Blister Defect Detection Based on Convolutional Neural Network for Polymer Lithium-Ion Battery


Abstract
:1. Introduction
2. Blister Defect Detection for PLB Based on CNN
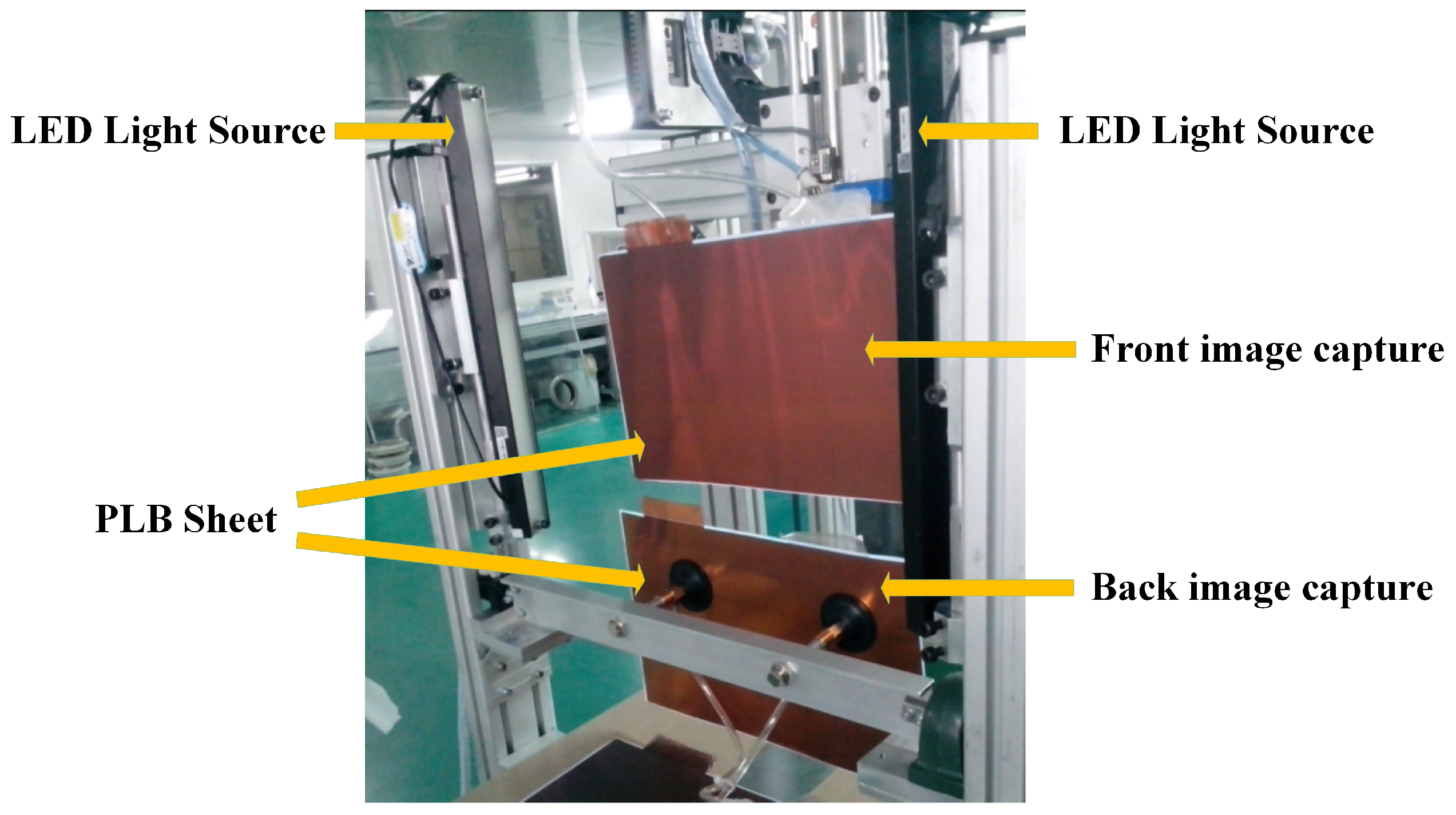
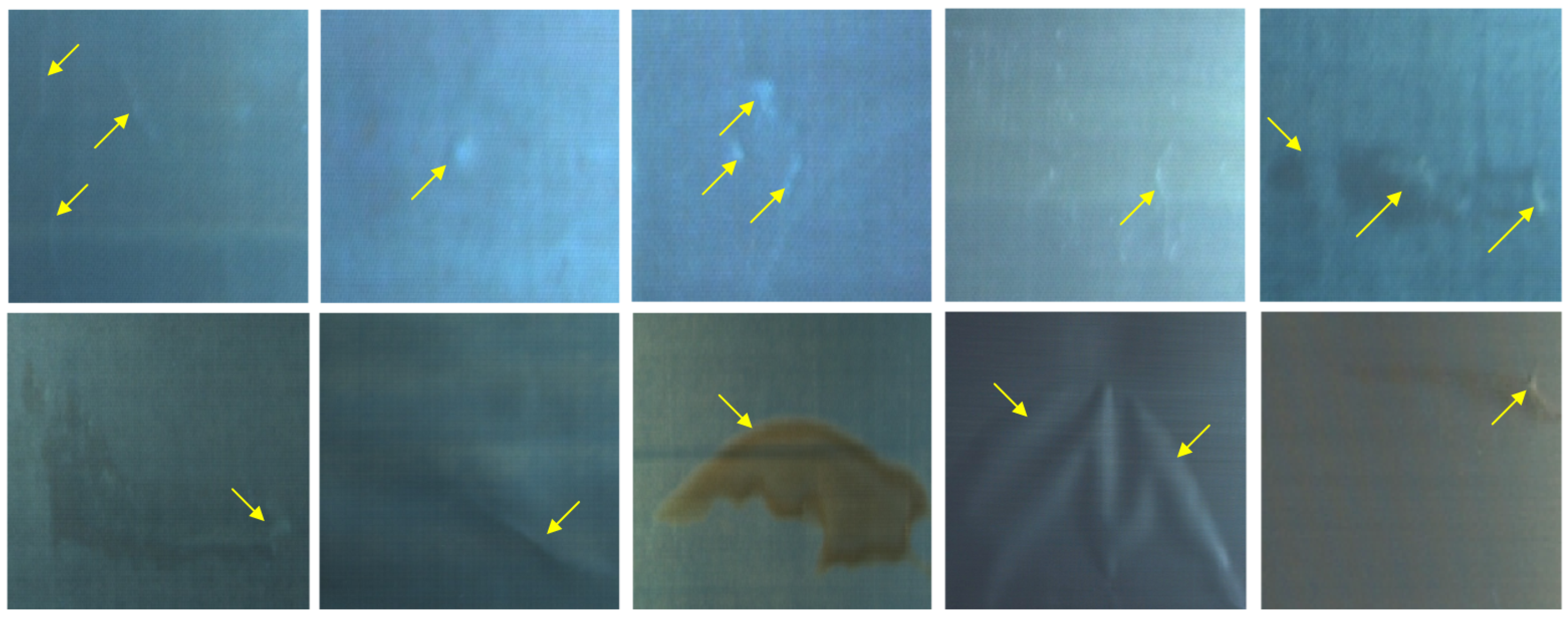
2.1. Data Capture
2.2. Detection Scheme Based on CNN
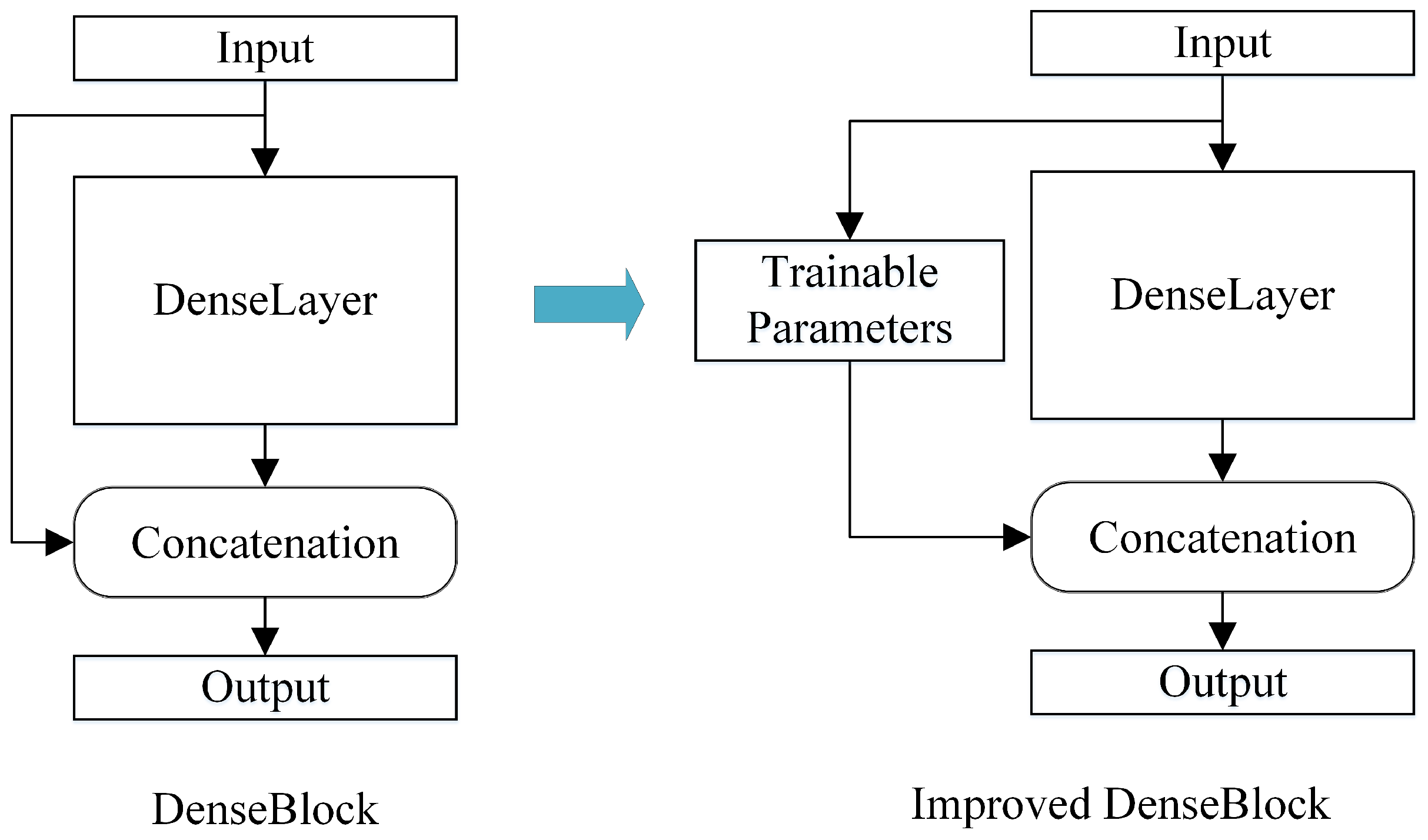
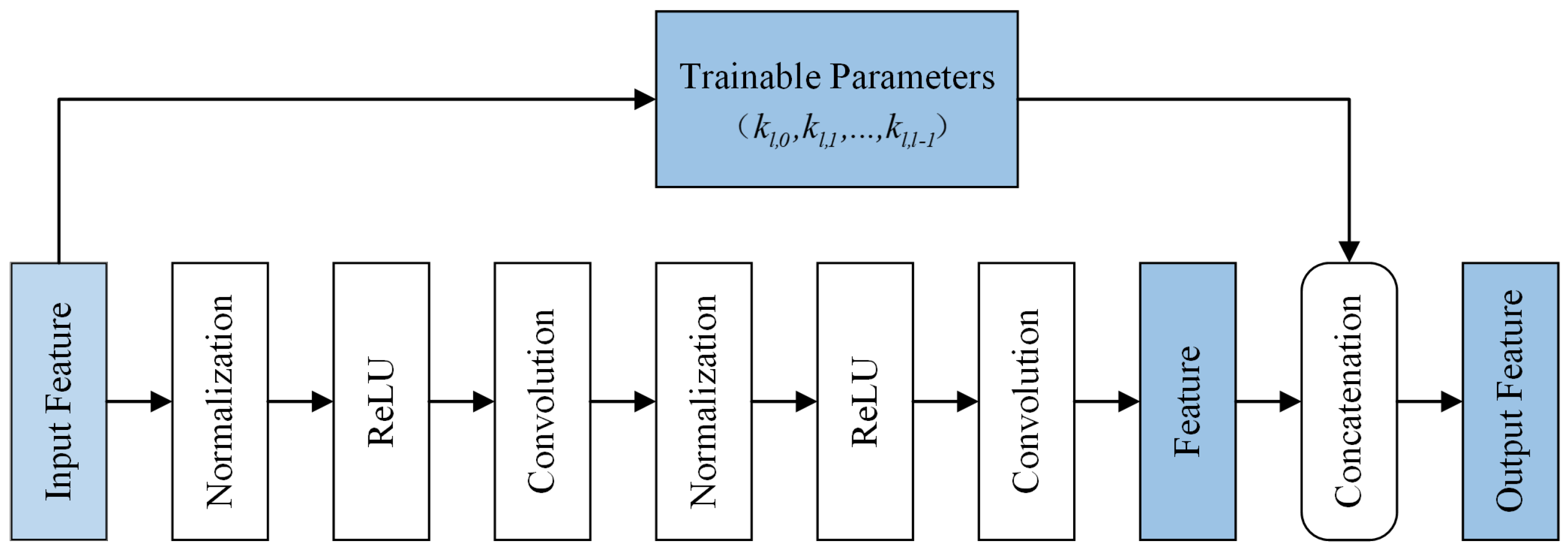
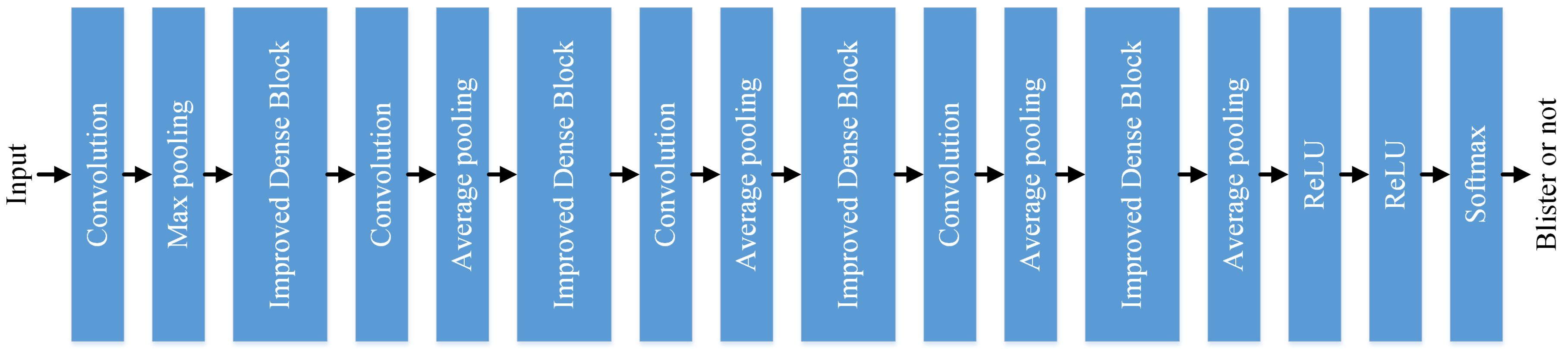
2.3. Improved Architecture for CNN
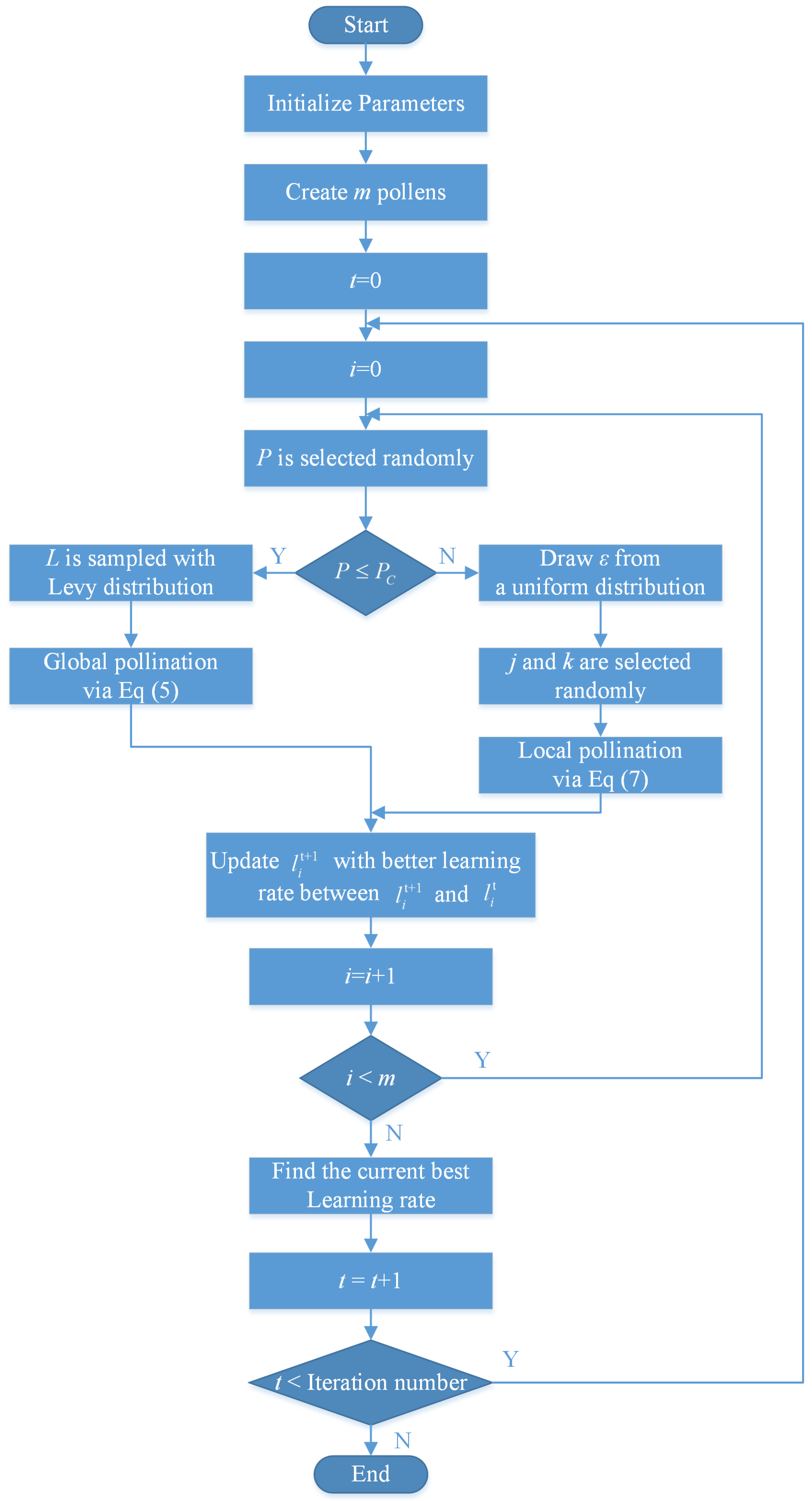
2.4. Training Method Based on Optimization of Learning Rate
2.5. Dataset and Training
3. Results and Discussions
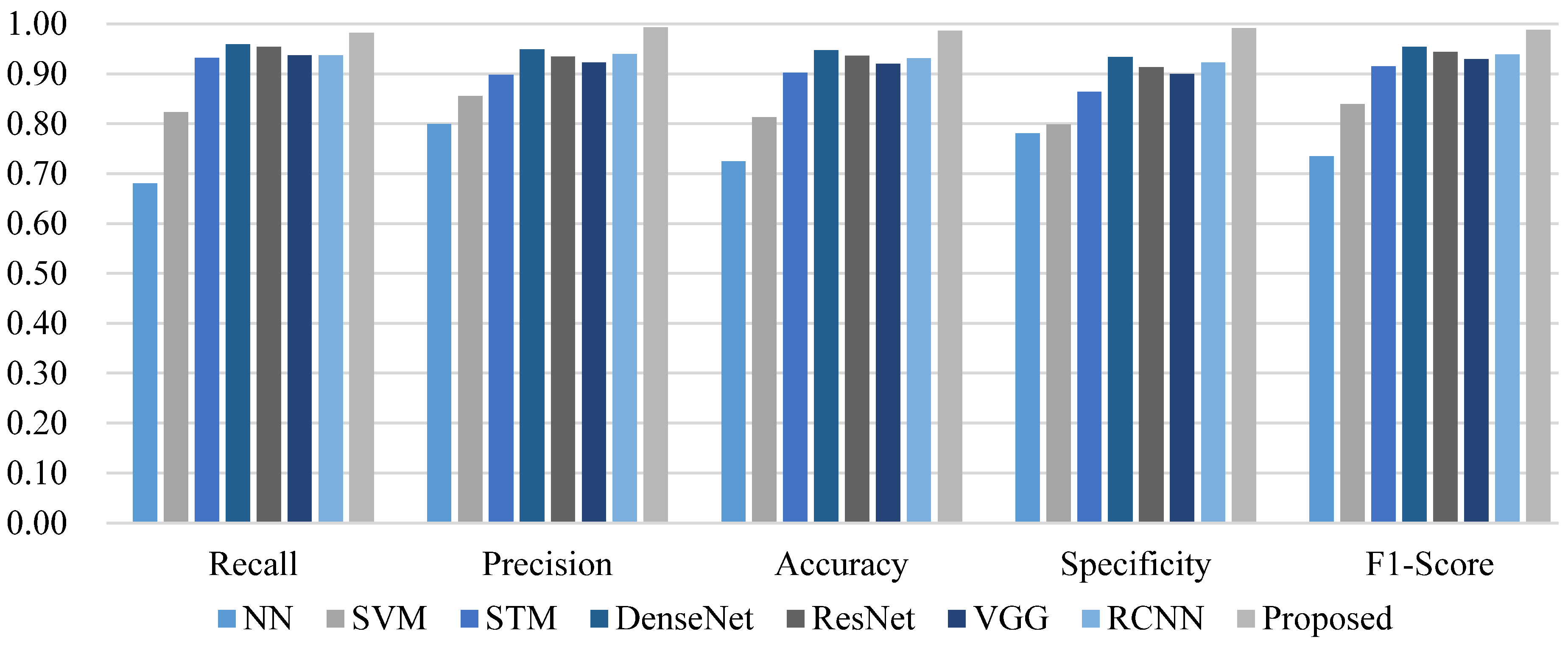
3.1. Classification Performance Evaluation
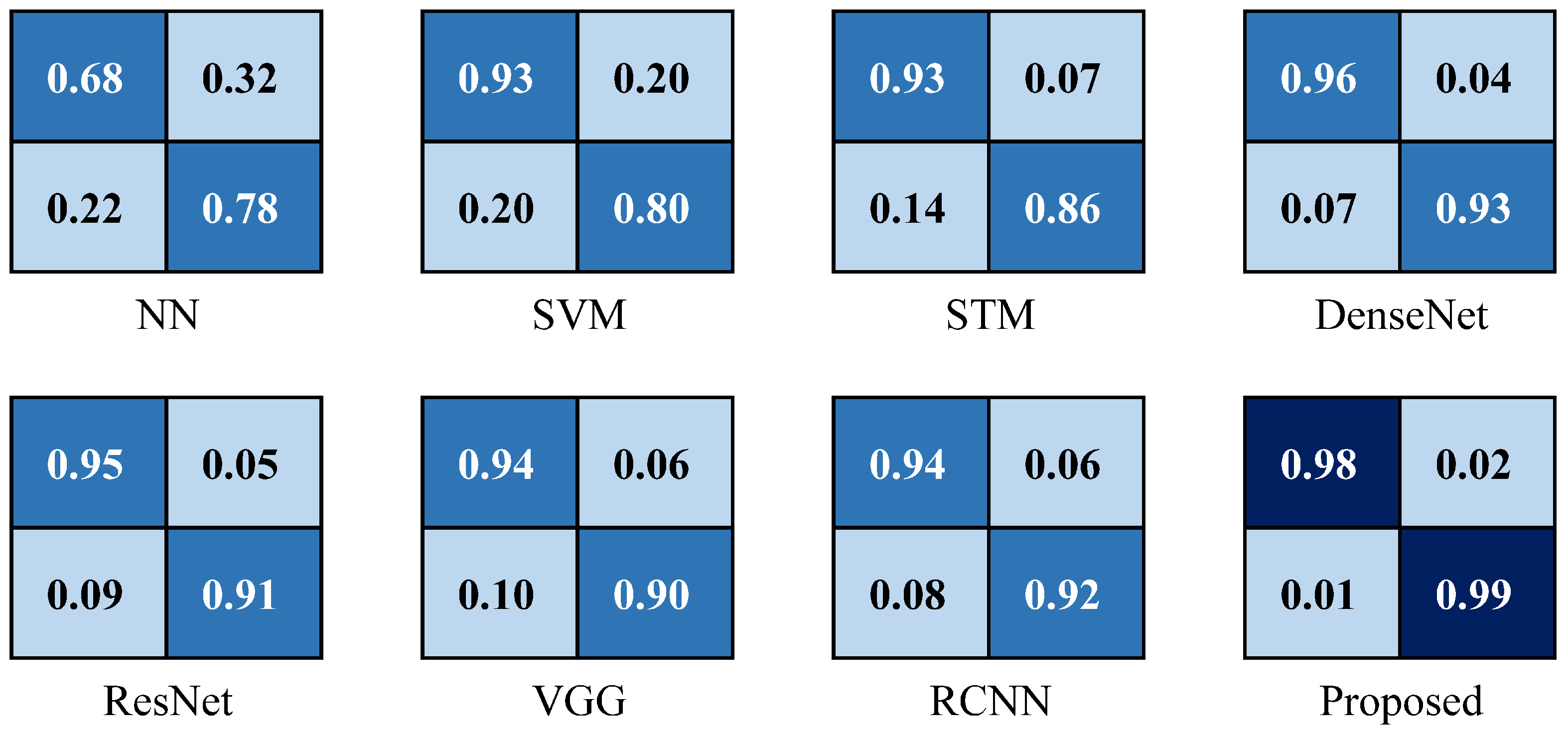
3.2. Confusion Matrix
3.3. Real-Time
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, L.; Guan, P.; Liu, C. Experimental and simulation investigations of porosity graded cathodes in mitigating battery degradation of high voltage lithium-ion batteries. J. Electrochem. Soc. 2017, 164, A3163–A3173. [Google Scholar] [CrossRef]
- Liu, C.; Liu, L. Optimal design of Li-ion batteries through multi-physics modeling and multi-objective optimization. J. Electrochem. Soc. 2017, 164, E3254–E3264. [Google Scholar] [CrossRef]
- Liu, C.; Liu, L. Optimizing battery design for fast charge through a genetic algorithm based multi-objective optimization framework. ECS Trans. 2017, 77, 257–271. [Google Scholar] [CrossRef]
- Liu, L.; Park, J.; Lin, X.K.; Sastry, A.M.; Lu, W. A thermal-electrochemical model that gives spatial-dependent growth of solid electrolyte interphase in a Li-ion battery. J. Power Sources 2014, 268, 482–490. [Google Scholar] [CrossRef]
- Lin, X.K.; Park, J.; Liu, L.; Lee, Y.; Sastry, A.M.; Lu, W. A Comprehensive capacity fade model and analysis for Li-ion batteries. J. Electrochem. Soc. 2013, 160, A1701–A1710. [Google Scholar] [CrossRef]
- Guan, P.J.; Liu, L.; Lin, X.K. Simulation and experiment on solid electrolyte interphase (SEI) morphology evolution and Lithium-ion diffusion. J. Electrochem. Soc. 2015, 162, A1798–A1808. [Google Scholar] [CrossRef]
- Mohanty, D.; Hockaday, E.; Li, J.; Hensley, D.K.; Daniel, C.; Wood, D.L. Effect of electrode manufacturing defects on electrochemical performance of lithium-ion batteries: Cognizance of the battery failure sources. J. Power Sources 2016, 312, 70–79. [Google Scholar] [CrossRef]
- Etiemble, A.; Besnard, N.; Adrien, J.; Tran-Van, P.; Gautier, L.; Lestriez, B.; Maire, E. Quality control tool of electrode coating for lithium-ion batteries based on X-ray radiography. J. Power Sources 2015, 298, 285–291. [Google Scholar] [CrossRef]
- Wu, Y.; Saxena, S.; Xing, Y.J.; Wang, Y.R.; Li, C.; Yung, W.K.C.; Pecht, M. Analysis of manufacturing-induced defects and structural deformations in Lithium-ion batteries using computed tomography. Energies 2018, 11, 925. [Google Scholar] [CrossRef]
- Mohanty, D.; Li, J.L.; Born, R.; Maxey, L.C.; Dinwiddie, R.B.; Daniel, C.; Wood, D.L. Non-destructive evaluation of slot-die-coated lithium secondary battery electrodes by in-line laser caliper and IR thermography methods. Anal. Methods 2014, 6, 674–683. [Google Scholar] [CrossRef]
- Robinson, J.B.; Engebretsen, E.; Finegan, D.P.; Darr, J.; Hinds, G.; Shearing, P.R.; Brett, D.J.L. Detection of internal defects in lithium-ion batteries using lock-in thermography. ECS Electrochem. Lett. 2015, 4, A106–A109. [Google Scholar] [CrossRef]
- Sharp, N.; Oregan, P.; Adams, D.; Caruthers, J.; David, A.; Suchomel, M. Lithium-ion battery electrode inspection using pulse thermography. NDT E Int. 2014, 64, 41–51. [Google Scholar] [CrossRef]
- Qian, X.Y.; Huang, X.G. Reconstruction of surfaces of revolution with partial sampling. J. Comput. Appl. Math. 2004, 163, 211–217. [Google Scholar] [CrossRef]
- Pena, B.; Aramendi, G.; Rivero, A.; de Lacalle, L. Monitoring of drilling for buff detection using spindle torque. Int. J. Mach. Tools Manuf. 2005, 45, 1614–1621. [Google Scholar] [CrossRef]
- Huber, J.; Tammer, C.; Kempter, A.; Seidel, C.; Reinhart, G. Optical quality inspection of battery separators. Tm-Tech. Messen 2015, 82, 495–505. [Google Scholar]
- Huber, J.; Tammer, C.; Krotil, S.; Waidmann, S.; Hao, X.; Seidel, C.; Reinhart, G. Method for classification of battery separator defects using optical inspection. Procedia CIRP 2016, 57, 585–590. [Google Scholar] [CrossRef]
- Li, K.; Dan, T. Research and design of inspection of LR6 battery negative surface scratches online defects based on computer vision. In Proceedings of the International Conference on Communications, Circuits and Systems, Chengdu, China, 15–17 November 2013; pp. 120–123. [Google Scholar]
- Alberdi, A.; Rivero, A.; de Lacalle, L.; Etxeberria, I.; Suárez, A. Effect of process parameter on the Kerf geometry in abrasive water jet milling. Int. J. Adv. Manuf. Technol. 2010, 51, 467–480. [Google Scholar] [CrossRef]
- Álvarez, A.; Sierra, B.; Arruti, A.; López-Gil, J.M.; Garay-Vitoria, N. Classifier subset selection for the stacked generalization method applied to emotion recognition in speech. Sensors 2016, 16, 21. [Google Scholar] [CrossRef]
- Panchal, S.; Dincer, I.; Agelin-Chaab, M.; Fraser, R.; Fowler, M. Experimental and theoretical investigation of temperature distributions in a prismatic lithium-ion battery. Int. J. Therm. Sci. 2016, 99, 204–212. [Google Scholar] [CrossRef]
- Panchal, S.; Dincer, I.; Agelin-Chaab, M.; Fraser, R.; Fowler, M. Thermal modeling and validation of temperature distributions in a prismatic lithium-ion battery at different discharge rates and varying boundary conditions. Appl. Therm. Eng. 2016, 96, 190–199. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, P.; Wang, Z.; Zhang, L.; Hong, J. Fault and defect diagnosis of battery for electric vehicles based on big data analysis methods. Appl. Energy 2017, 207, 354–362. [Google Scholar] [CrossRef]
- Liang, X.; Bao, N.; Zhang, J.; Garg, A.; Wang, S. Evaluation of battery modules state for electric vehicle using artificial neural network and experimental validation. Energy Sci. Eng. 2018, 6, 397–407. [Google Scholar] [CrossRef]
- Wu, B.; Qin, L.; Zhang, Q.; Ma, Q. Research on vision-based post-welding quality inspection of power battery. Hanjie Xuebao/Trans. China Weld. Inst. 2018, 39, 122–128. [Google Scholar]
- Ma, L.Y.; Hu, Y.H.; Zhang, Y. Support Tucker machines based bubble defect detection of lithium-ion polymer cell sheets. Eng. Lett. 2017, 25, 46–51. [Google Scholar]
- Ma, L.Y. Support Tucker machines based marine oil spill detection using SAR images. Indian J. Geo-Mar. Sci. 2016, 45, 1445–1449. [Google Scholar]
- Murua, M.; Suarez, A.; de Lacalle, L.; Santana, R.; Wretland, A. Feature extraction-based prediction of tool wear of Inconel 718 in face turning. Insight 2018, 60, 443–450. [Google Scholar] [CrossRef]
- Coro, A.; Abasolo, M.; Aguirrebeitia, J.; de Lacalle, L. Inspection scheduling based on reliability updating of gas turbine welded structures. Adv. Mech. Eng. 2019, 11. [Google Scholar] [CrossRef]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef]
- Pouyanfar, S.; Sadiq, S.; Yan, Y.; Tian, H.; Tao, Y.; Reyes, M.P.; Shyu, M.L.; Chen, S.C.; Iyengar, S.S. A survey on deep learning: Algorithms, techniques, and applications. ACM Comput. Surv. 2019, 51, 92. [Google Scholar] [CrossRef]
- Rawat, W.; Wang, Z. Deep convolutional neural networks for image classification: A comprehensive review. Neural Comput. 2017, 29, 2352–2449. [Google Scholar] [CrossRef]
- Voulodimos, A.; Doulamis, N.; Doulamis, A.; Protopapadakis, E. Deep learning for computer vision: A brief review. Comput. Intell. Neurosci. 2018, 4, 7068349. [Google Scholar] [CrossRef] [PubMed]
- Shin, H.C.; Roth, H.R.; Gao, M.C.; Lu, L.; Xu, Z.Y.; Nogues, I.; Yao, J.H.; Mollura, D.; Summers, R.M. Deep convolutional neural networks for computer-aided detection: CNN architectures, dataset characteristics and transfer learning. IEEE Trans. Med. Imaging 2016, 35, 1285–1298. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.Y.; Ma, C.K.; Liu, Y.J.; Wang, X.G.; Xie, W. Diagnosis of thyroid diseases using SPECT images based on convolutional neural network. J. Med. Imaging Health Inform. 2018, 8, 1684–1689. [Google Scholar] [CrossRef]
- Ma, L.Y.; Ma, C.K.; Liu, Y.J.; Wang, X.G. Thyroid diagnosis from SPECT images using convolutional neural network with optimization. Comput. Intell. Neurosci. 2019, 5, 6212759. [Google Scholar] [CrossRef] [PubMed]
- Sun, M.J.; Zhang, X.; Qu, G.; Zou, M.S.; Du, H.; Ma, L.Y.; Qu, Y.W. Automatic polyp detection in colonoscopy images: Convolutional neural network, dataset and transfer learning. J. Med. Imaging Health Informat. 2019, 9, 126–133. [Google Scholar]
- Chen, F.C.; Jahanshahi, M.R. NB-CNN: Deep learning-based crack detection using convolutional neural network and Naive Bayes data fusion. IEEE Trans. Ind. Electron. 2018, 65, 4392–4400. [Google Scholar] [CrossRef]
- Kim, J.; Kim, S.; Kwon, N.; Kang, H.; Kim, Y.; Lee, C. Deep learning based automatic defect classification in through-silicon Via process: FA: Factory automation. In Proceedings of the 29th Annual SEMI Advanced Semiconductor Manufacturing Conference, Saratoga Springs, NY, USA, 30 April–3 May 2018; pp. 35–39. [Google Scholar]
- Park, J.K.; Kwon, B.K.; Park, J.H.; Kang, D.J. Machine learning-based imaging system for surface defect inspection. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 303–310. [Google Scholar] [CrossRef]
- van Veenhuizen, M. Void detection in solder bumps with deep learning. Microelectron. Reliab. 2018, 88, 315–320. [Google Scholar] [CrossRef]
- Cai, N.; Cen, G.; Wu, J.; Li, F.; Wang, H.; Chen, X. SMT solder joint inspection via a novel cascaded convolutional neural network. IEEE Trans. Compon. Packag. Manuf. Technol. 2018, 8, 670–677. [Google Scholar] [CrossRef]
- Tao, X.; Zhang, D.P.; Ma, W.Z.; Liu, X.L.; Xu, D. Automatic metallic surface defect detection and recognition with convolutional neural networks. Appl. Sci. 2018, 8, 1575. [Google Scholar] [CrossRef]
- Gopalakrishnan, K.; Khaitan, S.K.; Choudhary, A.; Agrawal, A. Deep convolutional neural networks with transfer learning for computer vision-based data-driven pavement distress detection. Constr. Build. Mater. 2017, 157, 322–330. [Google Scholar] [CrossRef]
- Li, Y.T.; Huang, H.S.; Xie, Q.S.; Yao, L.G.; Chen, Q.P. Research on a surface defect detection algorithm based on MobileNet-SSD. Appl. Sci. 2018, 8, 1678. [Google Scholar] [CrossRef]
- Lei, H.W.; Wang, B.; Wu, H.H.; Wang, A.H. Defect detection for polymeric polarizer based on faster R-CNN. J. Inf. Hid. Multimed. Sign. Process. 2018, 9, 1414–1420. [Google Scholar]
- Huang, G.; Liu, Z.; Van Der Maaten, L.; Weinberger, K.Q. Densely connected convolutional networks. In Proceedings of the 30th IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017; pp. 2261–2269. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep residual learning for image recognition. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 27–30 June 2016; pp. 770–778. [Google Scholar]
- Yang, X.S.; Karamanoglu, M.; He, X.S. Flower pollination algorithm: A novel approach for multiobjective optimization. Eng. Optim. 2014, 46, 1222–1237. [Google Scholar] [CrossRef]
- Abdel-Basset, M.; Shawky, L.A. Flower pollination algorithm: a comprehensive review. Artif. Intell. Rev. 2018, 50, 1–25. [Google Scholar] [CrossRef]
- Galvez, J.; Cuevas, E.; Avalos, O. Flower Pollination Algorithm for multimodal optimization. Int. J. Comput. Intell. Syst. 2017, 10, 627–646. [Google Scholar] [CrossRef]
- Nabil, E. A modified flower pollination algorithm for global optimization. Expert Syst. Appl. 2016, 57, 192–203. [Google Scholar] [CrossRef]
- Shen, L.; Fan, C.; Huang, X. Multi-level image thresholding using modified flower pollination algorithm. IEEE Access 2018, 6, 30508–30519. [Google Scholar] [CrossRef]
- Xu, S.H.; Wang, Y.; Liu, X. Parameter estimation for chaotic systems via a hybrid flower pollination algorithm. Neural Comput. Appl. 2018, 30, 2607–2623. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, S.; Luo, Q.; Wen, C. Using flower pollination algorithm and atomic potential function for shape matching. Neural Comput. Appl. 2018, 29, 21–40. [Google Scholar] [CrossRef]
- Power, D. Evaluation: from precision, recall and F-factor to ROC, informedness, markedness & correlation. J. Mach. Learn. Technol. 2011, 2, 37–63. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Definition |
|---|---|
| CNN | Convolutional Neural Network |
| CPU | Central Processing Unit |
| FPA | Flower Pollination Algorithm |
| GPU | Graphic Processing Unit |
| NN | Neural Network |
| PLB | Polymer Lithium-ion Battery |
| RAM | Random Access Memory |
| RCNN | Region Convolutional Neural Network |
| ReLU | Rectified Linear Unit |
| SVM | Support Vector Machine |
| STM | Support Tucker Machine |
| VGG | Visual Geometry Group |
| Symbol | Meaning |
|---|---|
| d | layer number |
| nonlinear transformation function of ith layer | |
| g | function |
| parameters which determinate weights of in ith layer | |
| ith learning rate | |
| optimal learning rate solution | |
| L | variable drawn from Levy distribution |
| m | total pollen number |
| probability of choosing cross-pollination | |
| s | step |
| t | iteration number |
| x | input of CNN network |
| input of ith layer | |
| y | output of CNN network |
| output of ith layer | |
| w | network parameters |
| parameters of ith layer | |
| scaling factor | |
| variable drawn from uniform distribution | |
| variable of gamma function | |
| standard gamma function |
| Method | NN | SVM | STM | DenseNet | ResNet | VGG | RCNN | Proposed |
|---|---|---|---|---|---|---|---|---|
| Recall | 0.680 | 0.824 | 0.932 | 0.959 | 0.954 | 0.937 | 0.937 | 0.982 |
| Precision | 0.799 | 0.855 | 0.898 | 0.949 | 0.934 | 0.923 | 0.939 | 0.993 |
| Accuracy | 0.724 | 0.813 | 0.902 | 0.948 | 0.936 | 0.920 | 0.931 | 0.986 |
| Specificity | 0.781 | 0.798 | 0.864 | 0.934 | 0.914 | 0.899 | 0.922 | 0.991 |
| F1-score | 0.735 | 0.839 | 0.915 | 0.954 | 0.944 | 0.930 | 0.938 | 0.988 |
| Method | Proposed Method with FPA | Proposed Method without FPA |
|---|---|---|
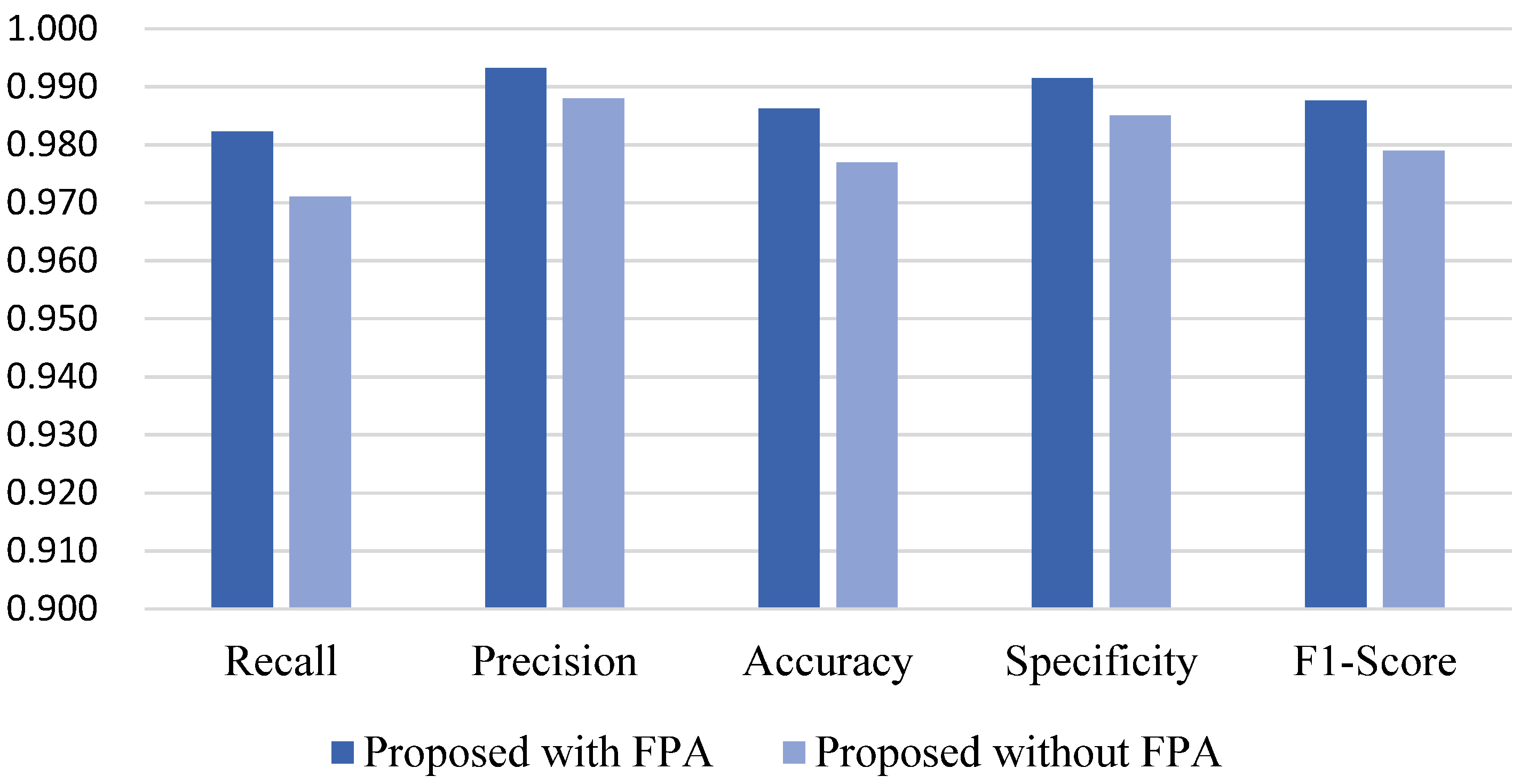
| Recall | 0.982 | 0.971 |
| Precision | 0.993 | 0.988 |
| Accuracy | 0.986 | 0.977 |
| Specificity | 0.991 | 0.985 |
| F1-score | 0.988 | 0.979 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, L.; Xie, W.; Zhang, Y. Blister Defect Detection Based on Convolutional Neural Network for Polymer Lithium-Ion Battery. Appl. Sci. 2019, 9, 1085. https://doi.org/10.3390/app9061085
Ma L, Xie W, Zhang Y. Blister Defect Detection Based on Convolutional Neural Network for Polymer Lithium-Ion Battery. Applied Sciences. 2019; 9(6):1085. https://doi.org/10.3390/app9061085
Chicago/Turabian StyleMa, Liyong, Wei Xie, and Yong Zhang. 2019. "Blister Defect Detection Based on Convolutional Neural Network for Polymer Lithium-Ion Battery" Applied Sciences 9, no. 6: 1085. https://doi.org/10.3390/app9061085
APA StyleMa, L., Xie, W., & Zhang, Y. (2019). Blister Defect Detection Based on Convolutional Neural Network for Polymer Lithium-Ion Battery. Applied Sciences, 9(6), 1085. https://doi.org/10.3390/app9061085