A New Method of Angle Measurement Error Analysis of Rotary Encoders


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
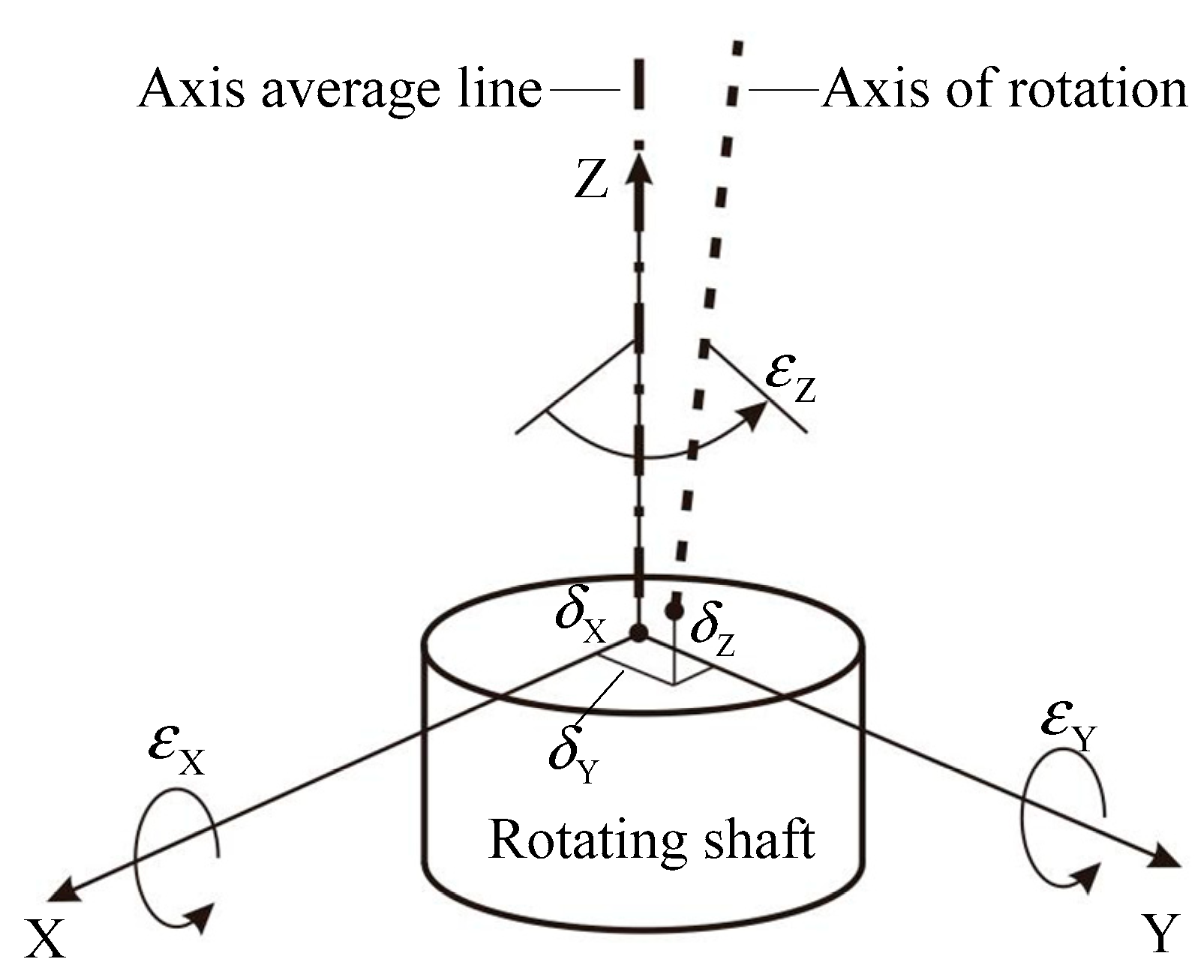
2. Geometric Errors of Spindle
3. Analysis of Angle Measurement Error
3.1. Description of Ideal Condition
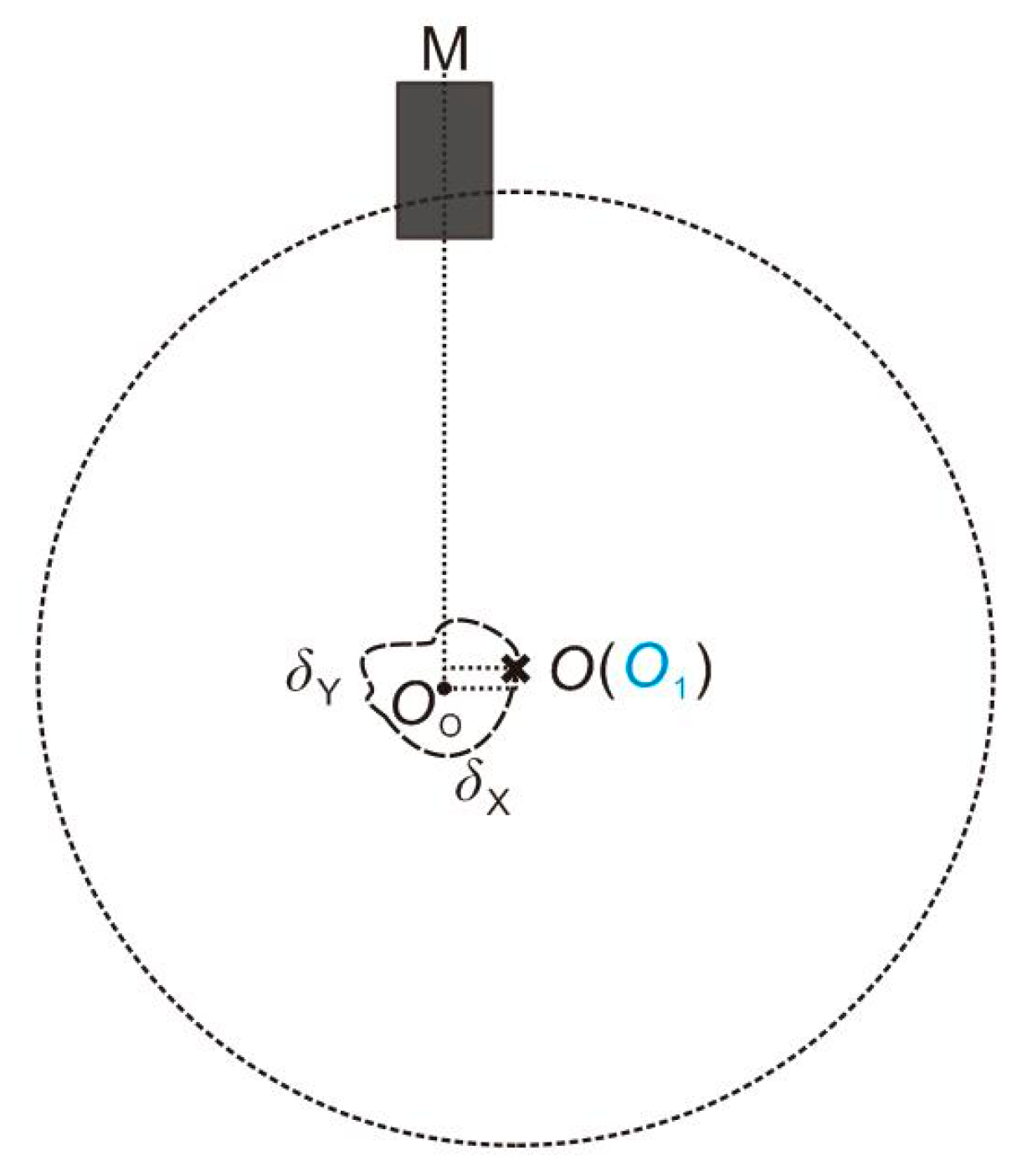
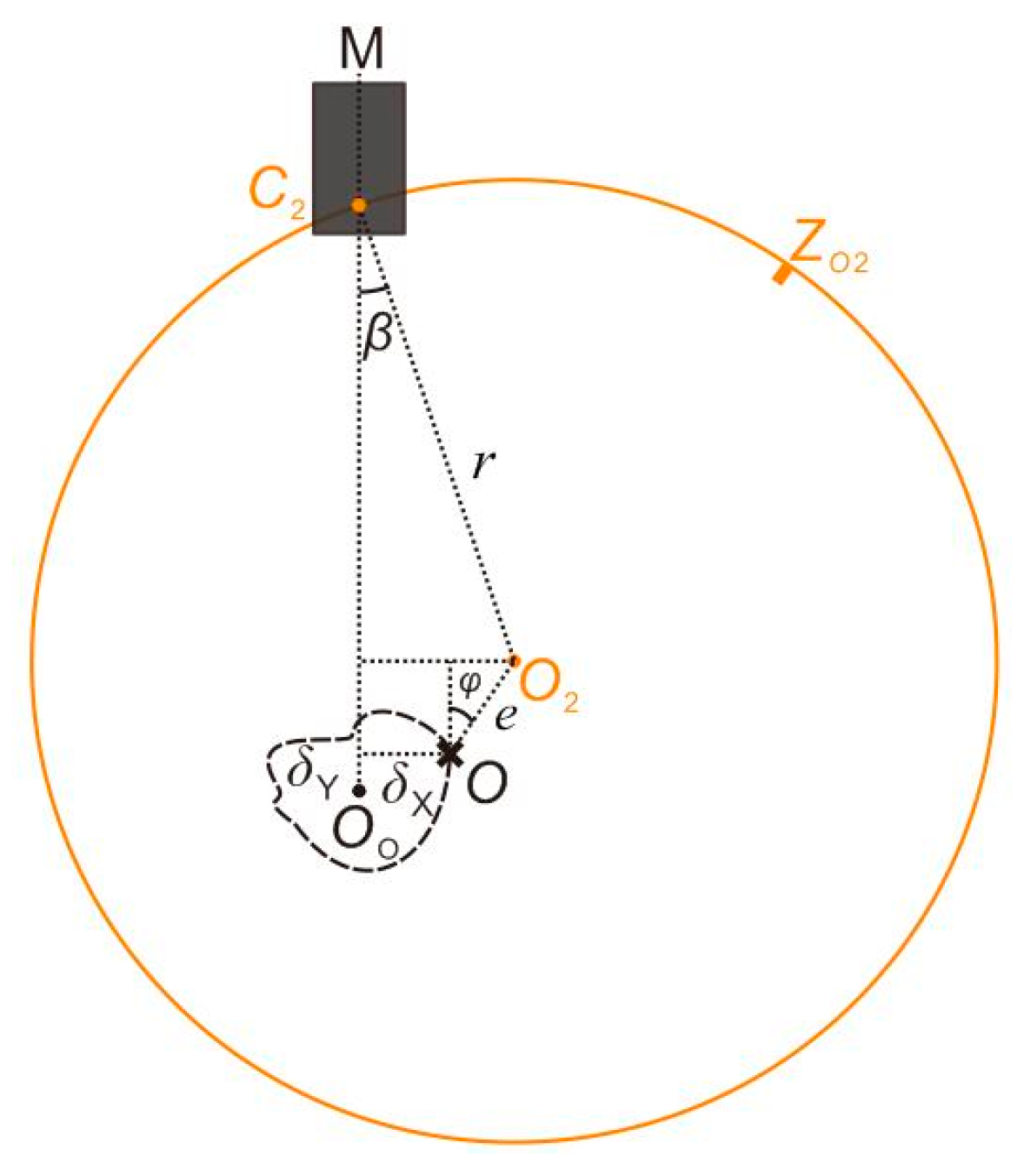
3.2. Angle Measurement Error Caused by Installation Eccentricity
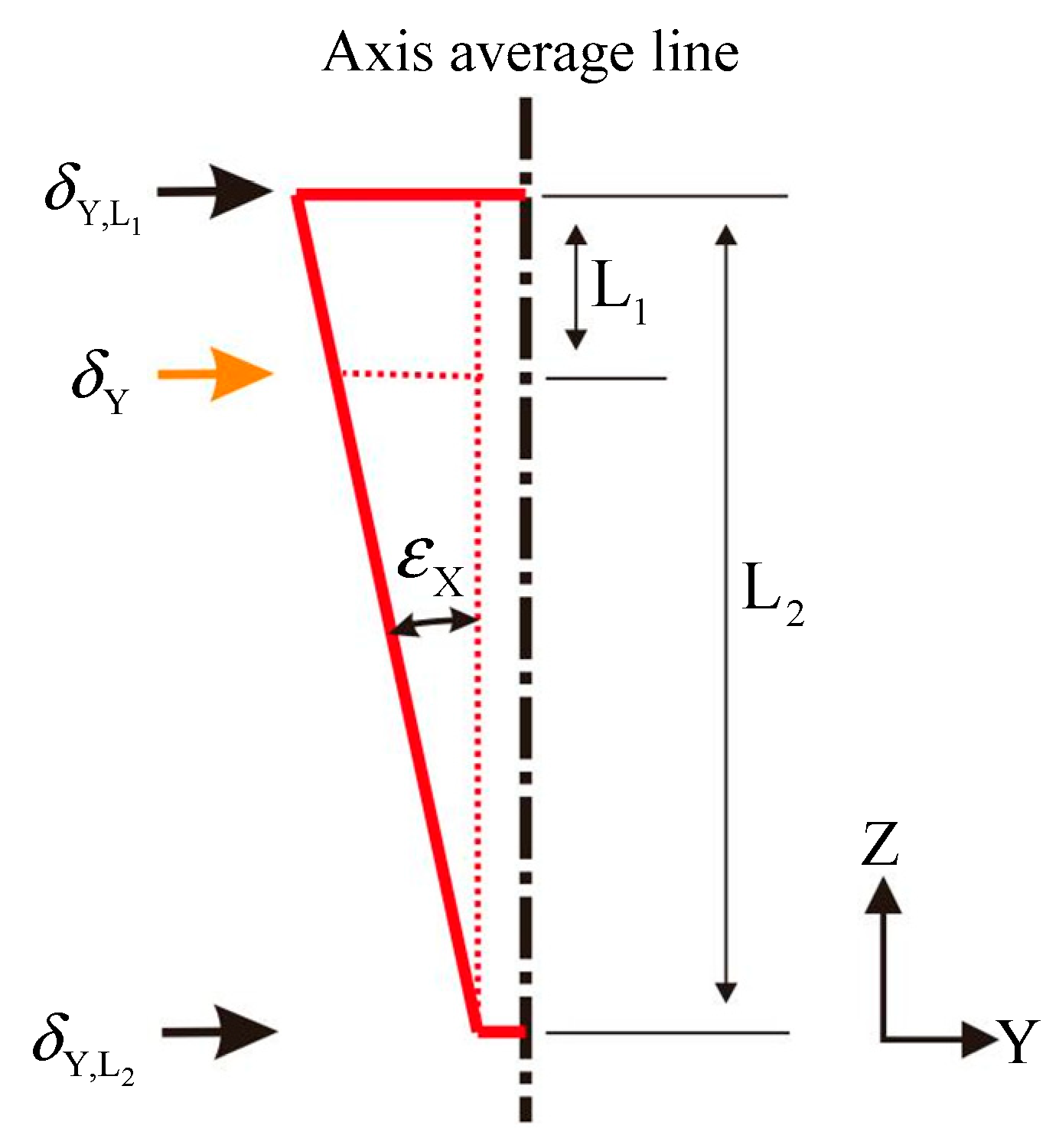
3.3. Angle Measurement Error Caused by Radial Error Motions
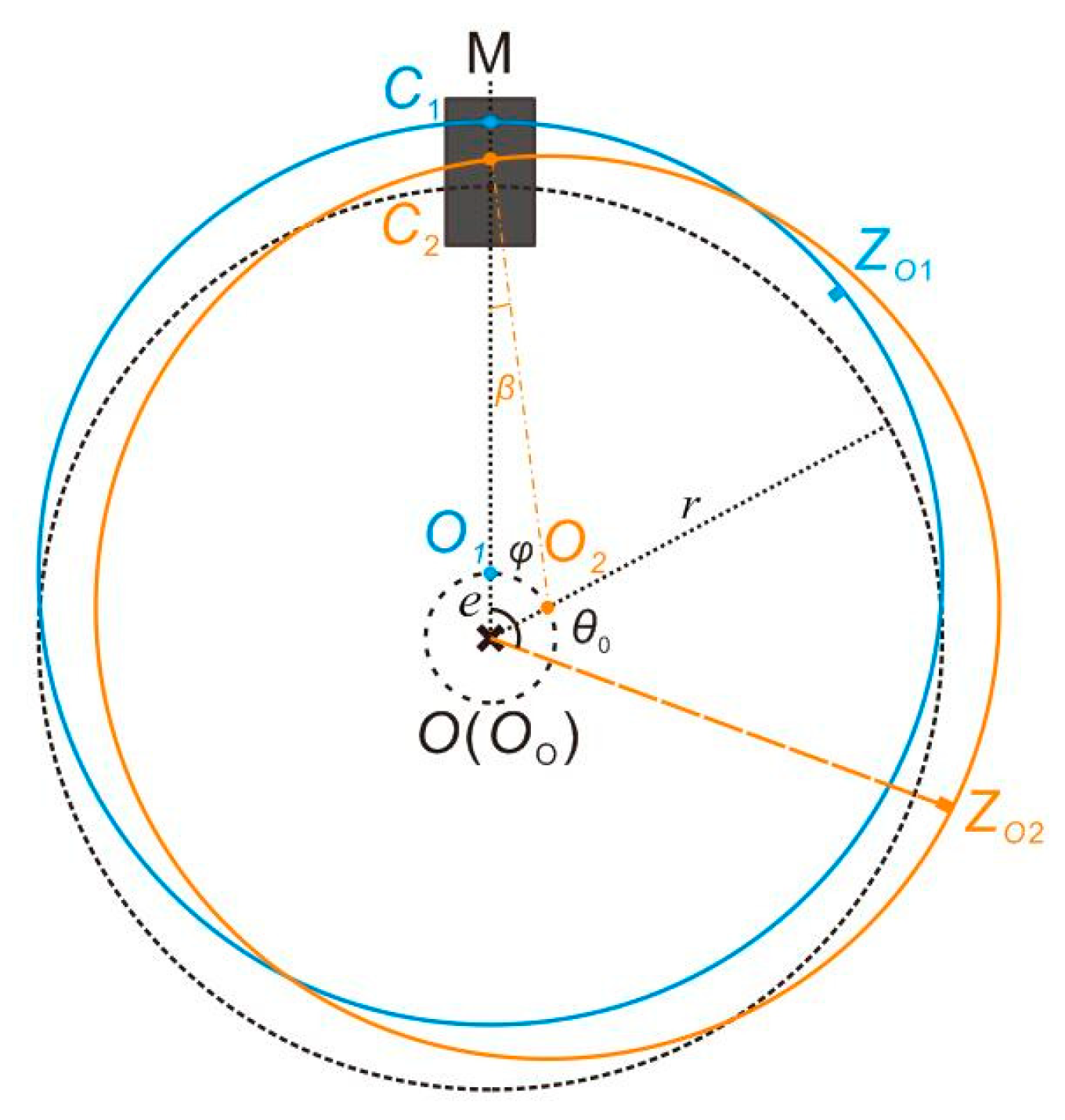
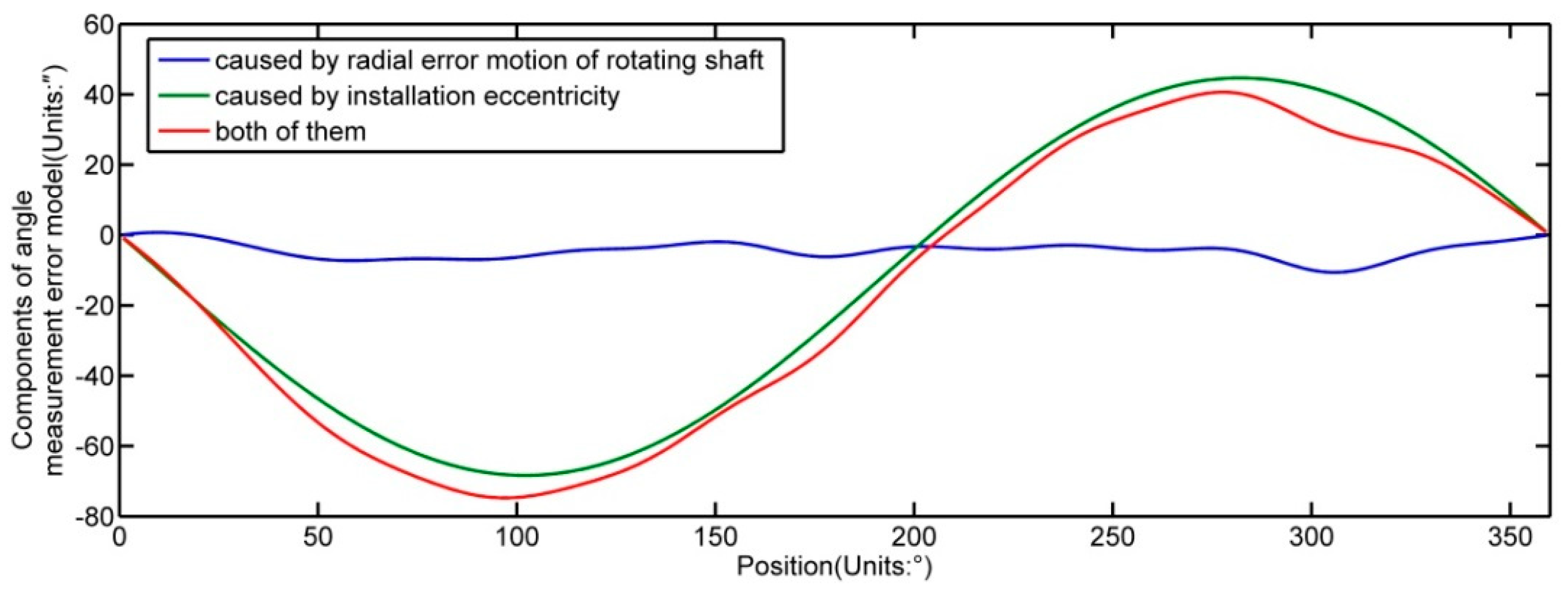
3.4. Angle Measurement Error Model Caused by Installation Eccentricity and Radial Error Motions
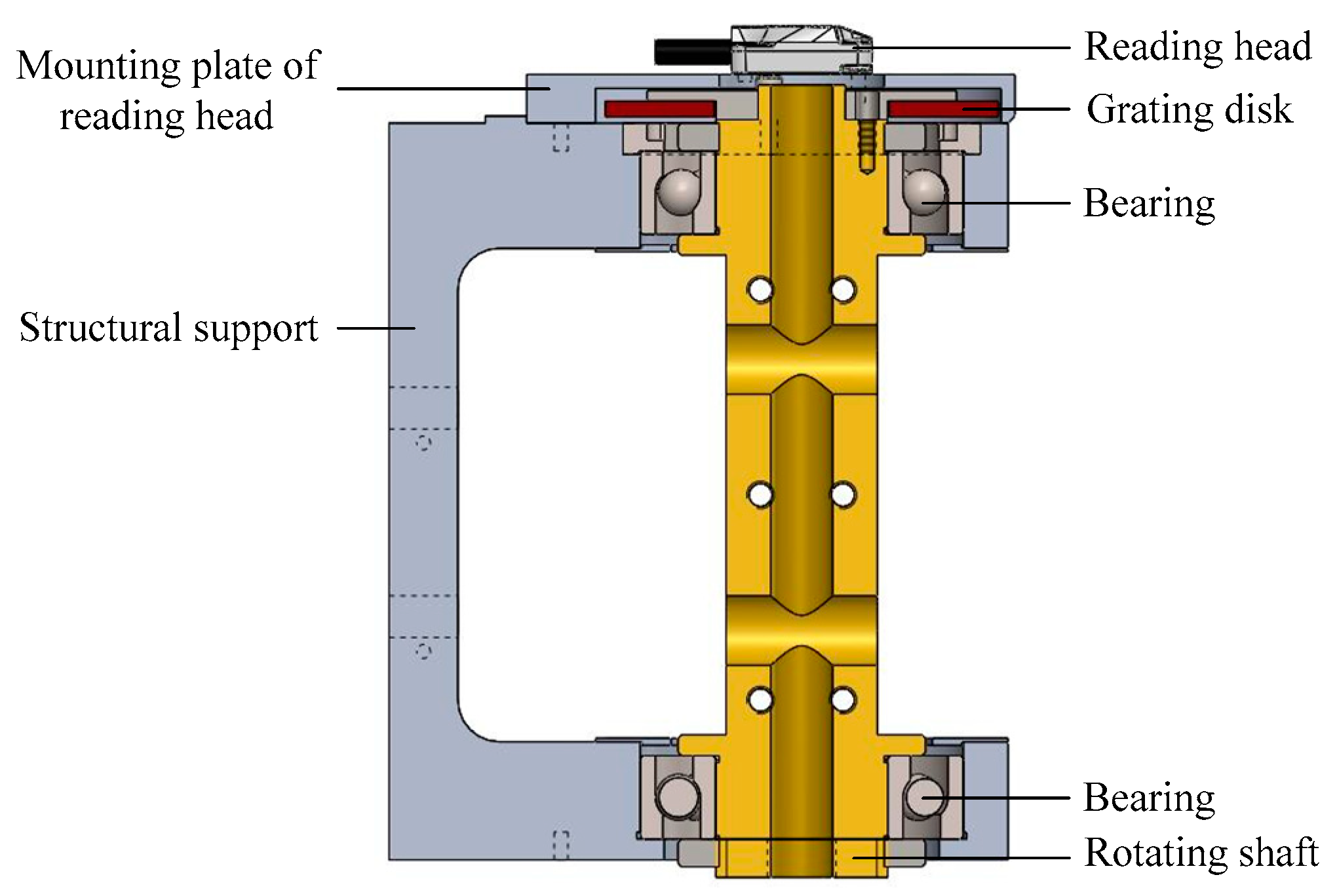
4. Detection and Verification Method
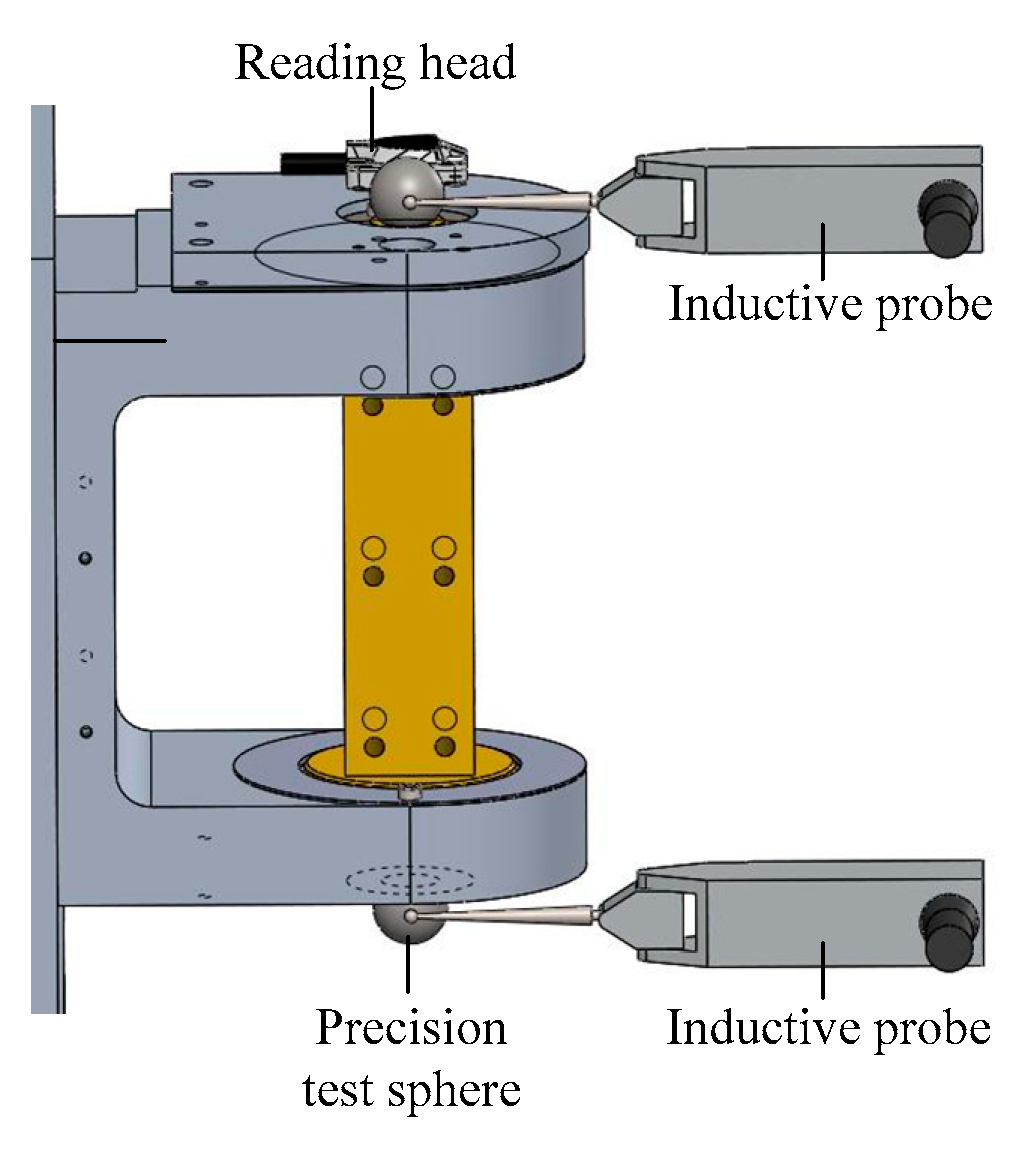
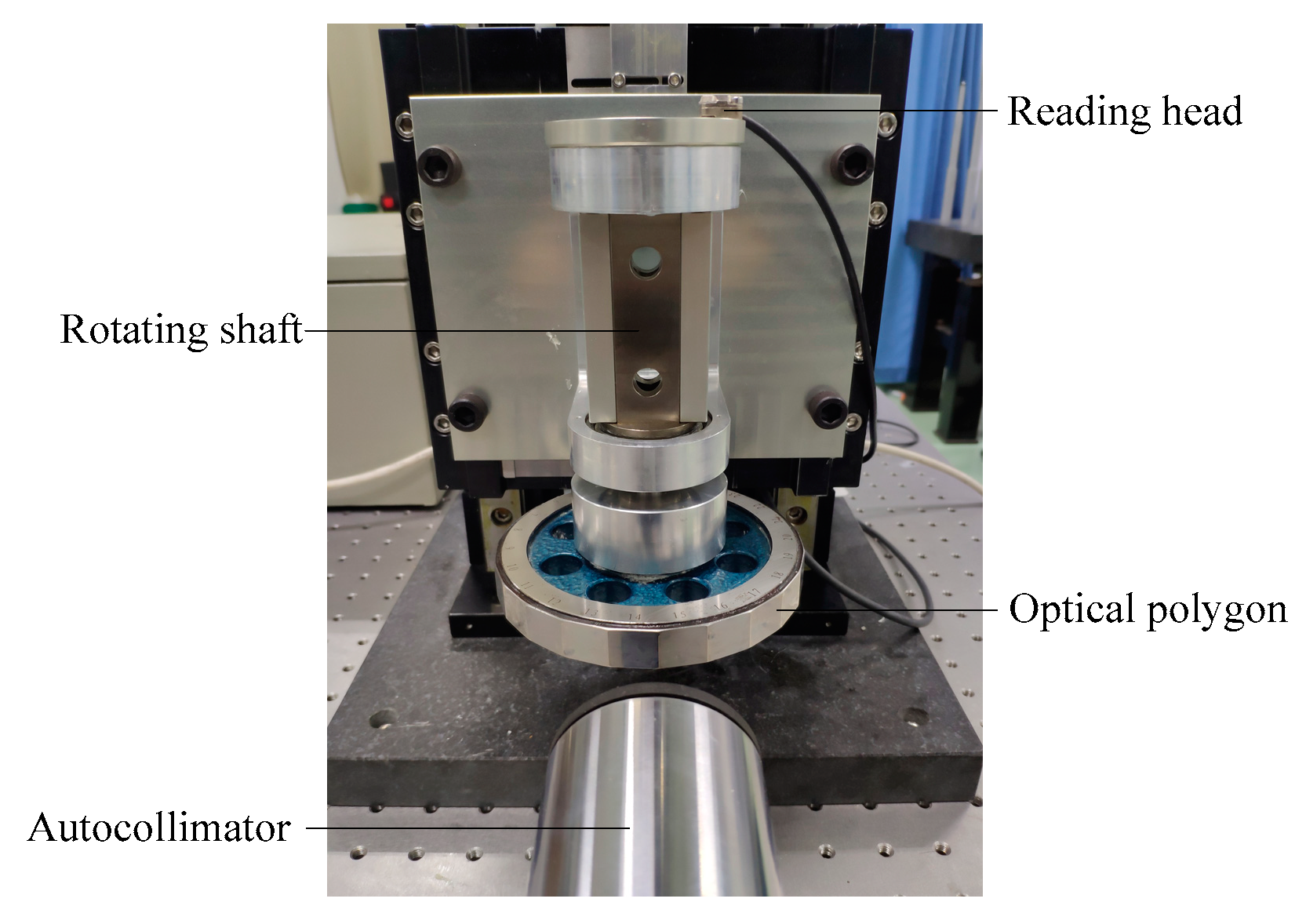
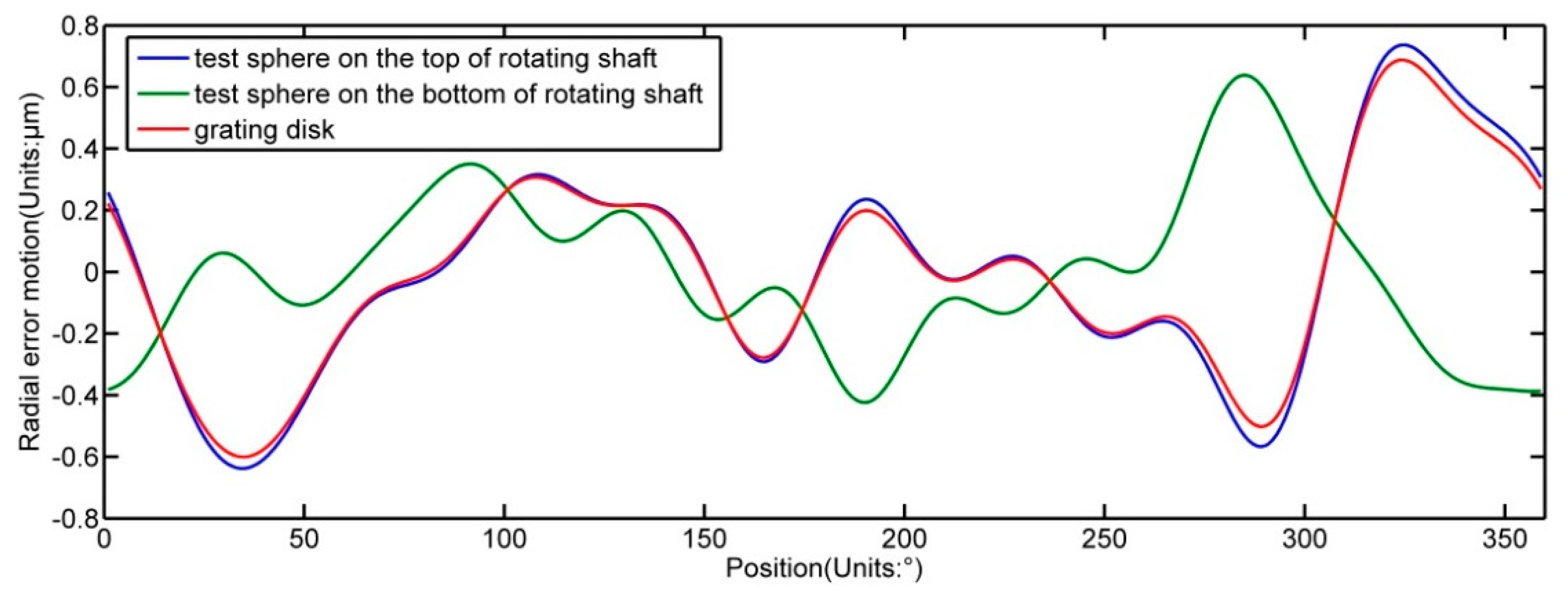
4.1. Radial Error Motion Measurement
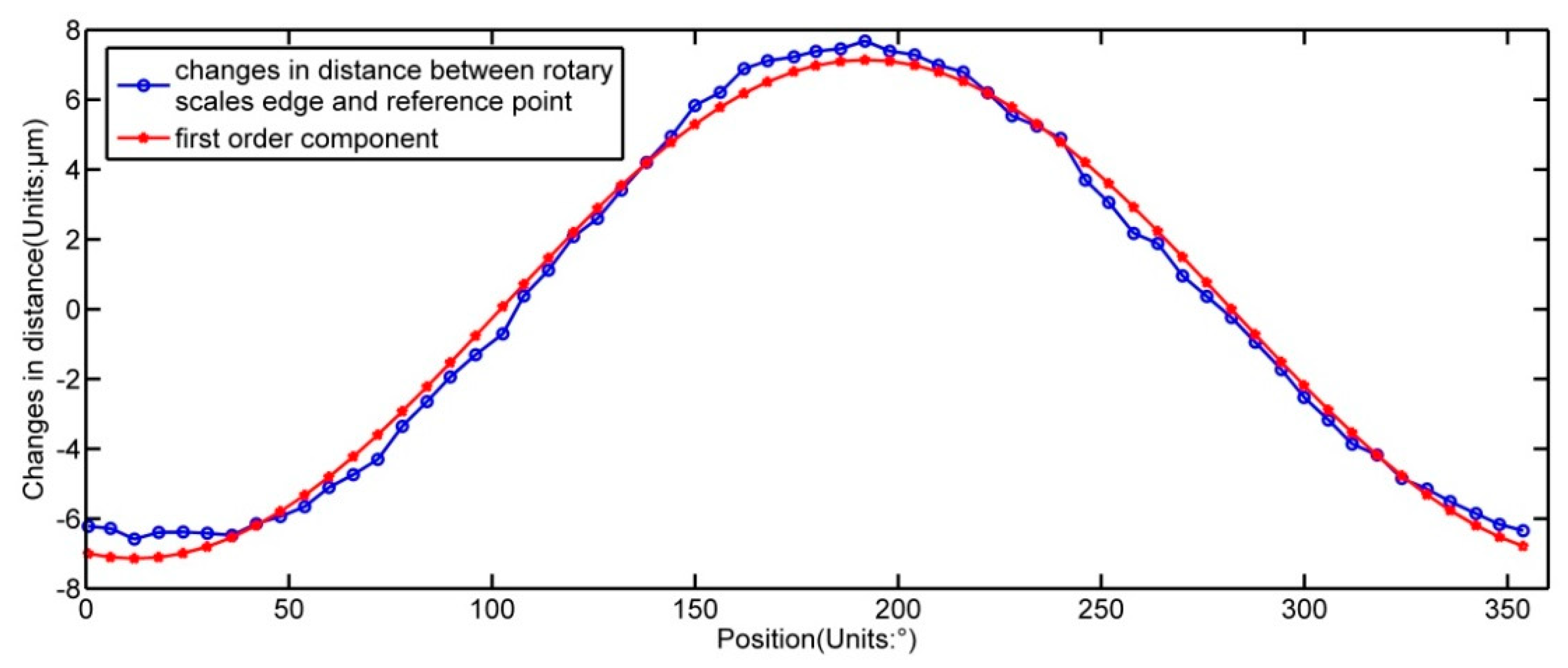
4.2. Installation Eccentricity Detection
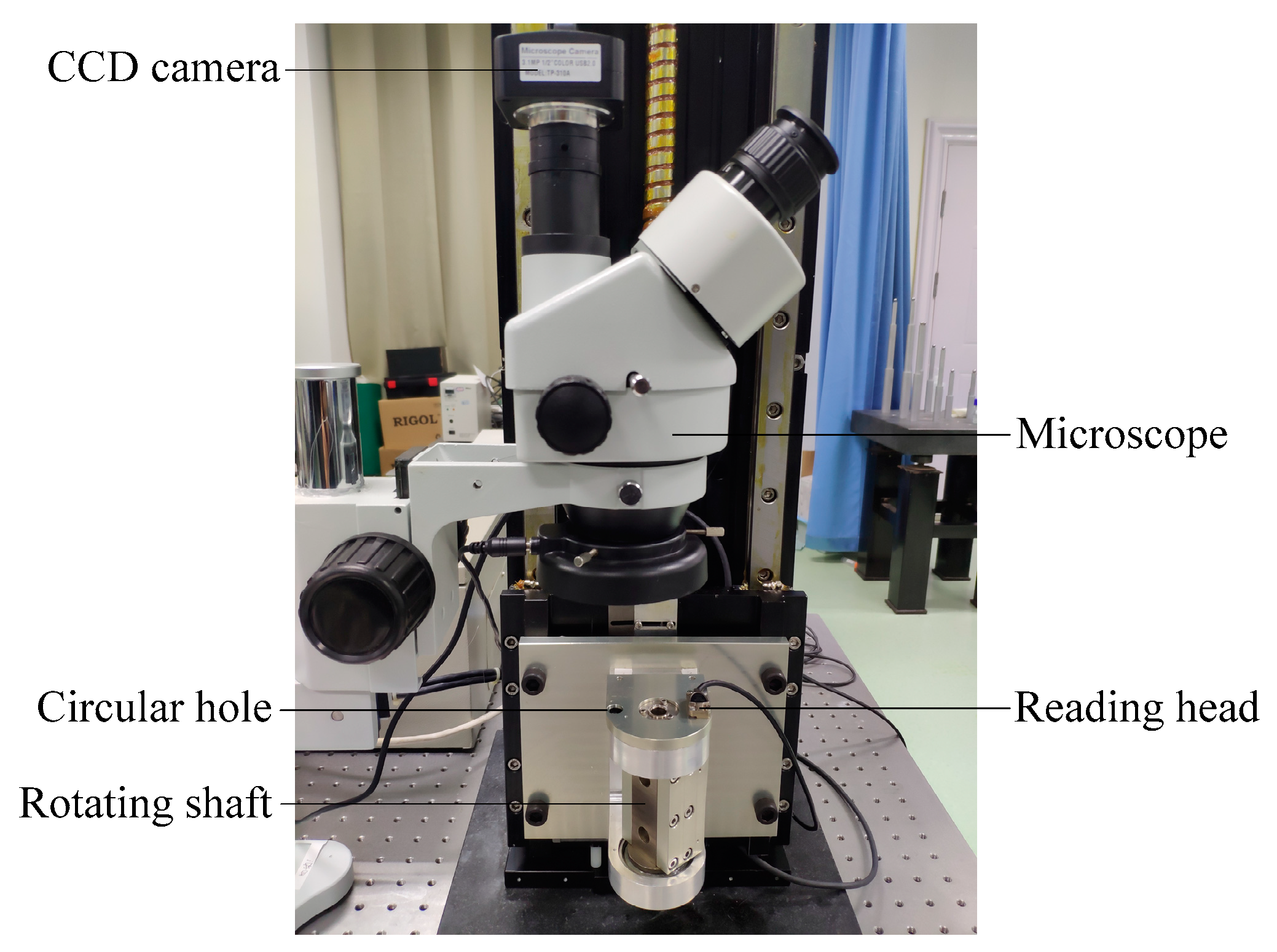
4.2.1. The Principle of Detecting Installation Eccentricity
4.2.2. Image Processing Technology
4.3. Verification Method
5. Results
6. Discussion
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Schmitt, R.; Peterek, M.; Morse, E.; Knapp, W.; Galetto, M.; Härtig, F.; Goch, G.; Hughes, B.; Forbes, A.; Estler, W. Advances in large-scale metrology–review and future trends. CIRP Ann. 2016, 65, 643–665. [Google Scholar] [CrossRef]
- Yu, L.D.; Zhao, H.N.; Zhang, W.; Li, W.S.; Deng, H.X.; Song, Y.T.; Gu, Y.Q. Development of precision measurement network of experimental advanced superconducting tokamak. Opt. Eng. 2014, 53, 122406. [Google Scholar] [CrossRef] [Green Version]
- Zheng, D.T.; Yin, S.F.; Luo, Z.Y.; Zhang, J.; Zhou, T.P. Measurement accuracy of articulated arm cmms with circular grating eccentricity errors. Meas. Sci. Technol. 2016, 27, 115011. [Google Scholar] [CrossRef]
- Gao, G.B.; Wang, W.; Lin, K.; Chen, Z.C. Error compensation and parameter identification of circular grating angle sensors. Opt. Precis. Eng. 2010, 18, 1766–1772. [Google Scholar]
- Hong, X.; Xu, Z.J.; Yang, N. Error compensation of optical encoder based on rbf network. Opt. Precis. Eng. 2008, 16, 598–604. [Google Scholar]
- Deng, F.; Chen, J.; Wang, Y.Y.; Gong, K. Measurement and calibration method for an optical encoder based on adaptive differential evolution-fourier neural networks. Meas. Sci. Technol. 2013, 24, 055007. [Google Scholar] [CrossRef]
- Geckeler, R.D.; Fricke, A.; Elster, C. Calibration of angle encoders using transfer functions. Meas. Sci. Technol. 2006, 17, 2811. [Google Scholar] [CrossRef]
- Mancini, D.; Auricchio, A.; Brescia, M.; Cascone, E.; Cortecchia, F.; Schipani, P.; Spirito, G. Encoder System Design: Strategies for Error Compensation; Telescope Control Systems III, 1998; International Society for Optics and Photonics: Bellingham, WA, USA, 1998; pp. 380–387. [Google Scholar]
- Geckeler, R.D.; Link, A.; Krause, M.; Elster, C. Capabilities and limitations of the self-calibration of angle encoders. Meas. Sci. Technol. 2014, 25, 055003. [Google Scholar] [CrossRef] [Green Version]
- Jiao, Y.; Dong, Z.G.; Ding, Y.; Liu, P.K. Optimal arrangements of scanning heads for self-calibration of angle encoders. Meas. Sci. Technol. 2017, 28, 105013. [Google Scholar] [CrossRef] [Green Version]
- Jiao, Y.; Ding, Y.; Dong, Z.G.; Huang, M.; Liu, P.K. Optimal-arrangement-based four-scanning-heads error separation technique for self-calibration of angle encoders. Meas. Sci. Technol. 2018, 29. [Google Scholar] [CrossRef]
- Li, Y.T.; Fan, K.C. A novel method of angular positioning error analysis of rotary stages based on the abbe principle. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 232. [Google Scholar] [CrossRef]
- Lou, Z.F.; Xue, P.F.; Zheng, Y.S.; Fan, K.C. An analysis of angular indexing error of a gear measuring machine. Appl. Sci. 2018, 8, 169. [Google Scholar] [CrossRef]
- Lou, Z.F.; Hao, X.P.; Cai, Y.D.; Lu, T.F.; Wang, X.D.; Fan, K.C. An embedded sensor system for real-time detecting 5-DOF error motions of rotary stages. Sensors 2019, 19, 2855. [Google Scholar] [CrossRef] [PubMed]
- ISO 230-7:2015 I. Test Code for Machine Tools—Part 7: Geometric Accuracy of Axes of Rotation; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- ANIS/ASME B89.3.4-2010. Axes of Rotation: Methods for Specifying and Testing; ASME: New York, NY, USA, 2010. [Google Scholar]
- Liu, C.H.; Jywe, W.Y.; Shyu, L.H.; Chen, C.J. Application of a diffraction grating and position sensitive detectors to the measurement of error motion and angular indexing of an indexing table. Precis. Eng. 2005, 29, 440–448. [Google Scholar] [CrossRef]
- Fujimaki, K.; Mitsui, K. Radial error measuring device based on auto-collimation for miniature ultra-high-speed spindles. Int. J. Mach. Tools Manuf. 2007, 47, 1677–1685. [Google Scholar] [CrossRef]
- Castro, H.F.F.d. A method for evaluating spindle rotation errors of machine tools using a laser interferometer. Measurement 2008, 41, 526–537. [Google Scholar] [CrossRef]
- Anandan, K.P.; Ozdoganlar, O.B. A multi-orientation error separation technique for spindle metrology of miniature ultra-high-speed spindles. Precis. Eng 2016, 43, 119–131. [Google Scholar] [CrossRef] [Green Version]
















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, H.-K.; Yu, L.-D.; Zhao, H.-N.; Jiang, Y.-Z. A New Method of Angle Measurement Error Analysis of Rotary Encoders. Appl. Sci. 2019, 9, 3415. https://doi.org/10.3390/app9163415
Jia H-K, Yu L-D, Zhao H-N, Jiang Y-Z. A New Method of Angle Measurement Error Analysis of Rotary Encoders. Applied Sciences. 2019; 9(16):3415. https://doi.org/10.3390/app9163415
Chicago/Turabian StyleJia, Hua-Kun, Lian-Dong Yu, Hui-Ning Zhao, and Yi-Zhou Jiang. 2019. "A New Method of Angle Measurement Error Analysis of Rotary Encoders" Applied Sciences 9, no. 16: 3415. https://doi.org/10.3390/app9163415
APA StyleJia, H. -K., Yu, L. -D., Zhao, H. -N., & Jiang, Y. -Z. (2019). A New Method of Angle Measurement Error Analysis of Rotary Encoders. Applied Sciences, 9(16), 3415. https://doi.org/10.3390/app9163415