
Effect of Impregnated Phenolic Resins on the Cellulose Membrane for Polymeric Insulator

 ,
,  and
and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Preparation of Cellulose Membrane (CM)
2.3. Preparation of PF Resin
2.4. Fabrication of PCM Materials
2.5. Chemical Characterizations
2.6. Thermal Characterizations
2.7. Water Absorption, Surface, and Electrical Characterizations of PCM Materials
3. Results and Discussion
3.1. Characterizations of PF Resin
3.2. Phenolic Uptake of PCM Materials
3.3. CP-MAS NMR Characterization of PCM Materials
3.4. Water Absorption of CM and PCM Materials
3.5. Thermal Properties of PCM Materials
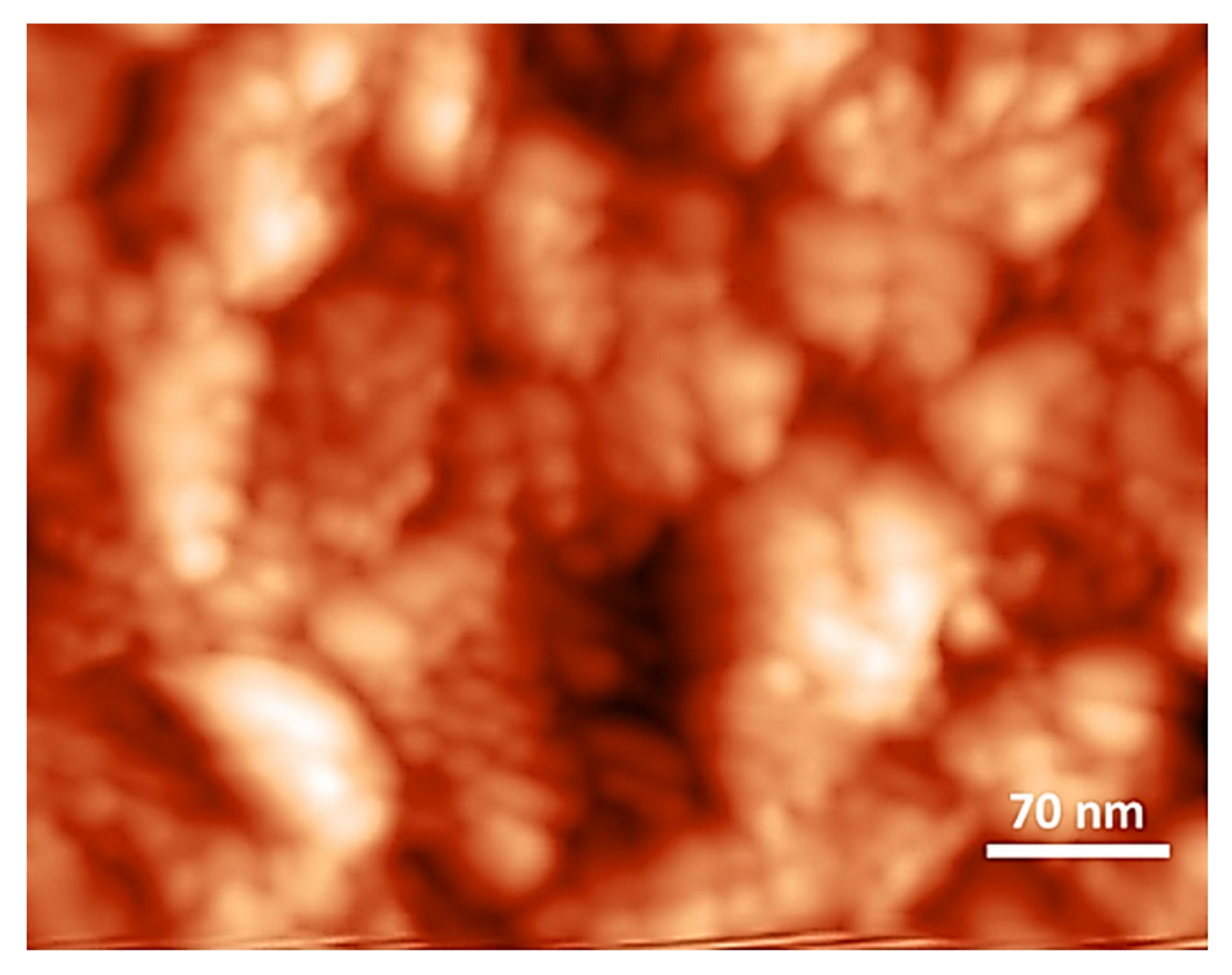
3.6. Surface Roughness of CM and PCM Materials
3.7. Electrical Analysis of the PCM Materials
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tefferi, M.; Li, Z.; Cao, Y.; Uehara, H.; Chen, Q. Novel EPR-insulated DC cables for future multi-terminal MVDC integration. IEEE Electr. Insul. Mag. 2019, 35, 20–27. [Google Scholar] [CrossRef]
- Du, B.; Su, J.; Tian, M.; Han, T.; Li, J. Understanding trap effects on electrical treeing phenomena in EPDM/POSS composites. Sci. Rep. 2018, 8, 8481. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Yin, C.; Li, J.; Yang, Y.; Chen, L.; Luo, Y.; Liu, Y.; He, C.; Fang, P. Electrochemical impedance study of water transportation in corona-aged silicone rubber: Effect of applied voltage. J. Mater. Sci. 2018, 53, 12871–12884. [Google Scholar] [CrossRef]
- Aslam, M.; Arbab, M.N.; Basit, A.; Haq, I.U.; Saher, S.; Khan, A.D.; Khattak, A.N. Improved insulation durability to improve transformer aging. Int. J. Emerg. Electr. Power Syst. 2020, 21, 173. [Google Scholar] [CrossRef]
- Nimanpure, S.; Hashmi, S.A.R.; Kfumar, R.; Naik, A. Bio-inspired low dielectric phenol formaldehyde laminates for electrical insulation applications. Polym. Compos. 2020, 41, 682–690. [Google Scholar] [CrossRef]
- Adekomaya, O.; Jamiru, T.; Sadiku, E.R.; Adediran, A.A. Sustainability of high temperature polymeric materials for electronic packaging applications. Int. J. Appl. Sci. Technol. 2018, 11, 217–224. [Google Scholar] [CrossRef]
- Wu, Y.; Xue, Y.; Qin, S.; Liu, D.; Wang, X.; Hu, X.; Li, J.; Wang, X.; Bando, Y.; Golberg, D.; et al. BN nanosheet/polymer films with highly anisotropic thermal conductivity for thermal management applications. ACS Appl. Mater. Interfaces 2017, 9, 43163–43170. [Google Scholar] [CrossRef]
- Ismail, N.H.; Mustapha, M. A review of thermoplastic elastomeric nanocomposites for high voltage insulation applications. Polym. Eng. Sci. 2018, 58 (Suppl. 1), E36–E63. [Google Scholar] [CrossRef]
- Contri, G.; Barra, G.M.O.; Ramoa, S.D.A.S.; Merlini, C.; Ecco, L.G.; Souza, F.S.; Spinelli, A. Epoxy coating based on montmorillonite-polypyrrole: Electrical properties and prospective application on corrosion protection of steel. Prog. Org. Coat. 2018, 114, 201–207. [Google Scholar] [CrossRef]
- Wang, B.; Lu, J.; Fang, Z.; Jiang, Z.; Hu, J. Development of antithunder composite insulator for distribution line. IEEJ Trans. Electr. Electron. Eng. 2020, 15, 100–107. [Google Scholar] [CrossRef]
- Prevost, T.A.; Oommen, T.V. Cellulose insulation in oil-filled power transformers: Part 1-History and development. IEEE Electr. Insul. Mag. 2006, 22, 28–35. [Google Scholar] [CrossRef]
- Huang, J.; Zhou, Y.; Dong, L.; Zhou, Z.; Zeng, X. Enhancing insulating performances of presspaper by introduction of nanofibrillated cellulose. Energies 2017, 10, 681. [Google Scholar] [CrossRef]
- Hollertz, R.; Wågberg, L.; Pitois, C. Effect of composition and morphology on the dielectric response of cellulose-based electrical insulation. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 2339–2348. [Google Scholar] [CrossRef]
- Brzyski, P.; Kosiński, P.; Skoratko, A.; Motacki, W. Thermal properties of cellulose fiber as insulation material in a loose state. AIP Conf. Proc. 2019, 2133, 020006. [Google Scholar] [CrossRef]
- Shukla, S.K.; Srivastava, K.; Srivastava, D. Studies on the thermal, mechanical and chemical resistance properties of natural resource derived polymers. Mater. Res. 2015, 18, 1217–1223. [Google Scholar] [CrossRef]
- Bouajila, J.; Raffin, G.; Alamercery, S.; Waton, H.; Sanglar, C.; Grenier-Loustalot, M.-F. Phenolic resins (IV). Thermal degradation of crosslinked resins in controlled atmospheres. Polym. Polym. Compos. 2003, 11, 345–357. [Google Scholar] [CrossRef]
- Cardona, F.; Sultan, M.T.B.H. Characterization of environmentally sustainable resole phenolic resins synthesized with plant-based. Bioresources 2015, 11, 19. [Google Scholar] [CrossRef] [Green Version]
- Monika, C.; Stabik, J.; Łazarczyk, M.A.D. Influence of graphite on electrical properties of polymeric composites. Arch. Mater. Sci. Eng. 2009, 37, 37–44. [Google Scholar]
- Pramono, A.E.; Rebet, I.; Zulfa, A. Electrical and mechanical properties of phenolic resin and Gigantochloa Apus carbon fiber composites. Int. J. Technol. 2017, 8, 920. [Google Scholar] [CrossRef] [Green Version]
- Amran, U.A.; Zakaria, S.; Chia, C.H.; Roslan, R.; Jaafar, S.N.S.; Salleh, K.M. Polyols and rigid polyurethane foams derived from liquefied lignocellulosic and cellulosic biomass. Cellulose 2019, 26, 3231–3246. [Google Scholar] [CrossRef]
- Roslan, R.; Zakaria, S.; Chia, C.H.; Boehm, R.; Laborie, M. Physico-mechanical properties of resol phenolic adhesives derived from liquefaction of oil palm empty fruit bunch fibre. Ind. Crops Prod. 2014, 62, 119–124. [Google Scholar] [CrossRef]
- Shukla, S.K.; Srisvastava, D.; Srivastava, K. Synthesis, spectral and thermal degradation kinetics of the epoxidized resole resin derived from Cardanol. Adv. Polym. Technol. 2014, 1, 1–8. [Google Scholar] [CrossRef]
- Amran, U.A.; Zakaria, S.; Chia, C.H. Epoxidized natural rubber toughened aqueous resole type liquefied EFB resin: Physical and chemical characterization. AIP Conf. Proc. 2015, 158, 158–162. [Google Scholar] [CrossRef]
- Poljanšek, I.; Krajnc, M. Characterization of Phenol-Formaldehyde Prepolymer Resins by in Line FT-IR Spectroscopy. 2005. Available online: http://acta-arhiv.chem-soc.si/52/52-3-238.pdf (accessed on 5 October 2017).
- Li, B.; Yuan, Z.; Schmidt, J.; Xu, C. New foaming formulations for production of bio-phenol formaldehyde foams using raw kraft lignin. Eur. Polym. J. 2019, 111, 1–10. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Kim, D.-J.; Kim, H.-J.; Hwang, T.-S.; Rafailovich, M.; Sokolov, J. Activation energy and curing behavior of resol- and novolac-type phenolic resins by differential scanning calorimetry and thermogravimetric analysis. J. Appl. Polym. Sci. 2003, 89, 2589–2596. [Google Scholar] [CrossRef]
- Ogata, M.; Kinjo, N.; Kawata, T. Effects of crosslinking on physical properties of phenol–formaldehyde novolac cured epoxy resins. J. Appl. Polym. Sci. 1993, 48, 583–601. [Google Scholar] [CrossRef]
- Maciel, G.E.; Chuang, I.S.; Gollob, L. Solid-state carbon-13 NMR study of resol-type phenol-formaldehyde resins. Macromolecules 1984, 17, 1081–1087. [Google Scholar] [CrossRef]
- Zakaria, Z.; Zakaria, S.; Roslan, R.; Chia, C.-H.; Jaafar, S.N.S.; Amran, U.; Gan, S. Physico-mechanical properties of glass fibre reinforced biophenolic elastomer composite. Sains Malays. 2018, 47, 2573–2580. [Google Scholar] [CrossRef]
- Hu, L.; Zhou, Y.; Zhang, M.; Liu, R. Characterization and properties of a lignosulfonate-based foam. Bioresources 2011, 7, 554–564. [Google Scholar] [CrossRef]
- Thébault, M.; Kandelbauer, A.; Zikulnig-Rusch, E.; Putz, R.; Jury, S.; Eicher, I. Impact of phenolic resin preparation on its properties and its penetration behavior in Kraft paper. Eur. Polym. J. 2018, 104, 90–98. [Google Scholar] [CrossRef]
- Sahin, H.T.; Arslan, M.B. A Study on physical and chemical properties of cellulose paper immersed in various solvent mixtures. Int. J. Mol. Sci. 2008, 9, 78. [Google Scholar] [CrossRef] [PubMed]
- Qing, Y.; Sabo, R.; Cai, Z.; Wu, Y. Resin impregnation of cellulose nanofibril films facilitated by water swelling. Cellulose 2013, 20, 303–313. [Google Scholar] [CrossRef]
- Hashim, S.N.A.S.; Norizan, B.; Baharin, K.W.; Zakaria, S.; Chia, C.H.; Potthast, A.; Schiehser, S.; Bacher, M.; Rosenau, T.; Jaafar, S.N.S. In-depth characterization of cellulosic pulps from oil palm empty fruit bunches and kenaf core, dissolution and preparation of cellulose membrane. Cell Chem. Technol. 2020, 54, 643–652. [Google Scholar] [CrossRef]
- Gao, W. 13C CP/MAS NMR analysis of cure characteristics of phenol formaldehyde resin in the presence of wood composite preservatives and wood: Effect of ammonium pentaborate and copper compounds. Iran. Polym. J. 2012, 21, 283–288. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Yano, H. The effect of fiber content on the mechanical and thermal expansion properties of biocomposites based on microfibrillated cellulose. Cellulose 2008, 15, 555–559. [Google Scholar] [CrossRef]
- Qing, Y.; Sabo, R.; Wu, Y.; Cai, J. High performance cellulose nanofibril ocmposite films. BioResources 2012, 7, 3064–3075. [Google Scholar] [CrossRef]
- Poletto, M. Thermal degradation and morphological aspects of four wood species used in lumber industry T. Rev. Árvore 2016, 40, 941–948. [Google Scholar] [CrossRef] [Green Version]
- Ciolacu, D.; Ciolacu, F.; Popa, V.I. Amorphous cellulose—Structure and characterization. Cell Chem. Technol. 2011, 45, 13–21. [Google Scholar]
- He, G.; Riedl, B. Curing kinetics of phenol formaldehyde resin and wood-resin interactions in the presence of wood substrates. Wood Sci. Technol. 2004, 38, 69–81. [Google Scholar] [CrossRef]
- Atta-Obeng, E.; Via, B.K.; Fasina, O.; Auad, M.L.; Jiang, W. Cellulose reinforcement of phenol formaldehyde: Characterization and chemometric elucidation. Int. J. Compos. Mater. 2013, 3, 61–68. [Google Scholar] [CrossRef]
- Alsalhy, Q.F. Hollow fiber ultrafiltration membranes prepared from blends of poly (vinyl chloride) and polystyrene. Desalination 2012, 294, 44–52. [Google Scholar] [CrossRef]
- Morsch, S.; Liu, Y.; Greensmith, P.; Lyon, S.B.; Gibbon, S.R. Molecularly controlled epoxy network nanostructures. Polymer 2017, 108, 146–153. [Google Scholar] [CrossRef]
- Das, D.; Bhunia, R.; Das, S.; Dey, R.; Hussain, S.; Ghosh, A.K.; Pal, A.K. CdS impregnated cellulose nanocrystals/PVDF composite flexible and freestanding films: Impedance spectroscopic studies. Polym. Eng. Sci. 2018, 58, 1419–1427. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | EFB Fibre (%) | LEFB (%) |
|---|---|---|
| Holocellulose | 70.4 | 25.0 |
| Lignin | 25.6 | 10.4 |
| Yield | - | 61.8 |
| Residue | - | 38.2 |
| PF Concentrations (wt.%) | Water Absorption (%) | |
|---|---|---|
| PCMD | PCMW | |
| Cellulose membrane (CM) | 175.1 ± 1.7 | |
| 5 | 61.8 ± 4.0 | 56.8 ± 0.6 |
| 10 | 43.8 ± 5.1 | 23.4 ± 3.0 |
| 15 | 45.9 ± 0.7 | 16.3 ± 1.4 |
| 20 | 43.1 ± 0.2 | 13.0 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Syed Hashim, S.N.A.; Zakaria, S.; Chia, C.H.; Zainuddin, Z.; Rosenau, T.; Syed Jaafar, S.N. Effect of Impregnated Phenolic Resins on the Cellulose Membrane for Polymeric Insulator. Membranes 2022, 12, 106. https://doi.org/10.3390/membranes12020106
Syed Hashim SNA, Zakaria S, Chia CH, Zainuddin Z, Rosenau T, Syed Jaafar SN. Effect of Impregnated Phenolic Resins on the Cellulose Membrane for Polymeric Insulator. Membranes. 2022; 12(2):106. https://doi.org/10.3390/membranes12020106
Chicago/Turabian StyleSyed Hashim, Sharifah Nurul Ain, Sarani Zakaria, Chin Hua Chia, Zalita Zainuddin, Thomas Rosenau, and Sharifah Nabihah Syed Jaafar. 2022. "Effect of Impregnated Phenolic Resins on the Cellulose Membrane for Polymeric Insulator" Membranes 12, no. 2: 106. https://doi.org/10.3390/membranes12020106
APA StyleSyed Hashim, S. N. A., Zakaria, S., Chia, C. H., Zainuddin, Z., Rosenau, T., & Syed Jaafar, S. N. (2022). Effect of Impregnated Phenolic Resins on the Cellulose Membrane for Polymeric Insulator. Membranes, 12(2), 106. https://doi.org/10.3390/membranes12020106