Effect of Processing Parameters on the Dynamic Characteristic of Material Extrusion Additive Manufacturing Plates


Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
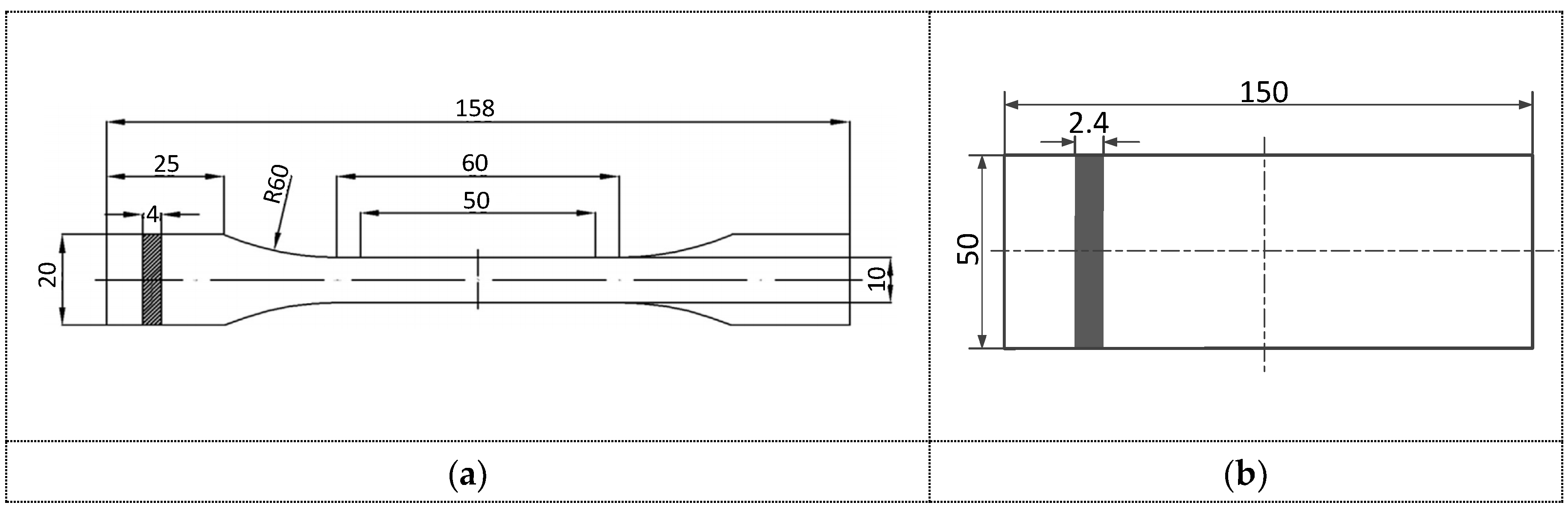
2.1. Sample Preparation
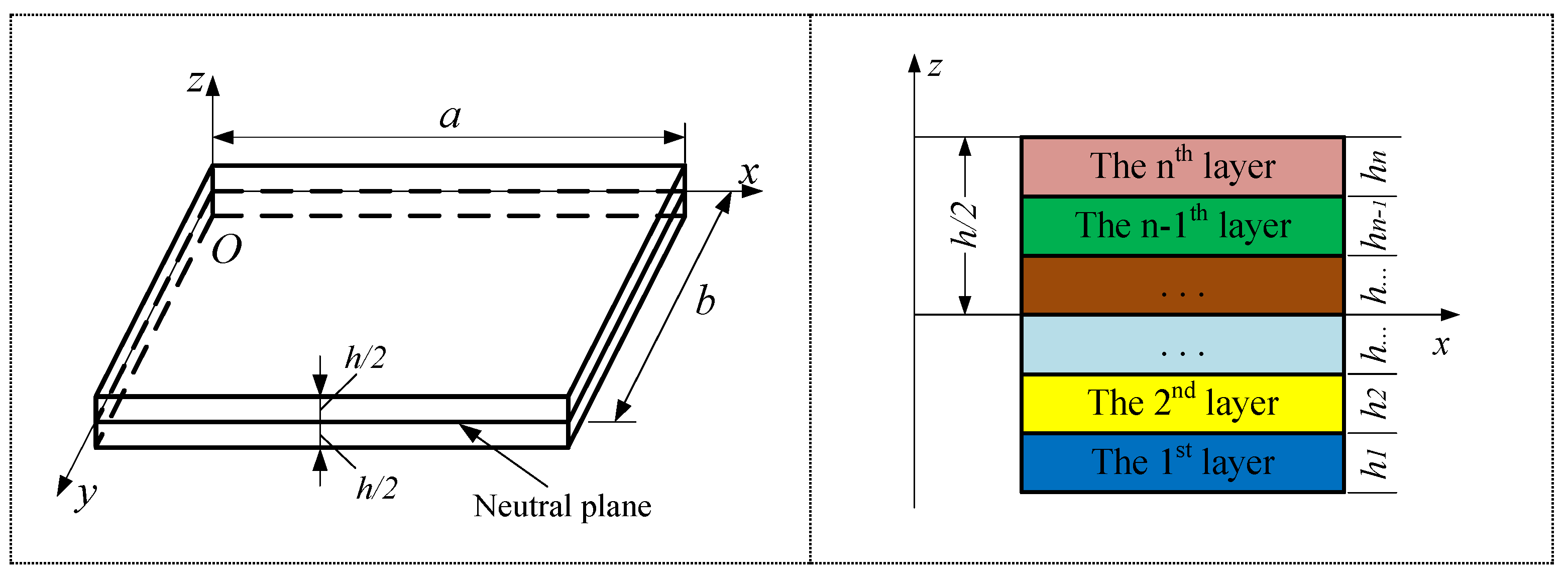
2.2. Theoretical Model
2.3. Tensile Test
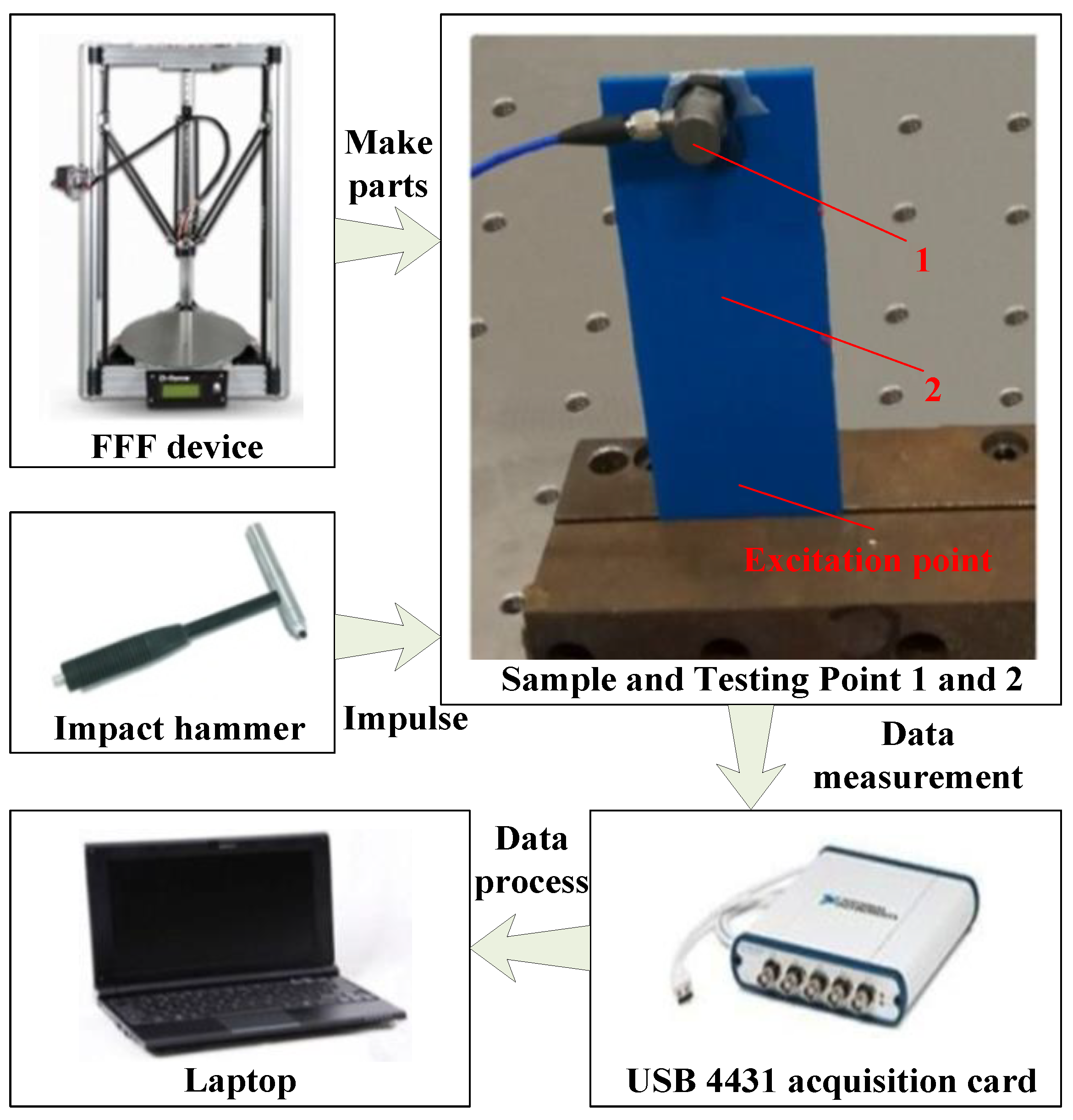
2.4. Experimental Modal Analysis
3. Results and Discussion
3.1. Material Property of the Sample
3.2. Effect of Extrusion Width on the Dynamic Property
3.3. Effect of Layer Height on the Dynamic Property
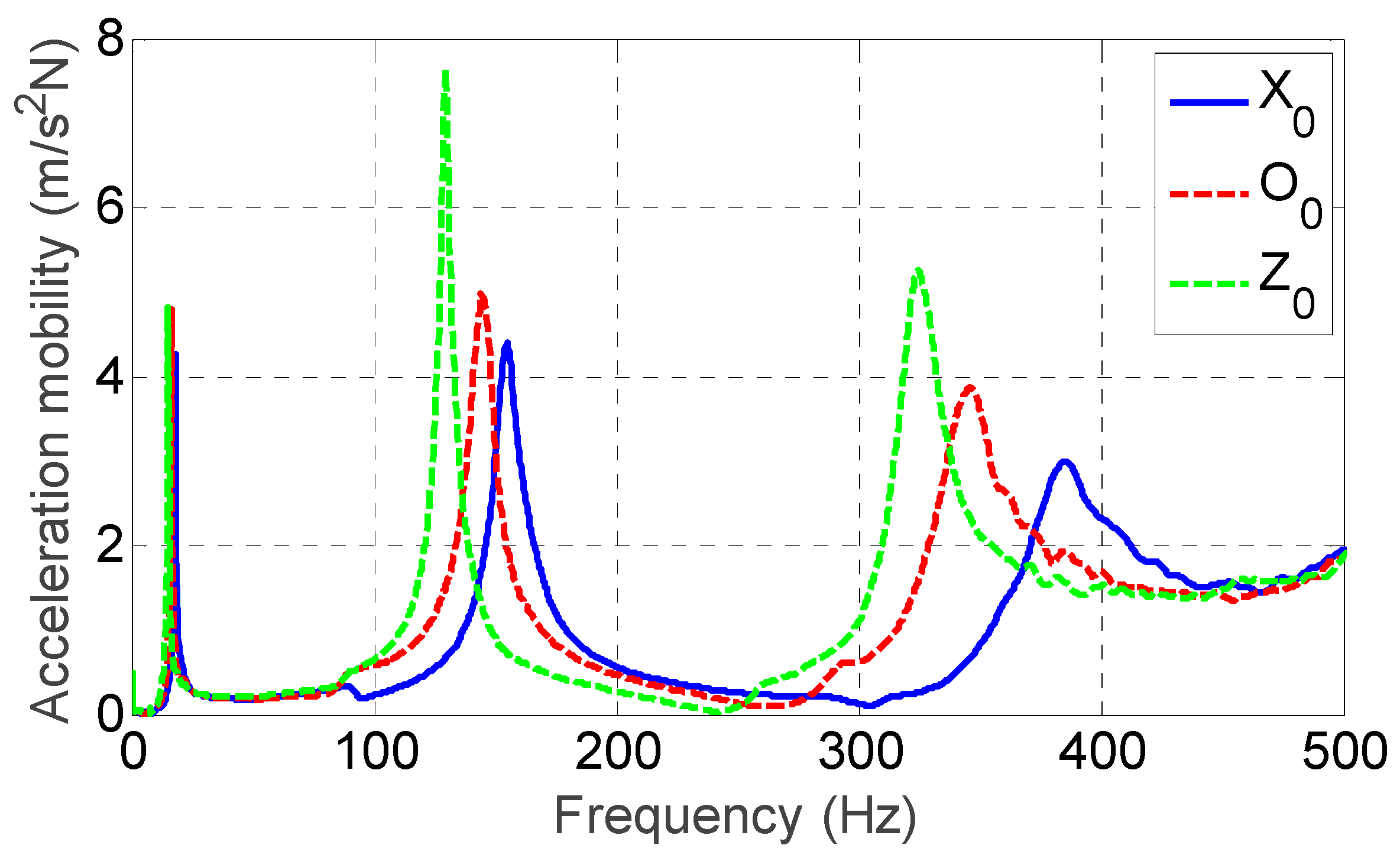
3.4. Effect of Build Direction on the Dynamic Property
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Boundary Conditions | ||||
|---|---|---|---|---|
| Free | Free | 0 | 0 | 4.73 |
| Fixed | Free | 1.875 | 4.694 | 7.855 |
References
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Rezayat, H.; Zhou, W.; Siriruk, A.; Penumadu, D.; Babu, S.S. Structure-mechanical property relationship in fused deposition modelling. Mater. Sci. Technol. 2015, 31, 895–903. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Cao, Q.; Xie, H. Characterization for elastic constants of fused deposition modelling-fabricated materials based on the virtual fields method and digital image correlation. Acta Mech. Sin. 2017, 33, 1075–1083. [Google Scholar] [CrossRef]
- Hwang, S.; Reyes, E.I.; Kim, N.S.; Moon, K.S.; Rumpf, R.C. Thermo-mechanical characterization of metal/polymer composite filaments and printing parameter study for fused deposition modeling in the 3D printing process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- Tsouknidas, A.; Pantazopoulos, M.; Katsoulis, I.; Fasnakis, D.; Maropoulos, S.; Michailidis, N. Impact absorption capacity of 3D-printed components fabricated by fused deposition modelling. Mater. Des. 2016, 102, 41–44. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Sun, J.; Yu, Z. The effect of process parameters in fused deposition modelling on bonding degree and mechanical properties. Rapid Prototyp. J. 2018, 24, 80–92. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A. The influence of manufacturing parameters on the mechanical behaviour of pla and abs pieces manufactured by fdm: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [Green Version]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the mechanical properties of FFF structures and materials: A review on the experimental, computational and theoretical approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef] [Green Version]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Kim, M.K.; Lee, I.H.; Kim, H.-C. Effect of fabrication parameters on surface roughness of FDM parts. Int. J. Precis. Eng. Manuf. 2018, 19, 137–142. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Finishing of Fused Deposition Modeling parts by CNC machining. Robot. Comput. Integr. Manuf. 2016, 41, 92–101. [Google Scholar] [CrossRef]
- Lalehpour, A.; Barari, A. A more accurate analytical formulation of surface roughness in layer-based additive manufacturing to enhance the product’s precision. Int. J. Adv. Manuf. Technol. 2018, 96, 3793–3804. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of surface roughness in extrusion-based additive manufacturing with machine learning. Robot. Comput. Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Kestilä, A.; Nordling, K.; Miikkulainen, V.; Kaipio, M.; Tikka, T.; Salmi, M.; Auer, A.; Leskelä, M.; Ritala, M. Towards space-grade 3D-printed, ALD-coated small satellite propulsion components for fluidics. Addit. Manuf. 2018, 22, 31–37. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Gordeev, E.G.; Galushko, A.S.; Ananikov, V.P. Improvement of quality of 3D printed objects by elimination of microscopic structural defects in fused deposition modeling. PLoS ONE 2018, 13, e0198370. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Narahara, H.; Shirahama, Y.; Koresawa, H. Improvement and evaluation of the interlaminar bonding strength of FDM parts by Atmospheric-Pressure Plasma. Procedia CIRP 2016, 42, 754–759. [Google Scholar] [CrossRef]
- Kretzschmar, N.; Chekurov, S.; Salmi, M.; Tuomi, J. Evaluating the readiness level of additively manufactured digital spare parts: An industrial perspective. Appl. Sci. 2018, 8, 1837. [Google Scholar] [CrossRef] [Green Version]
- Melenka, G.W.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation of dimensional accuracy and material properties of the MakerBot 3D desktop printer. Rapid Prototyp. J. 2015, 21, 618–627. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Design for manufacturing of surfaces to improve accuracy in Fused Deposition Modeling. Robot. Comput. Integr. Manuf. 2016, 37, 103–114. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Nunez, P.J.; Rivas, A.; Garcia-Plaza, E.; Beamud, E.; Sanz-Lobera, A. Dimensional and surface texture characterization in Fused Deposition Modelling (FDM) with ABS plus. In Mesic Manufacturing Engineering Society International Conference 2015; Elsevier Science Bv: Amsterdam, The Netherlands, 2015; Volume 132, pp. 856–863. [Google Scholar]
- Arivazhagan, A.; Masood, S. Dynamic mechanical properties of ABS material processed by fused deposition modelling. Int. J. Eng. Res. Appl. 2012, 2, 2013–2014. [Google Scholar]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Nikzad, M.; Azadmanjiri, J. Effect of process parameters on dynamic mechanical performance of FDM PC/ABS printed parts through design of experiment. J. Mater. Eng. Perform. 2016, 25, 2922–2935. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Investigation of dynamic elastic deformation of parts processed by fused deposition modeling additive manufacturing. Adv. Prod. Eng. Manag. 2016, 11, 227–238. [Google Scholar] [CrossRef] [Green Version]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Experimental investigations of process parameters influence on rheological behavior and dynamic mechanical properties of FDM manufactured parts. Mater. Manuf. Process. 2016, 31, 1983–1994. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Borros, S.; Agullo, N.; Garcia-Granada, A.A.; Reyes, G. Influence of building parameters on the dynamic mechanical properties of polycarbonate fused deposition modeling parts. 3D Print. Addit. Manuf. 2014, 1, 70–77. [Google Scholar] [CrossRef]
- Mansour, M.; Tsongas, K.; Tzetzis, D.; Antoniadis, A. Mechanical and dynamic behavior of fused filament fabrication 3D printed polyethylene terephthalate glycol reinforced with carbon fibers. Polym. Plast. Technol. Eng. 2018, 57, 1715–1725. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berdichevsky, V.L. Theory of elastic plates and shells. In Variational Principles of Continuum Mechanics: II, Applications; Springer: Berlin/Heidelberg, Germany, 2009; pp. 589–714. [Google Scholar]










| Sample (i > 10) (j = 1–5) | Extrusion Width (mm) | Layer Height (mm) | Build Direction | Longitudinal Section | Number of Contours |
|---|---|---|---|---|---|
| TE0.4_i | 0.4 | 0.15 | X direction (0°) |  | 3 |
| E0.4_j | |||||
| TE0.3_i | 0.3 | 0.15 |  | 4 | |
| E0.3_j | |||||
| TE0.2_i | 0.2 | 0.15 |  | 6 | |
| E0.2_j | |||||
| TL0.2_i | 0.4 | 0.2 | X direction (0°) |  | 3 |
| L0.2_j | |||||
| TL0.15_i | 0.4 | 0.15 |  | 3 | |
| L0.15_j | |||||
| TL0.1_i | 0.4 | 0.1 |  | 3 | |
| L0.1_j | |||||
| TZ0_i | 0.4 | 0.15 | Z direction (90°) |  | 3 |
| Z0_j | |||||
| TX0_i | 0.4 | 0.15 | X direction (0°) |  | 3 |
| X0_j | |||||
| TO0_i | 0.4 | 0.15 | Oblique direction (45°) |  | 3 |
| O0_j |
| Order | Sample | Average Elastic Modulus (MPa) | Average Shear Modulus (MPa) | Average Density (g/cm³) | Poisson’s Ratio |
|---|---|---|---|---|---|
| 1 | E0.4, L0.15 and X0 | 18.8 | 6.91 | 0.92 | 0.36 |
| 2 | E0.3 | 18.5 | 6.80 | 0.91 | |
| 3 | E0.2 | 18.0 | 6.62 | 0.91 | |
| 4 | L0.2 | 19.3 | 7.10 | 0.92 | |
| 5 | L0.1 | 18.1 | 6.65 | 0.91 | |
| 6 | Z0 | 17.1 | 6.29 | 0.90 | |
| 7 | O0 | 17.6 | 6.47 | 0.93 |
| Sample | Average Resonant Response (m/s2 N) | ||
|---|---|---|---|
| 1st Order | 2nd Order | 3rd Order | |
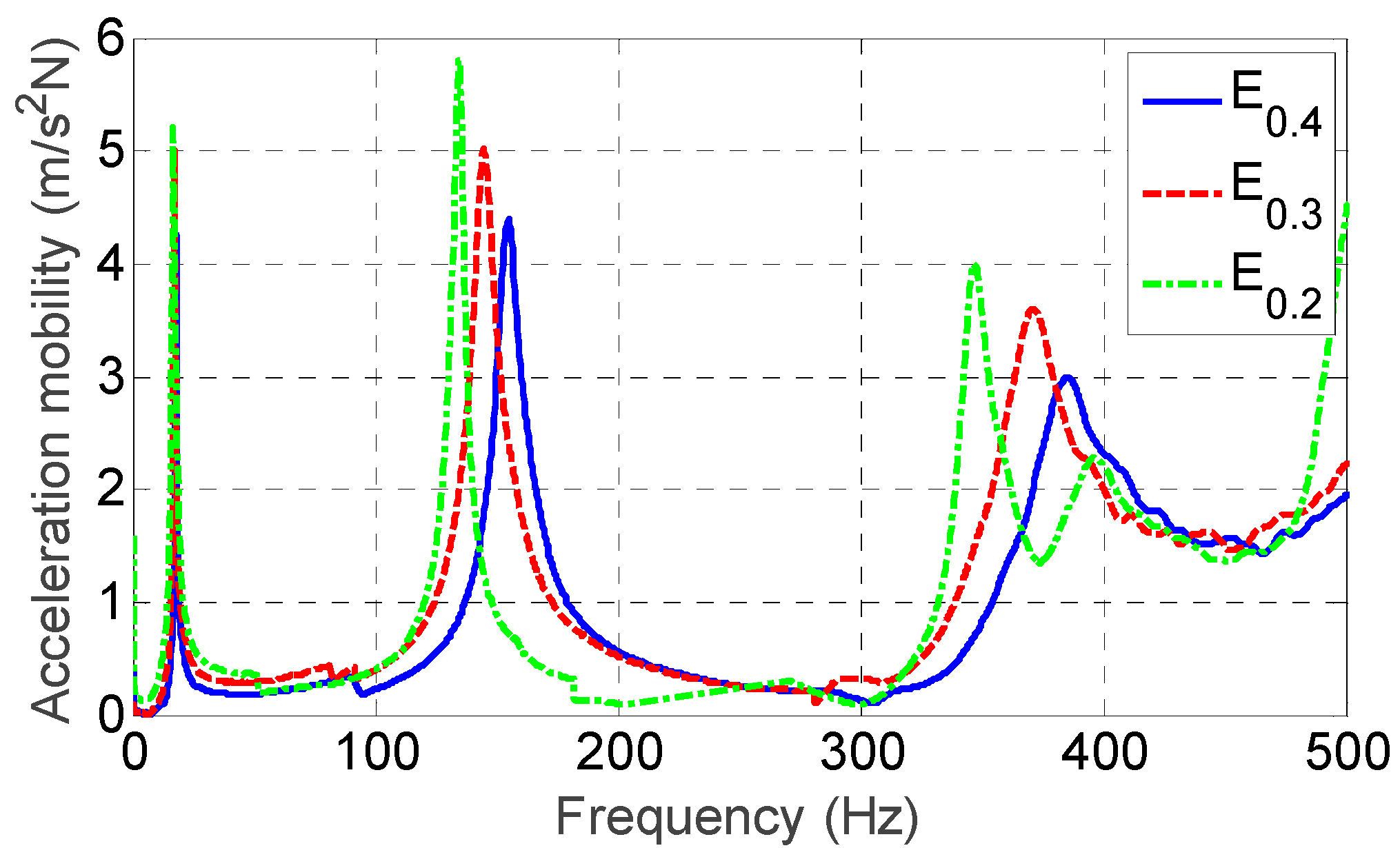
| E0.4 | 4.3 | 4.4 | 3.0 |
| E0.3 | 5.0 | 5.0 | 3.6 |
| E0.2 | 5.2 | 5.8 | 4.0 |
| Item | Samples | Order | ||
|---|---|---|---|---|
| 1st | 2nd | 3rd | ||
| Average measured natural frequency A (Hz) | E0.4 | 18.0 | 154.9 | 384.8 |
| E0.3 | 17.1 | 145.6 | 371.1 | |
| E0.2 | 16.1 | 134.2 | 346.0 | |
| Average predicted natural frequency B (Hz) | E0.4 | 19.3 | 170.1 | 396.4 |
| E0.3 | 18.5 | 161.6 | 373.6 | |
| E0.2 | 17.0 | 147.6 | 334.4 | |
| Error (%) | E0.4 | 7.2 | 9.8 | 3.0 |
| E0.3 | 8.2 | 11.0 | 0.7 | |
| E0.2 | 5.6 | 10.0 | 3.4 | |
| Measured mode shape |  |  |  | |
| Predicted mode shape |  |  |  | |
| Sample | Average Resonant Response (m/s2 N) | ||
|---|---|---|---|
| 1st Order | 2nd Order | 3rd Order | |
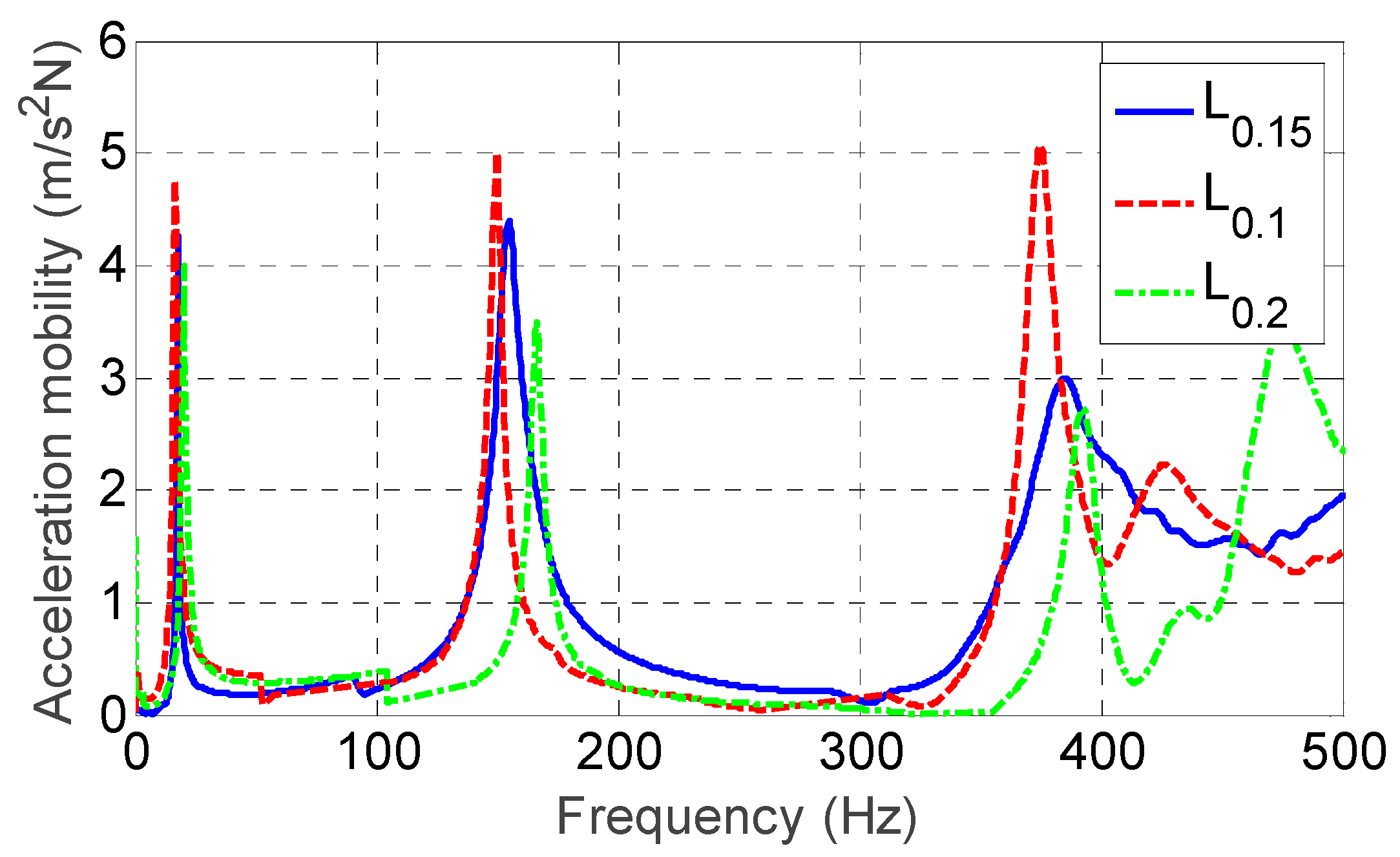
| L0.1 | 4.8 | 5.0 | 5.1 |
| L0.15 | 4.3 | 4.4 | 3.0 |
| L0.2 | 4.0 | 3.5 | 2.7 |
| Item | Samples | Order | ||
|---|---|---|---|---|
| 1st | 2nd | 3rd | ||
| Average measured natural frequency A (Hz) | L0.1 | 16.6 | 148.9 | 375.1 |
| L0.15 | 18.0 | 154.9 | 384.8 | |
| L0.2 | 20.1 | 167.1 | 392.3 | |
| Average predicted natural frequency B (Hz) | L0.1 | 17.0 | 150.2 | 342.7 |
| L0.15 | 19.3 | 170.1 | 396.4 | |
| L0.2 | 21.3 | 189.3 | 434.3 | |
| Error (%) | L0.1 | 2.4 | 0.9 | 8.6 |
| L0.15 | 7.2 | 9.8 | 3.0 | |
| L0.2 | 6.0 | 13.3 | 10.7 | |
| Measured mode shape |  |  |  | |
| Predicted mode shape |  |  |  | |
| Sample | Average Resonant Response (m/s2 N) | ||
|---|---|---|---|
| 1st Order | 2nd Order | 3rd Order | |
| X0 | 4.3 | 4.4 | 3.0 |
| O0 | 4.8 | 4.9 | 3.9 |
| Z0 | 4.8 | 7.7 | 5.3 |
| Item | Samples | Order | ||
|---|---|---|---|---|
| 1st | 2nd | 3rd | ||
| Average measured natural frequency A (Hz) | Z0 | 15.2 | 130.3 | 323 |
| X0 | 17.8 | 155.1 | 387.6 | |
| O0 | 16.7 | 145.5 | 346.5 | |
| Average predicted natural frequency B (Hz) | Z0 | 14.1 | 112.8 | 290.9 |
| X0 | 19.3 | 170.1 | 396.4 | |
| O0 | 16.1 | 132.2 | 311.7 | |
| Error (%) | Z0 | 7.2 | 13.4 | 9.9 |
| X0 | 8.4 | 9.7 | 2.3 | |
| O0 | 3.6 | 9.1 | 10.0 | |
| Measured mode shape |  |  |  | |
| Predicted mode shape |  |  |  | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, S.; Shi, Y.; Siyajeu, Y.; Zhan, M.; Zhao, C.; Li, C. Effect of Processing Parameters on the Dynamic Characteristic of Material Extrusion Additive Manufacturing Plates. Appl. Sci. 2019, 9, 5345. https://doi.org/10.3390/app9245345
Jiang S, Shi Y, Siyajeu Y, Zhan M, Zhao C, Li C. Effect of Processing Parameters on the Dynamic Characteristic of Material Extrusion Additive Manufacturing Plates. Applied Sciences. 2019; 9(24):5345. https://doi.org/10.3390/app9245345
Chicago/Turabian StyleJiang, Shijie, Yinfang Shi, Yannick Siyajeu, Ming Zhan, Chunyu Zhao, and Changyou Li. 2019. "Effect of Processing Parameters on the Dynamic Characteristic of Material Extrusion Additive Manufacturing Plates" Applied Sciences 9, no. 24: 5345. https://doi.org/10.3390/app9245345
APA StyleJiang, S., Shi, Y., Siyajeu, Y., Zhan, M., Zhao, C., & Li, C. (2019). Effect of Processing Parameters on the Dynamic Characteristic of Material Extrusion Additive Manufacturing Plates. Applied Sciences, 9(24), 5345. https://doi.org/10.3390/app9245345