Microstructure and Mechanical Properties of Magnesium Matrix Composites Interpenetrated by Different Reinforcement

Abstract
:1. Introduction
2. Materials and Methods
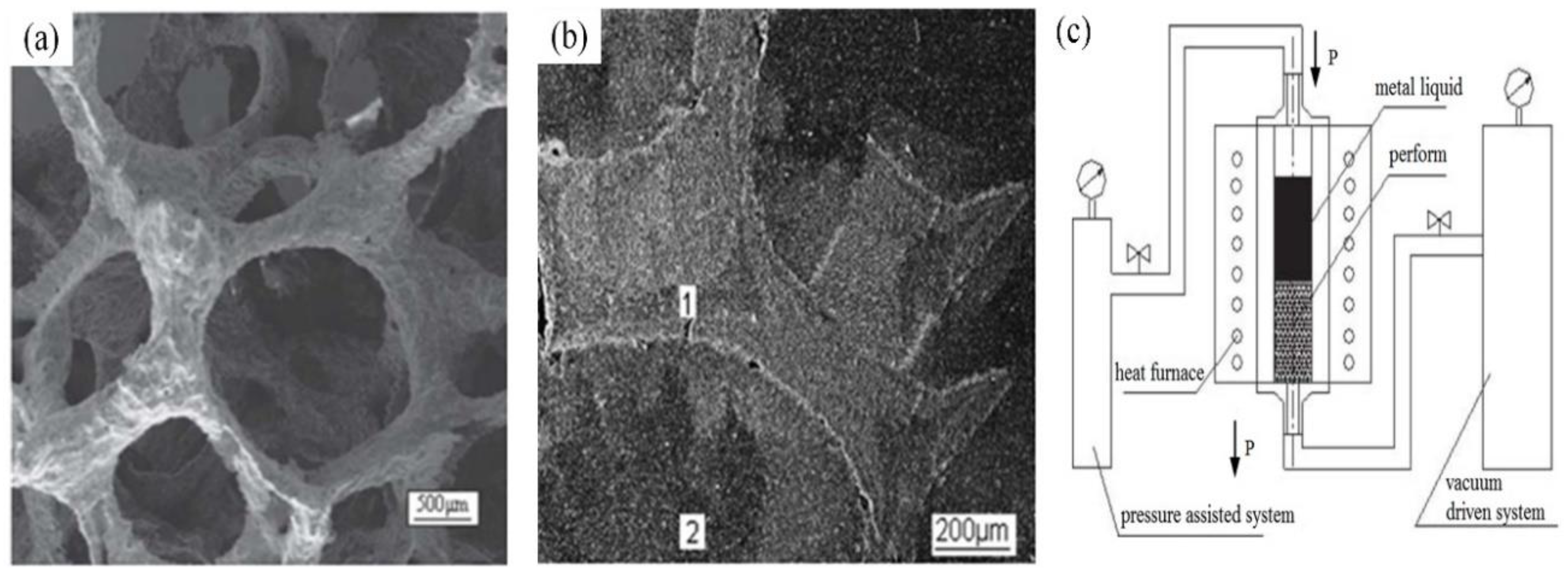
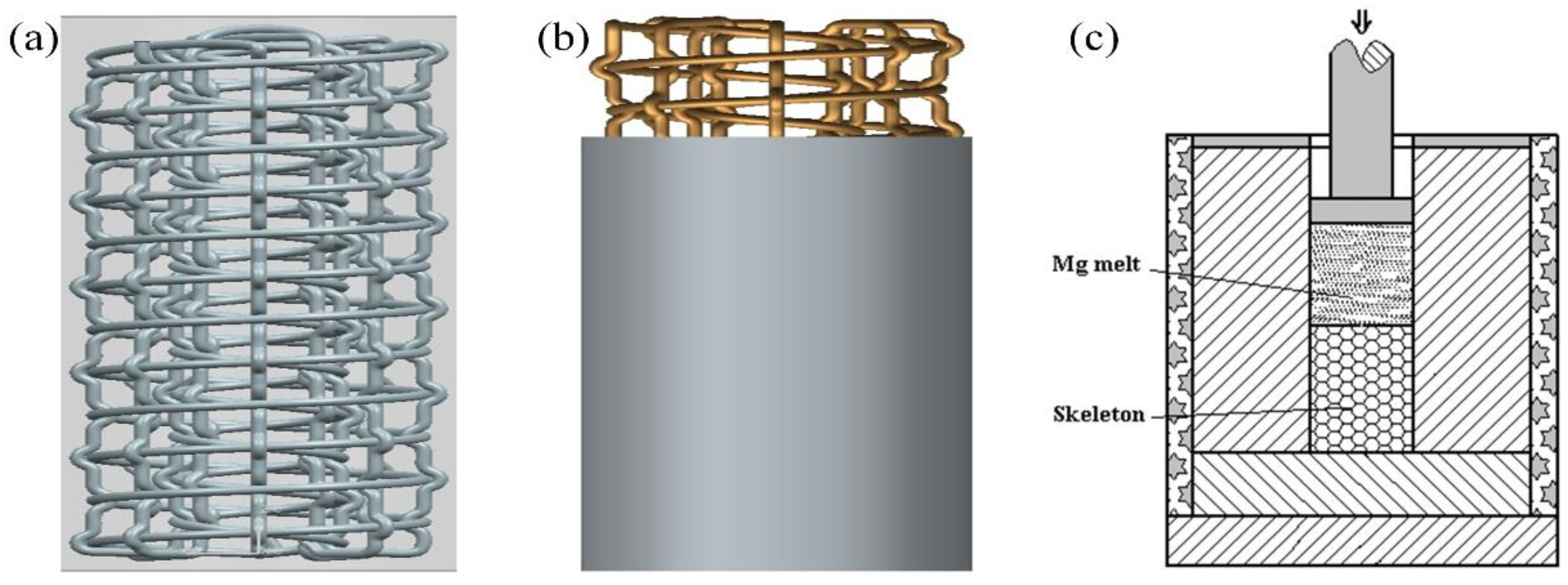
2.1. MIMC Composites Fabrication
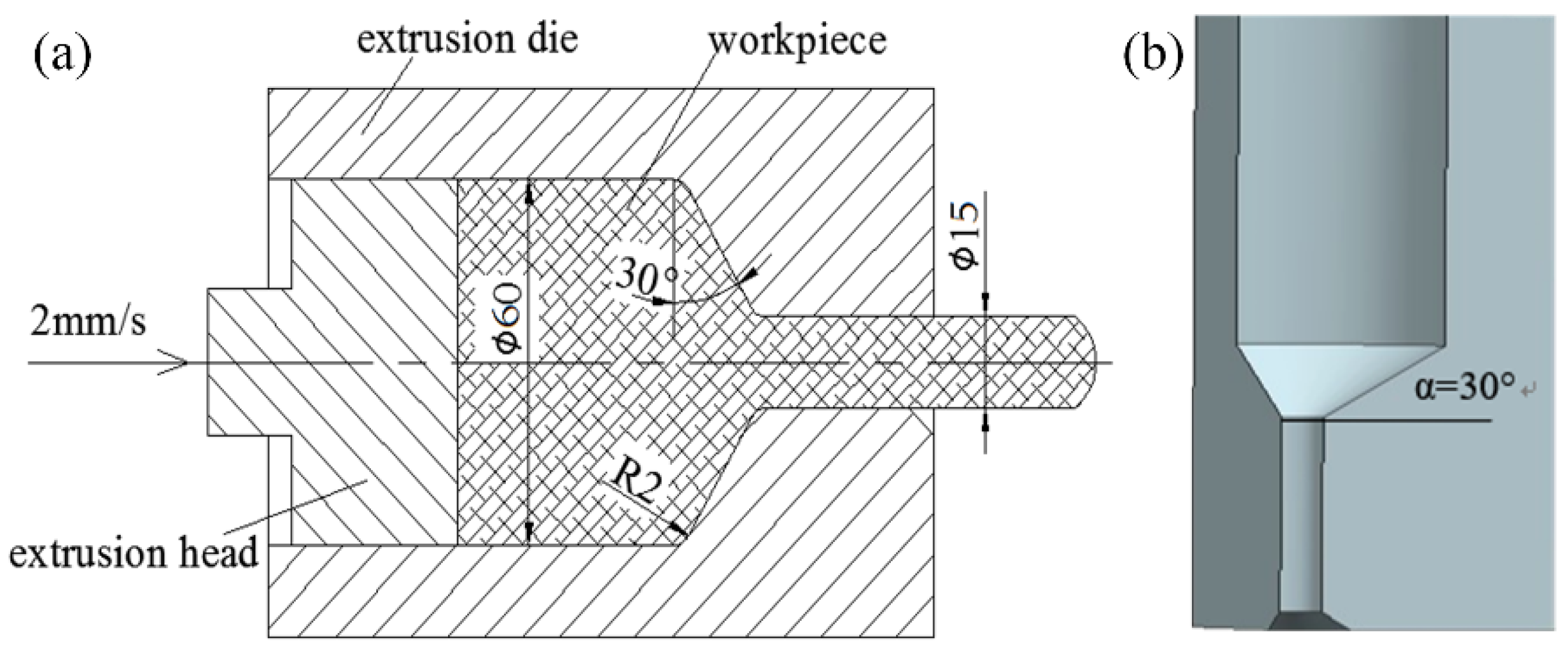
2.2. The Extrusion Process
2.3. Microstructure Characterization
2.4. Mechanical Properties Test
3. Results
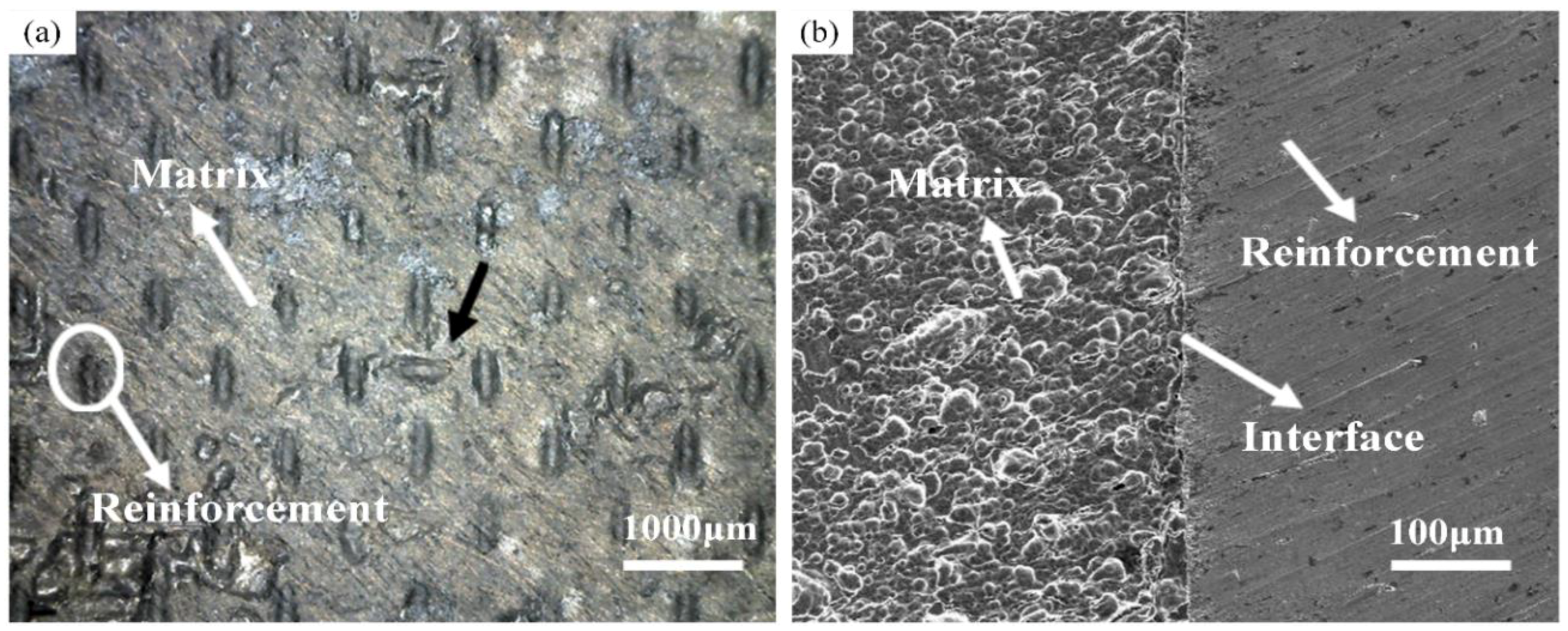
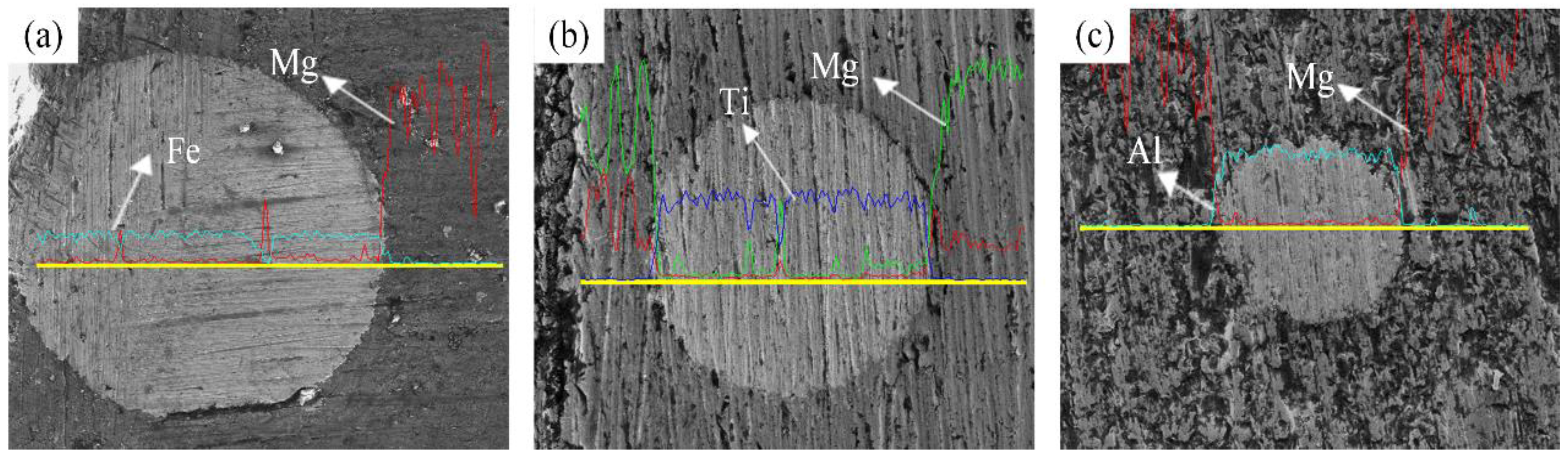
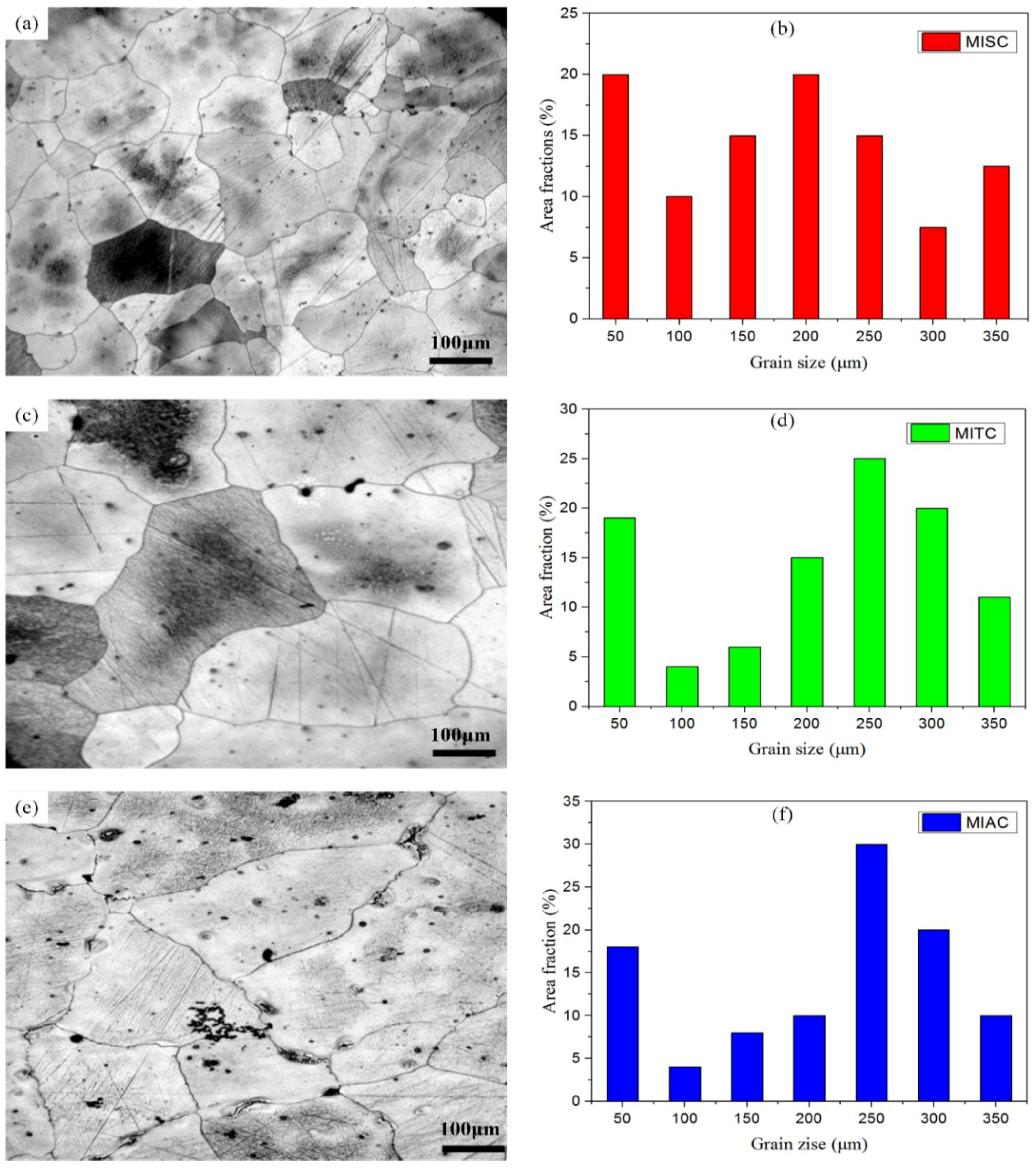
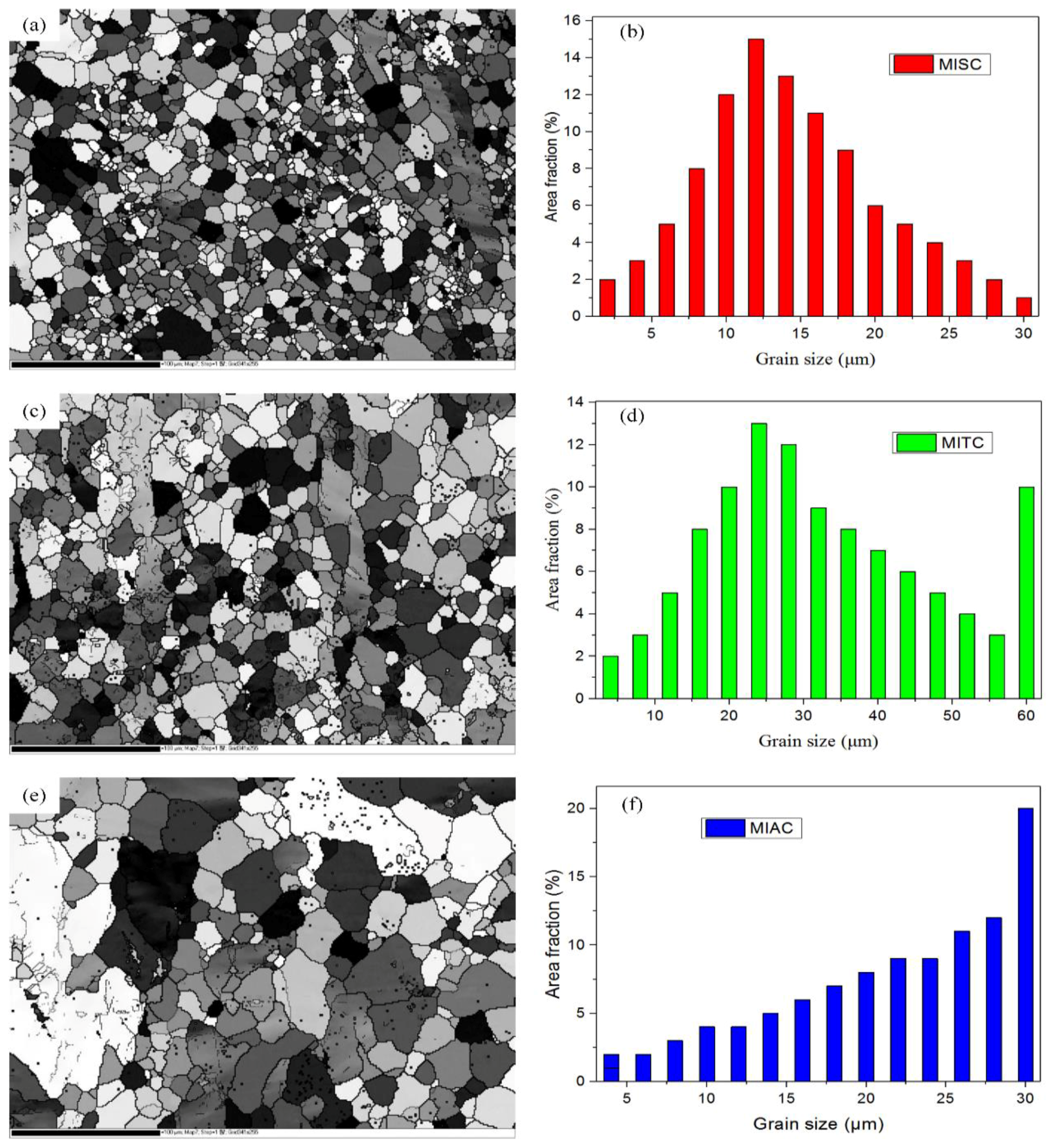
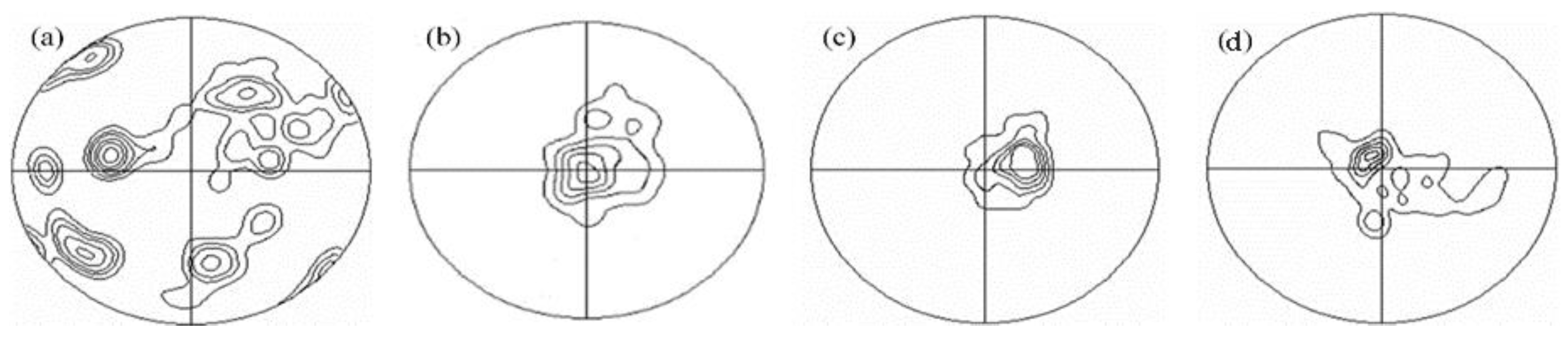
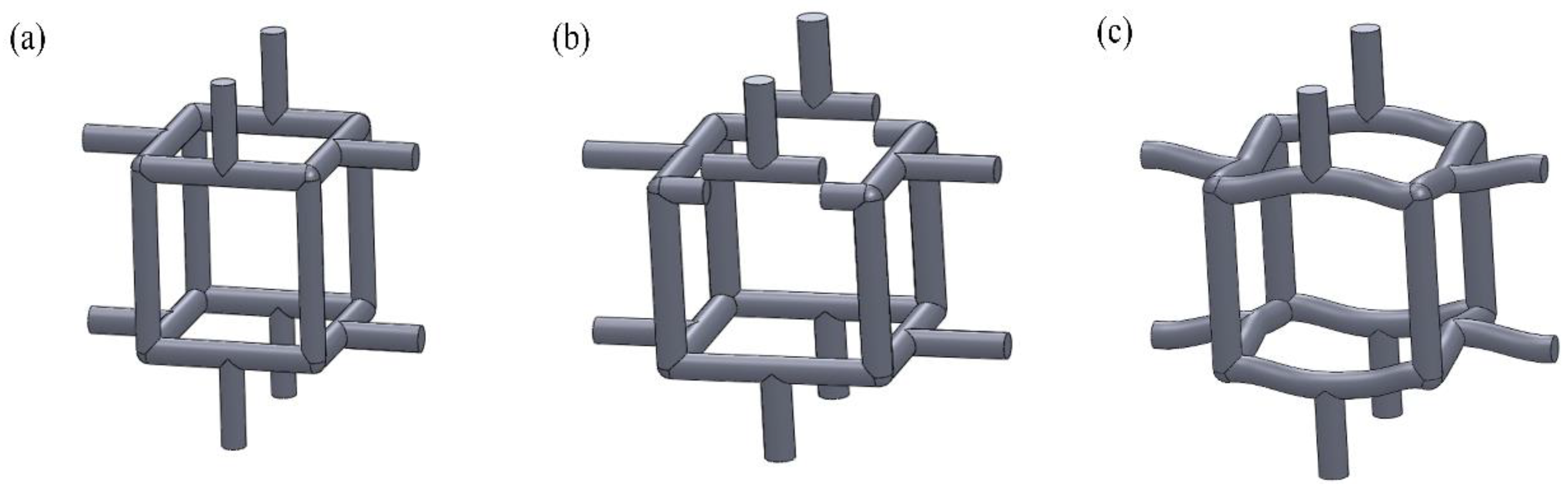
3.1. Microstructure
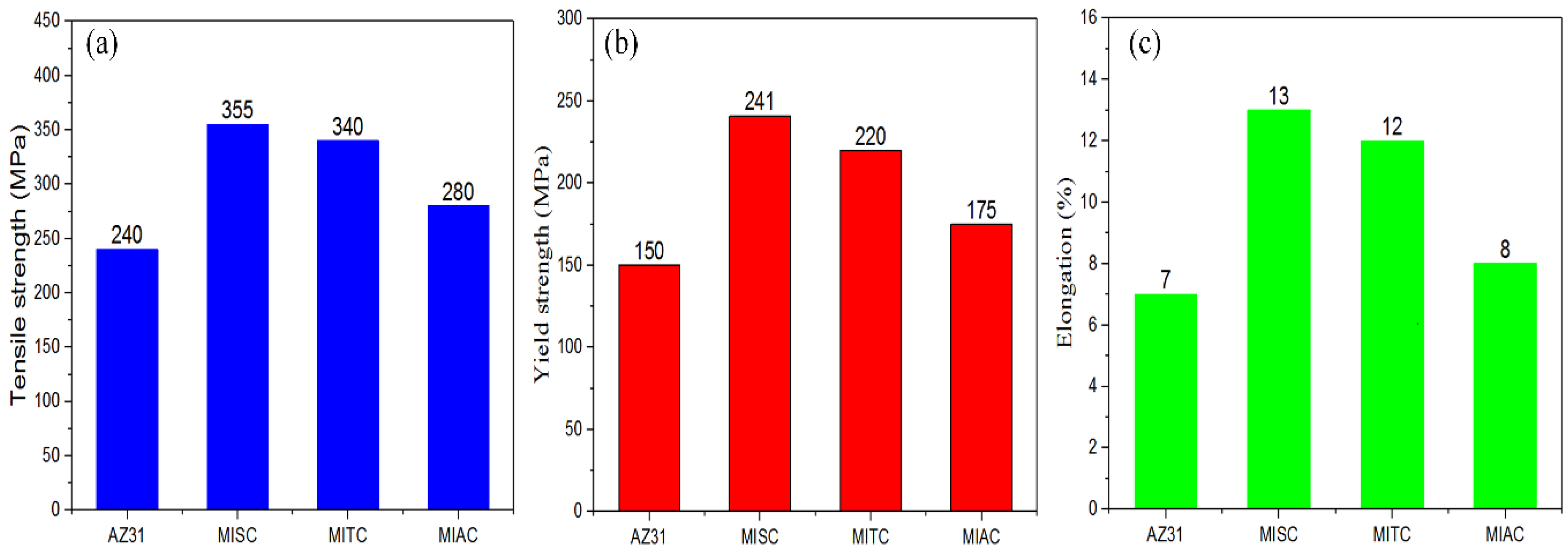
3.2. Mechanical Properties
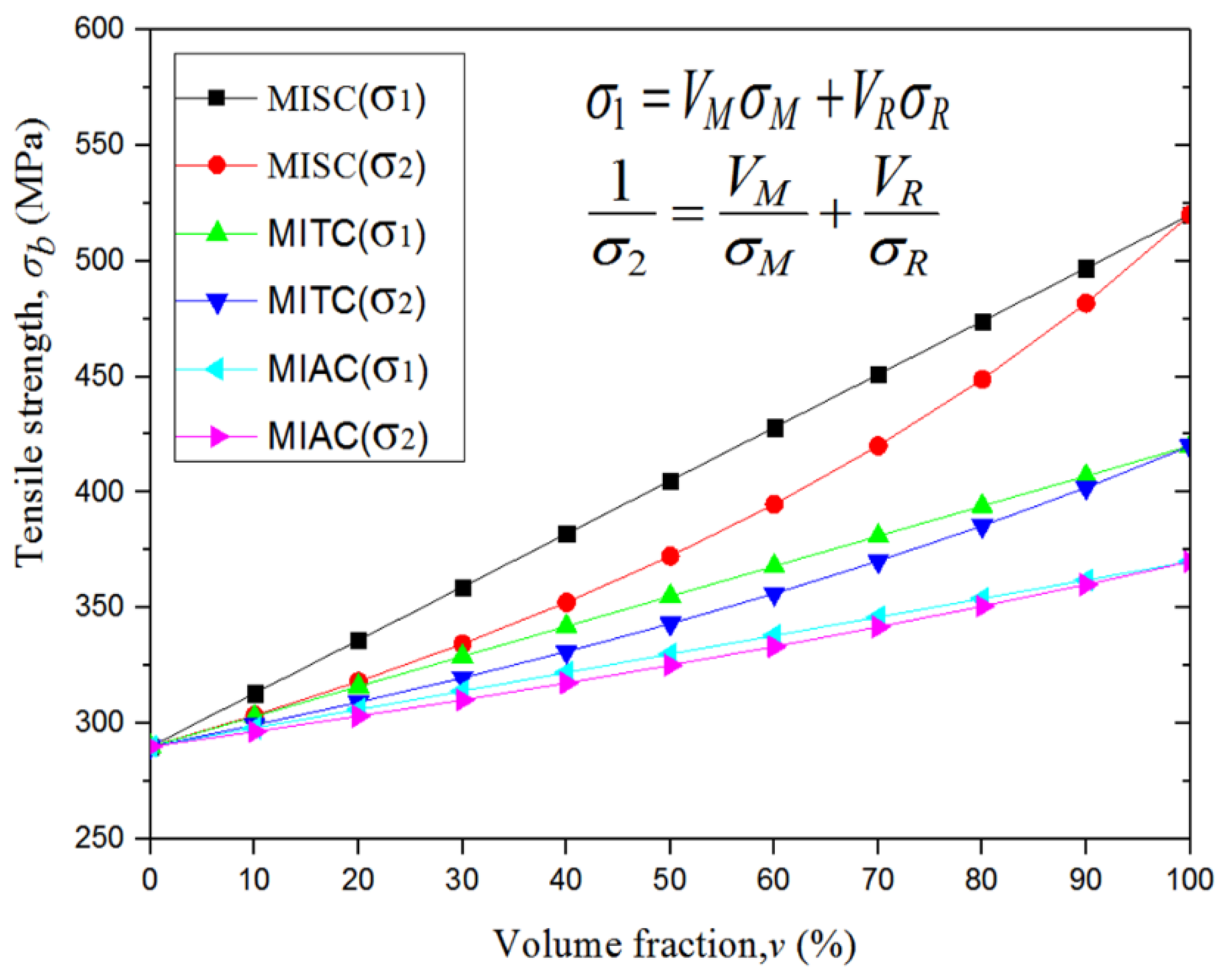
4. Discussions
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| MMCs | metal matrix composites |
| MIMC | metal matrix composites interpenetrated by metal reinforcement |
| MISC | magnesium matrix composites interpenetrated by stainless steel reinforcement |
| MITC | magnesium matrix composites interpenetrated by titanium alloy reinforcement |
| MIAC | magnesium matrix composites interpenetrated by aluminum alloy reinforcement |
| WR | warm rolling |
| TS | torsion straining |
| TRC | twin-roll casting |
| RE | reciprocal extrusion |
| OM | optical microstructure |
| SEM | scanning electron microscopy |
| EDS | energy dispersive spectroscopy |
| EBSD | electron backscatter diffraction |
| CNC | computer numerical control |
| YS | yield strength |
| UTS | ultimate tensile strength |
| E | elongation |
| EC, EM and ER | the elastic modulus of composites, matrix, and reinforcement |
| VM and VR | the volume fraction of matrix and reinforcement |
| XC | the mechanical properties of composite materials |
| Xi and Vi | the mechanical properties and volume fractions of different composite phase |
| σ and V | the tensile strength or yield strength and volume fractions of the matrix and reinforcement |
| δ | the elongation of the matrix and reinforcement |
References
- Mortensen, A.; Llorca, J. Metal matrix composites. Annu. Rev. Mater. Res. 2010, 40, 243–270. [Google Scholar] [CrossRef]
- Nicholls, C.J.; Boswell, B.; Davies, I.J.; Islam, M.N. Review of machining metal matrix composites. Int. J. Adv. Manuf. Technol. 2017, 90, 2429–2441. [Google Scholar] [CrossRef]
- Kim, C.S.; Cho, K.; Manjili, M.H.; Nezafati, M. Mechanical performance of particulate-reinforced Al metal-matrix composites (MMCs) and Al metal-matrix nano-composites (MMNCs). J. Mater. Sci. 2017, 52, 13319–13349. [Google Scholar] [CrossRef]
- Tevatia, A.; Srivastava, S.K. Modified shear lag theory based fatigue crack growth life prediction model for short-fiber reinforced metal matrix composites. Int. J. Fatigue 2015, 70, 123–129. [Google Scholar] [CrossRef]
- Roger, J.; Gardiola, B.; Andrieux, J.; Viala, J.C.; Dezellus, O. Synthesis of Ti matrix composites reinforced with TiC particles: Thermodynamic equilibrium and change in microstructure. J. Mater. Sci. 2017, 52, 4129–4141. [Google Scholar] [CrossRef]
- Akatsu, T.; Takashima, H.; Shinoda, Y.; Wakai, F.; Wakayama, S. Thermal-shock fracture and damage resistance improved by whisker reinforcement in alumina matrix composite. Int. J. Appl. Ceram. Technol. 2016, 13, 653–661. [Google Scholar] [CrossRef]
- Leclerc, W.; Ferguen, N.; Pelegris, C.; Haddad, H.; Bellenger, E.; Guessasma, M. A numerical investigation of effective thermoelastic properties of interconnected alumina/Al composites using FFT and FE approaches. Mech. Mater. 2016, 92, 42–57. [Google Scholar] [CrossRef]
- Li, S.; Xiong, D.G.; Liu, M.; Bai, S.X.; Zhao, X. Thermophysical properties of SiC/Al composites with three dimensional interpenetrating network structure. Ceram. Int. 2014, 40, 7539–7544. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Assad, M.A.; Al-Rub, R.K.A. Mechanical properties of periodic interpenetrating phase composites with novel architected microstructures. Compos. Struct. 2017, 176, 9–19. [Google Scholar] [CrossRef]
- Cheng, F.F.; Kim, S.M.; Reddy, J.N.; Al-Rub, R.K.A. Modeling of elastoplastic behavior of stainless-steel/bronze interpenetrating phase composites with damage evolution. Int. J. Plasticity 2014, 61, 94–111. [Google Scholar] [CrossRef]
- Yao, B.B.; Zhou, Z.Y.; Duan, L.Y.; Chen, Z.T. Anisotropic charpy impact behavior of novel interpenetrating phase composites. Vacuum 2018, 155, 83–90. [Google Scholar] [CrossRef]
- Hidalgo-Manrique, P.; Yan, S.; Lin, F.; Hong, Q.; Kinloch, I.A.; Chen, X.; Young, R.J.; Zhang, X.Y.; Dai, S.L. Microstructure and mechanical behaviour of aluminium matrix composites reinforced with graphene oxide and carbon nanotubes. J. Mater. Sci. 2017, 52, 13466–13477. [Google Scholar] [CrossRef]
- Boyer, C.; Figueiredo, L.; Pace, R.; Lesoeur, J.; Rouillon, T.; Visage, C.L.; Tassin, J.-F.; Weiss, P.; Guicheux, J.; Rethore, G. Laponite nanoparticle-associated silated hydroxypropylmethyl cellulose as an injectable reinforced interpenetrating network hydrogel for cartilage tissue engineering. Acta Biomater. 2018, 65, 112–122. [Google Scholar] [CrossRef] [PubMed]
- Swain, M.V.; Coldea, A.; Bilkhair, A.; Guess, P.C. Interpenetrating network ceramic-resin composite dental restorative materials. Dent. Mater. 2016, 32, 34–42. [Google Scholar] [CrossRef] [PubMed]
- Kádár, C.; Máthis, K.; Knapek, M.; Chmelík, F. The effect of matrix composition on the deformation and failure mechanisms in metal matrix syntactic foams during compression. Materials 2017, 10, 196. [Google Scholar] [CrossRef] [PubMed]
- Lichtenberg, K.; Weidenmann, K.A. Effect of reinforcement size and orientation on the thermal expansion behavior of metallic glass reinforced metal matrix composites produced by gas pressure infiltration. Thermochim. Acta 2017, 654, 85–92. [Google Scholar] [CrossRef]
- Alhajeri, S.N.; Al-Fadhalah, K.J.; Almazrouee, A.I.; Langdon, T.G. Microstructure and microhardness of an Al-6061 metal matrix composite processed by high-pressure torsion. Mater. Charact. 2016, 118, 270–278. [Google Scholar] [CrossRef] [Green Version]
- Beranoagirre, A.; Urbikain, G.; Calleja, A.; Lacalle, L.L.D. Hole making by electrical discharge machining (EDM) of γ-TiAl intermetallic alloys. Metals 2018, 8, 543. [Google Scholar] [CrossRef]
- Thompson, A.; Senin, N.; Maskery, I.; Leach, R. Effects of magnification and sampling resolution in X-ray computed tomography for the measurement of additively manufactured metal surfaces. Precis. Eng. 2018, 53, 54–64. [Google Scholar] [CrossRef]
- Tokutomi, J.; Uemura, T.; Sugiyama, S.; Shiomi, J.; Yanagimoto, J. Hot extrusion to manufacture the metal matrix composite of carbon nanotube and aluminum with excellent electrical conductivities and mechanical properties. CIRP Ann. 2015, 64, 257–260. [Google Scholar] [CrossRef]
- Xin, L.; Yang, W.S.; Zhao, Q.Q.; Dong, R.H.; Liang, X.; Xiu, Z.Y.; Hussain, M.; Wu, G.H. Effect of extrusion treatment on the microstructure and mechanical behavior of SiC nanowires reinforced Al matrix composites. Mater. Sci. Eng. A 2017, 682, 38–44. [Google Scholar] [CrossRef]
- Srikanth, N.; Kurniawan, L.A.; Gupta, M. Effect of interconnected reinforcement and its content on the damping capacity of aluminium matrix studied by a new circle-fit approach. Compos. Sci. Technol. 2003, 63, 839–849. [Google Scholar] [CrossRef]
- Thakur, S.K.; Gupta, M. Use of interconnected reinforcement in magnesium for stiffness critical applications. Mater. Sci. Technol. 2008, 24, 213–220. [Google Scholar] [CrossRef]
- Mondet, M.; Barraud, E.; Lemonnier, S.; Guyon, J.; Allain, N.; Grosdidier, T. Microstructure and mechanical properties of AZ91 magnesium alloy developed by spark plasma sintering. Acta Mater. 2016, 119, 55–67. [Google Scholar] [CrossRef]
- Ghasali, E.; Alizadeh, M.; Shirvanimoghaddam, K.; Mirzajany, R.; Niazmand, M.; Faeghi-Nia, A.; Ebadzadeh, T. Porous and non-porous alumina reinforced magnesium matrix composite through microwave and spark plasma sintering processes. Mater. Chem. Phys. 2018, 212, 252–259. [Google Scholar] [CrossRef]
- Wang, S.R.; Sun, B.; Geng, H.R.; Wang, Y.Z. The abrasive wear properties of Al-Mg-Si3N4 metal matrix composites. J. Mater. Eng. Perform. 2006, 15, 549–552. [Google Scholar]
- Wang, S.R.; Geng, H.R.; Song, B.; Wang, Y.Z. Machinability of metal matrix composites reinforced by 3-D network structure. Appl. Compos. Mater. 2006, 13, 385–395. [Google Scholar] [CrossRef]
- Wang, S.R.; Geng, H.R.; Wang, Y.Z. Fabrication and machinability of Si3N4-Mg-Al-Zn (AZ91) composites. Mater. Sci. Technol. 2006, 22, 223–226. [Google Scholar] [CrossRef]
- Arkhurst, B.M.; Lee, M.Y.; Kim, J.H. Effect of resin matrix on the strength of an AZ31 Mg alloy-CFRP joint made by the hot metal pressing technique. Compos. Struct. 2018, 201, 303–314. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Fan, G.H.; Nakata, T.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H.; Lu, B.H. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Mishra, A.; Mahesh, S. A deformation-theory based model of a damaged metal matrix composite. Int. J. Solids Struct. 2017, 121, 228–239. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Ryzińska, G.; Gromada, M.; Biglar, M. 3D microstructure-based modelling of the deformation behaviour of ceramic matrix composites. J. Eur. Ceram. Soc. 2018, 38, 2911–2919. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elastic Module (GPa) | Rockwell Hardness (HRB) | Elongation (%) | Tensile Strength (MPa) |
|---|---|---|---|---|
| Mg alloy | 70 | 65 | 9.5 | 330 |
| 12Si3N4–Mg | 110 | 71 | 3.2 | 345 |
| 25Si3N4–Mg | 133 | 78 | 1.6 | 340 |
| Materials | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Fe–18Cr–9Ni | 893 | 824 | 36 |
| Ti–6Al–4V | 790 | 710 | 21 |
| Al–5Mg–3Zn | 542 | 520 | 11 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Wang, S.; Wen, D.; Wang, G.; Wang, Y. Microstructure and Mechanical Properties of Magnesium Matrix Composites Interpenetrated by Different Reinforcement. Appl. Sci. 2018, 8, 2012. https://doi.org/10.3390/app8112012
Wu S, Wang S, Wen D, Wang G, Wang Y. Microstructure and Mechanical Properties of Magnesium Matrix Composites Interpenetrated by Different Reinforcement. Applied Sciences. 2018; 8(11):2012. https://doi.org/10.3390/app8112012
Chicago/Turabian StyleWu, Shuxu, Shouren Wang, Daosheng Wen, Gaoqi Wang, and Yong Wang. 2018. "Microstructure and Mechanical Properties of Magnesium Matrix Composites Interpenetrated by Different Reinforcement" Applied Sciences 8, no. 11: 2012. https://doi.org/10.3390/app8112012
APA StyleWu, S., Wang, S., Wen, D., Wang, G., & Wang, Y. (2018). Microstructure and Mechanical Properties of Magnesium Matrix Composites Interpenetrated by Different Reinforcement. Applied Sciences, 8(11), 2012. https://doi.org/10.3390/app8112012