An Improved Dispatching Method (a-HPDB) for Automated Material Handling System with Active Rolling Belt for 450 mm Wafer Fabrication

Abstract
:1. Introduction
2. Literature Review
3. Methodology
3.1. Restructuring a Traditional AMHS Using ARB
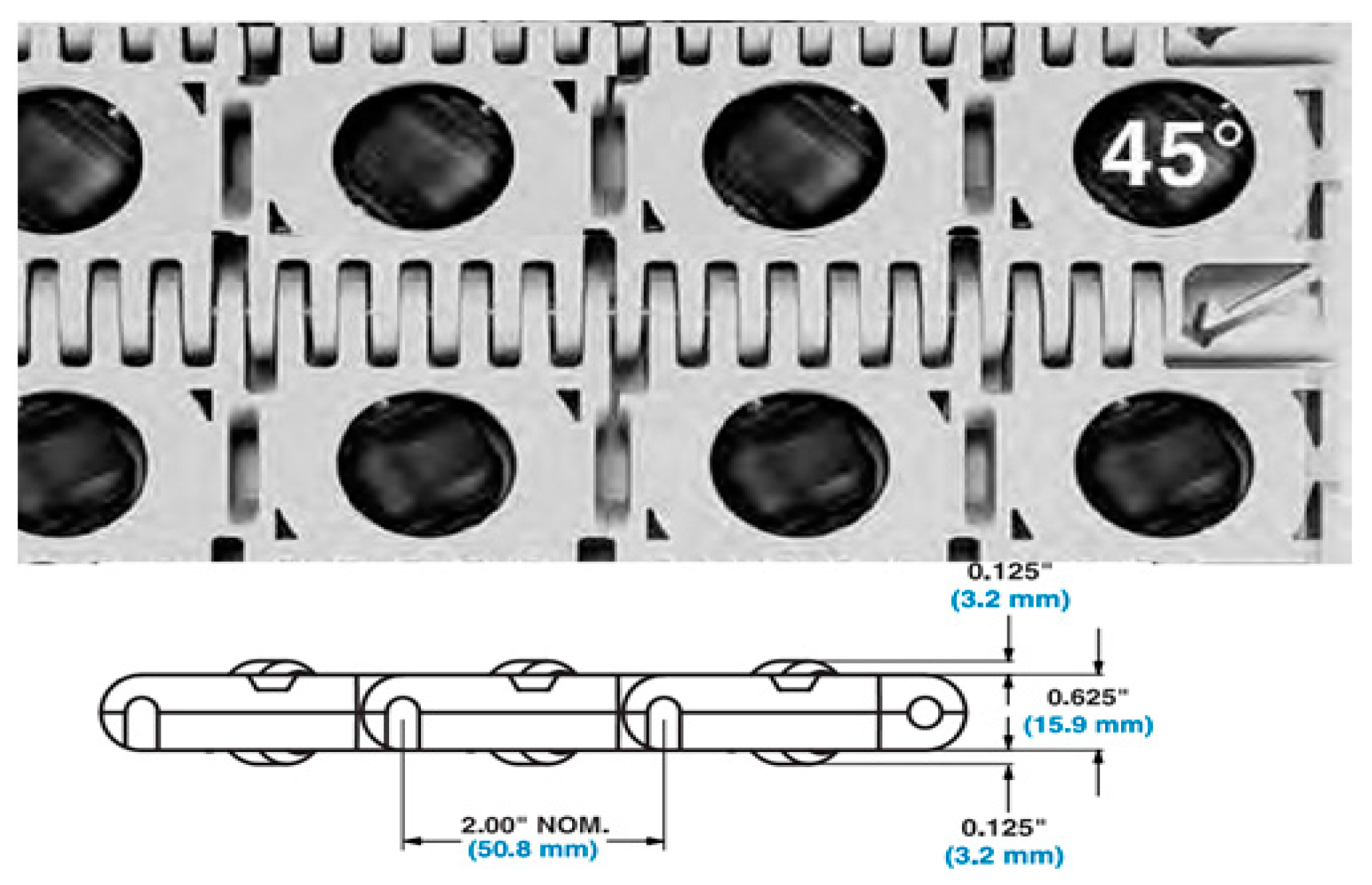
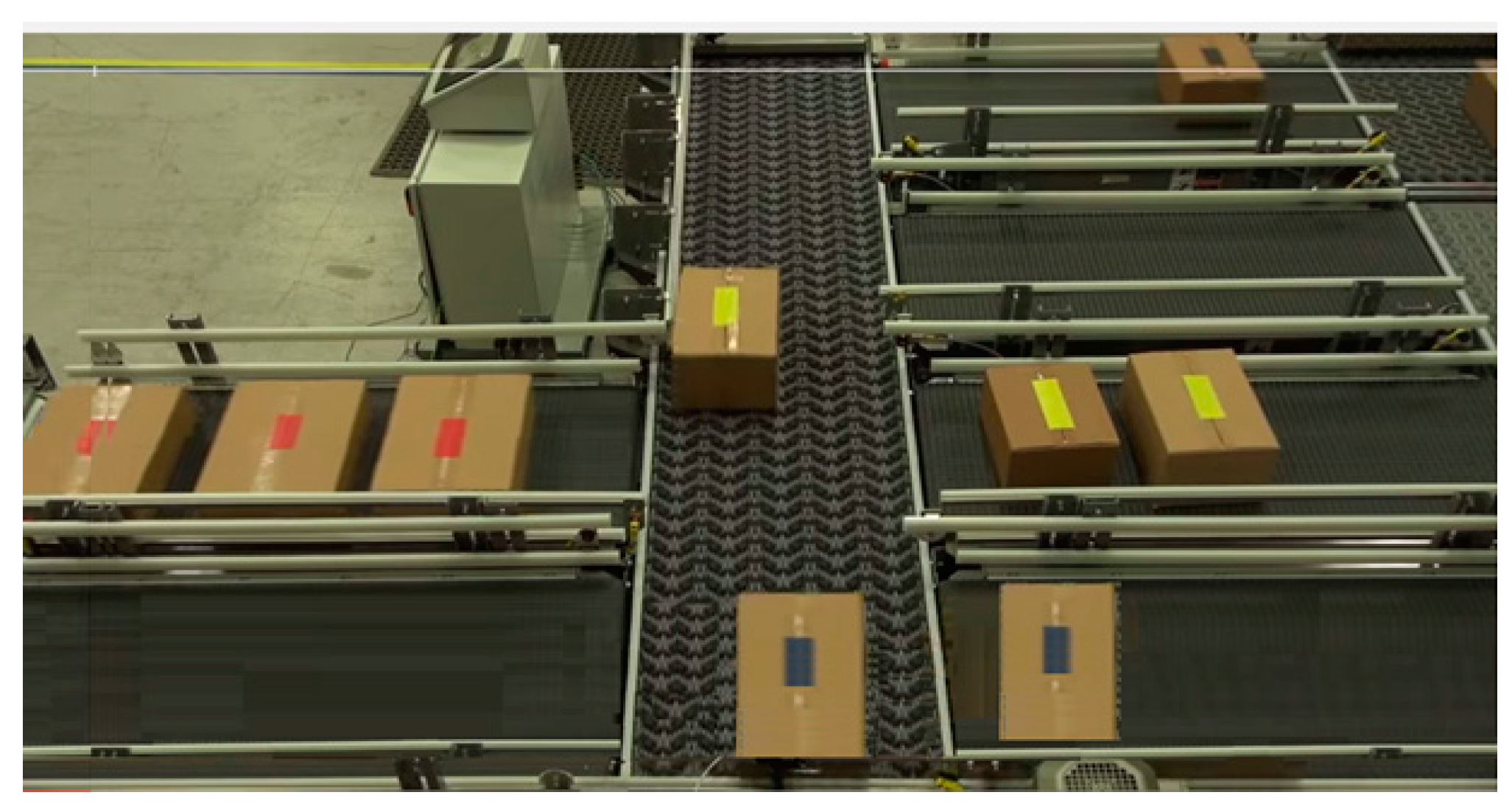
3.1.1. Introduction to the ARB
3.1.2. Restructuring an AMHS
- Remove the curved-conveyor in the Inter-bay. Same as [12], the 1st structural change is removing the curved conveyor in the Inter-bay so that the two main lines of Inter-bay can be coupled to allow lots to change line between the two main lines freely.
- Replace traditional conveyor with ARB. Same as [12], the 2nd structural change is replacing all traditional conveyors with ARB as an ARB provides higher capability for lot movements.
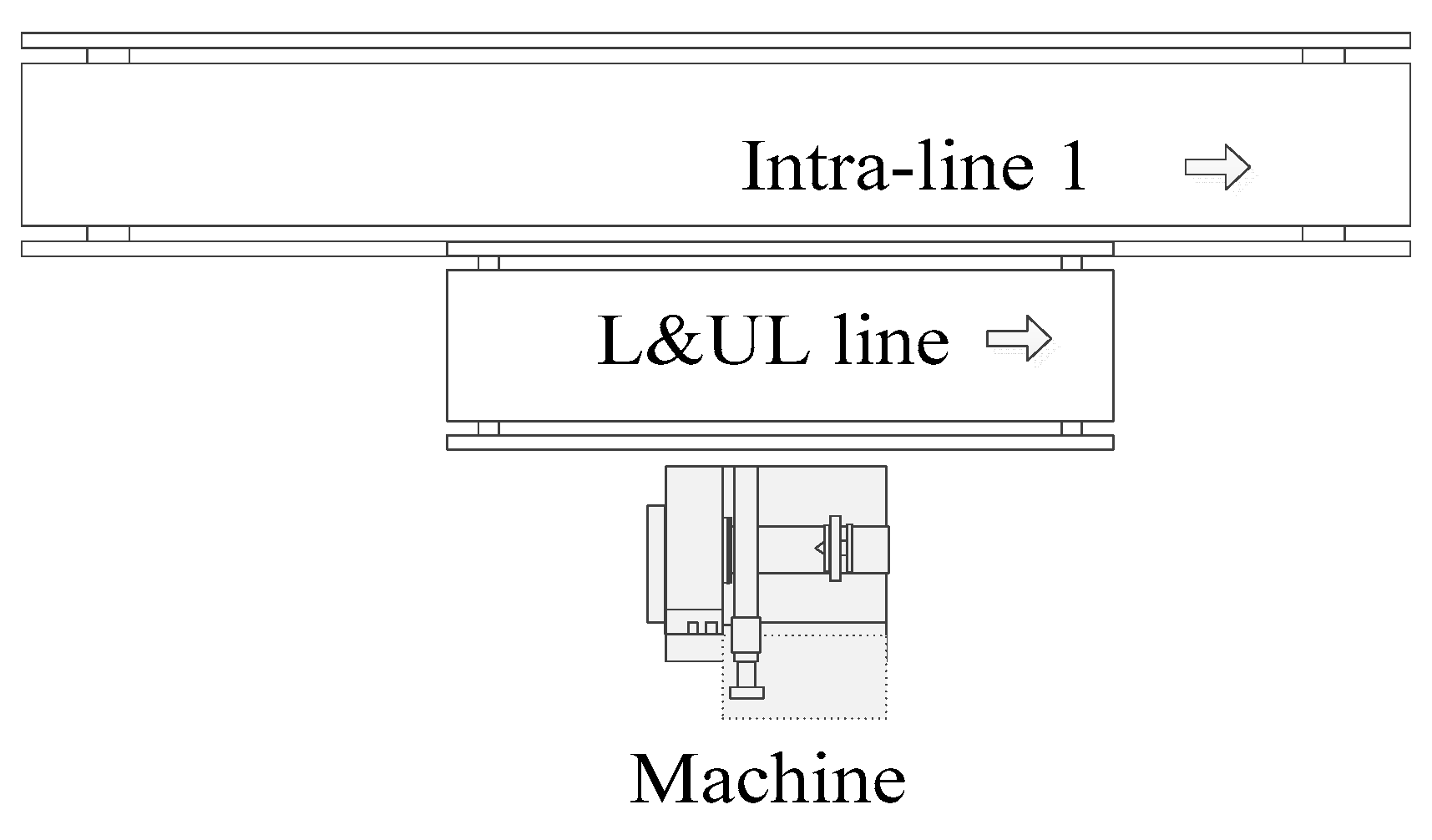
- Add one short line of ARB (L&UL line) in front of each machine. Same as [12], Figure 3 shows the 3rd structural change in which two short ARB conveyors, called “Load & Unload line” (L&UL line), are added in front of each machine. The first ARB conveyor (called Load Port) allows an incoming lot to access the machine and the 2nd ARB (called Unload Port) allows a processed lot to leave the machine. A robot is used for loading and unloading. The L&UL line helps avoid blocking the following lots in Intra-Line when loading/unloading a lot.
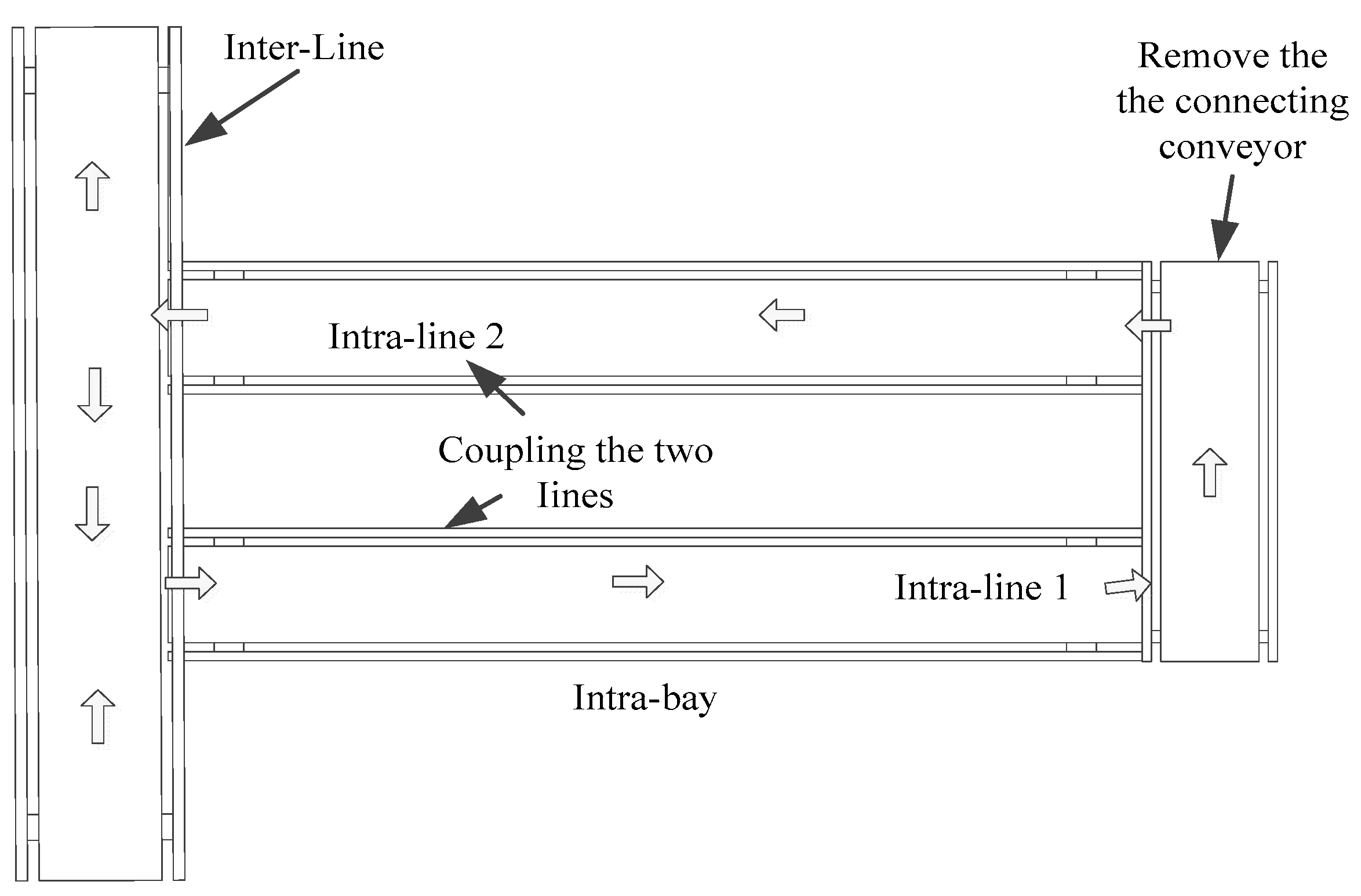
- Couple the Intra-Lines 1 and 2 in an Intra-bay. Same as [12], Figure 4 shows the 4th structural change in which the connecting conveyor in an Intra-bay is removed and the Intra-Line 1 and Intra-Line 2 are coupled. This change allows a lot to change line between two Intra-Lines freely, which can shorten the travel distance.
3.2. The a-HPDB Method
3.2.1. The Dispatching Rules
- The unprocessed hot lot (uH) first (Rule 1). As shown in Figure 5, if there is an uH following an unprocessed normal lot (uN) in a row moving toward the nearest machine within the distance D1 then the uH has the priority to reserve that machine. As a result, other uN keep moving in the Intra-bay.
- First come first serve for uNs (Rule 2). Figure 6 shows that if there are uNs within the distance D1 moving toward the nearest empty machine then the first uN has the priority to reserve that machine. As a result, the other uNs will keep in the Intra-Line. As the loading and unloading happening in the L&UL of a machine, it will not block other lots in the Intra-Line.
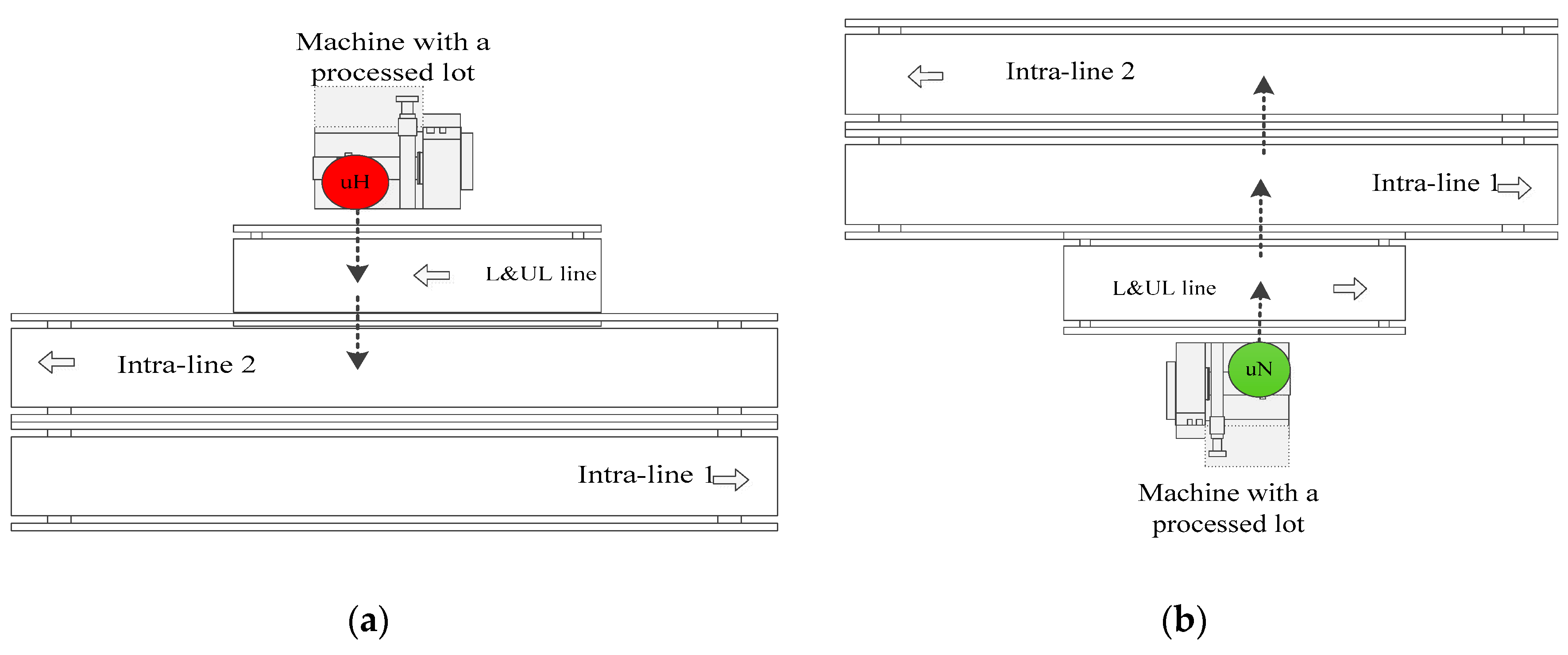
- Directly move a processed lot (pL) to Intra-Line 2 (Rule 3). As shown in Figure 7, unload a pL (either processed hot lot (pH) or processed normal lot (pN)) first from a machine to the L&UL line. Then, based on the position of the processing machine, either move the pL directly to Intra-Line 2 if the machine is on Intra-Line 2 side (as shown in Figure 7a) or first move the pL to Intra-Line 1 and then to Intra-Line 2 if the machine in on Intra-Line 1 side (as shown in Figure 7b). This rule expedites the exit of a pL from an Intra-bay.
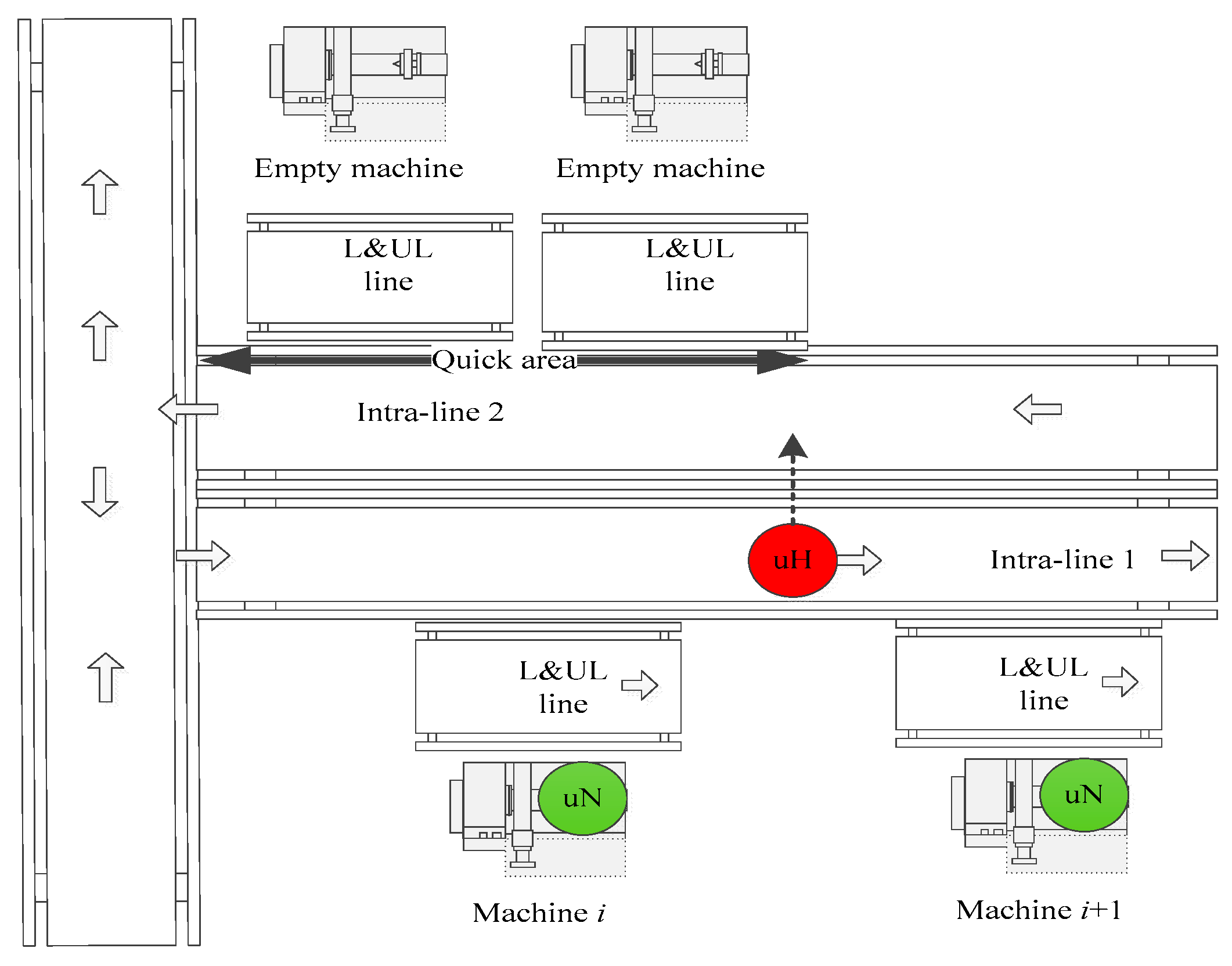
- Directly move an uH from Intra-Line 1 to Intra-Line 2 (Rule 4). As shown in Figure 8, when there is an uH moving in the Intra-Line 1, meanwhile an empty machine in the “Quick area” (a set of machines locates within the distance between the current position of the uH and the exit of this Intra-bay) is available, immediately transfer the uH to Intra-Line 2 to directly access that empty machine.
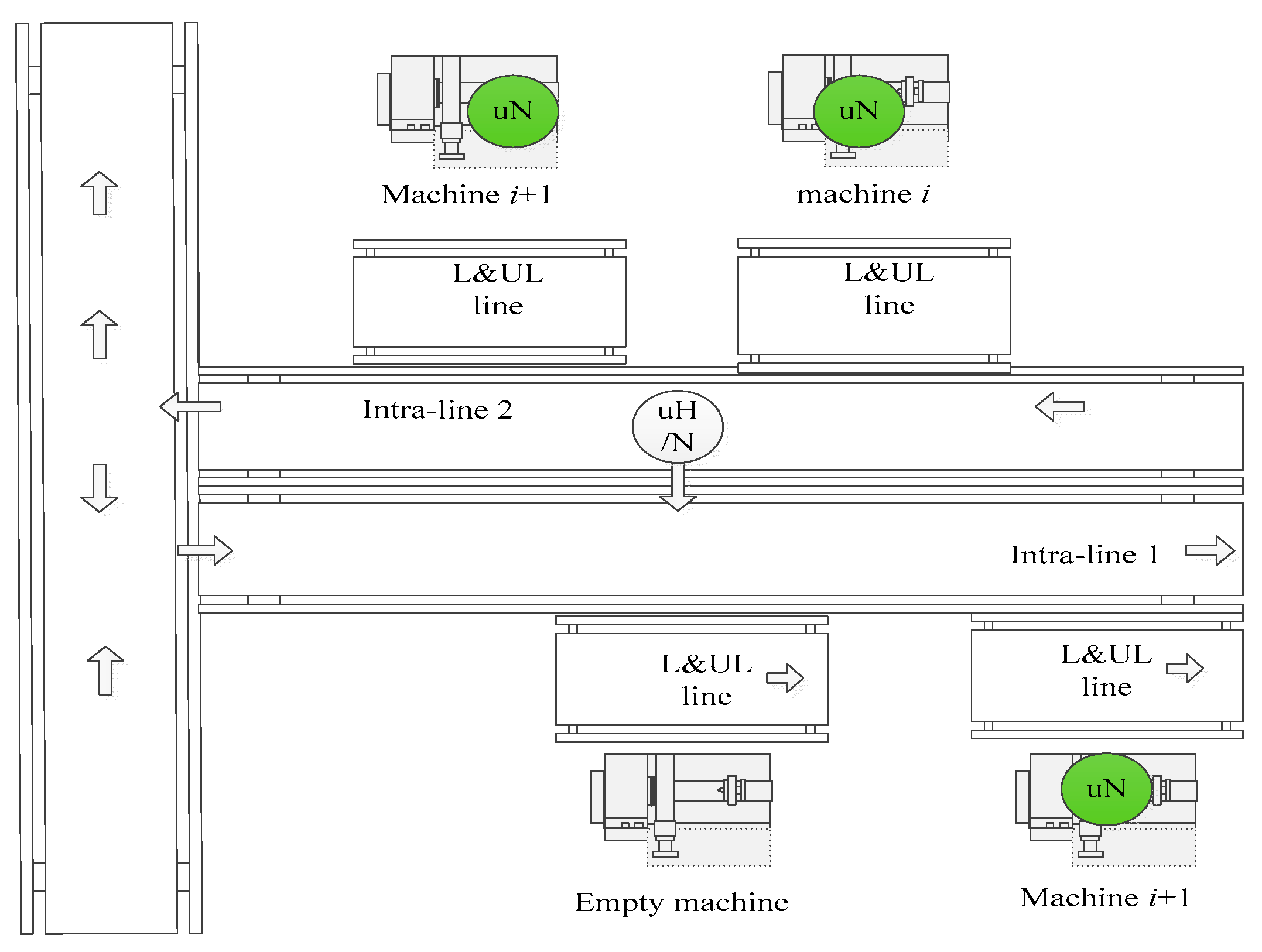
- Directly move an uL to Intra-Line 1 from Intra-Line 2 (Rule 5). As shown in Figure 9, when an uL (an unprocessed hot lot or normal lot) is moving in Intra-Line 2 there is meanwhile an empty machine in Intra-Line 1, then the AMHS controller directly moves the uL to Intra-Line 1 to access that empty machine.
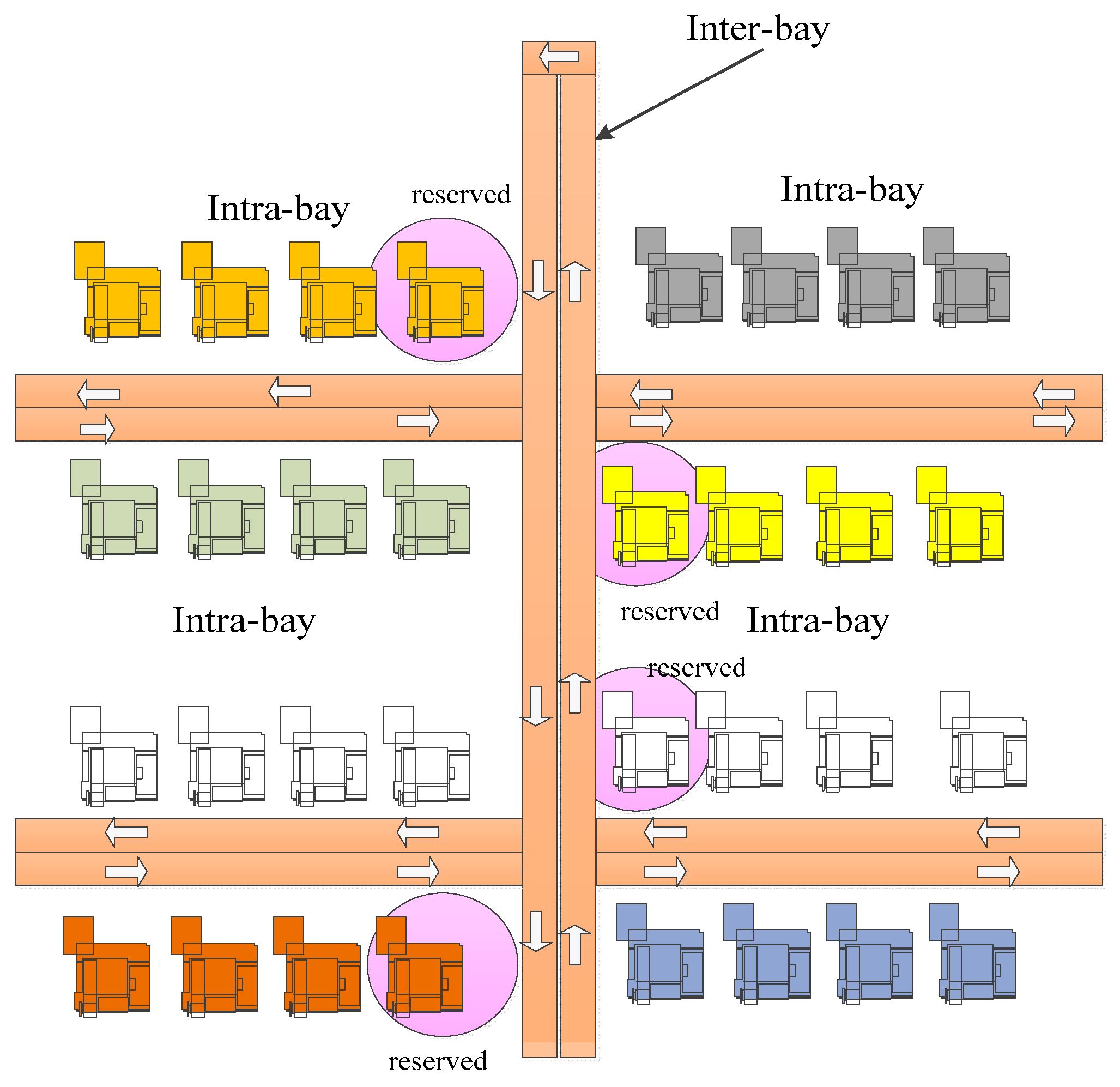
- Reserve the nearest machine to the Intra-bay for hot lots (Rule 6). Figure 10 shows the 6th dispatching rule in which the nearest machine to Inter-Line is reserved for hot lot. This can enhance the chance for the nearest machine to serve hot lots. As a result, the hot lots can enjoy a higher service priority and leave an Intra-bay more quickly. When an Intra-bay has far less hot lots than normal lots, it ensures hot lots to be mostly served by this reserved machine to result in a desired system performance.
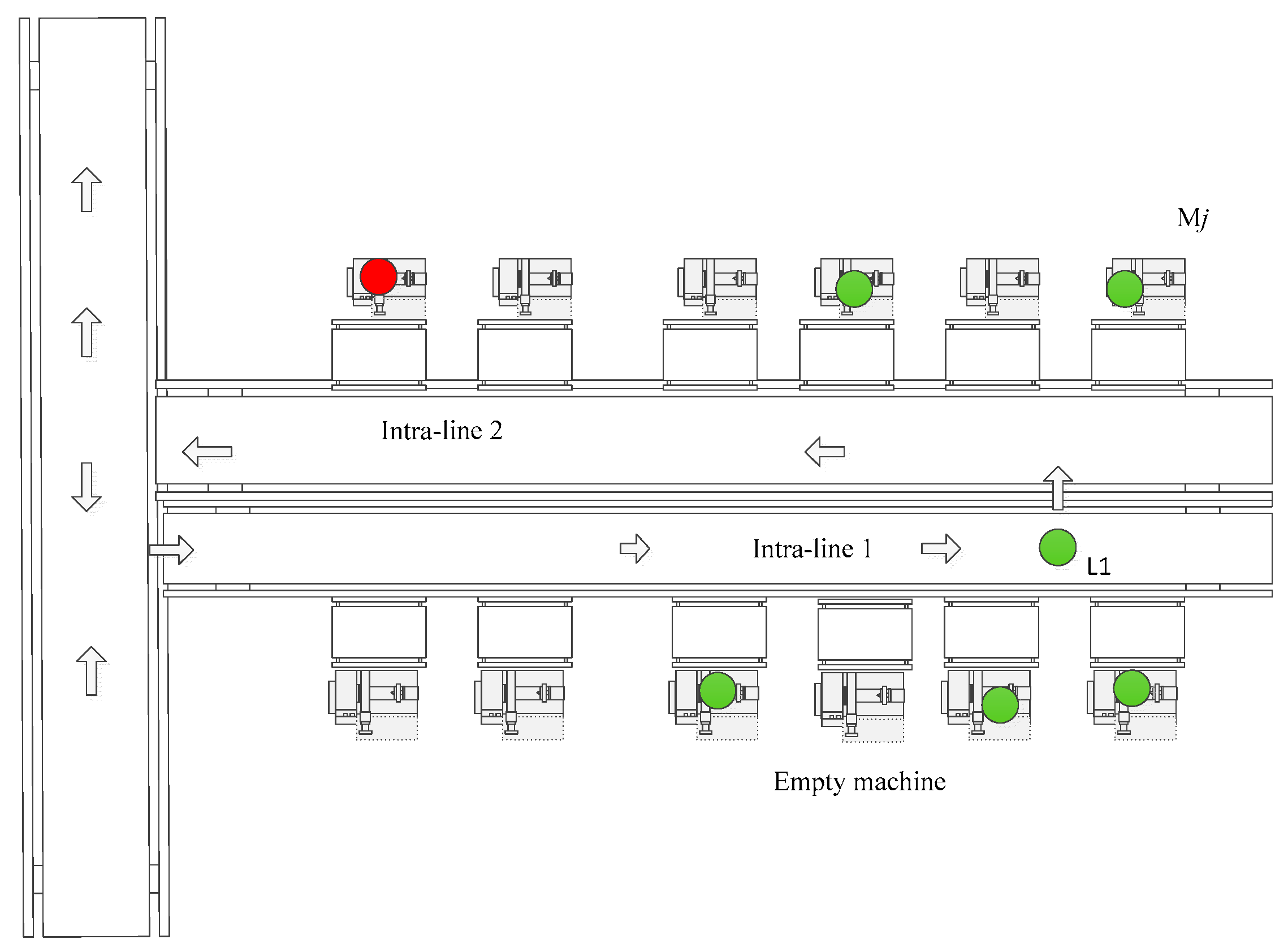
- Skip occupied machine (Rule 7). As shown in Figure 11, this rule aims to shorten the travel distance for a hot lot. If some specific machines are not available then an unprocessed lot (uL) such as the L1 can skip these machines and directly change from Intra-Line 1 to Intra-Line 2 to skip unnecessary traveling.
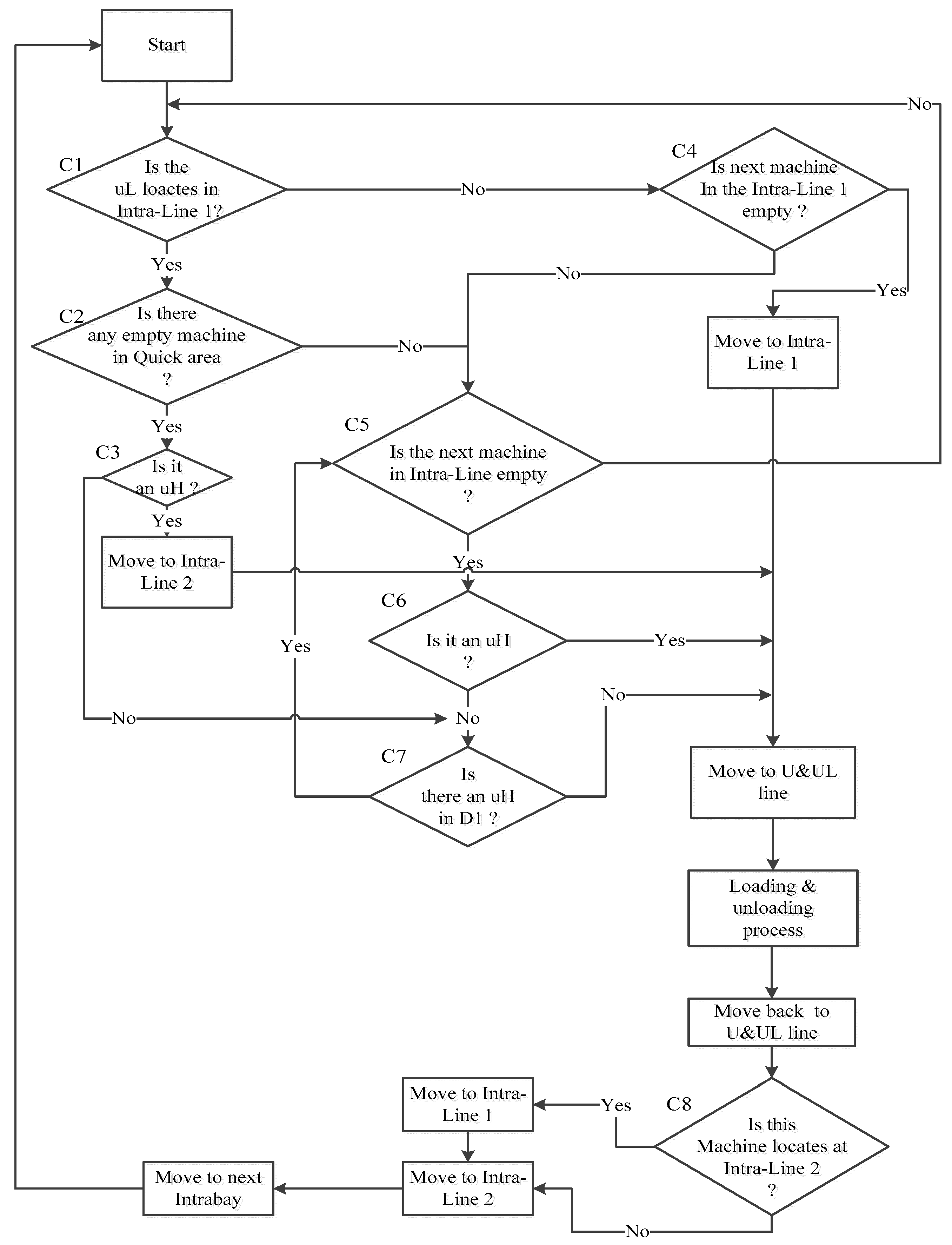
3.2.2. Flow Chart
4. Simulation Experiments and Results
4.1. Simulation Experiments
4.1.1. The Simulation Model and Environment
- The total simulation horizon is set to 2 weeks (14 days), and the fab runs 24 h a day; and 7 days a week. The first 7 days is the “warm-up” time. The time unit used for simulation is second.
- This simulation model includes 1 Inter-bay and 5 Intra-bays. A total number of 69 sets of machines are distributed in five Intra-bays. The Inter-bay is 145 feet long and each Intra-bay is 100 feet long.
- Each wafer lot in the fab contains 12 pieces of 450 mm wafers.
- The inter-arrival time of transport is probabilistic and assumed to be of exponential distribution.
- The AMHS is equipped with ARB conveyors that move with one direction.
- Both hot lot and normal lot are considered in this system.
- The loading time and unloading time of a lot are assumed to be fixed (5 s).
- The normal speed of ARB is 1 ft/s and the normal travel speed of a lot from a line to another is assumed to be 0.5 ft/s.
- No failures and activities on the conveyor and device during the simulation process.
- Each machine can load/unload a lot at a time.
4.1.2. Performance Index
- TT: is the total transportation time for a lot from entering the system to exiting the system.
- L&ULT: is the total time of a lot being loaded and unloaded from machines.
- WT: is the total waiting for a lot to be loaded into a machine for processing.
- BT: is the total block time of a lot.
- m: is the total number of machines in Intra-bay j
- i: the machine i, i = 1,…,m
- j: the bay j
- : is the setup time of machine i
- : is the processing time of machine i
- : is the loading and unloading time of machine i
- : is the average number of hot lots
- : is the average number of lots in Intra-bay j
4.2. Simulation Results and Analysis
4.2.1. Simulation Results
4.2.2. Analysis and Discussion
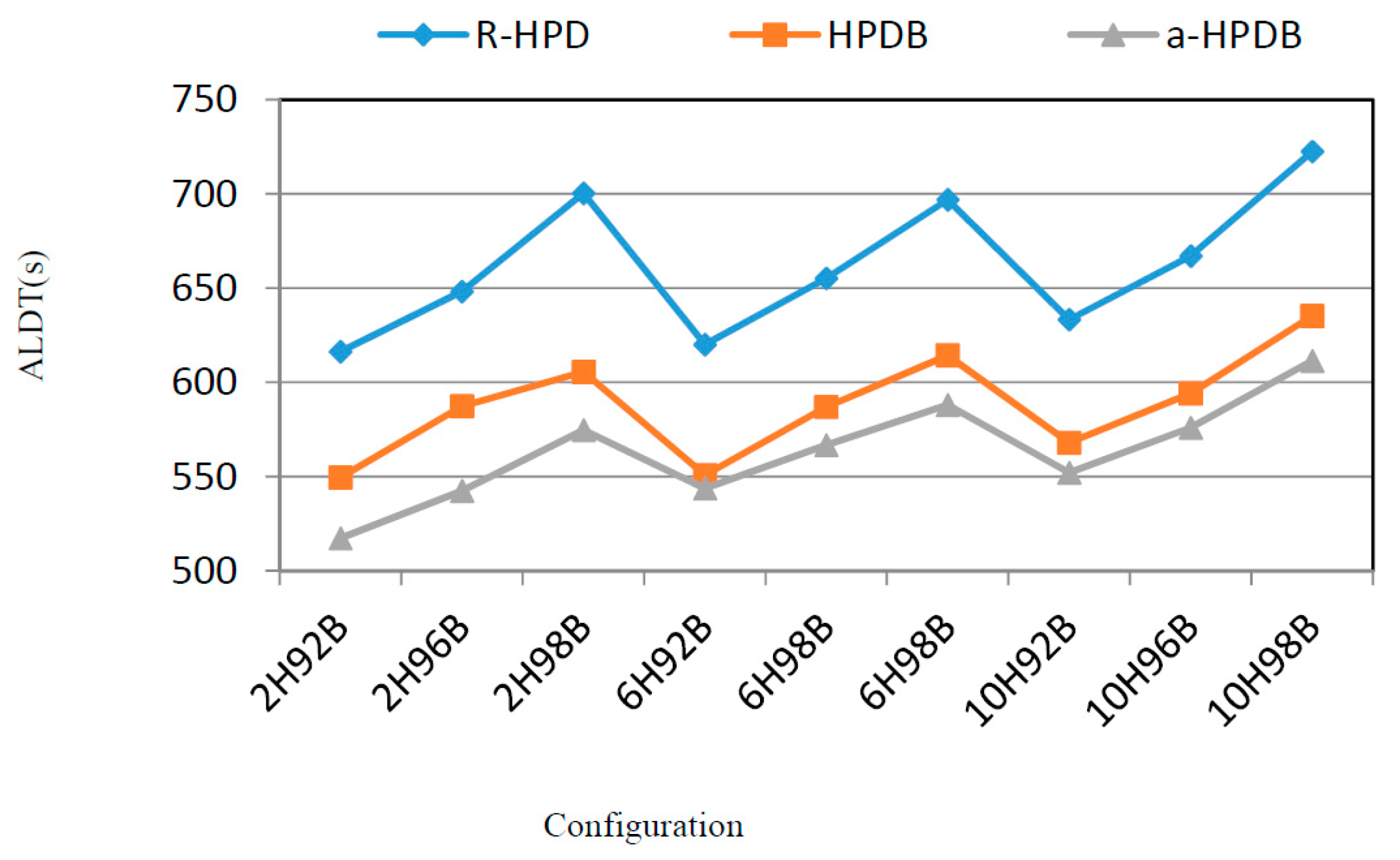
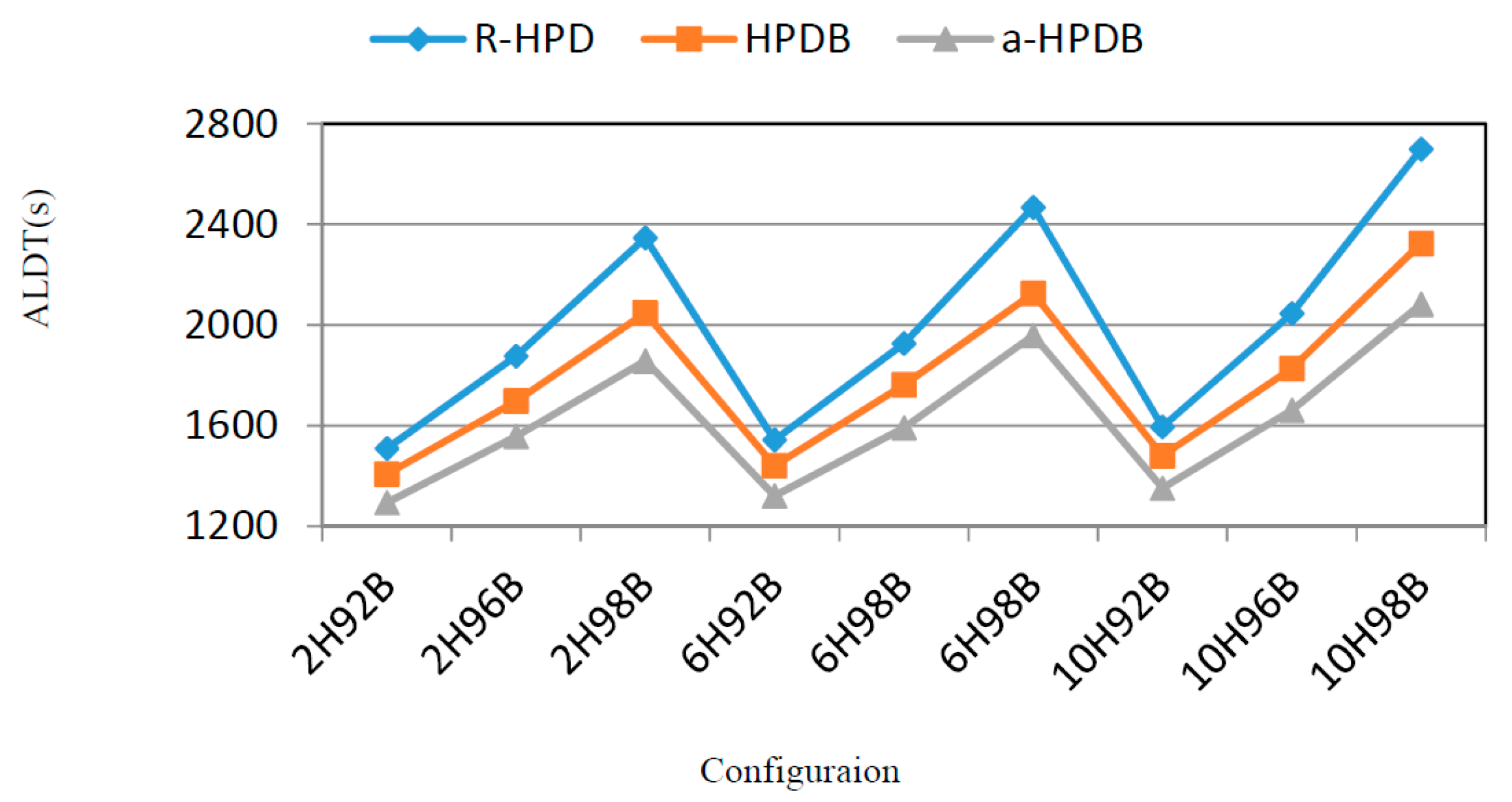
- Figure 14 shows that a-HPDB has the highest ALDT reduction for hot lots at the system configuration 2H96B (2% hot lot ratio and 96% bay loading). The advantages over HPDB and R-HPD are 7.64% and 16.32%, respectively. Figure 15 shows a-HPDB has the highest ALDT reduction for normal lots at the system configuration 10H98B. The advantages over HPDB and R-HPD are 10.38% and 22.85%, respectively.
- Overall, for hot lots a-HPDB has a 4.14% and 14.89% fewer ALDTs than HPDB and R-HPD, respectively; for normal lots a-HPDB has an 8.92% and 18.52% fewer ALDTs than HPDB and R-HPD, respectively.
- In addition, Figure 14 and Figure 15 show that the higher the bay-loading ratio the higher the advantage for a-HPDB. For example, at the system configuration 10H92B, for hot lots the ALDTs obtained from a-HPDB, HPDB and R-HPD are 552.1 s, 568 s and 633.36 s, respectively, indicating that a-HPDB has a 2.8% edge over HPDB and a 12.83% edge over R-HPD. For normal lots, a-HPDB has an 8.74% edge over HPDB and a 15.27% edge over R-HPD. At the system configuration 10H96B, for hot lots a-HPDB has a 3.06% edge over HPDB and a 13.66% edge over R-HPD. For normal lots a-HPDB has a 9.1% edge over HPDB and an 18.8% edge over R-HPD. At the system configuration 10H98B, for hot lots a-HPDB has a 3.75% edge over HPDB and a 15.35% edge over R-HPD. For normal lots a-HPDB has a 10.38% edge over HPDB and a 22.85% edge over R-HPD.
- Table 2 shows the AMHS efficiency obtained from a-HPDB, HPDB and R-HPD under different system configurations. It is found that the higher the bay loading the higher the efficiency for a-HPDB. This characteristic is especially important for a firm that faces increasing demands.
- Note that the HPDB improved the R-HPD. In this research, the a-HPDB further improved the HPDB. The improvement mainly comes from the three additional dispatching rules (Rules 5, 6 and 7) used in the a-HPDB. Especially, rule 5 enables a wafer lot to direct change from Intra-Line 2 to Intra-Line 1. As a result, together with Rule 4, the a-HPDB allows a lot to change between two Intra-Lines to access an available machine. In contrast, the HPDB only allows a lot in Intra-Line 1 to access the available machines in Intra-Line 2. Nevertheless, we believe Rules 5, 6 and 7 all have contributions to the advantage of the a-HPDB method.
- From the experimental results, we concluded that a-HPDB is the best one among the three methods as it can best deal with the “traffic-jam” problem while considering lot priority.
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Castellano, R. To Benefit from 450 mm Wafer Transition. Seeking Alpha, 18 March 2015. Available online: http://seekingalpha.com/article/1516952-asml-kla-tencor-and-lam-research-to-benefit-from-450mm-wafer-transition (accessed on 12 March 2017).
- Kahng, A.B.; Smith, G. A new design cost model for the 2001 ITRS. In Proceedings of the IEEE International Symposium on Quality Electronic Design, San Jose, CA, USA, 18–21 March 2002; pp. 190–193. [Google Scholar]
- Hennessy, L. Assessing the impact of the 450 mm wafer size transition on manufacturing facility automated material handling systems. In Proceedings of the IEEE Transactions on Advanced Semiconductor Manufacturing Conference, Saratoga Springs, NY, USA, 15–17 May 2012; pp. 245–250. [Google Scholar]
- Agrawal, G.K.; Heragu, S.S. A survey of automated material handling systems in 300-mm Semiconductor Fabs. IEEE Trans. Semicond. Manuf. 2006, 19, 112–120. [Google Scholar] [CrossRef]
- Sematech. ISMI 450 mm Industry Briefing (October 2009); Sematech: Austin, TX, USA, 2009; Volume 1, p. 36. [Google Scholar]
- Johnson, A.; Carlo, H.J.; Jimenez, J.A.; Nazzal, D.; Lasrado, V. A greedy heuristic for locating crossovers in conveyor-based AMHS in wafer fabs. In Proceedings of the IEEE 2009 Winter Simulation Conference, Austin, TX, USA, 13–16 December 2009; pp. 1667–1676. [Google Scholar]
- Wang, C.N. The Improvement of Lot Delivery Time in 450 mm Semiconductor Manufacturing. Appl. Math. Inf. Sci. 2014, 8, 2983–2990. [Google Scholar] [CrossRef]
- Nazzal, D.; Jimenez, J.A.; Johnson, A.L.; Lasrado, V. An Analytical Model for Conveyor-Based Material Handling System with Crossovers in Semiconductor Wafer Fabs. IEEE Trans. Semicond. Manuf. 2010, 23, 468–476. [Google Scholar] [CrossRef]
- Miller, L.; Bradley, A.; Tish, A.; Jin, T.; Jimenez, J.A.; Wright, R. Simulating conveyor-based AMHS layout configurations in small wafer lot manufacturing environments. In Proceedings of the IEEE 2011 Winter Simulation Conference, Phoenix, AZ, USA, 11–14 December 2011; pp. 1939–1947. [Google Scholar]
- Nazzal, D.; Nashar, A. Survey of research in modeling conveyor-based automated material handling system in wafer fabs. In Proceedings of the 2007 Winter Simulation Conference, Washington, DC, USA, 9–12 December 2007; pp. 1781–1788. [Google Scholar]
- ITRS 2012 Update Overview. International Technology Roadmap for Semiconductors, 17 March 2015. Available online: http://www.itrs.net/ITRS%201999-2014%20Mtgs,%20Presentations%20&%20Links/2012ITRS/2012Chapters/2012Overview.pdf (accessed on 25 February 2017).
- Wang, C.N.; Wang, Y.H.; Hsu, H.P.; Nguyen, D.H. The heuristic preemptive dispatching method for convey-based automated material handling system of 450 mm wafer fabrication. Comput. Ind. Eng. 2016, 96, 52–60. [Google Scholar] [CrossRef]
- Wang, C.N.; Wang, Y.H.; Hsu, H.P.; Trinh, T.T. Using Rotacaster in the Heuristic Preemptive Dispatching Method for Conveyor-Based Material Handling of 450 mm Wafer Fabrication. IEEE Trans. Semicond. Manuf. 2016, 29, 230–238. [Google Scholar]
- Liao, D.Y.; Fu, H.S. Dynamic OHT allocation and dispatching in large-scale, 300-mm AMHS management. IEEE Robot. Autom. Mag. 2004, 11, 22–32. [Google Scholar]
- Liao, D.Y.; Jean, M.D.; Zhou, M.C. Petri Net Modeling and Lagrangian Relaxation Approach to Vehicle Scheduling in 300 mm Semiconductor Manufacturing. IEEE Trans. Syst. Man Cybern. C 2007, 4, 504–516. [Google Scholar] [CrossRef]
- Li, L.; Sun, Z.; Zhou, M.C.; Qiao, F. Adaptive Dispatching Rule for Semiconductor Wafer Fabrication Facility. IEEE Trans. Autom. Sci. Eng. 2013, 10, 354–364. [Google Scholar] [CrossRef]
- Lin, J.T.; Wang, F.K.; Wu, C.K. Connecting transport AMHS in a wafer fab. Int. J. Prod. Res. 2003, 41, 529–544. [Google Scholar] [CrossRef]
- Liao, D.Y.; Wang, C.N. Differentiated preemptive dispatching for automatic materials handling services in 300 mm semiconductor foundry. Int. J. Adv. Manuf. Technol. 2006, 29, 890–896. [Google Scholar] [CrossRef]
- Wang, C.N. The Heuristic Dispatching Method of Automatic Material Handling System in 300 mm Semiconductor Fabrication. Int. J. Innov. Comput. Inf. Control 2009, 7, 1927–1935. [Google Scholar]
- Duong, D. Heuristic Preemptive Dispatching Method (HPD) Using Stocker for Conveyor-Based Material Handling System of 450 mm Wafer Fabrication. Unpublished Master’s Thesis, National Kaohsiung Applied Science University, Kaohsiung City, Taiwan, 2013. [Google Scholar]
- Wang, L.; Wang, S.; Zheng, X. A Hybrid Estimation of Distribution Algorithm for Unrelated Parallel Machine Scheduling with Sequence-Dependent Setup Times. IEEE/CAA J. Autom. Sin. 2016, 3, 235–246. [Google Scholar]
- Zuo, X.; Chen, C.; Tian, W.; Zhou, M.C. Vehicle Scheduling of Urban Bus Line via an Improved Multi-objective Genetic Algorithm. IEEE Trans. Intell. Transp. Syst. 2015, 16, 1030–1041. [Google Scholar]
- Hsu, H.P. Solving Feeder Assignment and Component Sequencing Problems Using Particle Swarm Optimization. IEEE Trans. Autom. Sci. Eng. 2017, 14, 881–893. [Google Scholar] [CrossRef]
- Hsu, H.P. A HPSO for solving the dynamic and discrete berth allocation and dynamic quay crane assignment problems simultaneously. Swarm Evolut. Comput. 2016, 27, 156–168. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Configuration | ALDT (Second) | ||||||
|---|---|---|---|---|---|---|---|
| Hot-Lot Ratio | Bay-Loading Ratio | Hot Lot | Normal Lot | ||||
| RHPD | HPDB | a-HPDB | R-HPD | HPDB | a-HPDB | ||
| 2 | 92 | 616.31 | 549.61 | 517.365 | 1509.53 | 1406.77 | 1294.165 |
| 96 | 648.21 | 587.29 | 542.402 | 1876.66 | 1696.43 | 1557.271 | |
| 98 | 700.25 | 605.48 | 574.72 | 2347.04 | 2048.09 | 1857.495 | |
| 6 | 92 | 620.12 | 550.86 | 543.689 | 1543.21 | 1439.35 | 1321.222 |
| 96 | 655.13 | 586.93 | 566.773 | 1926.69 | 1762.41 | 1590.739 | |
| 98 | 696.92 | 614.25 | 587.97 | 2467.36 | 2125.88 | 1958.656 | |
| 10 | 92 | 633.36 | 568 | 552.095 | 1594.88 | 1480.74 | 1351.393 |
| 96 | 667.02 | 594.09 | 575.93 | 2045.46 | 1827.28 | 1660.943 | |
| 98 | 722.36 | 635.24 | 611.449 | 2699.24 | 2323.78 | 2082.479 | |
| Average | 662.19 | 587.97 | 563.6 | 2001.12 | 1790.08 | 1630.48 | |
| Reduce (%) | 14.89% | 4.14% | 18.52% | 8.92% | |||
| System Configuration | Hot Lot | Normal Lot | ||
|---|---|---|---|---|
| 10H92B | 12.83% | 2.8% | 15.27% | 8.74% |
| 10H96B | 13.66% | 3.06% | 18.8% | 9.1% |
| 10H98B | 15.35% | 3.75% | 22.85% | 10.38% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.-N.; Hsu, H.-P.; Tran, V.-V. An Improved Dispatching Method (a-HPDB) for Automated Material Handling System with Active Rolling Belt for 450 mm Wafer Fabrication. Appl. Sci. 2017, 7, 780. https://doi.org/10.3390/app7080780
Wang C-N, Hsu H-P, Tran V-V. An Improved Dispatching Method (a-HPDB) for Automated Material Handling System with Active Rolling Belt for 450 mm Wafer Fabrication. Applied Sciences. 2017; 7(8):780. https://doi.org/10.3390/app7080780
Chicago/Turabian StyleWang, Chia-Nan, Hsien-Pin Hsu, and Van-Vinh Tran. 2017. "An Improved Dispatching Method (a-HPDB) for Automated Material Handling System with Active Rolling Belt for 450 mm Wafer Fabrication" Applied Sciences 7, no. 8: 780. https://doi.org/10.3390/app7080780
APA StyleWang, C.-N., Hsu, H.-P., & Tran, V.-V. (2017). An Improved Dispatching Method (a-HPDB) for Automated Material Handling System with Active Rolling Belt for 450 mm Wafer Fabrication. Applied Sciences, 7(8), 780. https://doi.org/10.3390/app7080780