
Enhancement of Physical Characteristics of Styrene–Acrylonitrile Nanofiber Membranes Using Various Post-Treatments for Membrane Distillation

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Electroblowing Process
2.3. Cold-/Hot-Pressing Processes
2.4. Vapor Welding Process
2.5. Dilute Solvent Welding Process
2.6. Characterization of SAN Nanofiber Membranes
2.7. A Bench-Scale DCMD Process
3. Results
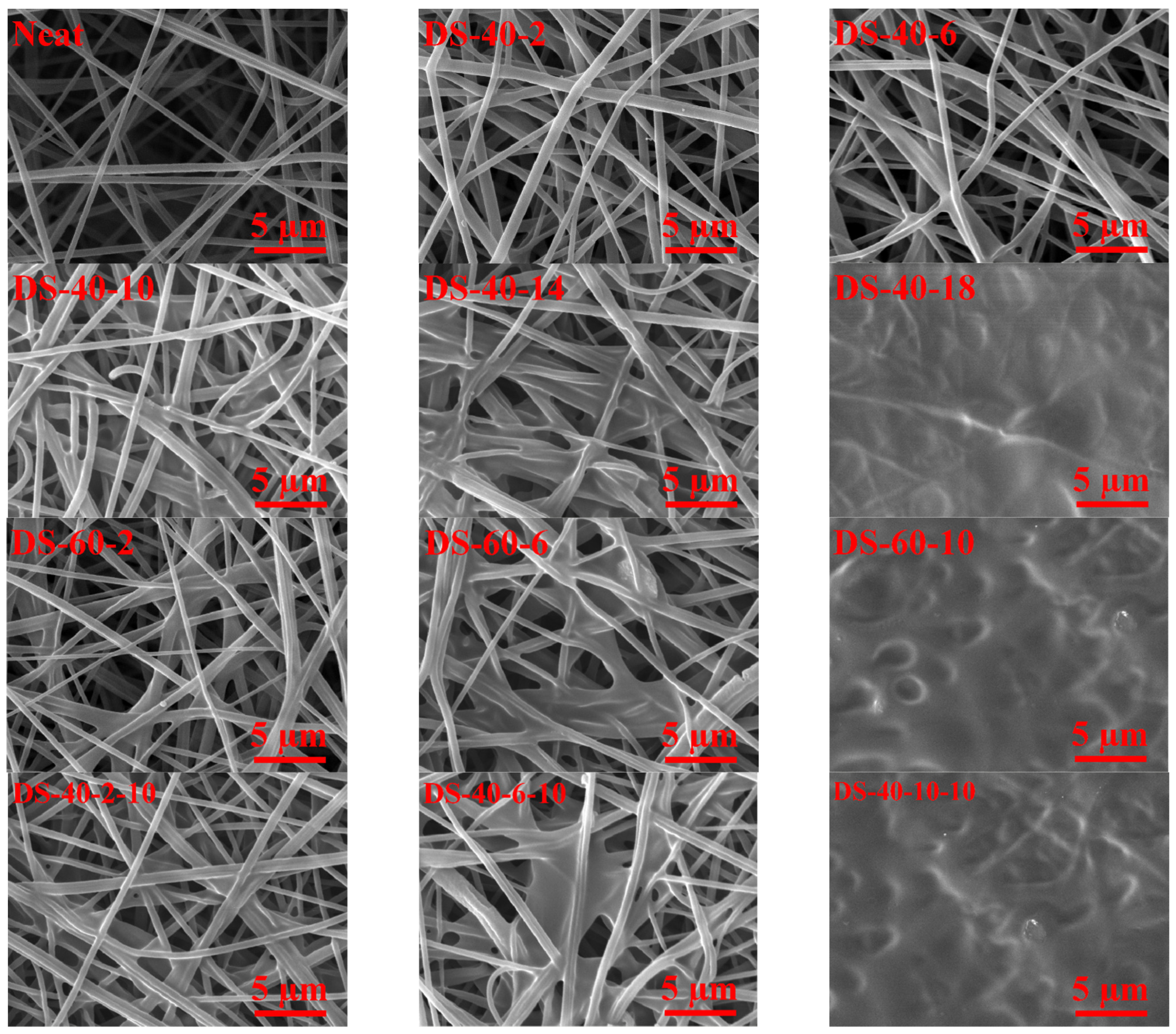
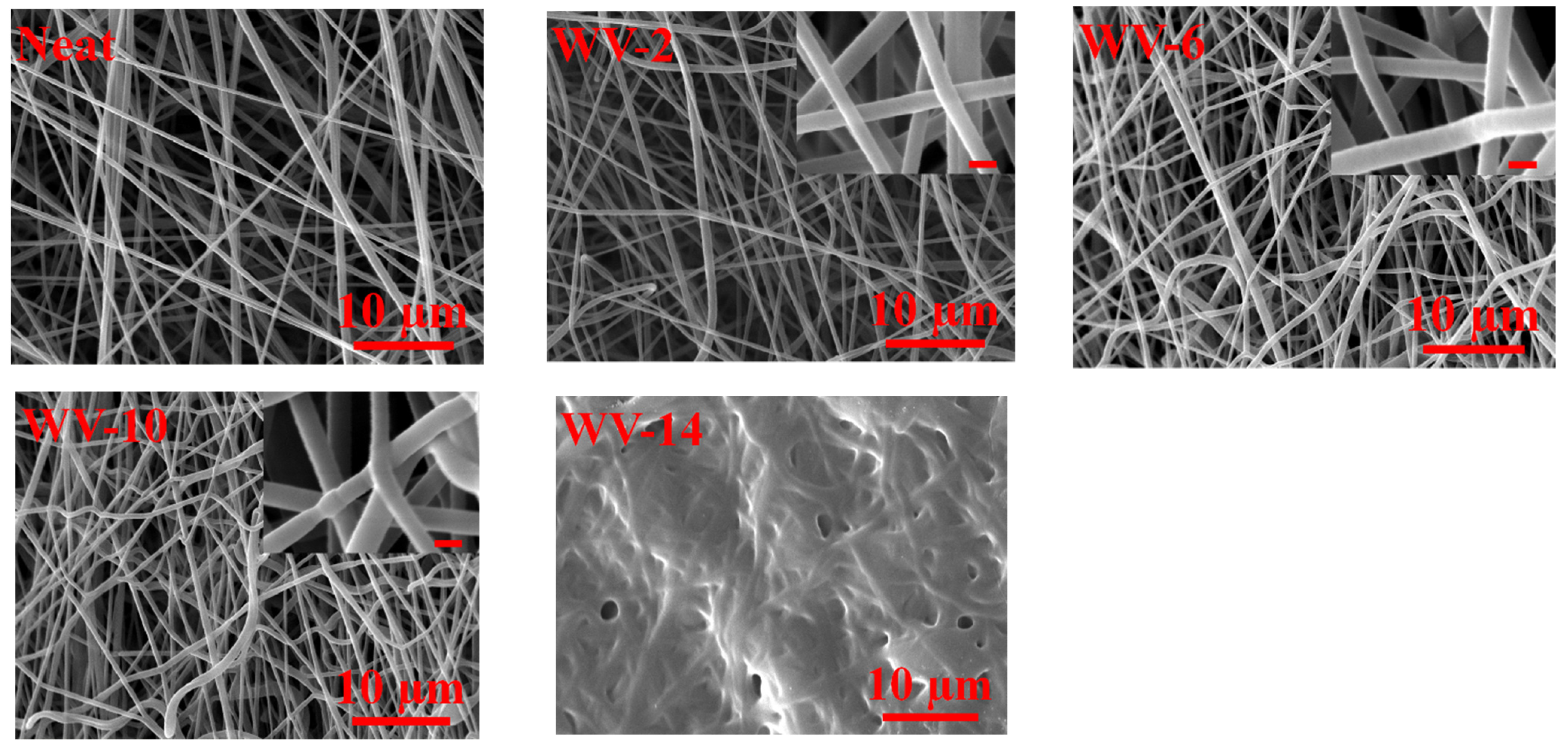
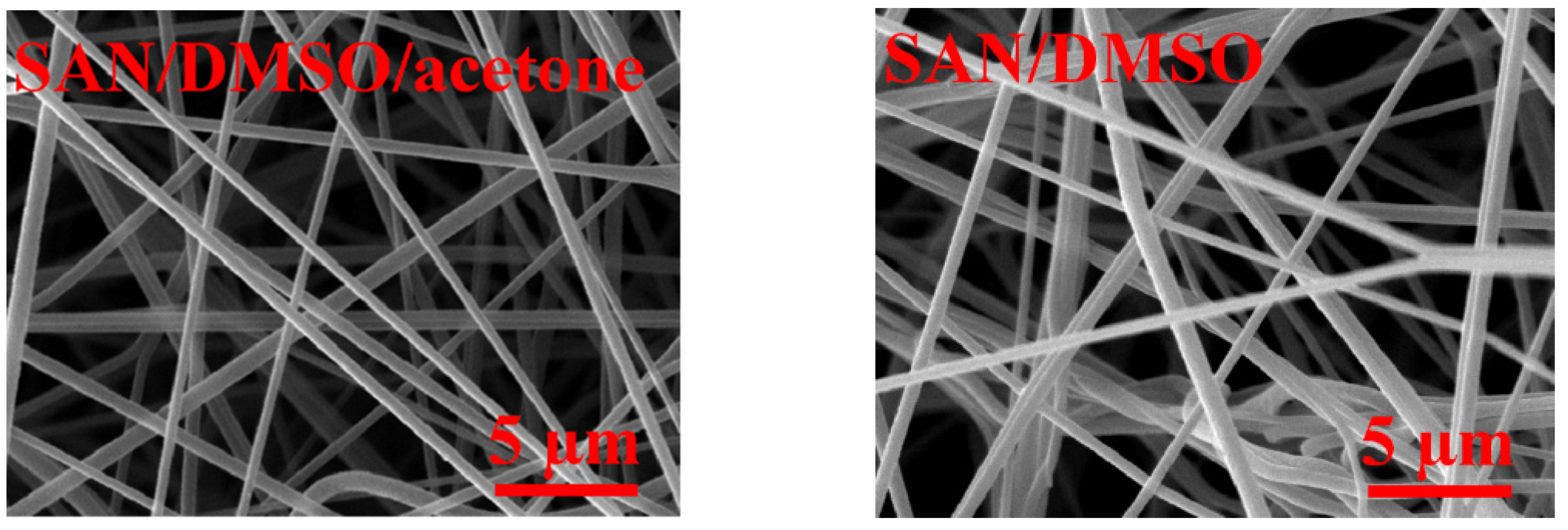
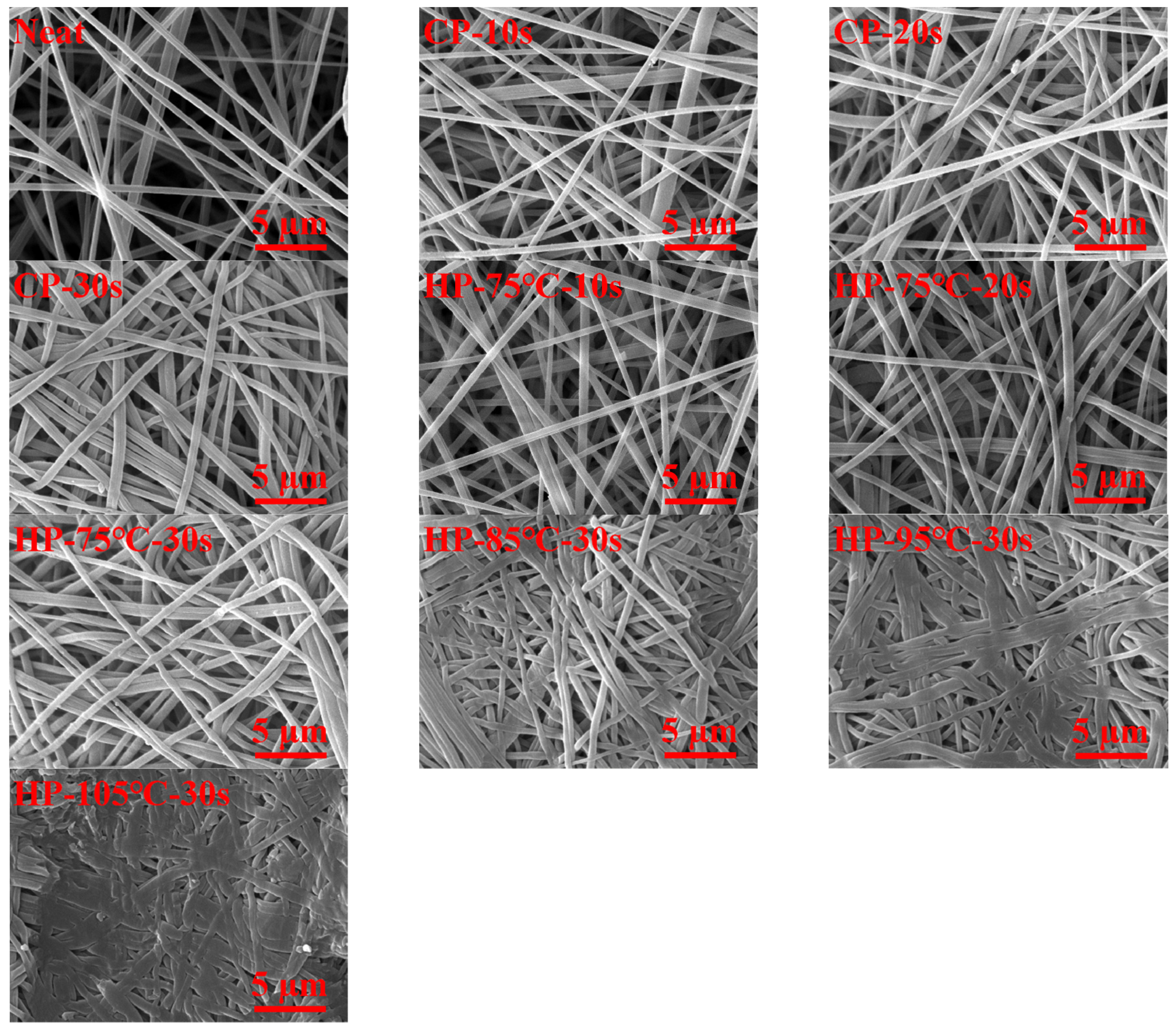
3.1. Surface Morphology of SAN Nanofiber Membranes before and after Various Post-Treatment Methods
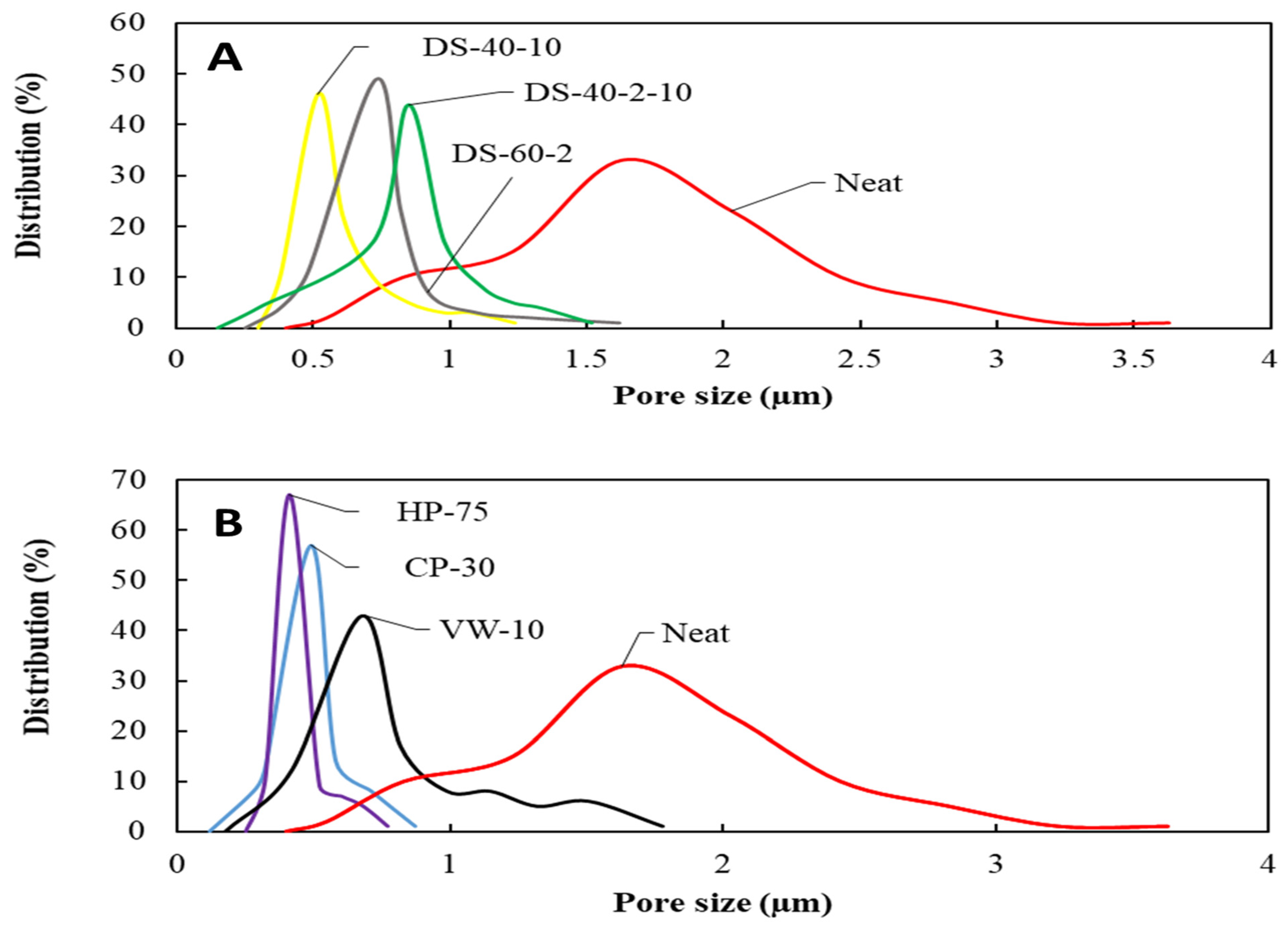
3.2. Porosity and Thickness of SAN Nanofiber Membranes
3.3. LEP Value
3.4. Mechanical Properties of SAN Nanofiber Membranes
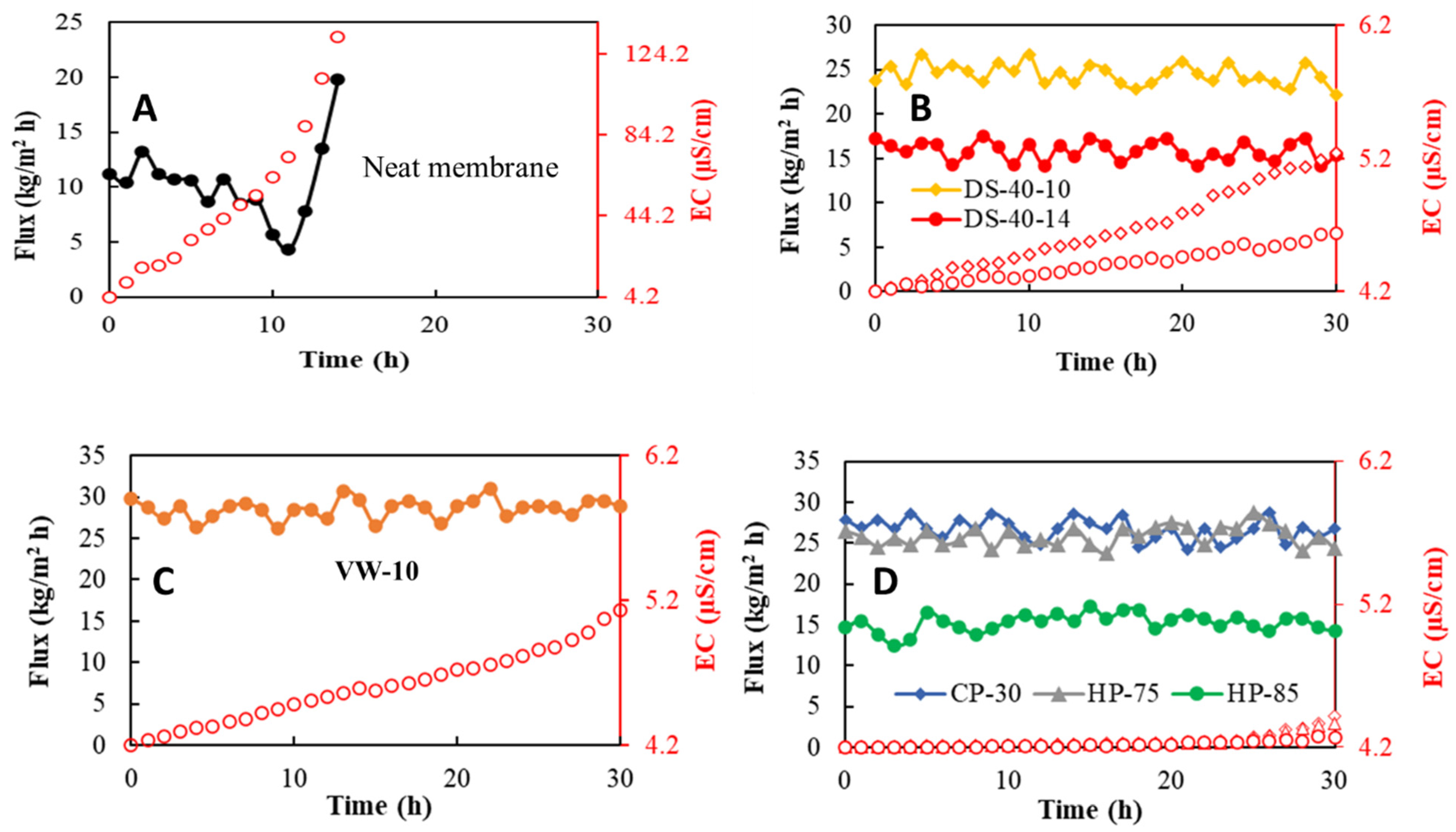
3.5. Performance of the Bench-Scale DCMD Process with SAN Nanofiber Membranes
4. Conclusions
- Neat SAN membrane lacked suitable mechanical strength and wetting resistance for MD applications despite having higher porosity, pore size, and hydrophobicity;
- In the dilute solvent welding process, solution injection rate and tip-to-collector distance have the dominant role in forming the final morphology of SAN membranes;
- The vapor welding process is a suitable option to reinforce nanofiber membranes by keeping high porosity;
- Cold-/hot-pressing processes exhibited the best in reducing pore size and increasing the robustness of the whole nanofiber structure;
- WCA reduction is not avoidable in all of the processes because of surface roughness reduction, and it has a direct relation with the degree of post-treatment;
- In the dilute solvent and vapor welding processes, the nanofiber web can be more flexible to some extent; however, in pressing processes, membrane flexibility gives way to a more robust membrane;
- Pore size and its distribution were reduced appropriately after post-treatment processes to create anti-deformable/wetting membranes;
- A bench-scale DCMD process with the modified SAN nanofiber membranes showed stable salt rejection (>99.9% removal of salts) and permeate flux for 30 h operation without membrane wetting.
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- Xie, B.; Xu, G.; Jia, Y.; Gu, L.; Wang, Q.; Mushtaq, N.; Cheng, B.; Hu, Y. Engineering carbon nanotubes enhanced hydrophobic membranes with high performance in membrane distillation by spray coating. J. Membr. Sci. 2021, 625, 118978. [Google Scholar] [CrossRef]
- Grasso, G.; Galiano, F.; Yoo, M.J.; Mancuso, R.; Park, H.B.; Gabriele, B.; Figoli, A.; Drioli, E. Development of graphene-PVDF composite membranes for membrane distillation. J. Membr. Sci. 2020, 604, 118017. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhong, L.; Horseman, T.; Liu, Z.; Zeng, G.; Li, Z.; Lin, S.; Wang, W. Superhydrophobic-omniphobic membrane with anti-deformable pores for membrane distillation with excellent wetting resistance. J. Membr. Sci. 2021, 620, 118768. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane distillation: A comprehensive review. Desalination 2012, 287, 2–18. [Google Scholar] [CrossRef]
- Chiam, C.-K.; Sarbatly, R. Vacuum membrane distillation processes for aqueous solution treatment-A review. Chem. Eng. Process. Process Intensif. 2013, 74, 27–54. [Google Scholar] [CrossRef]
- Li, X.; Yu, X.; Cheng, C.; Deng, L.; Wang, M.; Wang, X. Electrospun superhydrophobic organic/inorganic composite nanofibrous membranes for membrane distillation. ACS Appl. Mater. Interfaces 2015, 7, 21919–21930. [Google Scholar] [CrossRef]
- Qing, W.; Wu, Y.; Li, X.; Shi, X.; Shao, S.; Mei, Y.; Zhang, W.; Tang, C.Y. Omniphobic PVDF nanofibrous membrane for superior anti-wetting performance in direct contact membrane distillation. J. Membr. Sci. 2020, 608, 118226. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.-S.; Lee, S.; Kim, S.-H.; Shon, H.K. Fouling and its control in membrane distillation—A review. J. Membr. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Tian, R.; Gao, H.; Yang, X.H.; Yan, S.Y.; Li, S. A new enhancement technique on air gap membrane distillation. Desalination 2014, 332, 52–59. [Google Scholar] [CrossRef]
- Geng, H.; He, Q.; Wu, H.; Li, P.; Zhang, C.; Chang, H. Experimental study of hollow fiber AGMD modules with energy recovery for high saline water desalination. Desalination 2014, 344, 55–63. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Treatment of saline solutions using air gap membrane distillation: Experimental study. Desalination 2013, 323, 2–7. [Google Scholar] [CrossRef]
- Fan, H.; Peng, Y. Application of PVDF membranes in desalination and comparison of the VMD and DCMD processes. Chem. Eng. Sci. 2012, 79, 94–102. [Google Scholar] [CrossRef]
- Dong, Z.-Q.; Ma, X.; Xu, Z.-L.; You, W.-T.; Li, F. Superhydrophobic PVDF-PTFE electrospun nanofibrous membranes for desalination by vacuum membrane distillation. Desalination 2014, 347, 175–183. [Google Scholar] [CrossRef]
- Zhang, P.; Knötig, P.; Gray, S.; Duke, M. Scale reduction and cleaning techniques during direct contact membrane distillation of seawater reverse osmosis brine. Desalination 2015, 374, 20–30. [Google Scholar] [CrossRef]
- Lee, E.-J.; An, A.K.; He, T.; Woo, Y.C.; Shon, H.K. Electrospun nanofiber membranes incorporating fluorosilane-coated TiO2 nanocomposite for direct contact membrane distillation. J. Membr. Sci. 2016, 520, 145–154. [Google Scholar] [CrossRef]
- Kayvani Fard, A.; Rhadfi, T.; Khraisheh, M.; Atieh, M.A.; Khraisheh, M.; Hilal, N. Reducing flux decline and fouling of direct contact membrane distillation by utilizing thermal brine from MSF desalination plant. Desalination 2016, 379, 172–181. [Google Scholar] [CrossRef]
- Francis, L.; Ghaffour, N.; Alsaadi, A.S.; Nunes, S.P.; Amy, G.L. Performance evaluation of the DCMD desalination process under bench scale and large scale module operating conditions. J. Membr. Sci. 2014, 455, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Ge, J.; Peng, Y.; Li, Z.; Chen, P.; Wang, S. Membrane fouling and wetting in a DCMD process for RO brine concentration. Desalination 2014, 344, 97–107. [Google Scholar] [CrossRef]
- Song, Z.W.; Jiang, L.Y. Optimization of morphology and performance of PVDF hollow fiber for direct contact membrane distillation using experimental design. Chem. Eng. Sci. 2013, 101, 130–143. [Google Scholar] [CrossRef]
- Nghiem, L.D.; Cath, T. A scaling mitigation approach during direct contact membrane distillation. Sep. Purif. Technol. 2011, 80, 315–322. [Google Scholar] [CrossRef]
- Seyed Shahabadi, S.M.; Rabiee, H.; Seyedi, S.M.; Mokhtare, A.; Brant, J.A. Superhydrophobic dual layer functionalized titanium dioxide/polyvinylidene fluoride-co-hexafluoropropylene (TiO2/PH) nanofibrous membrane for high flux membrane distillation. J. Membr. Sci. 2017, 537, 140–150. [Google Scholar] [CrossRef]
- Liao, Y.; Loh, C.H.; Tian, M.; Wang, R.; Fane, A.G. Progress in electrospun polymeric nanofibrous membranes for water treatment: Fabrication, modification and applications. Prog. Polym. Sci. 2018, 77, 69–94. [Google Scholar] [CrossRef]
- Tijing, L.D.; Choi, J.-S.; Lee, S.; Kim, S.-H.; Shon, H.K. Recent progress of membrane distillation using electrospun nanofibrous membrane. J. Membr. Sci. 2014, 453, 435–462. [Google Scholar] [CrossRef]
- Feng, C.; Khulbe, K.C.; Matsuura, T.; Tabe, S.; Ismail, A.F. Preparation and characterization of electro-spun nanofiber membranes and their possible applications in water treatment. Sep. Purif. Technol. 2013, 102, 118–135. [Google Scholar] [CrossRef]
- Namsaeng, J.; Punyodom, W.; Worajittiphon, P. Synergistic effect of welding electrospun fibers and MWCNT reinforcement on strength enhancement of PAN–PVC non-woven mats for water filtration. Chem. Eng. Sci. 2019, 193, 230–242. [Google Scholar] [CrossRef]
- Zhao, Z.; Zheng, J.; Wang, M.; Zhang, H.; Han, C.C. High performance ultrafiltration membrane based on modified chitosan coating and electrospun nanofibrous PVDF scaffolds. J. Membr. Sci. 2012, 394, 209–217. [Google Scholar] [CrossRef]
- Yao, M.; Woo, Y.C.; Tijing, L.D.; Shim, W.-G.; Choi, J.-S.; Kim, S.-H.; Shon, H.K. Effect of heat-press conditions on electrospun membranes for desalination by direct contact membrane distillation. Desalination 2016, 378, 80–91. [Google Scholar] [CrossRef]
- Na, H.; Zhao, Y.; Zhao, C.; Zhao, C.; Yuan, X. Effect of hot-press on electrospun poly (vinylidene fluoride) membranes. Polym. Eng. Sci. 2008, 48, 934–940. [Google Scholar] [CrossRef]
- Wang, W.; Jin, X.; Zhu, Y.; Zhu, C.; Yang, J.; Wang, H.; Lin, T. Effect of vapor-phase glutaraldehyde crosslinking on electrospun starch fibers. Carbohydr. Polym. 2016, 140, 356–361. [Google Scholar] [CrossRef]
- Shaulsky, E.; Nejati, S.; Boo, C.; Perreault, F.; Osuji, C.O.; Elimelech, M. Post-fabrication modification of electrospun nanofiber mats with polymer coating for membrane distillation applications. J. Membr. Sci. 2017, 530, 158–165. [Google Scholar] [CrossRef] [Green Version]
- Deng, L.; Li, P.; Liu, K.; Wang, X.; Hsiao, B.S. Robust superhydrophobic dual layer nanofibrous composite membranes with a hierarchically structured amorphous polypropylene skin for membrane distillation. J. Mater. Chem. A 2019, 7, 11282–11297. [Google Scholar] [CrossRef]
- Huang, L.; Manickam, S.S.; McCutcheon, J.R. Increasing strength of electrospun nanofiber membranes for water filtration using solvent vapor. J. Membr. Sci. 2013, 436, 213–220. [Google Scholar] [CrossRef]
- Su, C.; Lu, C.; Horseman, T.; Cao, H.; Duan, F.; Li, L.; Li, M.; Li, Y. Dilute solvent welding: A quick and scalable approach for enhancing the mechanical properties and narrowing the pore size distribution of electrospun nanofibrous membrane. J. Membr. Sci. 2020, 595, 117548. [Google Scholar] [CrossRef]
- Rianjanu, A.; Kusumaatmaja, A.; Suyono, E.A.; Triyana, K. Solvent vapor treatment improves mechanical strength of electrospun polyvinyl alcohol nanofibers. Heliyon 2018, 4, e00592. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sazegar, M.; Bazgir, S.; Katbab, A.A. Preparation and characterization of water-absorbing gas-assisted electrospun nanofibers based on poly(vinyl alcohol)/chitosan. Mater. Today Commun. 2020, 25, 101489. [Google Scholar] [CrossRef]
- Niknejad, A.S.; Bazgir, S.; Ardjmand, M.; Shirazi, M.M.A. Spent caustic wastewater treatment using direct contact membrane distillation with electroblown styrene-acrylonitrile membrane. Int. J. Environ. Sci. Technol. 2020, 18, 2283–2294. [Google Scholar] [CrossRef]
- Niknejad, A.S.; Bazgir, S.; Sadeghzadeh, A.; Shirazi, M.M.A. Styrene-acrylonitrile (SAN) nanofibrous membranes with unique properties for desalination by direct contact membrane distillation (DCMD) process. Desalination 2020, 488, 114502. [Google Scholar] [CrossRef]
- Khoshnevisan, S.; Bazgir, S. Treatment of dye wastewater by direct contact membrane distillation using superhydrophobic nanofibrous high-impact polystyrene membranes. Int. J. Environ. Sci. Technol. 2020, 18, 1513–1528. [Google Scholar] [CrossRef]
- Sadeghzadeh, A.; Bazgir, S.; Shirazi, M.M.A. Fabrication and characterization of a novel hydrophobic polystyrene membrane using electroblowing technique for desalination by direct contact membrane distillation. Sep. Purif. Technol. 2020, 239, 116498. [Google Scholar] [CrossRef]
- Li, X.; Wang, C.; Yang, Y.; Wang, X.; Zhu, M.; Hsiao, B.S. Dual-biomimetic superhydrophobic electrospun polystyrene nanofibrous membranes for membrane distillation. ACS Appl. Mater. Interfaces 2014, 6, 2423–2430. [Google Scholar] [CrossRef]
- Niknejad, A.S.; Bazgir, S.; Kargari, A. Mechanically improved superhydrophobic nanofibrous polystyrene/high-impact polystyrene membranes for promising membrane distillation application. J. Appl. Polym. Sci. 2021, 138, 50917. [Google Scholar] [CrossRef]
- Niknejad, A.S.; Bazgir, S.; Kargari, A. Desalination by direct contact membrane distillation using a superhydrophobic nanofibrous poly (methyl methacrylate) membrane. Desalination 2021, 511, 115108. [Google Scholar] [CrossRef]
- Su, C.; Lu, C.; Cao, H.; Tang, K.; Chang, J.; Duan, F.; Ma, X.; Li, Y. Fabrication and post-treatment of nanofibers-covered hollow fiber membranes for membrane distillation. J. Membr. Sci. 2018, 562, 38–46. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Voltage (kV) | Injection Rate (µL/min) | Working Distance (cm) | Airflow Rate (NL/min) | Rotating Speed (rpm) | Spinning Time (min) |
|---|---|---|---|---|---|---|
| Neat SAN | 18 | 90 | 30 | 4 | 250 | 60 |
| Post-Treatment | Sample Name | δ (µm) | ε (%) | rmean (µm) | rmax (µm) |
|---|---|---|---|---|---|
| Dilute solvent welding | Neat | 845 ± 40 | 96.2 ± 2 | 1.63 ± 0.02 | 3.68 ± 0.05 |
| DS-40-2 | 710 ± 20 | 92.2 ± 2 | 0.81 ± 0.02 | 2.11 ± 0.04 | |
| DS-40-6 | 570 ± 25 | 89.2 ± 2 | 0.76 ± 0.02 | 1.67 ± 0.04 | |
| DS-40-10 | 320 ± 10 | 73.2 ± 2 | 0.61 ± 0.01 | 1.24 ± 0.03 | |
| DS-40-14 | 210 ± 5 | 62.1 ± 2 | 0.54 ± 0.01 | 1.04 ± 0.02 | |
| DS-40-2-10 | 430 ± 4 | 82.5 ± 2 | 0.72 ± 0.02 | 1.52 ± 0.04 | |
| DS-40-6-10 | 205 ± 4 | 62.6 ± 2 | 0.63 ± 0.01 | 1.45 ± 0.03 | |
| DS-60-2 | 420 ± 10 | 82.4 ± 2 | 0.73 ± 0.02 | 1.62 ± 0.04 | |
| DS-60-6 | 180 ± 3 | 57.6 ± 2 | 0.58 ± 0.03 | 1.23 ± 0.03 | |
| Vapor welding | VW-2 | 820 ± 30 | 95.1 ± 2 | 0.82 ± 0.03 | 3.42 ± 0.05 |
| VW-6 | 510 ± 15 | 86.3 ± 2 | 0.74 ± 0.02 | 1.53 ± 0.04 | |
| VW-10 | 250 ± 3 | 79.1 ± 2 | 0.68 ± 0.02 | 1.78 ± 0.04 | |
| Cold/hot pressing | CP-10 s | 192 ± 4 | 74.2 ± 1 | 0.56 ± 0.01 | 1.11 ± 0.02 |
| CP-20 s | 171 ± 4 | 72.2 ± 1 | 0.53 ± 0.01 | 0.92 ± 0.02 | |
| CP-30 s | 152 ± 2 | 69.1 ± 1 | 0.49 ± 0.01 | 0.87 ± 0.02 | |
| HP-75 °C-10 s | 178 ± 3 | 72.1 ± 1 | 0.54 ± 0.01 | 0.91 ± 0.01 | |
| HP-75 °C-20 s | 157 ± 2 | 70.4 ± 1 | 0.51 ± 0.01 | 0.88 ± 0.01 | |
| HP-75 °C-30 s | 132 ± 2 | 65.1 ± 2 | 0.41 ± 0.02 | 0.77 ± 0.02 | |
| HP-85 °C-30 s | 106 ± 2 | 46.3 ± 2 | 0.33 ± 0.01 | 0.64 ± 0.01 | |
| HP-95 °C-30 s | 85 ± 1 | 32.5 ± 1 | 0.24 ± 0.01 | 0.51 ± 0.01 | |
| HP-105 °C-30 s | 61 ± 1 | 18.6 ± 1 | - | - |
| Post-Treatment | Sample Name | WCA (°) | LEP (kPa) | Tensile Strength (MPa) | Strain (%) |
|---|---|---|---|---|---|
| Dilute solvent welding | Neat | 145.7 ± 1 | 40.8 ± 2 | 1.32 ± 0.2 | 25.21 ± 0.7 |
| DS-40-2 | 143.7 ± 1 | 61.3 ± 2 | 1.98 ± 0.3 | 27.98 ± 0.4 | |
| DS-40-6 | 140.1 ± 1 | 73.2 ± 2 | 2.85 ± 0.2 | 29.45 ± 0.4 | |
| DS-40-10 | 134.2 ± 1 | 83.3 ±2 | 3.94 ± 0.4 | 33.28 ± 0.3 | |
| DS-40-14 | 124.3 ± 1 | 99.7 ± 2 | 4.68 ± 0.3 | 20.32 ± 0.8 | |
| DS-40-2-10 | 137.9 ± 1 | 77.5 ± 2 | 3.25 ± 0.2 | 28.96 ± 0.7 | |
| DS-40-6-10 | 125.2 ± 1 | 73.6 ± 2 | 5.23 ± 0.4 | 19.12 ± 0.3 | |
| DS-60-2 | 135.3 ± 1 | 76.4 ± 2 | 3.12 ± 0.4 | 30.23 ± 0.6 | |
| DS-60-6 | 123.6 ± 1 | 91.8 ± 2 | 5.87 ± 0.5 | 16.78 ± 0.3 | |
| Vapor welding | VW-2 | 144.7 ± 1 | 54.2 ± 2 | 1.43 ± 0.3 | 26.32 ± 0.5 |
| VW-6 | 142.1 ± 1 | 80.4 ± 2 | 2.87 ± 0.3 | 27.96 ± 0.4 | |
| VW-10 | 139.2 ± 1 | 87.6 ± 2 | 3.96 ± 0.2 | 31.24 ± 1 | |
| Cold/hot pressing | CP-10s | 141.3 ± 1 | 103.9 ± 1 | 6.14 ± 0.4 | 23.14 ± 0.6 |
| CP-20s | 139.8 ± 1 | 112.8 ± 1 | 6.97 ± 0.5 | 21.12 ± 0.7 | |
| CP-30s | 137.2 ± 1 | 123.4 ± 1 | 7.86 ± 0.2 | 18.42 ± 0.9 | |
| HP-75 °C-10 s | 142.1 ± 1 | 116.7 ± 1 | 6.57 ± 0.6 | 21.74 ± 0.9 | |
| HP-75 °C-20 s | 138.4 ± 1 | 127.5 ± 1 | 7.63 ± 0.3 | 19.23 ± 1 | |
| HP-75 °C-30 s | 134.2 ± 1 | 138.1 ± 2 | 9.23 ± 0.3 | 16.75 ± 1 | |
| HP-85 °C-30 s | 120.2 ± 1 | 147.1 ± 2 | 10.24 ± 0.4 | 11.23 ± 1 | |
| HP-95 °C-30 s | 112.4 ± 1 | 159.2 ± 1 | 12.24 ± 0.2 | 6.45 ± 1 | |
| HP-105 °C-30 s | 93.1 ± 1 | - | 14.68 ± 0.1 | 3.16 ± 0.5 |
| Membrane | Permeate Flux (kg/m2 h) | Final EC (µS/cm) | Salt Rejection Factor (%) | Duration (h) |
|---|---|---|---|---|
| Neat | 10.34 | 132.74 | >98 | 14 |
| DS-40-10 | 24.46 | 5.24 | >99.9 | 30 |
| DS-40-14 | 15.86 | 4.64 | >99.9 | 30 |
| VW-10 | 28.60 | 5.13 | >99.9 | 30 |
| CP-30s | 26.68 | 4.42 | >99.9 | 30 |
| HP-75 °C-30 s | 25.81 | 4.37 | >99.9 | 30 |
| HP-85 °C-30 s | 15.24 | 4.27 | >99.9 | 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sallakhniknezhad, R.; Khorsi, M.; Niknejad, A.S.; Bazgir, S.; Kargari, A.; Sazegar, M.; Rasouli, M.; Chae, S. Enhancement of Physical Characteristics of Styrene–Acrylonitrile Nanofiber Membranes Using Various Post-Treatments for Membrane Distillation. Membranes 2021, 11, 969. https://doi.org/10.3390/membranes11120969
Sallakhniknezhad R, Khorsi M, Niknejad AS, Bazgir S, Kargari A, Sazegar M, Rasouli M, Chae S. Enhancement of Physical Characteristics of Styrene–Acrylonitrile Nanofiber Membranes Using Various Post-Treatments for Membrane Distillation. Membranes. 2021; 11(12):969. https://doi.org/10.3390/membranes11120969
Chicago/Turabian StyleSallakhniknezhad, Reza, Manijeh Khorsi, Ali Sallakh Niknejad, Saeed Bazgir, Ali Kargari, Mohsen Sazegar, Mohsen Rasouli, and Soryong Chae. 2021. "Enhancement of Physical Characteristics of Styrene–Acrylonitrile Nanofiber Membranes Using Various Post-Treatments for Membrane Distillation" Membranes 11, no. 12: 969. https://doi.org/10.3390/membranes11120969
APA StyleSallakhniknezhad, R., Khorsi, M., Niknejad, A. S., Bazgir, S., Kargari, A., Sazegar, M., Rasouli, M., & Chae, S. (2021). Enhancement of Physical Characteristics of Styrene–Acrylonitrile Nanofiber Membranes Using Various Post-Treatments for Membrane Distillation. Membranes, 11(12), 969. https://doi.org/10.3390/membranes11120969