture with flocculent lignin fiber had the smallest values. All of the bulk specific gravity values were between 2.465 and 2.523. The bulk specific gravity of SMA mixtures with polyester fiber and blended fiber decreased with fiber content increasing from 0.1% to 0.4%, and then it maintained a slight decrease with fiber content from 0.4% to 0.5%. The mixture with mineral fiber had a similar variety, with the only difference being the relatively smaller reduction in fiber content from 0.5% to 0.6%.
These results indicated that it was not necessarily true that the larger bulk specific gravity of the SMA mixture results from a higher fiber content. The higher fiber content results in lower bulk specific gravity. In terms of the four different fibers, the mineral fiber has a density very close to that of the aggregate, and it was much easier to combine with the asphalt binder than other fibers. Under the same compaction effort, the SMA mixture with mineral fiber can reach a larger dry mass per unit volume. Therefore, it appeared to have a larger bulk specific gravity value.
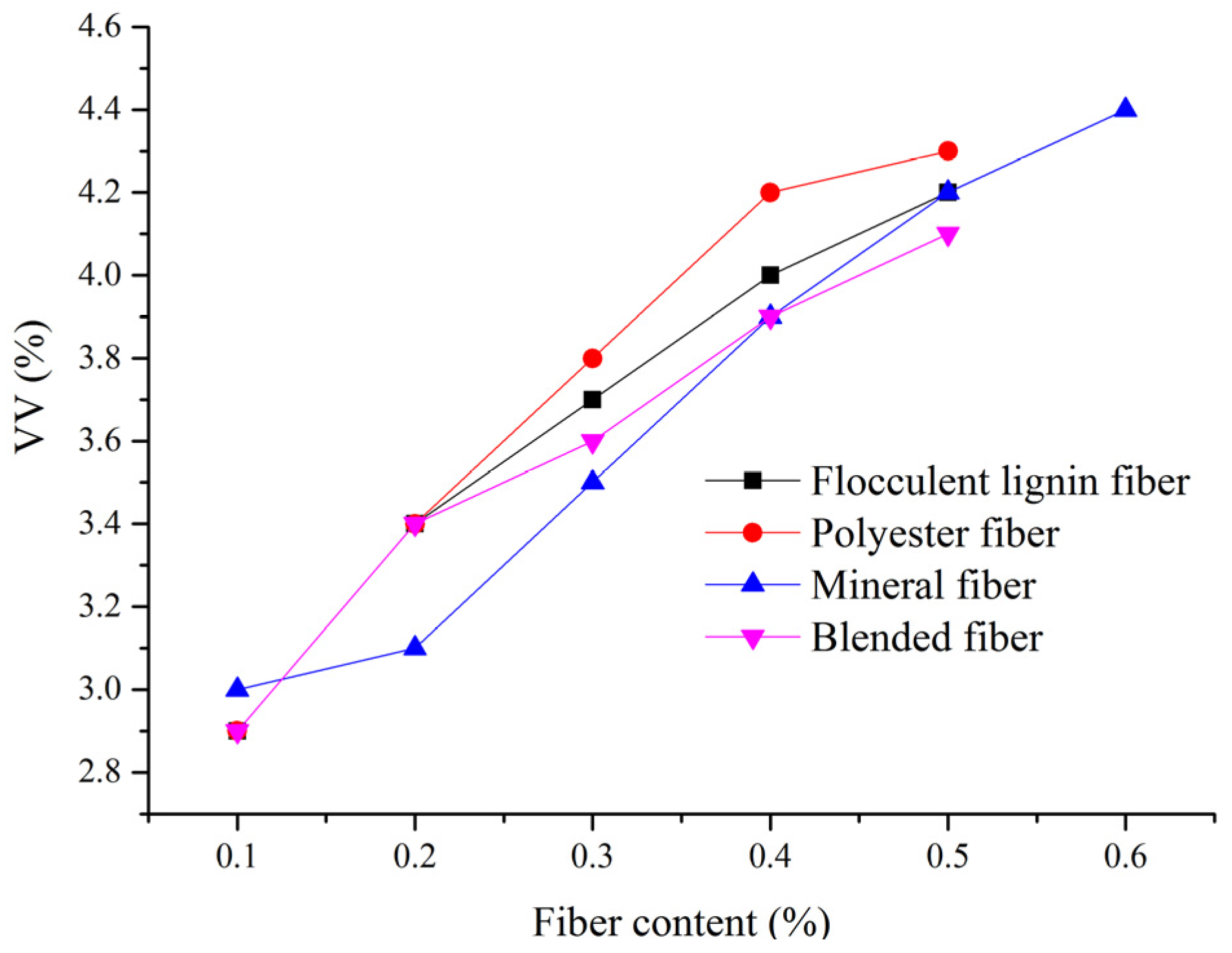
Figure 3 displayed the percent air voids in SMA mixtures with different fibers and fiber contents. The data showed a positive correlation between VV and fiber content. Higher fiber content resulted in better asphalt absorption and adsorption in the SMA mixture. The measured VV values of different fiber types and contents were between 2.9% to 4.4%.
It was found from the results that the polyester fiber had an important impact on the VV values when the content was up to 0.2%. It indicated that polyester fiber prevented the aggregates contacting each other and formed much more space in the mixture due to its higher ductility. The VV with polyester fiber, flocculent lignin fiber, and blended fiber increased with the fiber content increasing from 0.1% to 0.4%, and then it maintained a slight increase with the fiber content from 0.4% to 0.5%, and the increments of flocculent lignin fiber, polyester fiber, and blended fiber were 4.5%, 1.9%, and 4.9%, respectively. However, mineral fiber had little impact on VV values when the content was less than 0.2% due to the negligible impact on the asphalt absorption. However, when the content was more than 0.2%, mineral fiber began to show its effect on absorptive action and the mixture’s adsorption, for which the VV showed a significant increase. At the same content, the mixture with polyester fiber had the largest VV value.
In practice, the optimum fiber type and content should be selected to achieve satisfactory performance of the SMA mixture in the production process. This study suggests that the minimum content is above 0.3% for mineral fiber and above 0.2% for the other fibers. However, the specific value may depend more on other factors, such as cost considerations, availability, and ease of field construction application because of the difference between lab tests and field construction.
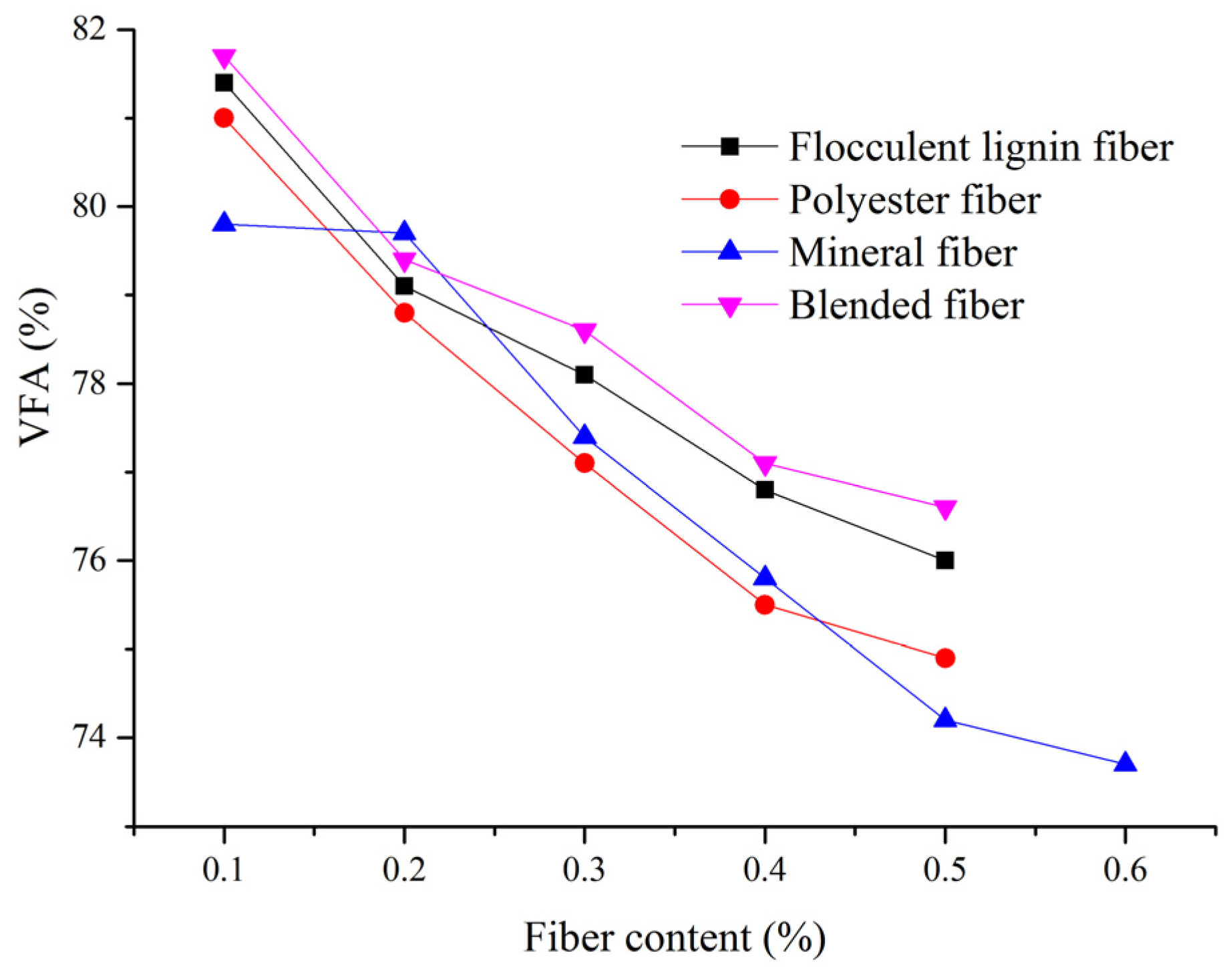
Figure 4 showed the percentage of voids in mineral aggregate (VFA) that are filled with asphalt in SMA mixtures with different fibers and fiber contents. The data from
Figure 4 indicated that fiber types and contents had an obvious impact on VFA, which decreased as fiber content increased. All of the VFA values were between 73% and 82%. The percentage of voids in mineral aggregate that are filled with asphalt in SMA mixtures with blended fiber, flocculent lignin fiber, and polyester fiber decreased with the fiber content increasing from 0.1% to 0.4%, and then it maintained a slight decrease with fiber content from 0.4% to 0.5%. When the additive was mineral fiber, it had similar variety, with the only difference being the relatively smaller reduction in the content from 0.1% to 0.2% and 0.5% to 0.6%.
The content change of mineral fiber had a negligible impact on the VFA values due to its large density and low oil absorption rate when the content was less than 0.2%. Then VFA showed a significant decrease after the content was more than 0.2%. However, when the mineral fiber content was up to 0.4%, it began to show its absorptive action and the mixture’s adsorption, which made the VFA much smaller than that with polyester fiber. The three other fibers had obvious impacts on the VFA value, and the SMA mixture with polyester fiber had a much smaller VFA than that with blended fiber and flocculent lignin fiber.
The results indicated that the mineral fiber and polyester fiber had better asphalt absorption and adsorption in the SMA mixture. To obtain the same VFA value, lower content is needed for mineral fiber and polyester fiber. Therefore, the fiber selection should comprehensively consider both absorptive action and the mixture’s adsorption. Higher contents of mineral fiber and polyester fiber were not the best choice. Fiber with higher adsorption, but lower absorption, will improve the SMA mixture volume index.
3.2. Effect of Fiber on Percent Voids in Mineral Aggregate in Bituminous Mixtures (VMA)
Figure 5 displayed the percent voids in mineral aggregate in SMA mixtures. The VMA increased with fiber content increasing. The measured VMA values were between 15% and 18%. At the same fiber content, the VMA value had the minimum gap between lignin fiber and blended fiber. It was only 16.4% even when the mineral fiber content was up to 0.5%. The values were more than 17.3% for the other fibers. This indicated that the mineral fiber had the minimum impact on VMA. The same trend was found for Marshall Stability. Compared with the previous literature, the mix designer was able to judge the proper VMA requirement for each kind of fiber.
The VMA with polyester fiber, flocculent lignin fiber and blended fiber increased with fiber content increasing from 0.1% to 0.4%, and then the increment gradually reduced with fiber content from 0.4% to 0.5%. However, the content change of mineral fiber had a negligible impact on VMA when the content was less than 0.2%. The mixture with mineral fiber had a similar variety with the only difference being the relatively lower VMA values with fiber contents from 0.2% to 0.6%. When the content of flocculent lignin fiber, blend fiber, and polyester fiber was 0.3%, and mineral fiber content was 0.4%, the VMA values of SMA mixtures were 16.7%, 16.7%, 16.5%, and 16.1%, respectively, which explained much more mineral fiber content was needed to achieve a target VMA value in the SMA mixture design.
Furthermore, mineral fiber had a similar density with aggregate and smaller oil absorption and smaller specific surface area; it cannot absorb much asphalt binder to fill the outside space of the mineral fiber. Therefore, effective asphalt content was not sensitive to the content change. Therefore, the SMA mixture with mineral fiber can obtain a lower VMA under the same compaction effort. These test findings can be a reference and used to promote the use of fibers in SMA mixtures.
3.3. Effect of Fiber on Marshall Stability
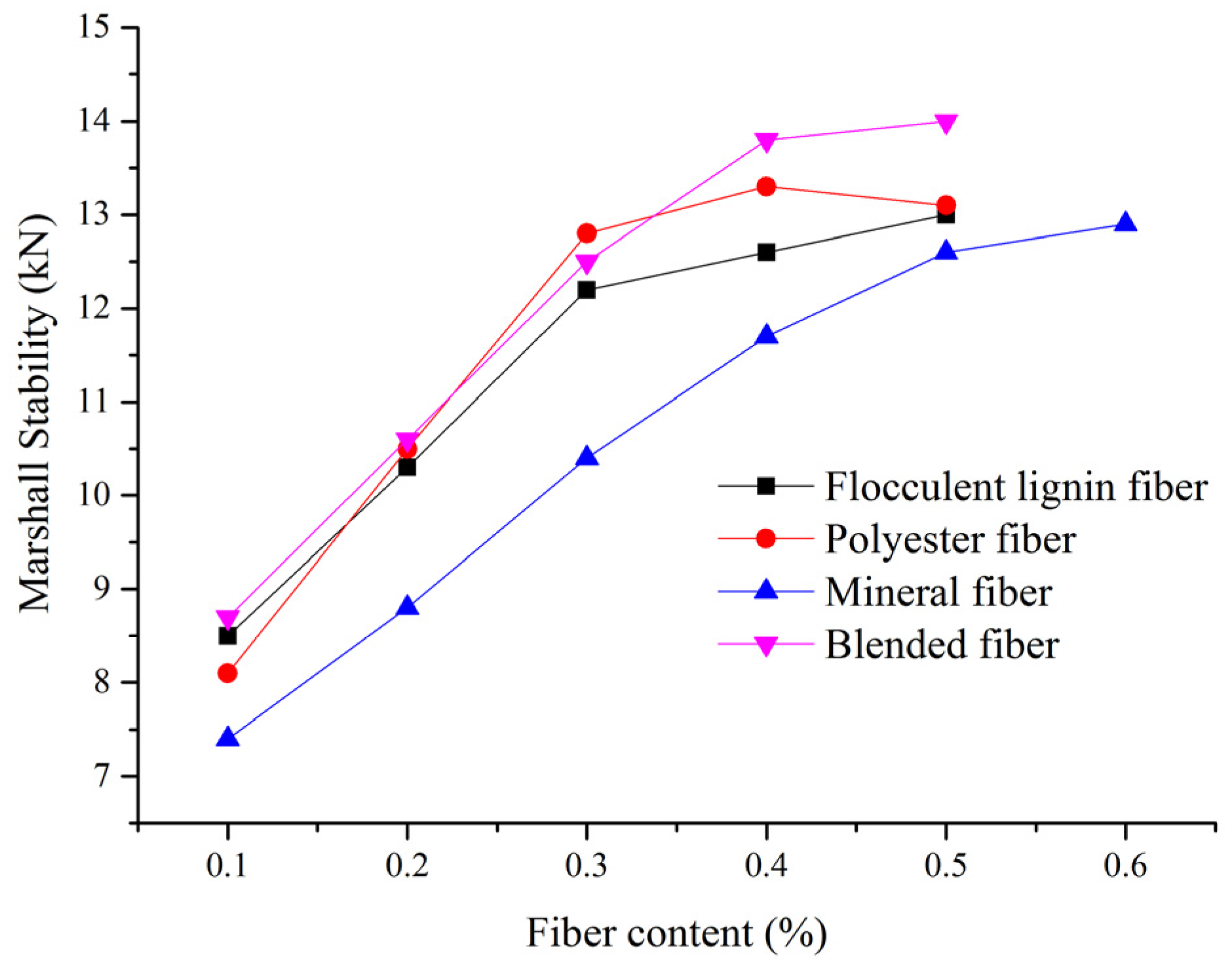
Figure 6 displayed the Marshall Stability of SMA mixtures. It had the similar trend with VV. All of the Marshall Stability values were between 7 and 14 kN. Compared with the previous literature, this was larger than with cellulose oil palm fibers. The data from
Figure 6 indicated that fiber types and contents had evident correlations between fiber content and Marshall Stability, which increased with fiber content increasing. When the fiber content was less than 0.3%, the SMA mixture with polyester fiber showed better stability. When the fiber content was larger than 0.3%, the SMA mixture with blended fiber showed better stability than that with the other three fibers.
The SMA mixture with the mineral fiber had the lowest Marshall Stability values within the content ranges. The amount of polyester fiber was the smallest at the same Marshall Stability when the fiber content was larger than 0.2%, followed by blended fiber, flocculent lignin fiber, and mineral fiber. Meanwhile, the Marshall Stability of SMA mixtures with polyester fiber and flocculent lignin fiber increased with the fiber content increasing from 0.1% to 0.3%. The Marshall Stability then maintained a slight increase with the fiber content from 0.3% to 0.5%, and 0.4% to 0.6% for the blended fiber and the mineral fiber.
4. Conclusions
HMA and SMA are commonly used pavement materials which are composed of aggregates, fillers, binders, and fibers. These loose materials are mixed together by controlling the volumetric properties to obtain an optimum mechanical performance. Thus, the volumetric properties are the direct indicators in design and construction practice. This paper analyzed the effects of four fibers on the volumetric parameters and Marshall Stability (mechanical performance) of SMA mixtures. As a control fiber, the flocculent lignin fiber was compared with the other three fibers.
This paper found that both the polyester fiber and mineral fiber had an obvious impact on VV, VFA, VMA, and Marshall Stability of the SMA mixture compared to the regular flocculent lignin fiber. The experiment data indicated that increasing the content of polyester fiber and mineral fiber benefitted the mechanical performance of SMA mixtures, which potentially enlarged the fibers’ application range. This study suggests that the optimum fiber content is to be larger than 0.3% for flocculent lignin fiber, blended fiber, and polyester fiber, and larger than 0.4% for mineral fiber.
When fiber content was up to 0.5%, the VMA of the sample with the mineral fiber and the polyester fiber was both larger than 16.4%. However, it was more than 17.5% for lignin fiber and blended fiber. Therefore, SMA mixtures with mineral fiber and polyester fiber will be better in heavy traffic sections or hot areas with larger high-temperature stability. They can provide more options in SMA mixture design, which indicates the significant potential for their application. Fiber with higher adsorption, but lower absorption, is a better choice as a potential alternative for lignin fiber in SMA mixture design and construction.
The study proved the adaptability of polyester fiber and mineral fiber in SMA mixture design and provided proper content ranges of the fibers. However, other factors (e.g., cost, availability, and ease of field construction application) should be considered in practice. The fiber type and fiber content should be selected according to field construction experience. The results obtained from the lab tests are a reference to bring convenience to field projects.
In the future, microstructure analysis will be the research emphasis. The dispersion and dissolution of mineral fiber or polyester fiber in the asphalt binder will be characterized with micro-analytical instruments. Then, the chemical reactions between polyester fiber and the asphalt binder can be evaluated. Finally, the high-temperature stability and cracking performance (load-induced, fatigue, top-down, etc.,) of SMA mixtures with mineral fiber and polyester fiber will be evaluated in different areas. Through synthetic consideration of microscopic analysis and field construction, the application range of mineral fiber and polyester fiber will be further expanded in pavement industries and create economic benefits.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}