Simultaneous Measurement Method and Error Analysis of the Six Degrees-of-Freedom Motion Errors of a Rotary Axis




Abstract
:1. Introduction
2. Principle and Model
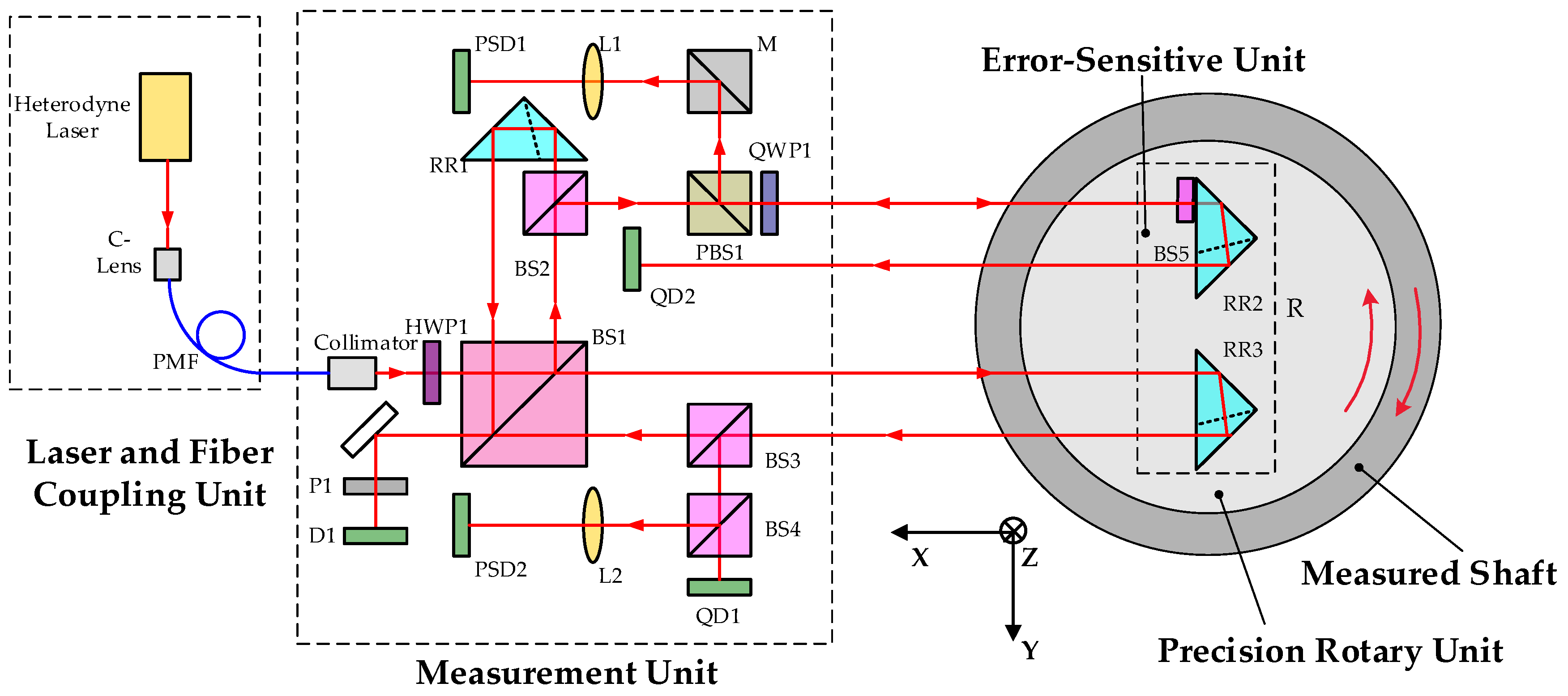
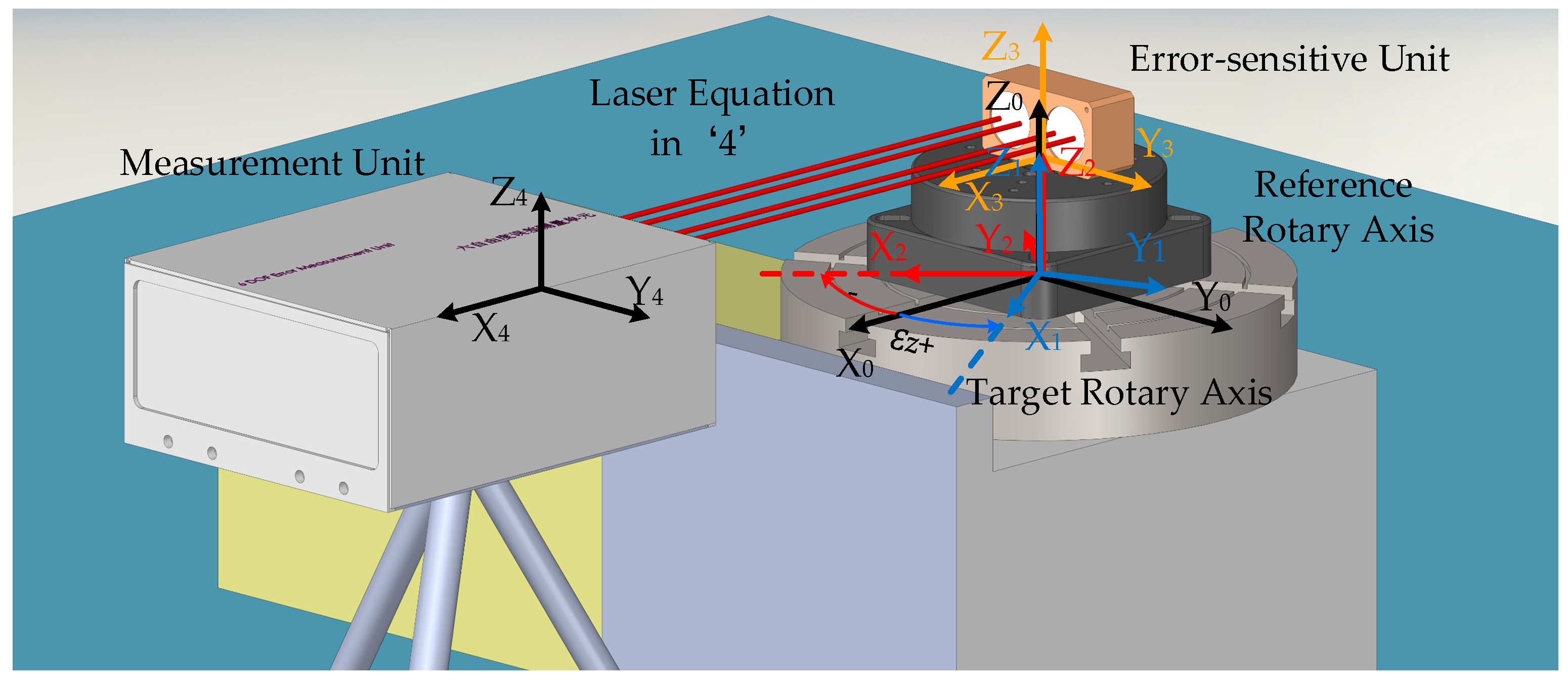
2.1. Measurement Principle
2.2. Error Model Establishment and Analysis
3. Experiment Results
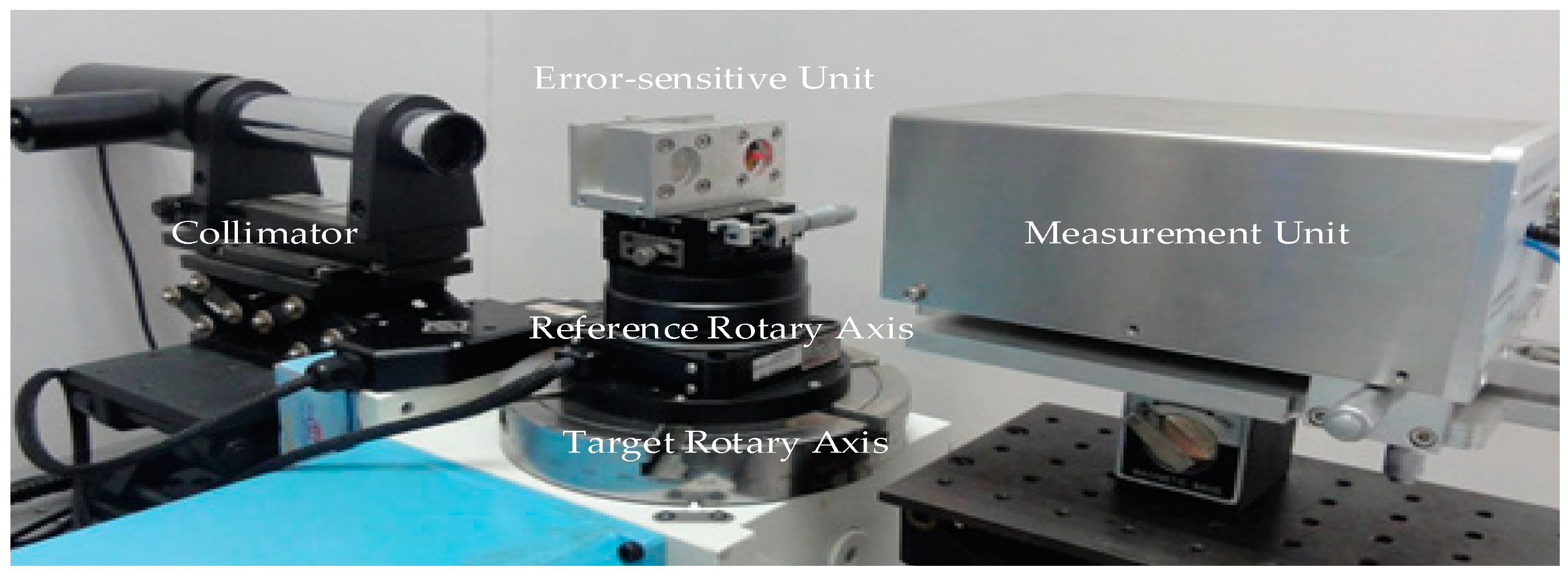
3.1. Experiment Conditions
3.2. Repeatability Experiment
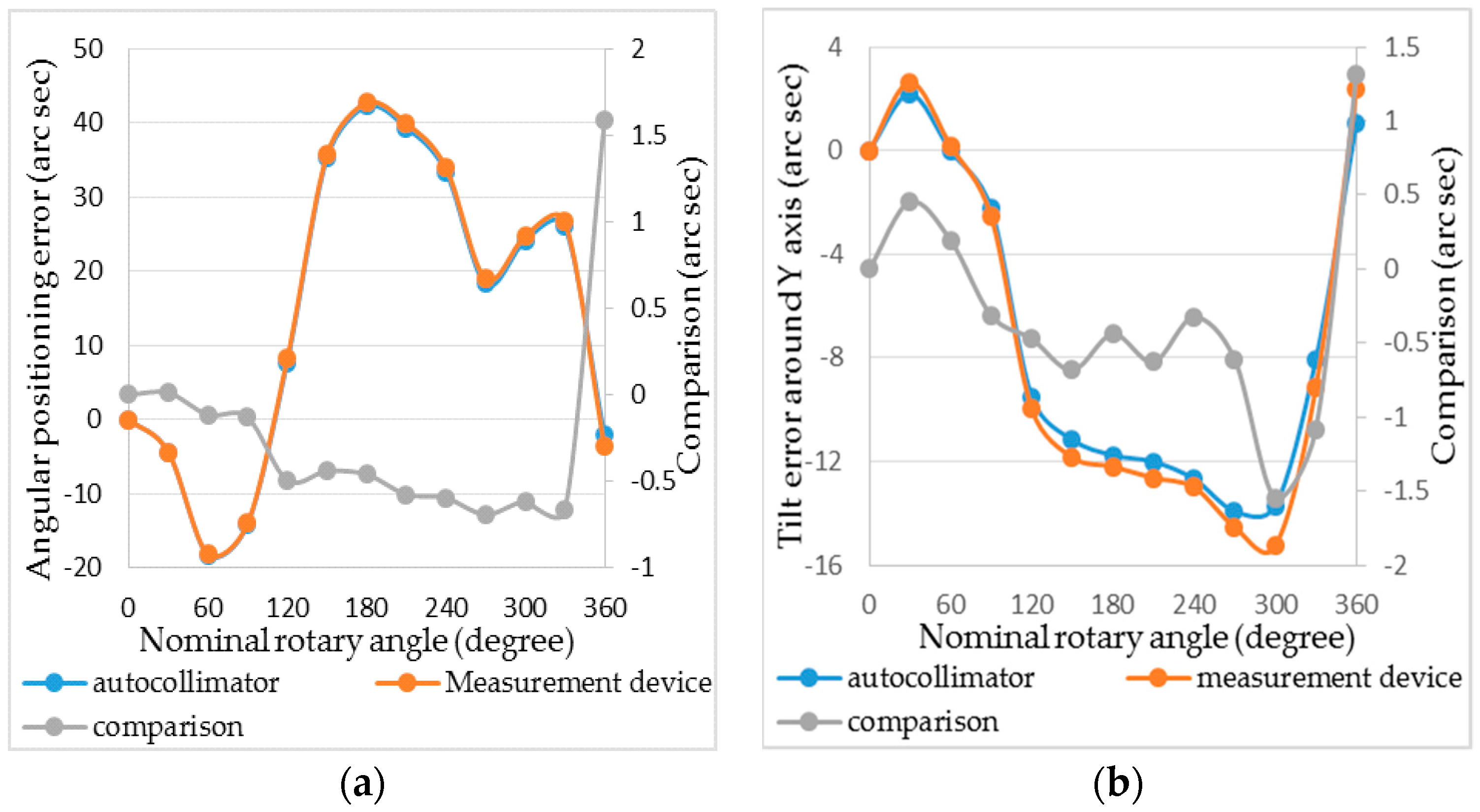
3.3. Comparison Experiment
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- International Organization for Standardization. ISO 230-7:2015—Test Code for Machine Tools—Part 7: Geometric Accuracy of Axes of Rotation; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Li, J.; Feng, Q.; Bao, C.; Zhao, Y. Method for simultaneous measurement of five DOF motion errors of a rotary axis using a single-mode fiber-coupled laser. Opt. Express 2018, 26, 2535–2545. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.J.; Lin, P.D. High-accuracy small-angle measurement of the positioning error of a rotary table by using multiple-reflection optoelectronic methodology. Opt. Eng. 2007, 46, 113604. [Google Scholar] [CrossRef]
- Park, S.; Hoang, T.; Yang, S. A new optical measurement system for determining the geometrical errors of rotary axis of a 5-axis miniaturized machine tool. J. Mech. Sci. Technol. 2010, 24, 175–179. [Google Scholar] [CrossRef]
- Wang, Q.; Miller, J.; Freyberg, A.V.; Steffens, N.; Fischer, A.; Goch, G. Error mapping of rotary tables in 4-axis measuring devices using a ball plate artifact. CIRP Ann. Manuf. Technol. 2018, 67, 559–562. [Google Scholar] [CrossRef]
- Li, J.; Xie, F.; Liu, X.; Dong, Z.; Song, Z.; Li, W. A geometric error identification method for the swiveling axes of five-axis machine tools by static R-test. Int. J. Adv. Manuf. Technol. 2017, 89, 3393–3405. [Google Scholar] [CrossRef]
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric error measurement and compensation of machines—An update. CIRP Ann. Manuf. Technol. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Chen, C.J.; Lin, P.D.; Jywel, W.Y. An optoelectronic measurement system for measuring 6-degree-of-freedom motion error of rotary parts. Opt. Express 2007, 15, 14601–14617. [Google Scholar] [CrossRef] [PubMed]
- Schwenke, H.; Schmitt, R.; Jatzkowski, P.; Warmann, C. On-the-fly calibration of linear and rotary axes of machine tools and CMMs using a tracking interferometer. CIRP Ann. Manuf. Technol. 2009, 58, 477–480. [Google Scholar] [CrossRef]
- Hong, C.; Ibaraki, S. Non-contact R-test with laser displacement sensors for error calibration of five-axis machine tools. Precis. Eng. 2013, 37, 159–171. [Google Scholar] [CrossRef] [Green Version]
- Ibaraki, S.; Oyama, C.; Otsubo, H. Construction of an error map of rotary axes on a five-axis machining center by static R-test. Int. J. Mach. Tools Manuf. 2011, 51, 190–200. [Google Scholar] [CrossRef] [Green Version]
- Bao, C.; Li, J.; Feng, Q.; Zhang, B. Error-compensation model for simultaneous measurement of five degrees of freedom motion errors of a rotary axis. Meas. Sci. Technol. 2018, 29, 075004. [Google Scholar] [CrossRef] [Green Version]
- Nojehdeh, M.V.; Arezoo, B. Functional accuracy investigation of work-holding rotary axes in five-axis CNC machine tools. Int. J. Mach. Tools Manuf. 2016, 111, 17–30. [Google Scholar] [CrossRef]
- Huang, N.; Bi, Q.; Wang, Y. Identification of two different geometric error definitions for the rotary axis of the 5-axis machine tools. Int. J. Mach. Tools Manuf. 2015, 91, 109–114. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Error Variables | Naming Rules |
|---|---|
| Motion error | The subscript is the name of the coordinate axis (i.e., εz). |
| Installation error | The name of the axis and two lowercase letters (a, b, and c) are used as the subscript (i.e., εyab denotes the angular error around the y axis between A and B). The subscript of the measurement unit is L (i.e., εyL). |
| Manufacturing error | The subscript is the name of the axis and the letter c (i.e., εyc). |
| Laser beam drift error | The subscript is the name of the axis and the letter t (i.e., εyt). |
| Parameters | Naming |
|---|---|
| Height of the reference axis | Ha |
| Vertex coordinate of the retro-reflector (in “3”) | (OC1x, OC1y, OC1z) |
| Vertex distance of two retro-reflectors | D = OC2y − OC1y |
| Center point coordinate of the bottom edge of the measurement unit’s front surface (in “0”) | (Px, Py, Pz) |
| The first laser output position coordinates on the measurement unit (in “4”) | (P1x, P1y, P1z) |
| Center coordinates of the QD1 photosensitive surface (in “4”) | (, , ) |
| Center coordinates of the PSD1 photosensitive surface (in “4”) | (, , ) |
| Focal length of the lens | f |
| Refractive index of the retro-reflector glass | n |
| Motion Errors | Repeatability after Subtracting the Initial Value | Repeatability after Compensating for the Crosstalk | Percentage Decline |
|---|---|---|---|
| Radial error along the y axis | 4.1 μm | 2.8 μm | 32% |
| Axial error | 0.8 μm | 0.5 μm | 38% |
| Radial error along the x axis | 4.5 μm | 1.3 μm | 71% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, C.; Feng, Q.; Li, J. Simultaneous Measurement Method and Error Analysis of the Six Degrees-of-Freedom Motion Errors of a Rotary Axis. Appl. Sci. 2018, 8, 2232. https://doi.org/10.3390/app8112232
Bao C, Feng Q, Li J. Simultaneous Measurement Method and Error Analysis of the Six Degrees-of-Freedom Motion Errors of a Rotary Axis. Applied Sciences. 2018; 8(11):2232. https://doi.org/10.3390/app8112232
Chicago/Turabian StyleBao, Chuanchen, Qibo Feng, and Jiakun Li. 2018. "Simultaneous Measurement Method and Error Analysis of the Six Degrees-of-Freedom Motion Errors of a Rotary Axis" Applied Sciences 8, no. 11: 2232. https://doi.org/10.3390/app8112232
APA StyleBao, C., Feng, Q., & Li, J. (2018). Simultaneous Measurement Method and Error Analysis of the Six Degrees-of-Freedom Motion Errors of a Rotary Axis. Applied Sciences, 8(11), 2232. https://doi.org/10.3390/app8112232