Fatigue Crack Growth in Maraging Steel Obtained by Selective Laser Melting


 , ,
, , 
Abstract
:1. Introduction
2. Fatigue Crack Growth Analysis Based on ΔK
2.1. Material
2.2. da/dN-ΔK Curves
2.3. Discussion
3. FCG Analysis Based on Plastic CTOD Range
3.1. Low Cycle Fatigue Test
3.2. Identification of Material Parameters
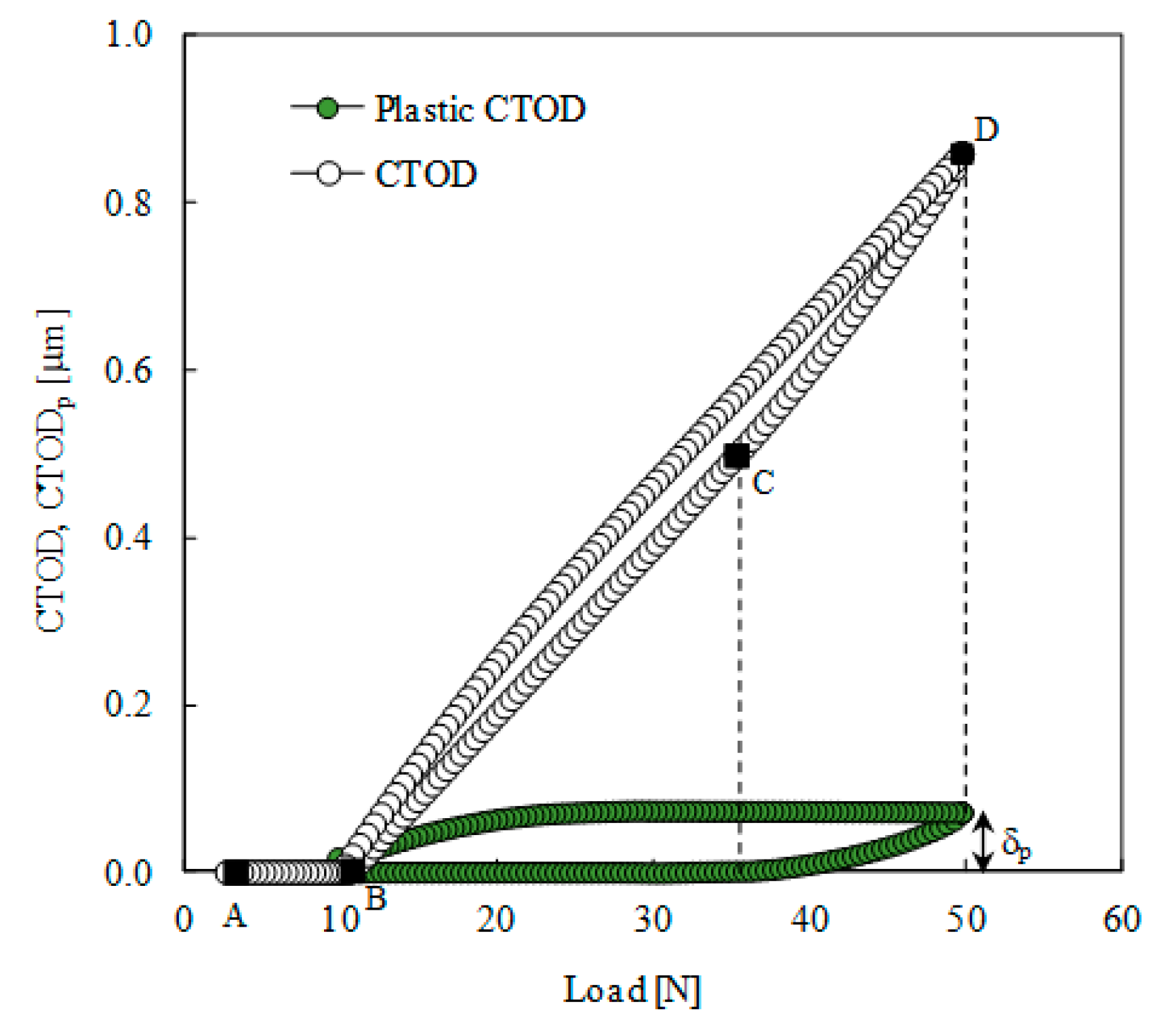
3.3. Numerical Determination of δp
3.4. Numerical Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Walker, K.F.; Liu, Q.; Brandt, M. Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting. Int. J. Fatigue 2017, 104, 302–308. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G.; Bogojevic, N.; Ciric-Kostic, S. Effects of build orientation and thickness of allowance on the fatigue behaviour of 15–5 PH stainless steel. Fatigue Fract. Eng. Mater. Struct. 2017, 41, 1–17. [Google Scholar] [CrossRef]
- Spierings, A.B.; Starr, T.L.; Wegener, K. Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Mohammad, S.; Razavi, J.; Ferro, P.; Berto, F. Fatigue Assess-ment of Ti–6Al–4V Circular Notched Specimens Produced by Selective Laser Melting. Metals 2017, 7, 291. [Google Scholar]
- Greitemeier, D.; Palm, F.; Syassen, F.; Melz, T. Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting. Int. J. Fatigue 2017, 94, 211–217. [Google Scholar] [CrossRef]
- Wang, Y.; Bergstrom, J.; Burman, C. Four-point bending fatigue behaviour of an iron-based laser sintered material. Int. J. Fatigue 2006, 28, 1705–1715. [Google Scholar] [CrossRef]
- Ferreira, J.A.M.; Santos, L.M.S.; da Silva, J.; Costa, J.M.; Capela, C. Assessment of the fatigue life on functional hybrid laser sintering steel components. Procedia Struct. Integr. 2016, 1, 126–133. [Google Scholar] [CrossRef] [Green Version]
- Laird, C.; Smith, G.L. Initial Stages of Damage in High Stress Fatigue in Some Pure Metals. Phil. Mag. 1963, 95, 1945–1963. [Google Scholar] [CrossRef]
- Laird, C. The Influence of Metallurgical Structure on the Mechanisms of Fatigue Crack Propagation. Fatigue Crack Propag. 1967, 131–180. [Google Scholar]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti-6Al-4V. Mat. Sci. Eng. A-Struct. 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Lanes, L.; Torres, Y.; Anglada, M. On the fatigue crack growth behaviour of WC-Co cemented carbides: Kinetics descrption, microstructural effects and fatigue sensitivity. Acta Mater. 2002, 50, 2381–2393. [Google Scholar] [CrossRef]
- Antunes, F.V.; Ferreira, J.A.M.; Branco, C.M.; Byrne, J. Influence of stress state on high temperature fatigue crack growth in Inconel 718. Fatigue Fract. Eng. Mat. Struct. 2001, 24, 127–135. [Google Scholar] [CrossRef]
- Tong, J.; Zhao, L.G.; Lin, B. Ratchetting strain as a driving force for fatigue crack growth. Int. J. Fatigue 2013, 46, 49–57. [Google Scholar] [CrossRef]
- Antunes, F.V.; Branco, R.; Prates, P.A.; Borrego, L. Fatigue crack growth modelling based on CTOD for the 7050-T6 alloy. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1309–1320. [Google Scholar] [CrossRef]
- ASTM E606. Standard Test Method for Strain-Controlled Fatigue Testing; American Society for Testing of Materials: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Voce, E. The relationship between stress and strain for homogeneous deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Chaboche, J.L. A review of some plasticity and viscoplasticity constitutive theories. Int. J. Plast. 2008, 24, 1642–1693. [Google Scholar] [CrossRef]
- Lasdon, L.S.; Waren, A.D.; Jain, A.; Ratner, M.W. Design and Testing of a Generalized Reduced Gradient Code for Non-Linear Optimization; NTIS National Technical Information Service U. S. Department of Commerce: Cleveland, OH, USA, 1975.
- Antunes, F.V.; Serrano, S.; Branco, R.; Prates, P.; Lorenzino, P. Fatigue crack growth in the 2050-T8 aluminium alloy. Int. J. Fatigue 2018, 115, 79–88. [Google Scholar] [CrossRef]
- Antunes, F.V.; Rodrigues, S.M.; Branco, R.; Camas, D. A numerical analysis of CTOD in constant amplitude fatigue crack growth. Theor. Appl. Fract. Mech. 2016, 85, 45–55. [Google Scholar] [CrossRef]
- Antunes, F.V.; Rodrigues, D.M. Numerical simulation of plasticity induced crack closure: Identification and discussion of parameters. Eng. Fract. Mech. 2008, 75, 3101–3120. [Google Scholar] [CrossRef] [Green Version]
- Antunes, F.V.; Ferreira, M.S.C.; Branco, R.; Prates, P.; Gardin, C.; Sarrazin-Baudoux, C. Fatigue crack growth in the 304L stainless steel. Eng. Fract. Mech. 2019, 214, 487–503. [Google Scholar] [CrossRef]
- Oliveira, M.C.; Alves, J.L.; Menezes, L.F. Algorithms and Strategies for Treatment of Large Deformation Frictional Contact in the Numerical Simulation of Deep Drawing Process. Arch. Comput. Methods Eng. 2008, 15, 113–162. [Google Scholar] [CrossRef] [Green Version]
- McClung, R.C.; Thacker, B.H.; Roy, S. Finite element visualization of fatigue crack closure in plane stress and plane strain. Int. J. Fracture 1991, 50, 27–49. [Google Scholar]
- Sehitoglu, H.; Sun, W. Modelling of plane strain fatigue crack closure. ASME J. Eng. Mat. Technol. 1991, 113, 31–40. [Google Scholar] [CrossRef]
- LLorca, J.; Gálvez, V.S. Modelling plasticity-induced fatigue crack closure. Eng. Fracture Mech. 1990, 37, 185–196. [Google Scholar] [CrossRef]
- Solanki, K.; Daniewicz, S.R.; Newman, J.C., Jr. Finite element modelling of plasticity-induced crack closure with emphasis on geometry and mesh refinement effects. Eng. Fract. Mech. 2003, 70, 1475–1489. [Google Scholar] [CrossRef]
- Pokluda, J. Dislocation-based model of plasticity and roughness-induced crack closure. Int. J. Fatigue 2013, 46, 35–40. [Google Scholar] [CrossRef]
- Vasco-Olmo, J.M.; Díaz, F.; Antunes, F.V.; James, M.N. Evaluación Experimental Del CTOD En El Crecimiento De Grieta A Fatiga A Partir De Los Campos De Desplazamientos. In Proceedings of the XXXV Encuentro del Grupo Español de Fractura, Málaga, Spain, 14–16 March 2018. [Google Scholar]
- Santos, L.M.S.; Ferreira, J.A.M.; Jesus, J.S.; Costa, J.M.; Capela, C. Fatigue behaviour of selective laser melting steel components. Appl. Fract. Mech. 2016, 85, 9–15. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Percentage |
|---|---|
| C | 0.01 |
| Ni | 18.2 |
| Co | 9.0 |
| Mo | 5.0 |
| Ti | 0.6 |
| Al | 0.05 |
| Cr | 0.3 |
| P | 0.01 |
| Si | 0.1 |
| Mn | 0.04 |
| Fe | Balance |
| R | Thickness, t [mm] | Fmin [N] | Fmax [N] | A [mm] | ΔK [MPa.m0.5] |
|---|---|---|---|---|---|
| 0.05 | 3 | 74.4 | 1488 | 7.1–27.3 | 8.1–58.1 |
| 0.05 | 6 | 114 | 2284.2 | 7.2–26.6 | 7.6–47.8 |
| 0.3 | 6 | 870 | 2900 | 7.1–24.0 | 7.1–27.6 |
| 0.6 | 6 | 2850 | 4750 | 47.5 | 79.17 |
| Material | Hooke’s Law Parameters | Isotropic Hardening (Voce) | Kinematic Hardening (Armstrong-Frederick) | ||||
|---|---|---|---|---|---|---|---|
| E [GPa] | Ν [-] | Y0 [MPa] | YSat [MPa] | CY [-] | CX [-] | XSat [MPa] | |
| 18Ni300 | 160 | 0.30 | 683.62 | 683.62 | 0 | 728.34 | 402.06 |
| AA7050-T6 [15] | 71.7 | 0.33 | 420.50 | 420.50 | 0 | 228.91 | 198.35 |
| AA2050-T8 [20] | 77.4 | 0.30 | 383.85 | 383.85 | 0 | 97.38 | 265.41 |
| AA6082-T6 [21] | 70 | 0.29 | 238.15 | 487.52 | 0.01 | 244.44 | 83.18 |
| AA6016-T4 [22] | 70 | 0.29 | 124.00 | 415.00 | 9.5 | 146.50 | 34.90 |
| 304L SS [23] | 196 | 0.3 | 117 | 87 | 9 | 300 | 176 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antunes, F.; Santos, L.; Capela, C.; Ferreira, J.; Costa, J.; Jesus, J.; Prates, P. Fatigue Crack Growth in Maraging Steel Obtained by Selective Laser Melting. Appl. Sci. 2019, 9, 4412. https://doi.org/10.3390/app9204412
Antunes F, Santos L, Capela C, Ferreira J, Costa J, Jesus J, Prates P. Fatigue Crack Growth in Maraging Steel Obtained by Selective Laser Melting. Applied Sciences. 2019; 9(20):4412. https://doi.org/10.3390/app9204412
Chicago/Turabian StyleAntunes, Fernando, Luís Santos, Carlos Capela, José Ferreira, José Costa, Joel Jesus, and Pedro Prates. 2019. "Fatigue Crack Growth in Maraging Steel Obtained by Selective Laser Melting" Applied Sciences 9, no. 20: 4412. https://doi.org/10.3390/app9204412
APA StyleAntunes, F., Santos, L., Capela, C., Ferreira, J., Costa, J., Jesus, J., & Prates, P. (2019). Fatigue Crack Growth in Maraging Steel Obtained by Selective Laser Melting. Applied Sciences, 9(20), 4412. https://doi.org/10.3390/app9204412