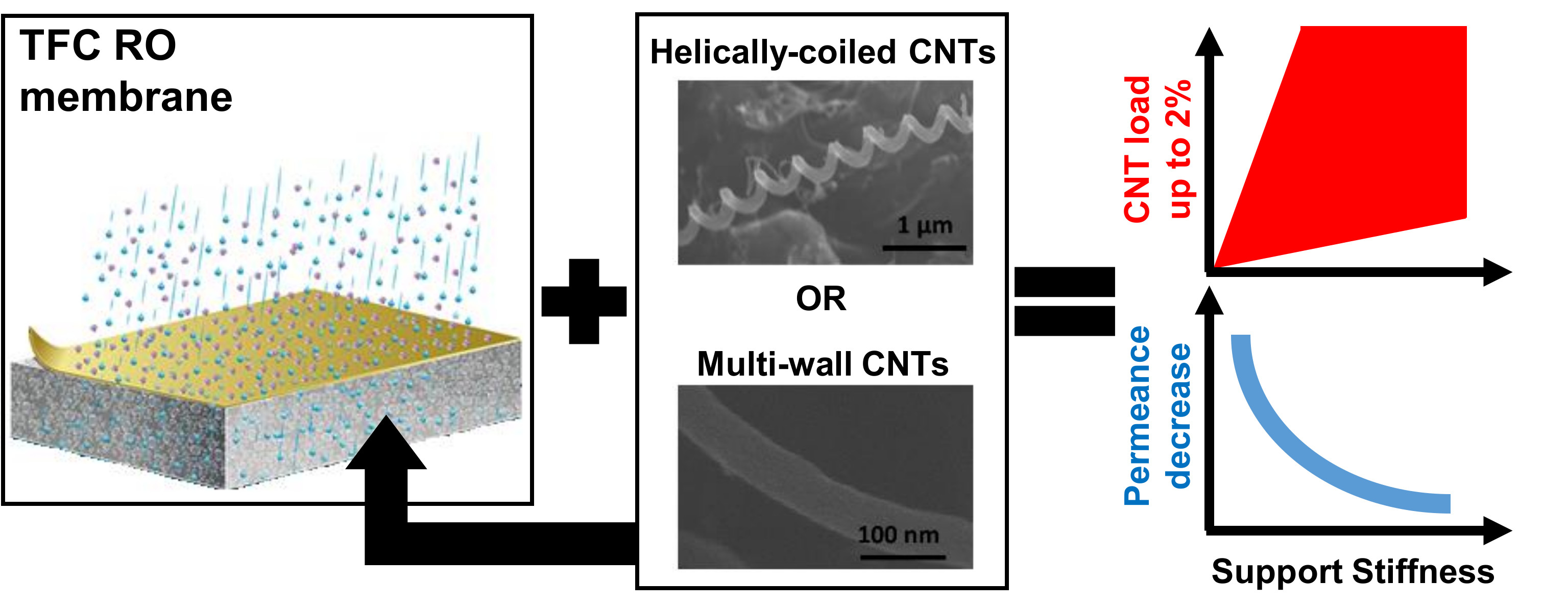
Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance

 , and
, and 
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Fabrication of TFC Membranes with Nanocomposite Supports
2.2.1. Casting Nanocomposite Supports with Carbon Nanotubes and Matrimid
2.2.2. Fabrication of Thin-Film Composite Membranes by Interfacial Polymerization
2.3. Materials Characterization
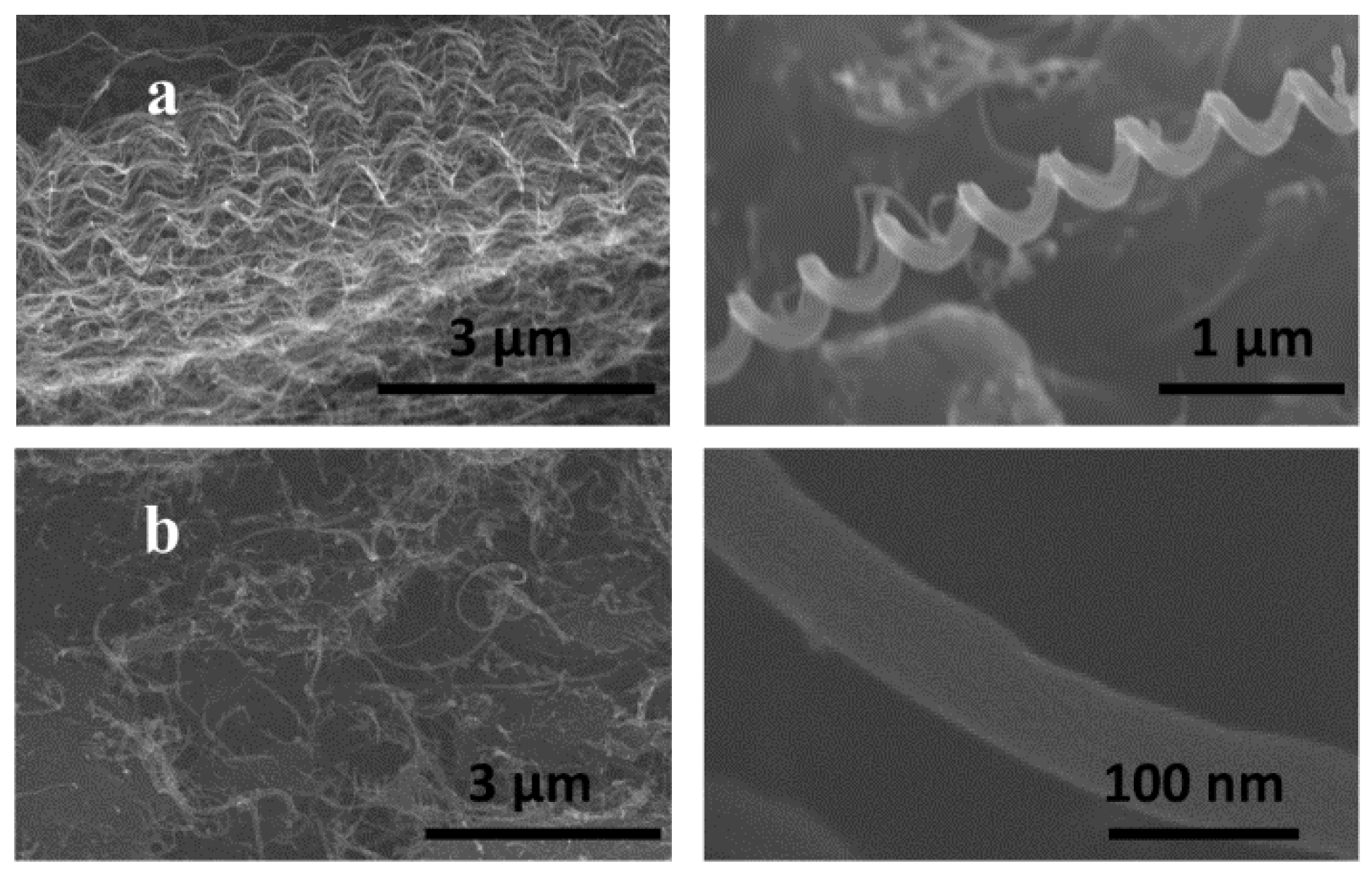
2.3.1. MWCNTs and HCNTs
2.3.2. Nanocomposite Supports and TFC Membranes
2.4. TFC Membrane Performance Testing
2.4.1. Nanocomposite Support Pure Water Permeance
2.4.2. Two-Stage Water Flux Measurements
3. Results and Discussion
3.1. CNTs Synthesis
3.2. Nanocomposite Support and TFC Membrane Characteristics
3.3. TFC Membrane Fabrication and Performance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chung, T.S.; Luo, L.; Wan, C.F.; Cui, Y.; Amy, G. What is next for forward osmosis (FO) and pressure retarded osmosis (PRO). Sep. Purif. Technol. 2015, 156, 856–860. [Google Scholar] [CrossRef]
- Elimelech, M.; Phillip, W. The future of seawater desalination: Energy, technology, and the environment. Science 2011, 333, 712–717. [Google Scholar] [CrossRef] [PubMed]
- Achilli, A.; Childress, A.E. Pressure retarded osmosis: From the vision of Sidney Loeb to the first prototype installation—Review. Desalination 2010, 261, 205–211. [Google Scholar] [CrossRef]
- Kim, J.; Park, M.; Shon, H.K.; Kim, J.H. Performance analysis of reverse osmosis, membrane distillation, and pressure-retarded osmosis hybrid processes. Desalination 2016, 380, 85–92. [Google Scholar] [CrossRef]
- Logan, B.E.; Elimelech, M. Membrane-based processes for sustainable power generation using water. Nature 2012, 488, 313–319. [Google Scholar] [CrossRef] [PubMed]
- Paul, M.; Jons, S.D. Chemistry and fabrication of polymeric nanofiltration membranes: A review. Polymer 2016, 103, 417–456. [Google Scholar] [CrossRef]
- Geise, G.M.; Paul, D.R.; Freeman, B.D. Fundamental water and salt transport properties of polymeric materials. Prog. Polym. Sci. 2014, 39, 1–24. [Google Scholar] [CrossRef]
- Tiraferri, A.; Yip, N.Y.; Straub, A.P.; Castrillon, S.Ro.; Elimelech, M. A method for the simultaneous determination of transport and structural parameters of forward osmosis membranes. J. Memb. Sci. 2013, 444, 523–538. [Google Scholar] [CrossRef]
- Xu, G.R.; Wang, J.N.; Li, C.J. Strategies for improving the performance of the polyamide thin film composite (PA-TFC) reverse osmosis (RO) membranes: Surface modifications and nanoparticles incorporations. Desalination 2013, 328, 83–100. [Google Scholar] [CrossRef]
- Ismail, A.F.; Padaki, M.; Hilal, N.; Matsuura, T.; Lau, W.J. Thin film composite membrane—Recent development and future potential. Desalination 2015, 356, 140–148. [Google Scholar] [CrossRef]
- Manawi, Y.; Kochkodan, V.; Hussein, M.A.; Khaleel, M.A.; Khraisheh, M.; Hilal, N. Can carbon-based nanomaterials revolutionize membrane fabrication for water treatment and desalination? Desalination 2016, 391, 69–88. [Google Scholar] [CrossRef]
- Alberto, M.; Bhavsar, R.; Luque-Alled, J.M.; Prestat, E.; Gao, L.; Budd, P.M.; Vijayaraghavan, A.; Szekely, G.; Holmes, S.M.; Gorgojo, P. Study on the formation of thin film nanocomposite (TFN) membranes of polymers of intrinsic microporosity and graphene-like fillers: Effect of lateral flake size and chemical functionalization. J. Memb. Sci. 2018, 565, 390–401. [Google Scholar] [CrossRef]
- Lai, G.S.; Lau, W.J.; Goh, P.S.; Ismail, A.F.; Tan, Y.H.; Chong, C.Y.; Krause-Rehberg, R.; Awad, S. Tailor-made thin film nanocomposite membrane incorporated with graphene oxide using novel interfacial polymerization technique for enhanced water separation. Chem. Eng. J. 2018, 344, 524–534. [Google Scholar] [CrossRef]
- Lee, J.; Jang, J.H.; Chae, H.-R.; Lee, S.H.; Lee, C.-H.; Park, P.-K.; Won, Y.-J.; Kim, I.-C. A facile route to enhance the water flux of a thin-film composite reverse osmosis membrane: Incorporating thickness-controlled graphene oxide into a highly porous support layer. J. Mater. Chem. A 2015, 3, 22053–22060. [Google Scholar] [CrossRef]
- Zhao, H.; Qiu, S.; Wu, L.; Zhang, L.; Chen, H.; Gao, C. Improving the performance of polyamide reverse osmosis membrane by incorporation of modified multi-walled carbon nanotubes. J. Memb. Sci. 2014, 450, 249–256. [Google Scholar] [CrossRef]
- Son, M.; Choi, H.g.; Liu, L.; Celik, E.; Park, H.; Choi, H. Efficacy of carbon nanotube positioning in the polyethersulfone support layer on the performance of thin-film composite membrane for desalination. Chem. Eng. J. 2015, 266, 376–384. [Google Scholar] [CrossRef]
- Son, M.; Park, H.; Liu, L.; Choi, H.; Kim, J.H.; Choi, H. Thin-film nanocomposite membrane with CNT positioning in support layer for energy harvesting from saline water. Chem. Eng. J. 2016, 284, 68–77. [Google Scholar] [CrossRef]
- Kim, E.S.; Hwang, G.; El-Din, M.G.; Liu, Y. Development of nanosilver and multi-walled carbon nanotubes thin-film nanocomposite membrane for enhanced water treatment. J. Memb. Sci. 2012, 394–395, 37–48. [Google Scholar] [CrossRef]
- Song, X.; Wang, L.; Tang, C.Y.; Wang, Z.; Gao, C. Fabrication of carbon nanotubes incorporated double-skinned thin film nanocomposite membranes for enhanced separation performance and antifouling capability in forward osmosis process. Desalination 2015, 369, 1–9. [Google Scholar] [CrossRef]
- Lee, J.; Ye, Y.; Ward, A.J.; Zhou, C.; Chen, V.; Minett, A.I.; Lee, S.; Liu, Z.; Chae, S.R.; Shi, J. High flux and high selectivity carbon nanotube composite membranes for natural organic matter removal. Sep. Purif. Technol. 2016, 163, 109–119. [Google Scholar] [CrossRef]
- Shawky, H.; Chae, S.R.; Lin, S.; Wiesner, M.R. Synthesis and characterization of a carbon nanotube/polymer nanocomposite membrane for water treatment. Desalination 2011, 272, 46–50. [Google Scholar] [CrossRef]
- Wang, K.; Abdalla, A.A.; Khaleel, M.A.; Hilal, N.; Khraisheh, M.K. Mechanical properties of water desalination and wastewater treatment membranes. Desalination 2017, 401, 190–205. [Google Scholar] [CrossRef]
- Arash, B.; Wang, Q.; Varadan, V.K. Mechanical properties of carbon nanotube/polymer composites. Sci. Rep. 2014, 4, 6479. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Coleman, J.N.; Khan, U.; Blau, W.J.; Gun’ko, Y.K. Small but strong: A review of the mechanical properties of carbon nanotube—Polymer composites. Carbon 2006, 44, 1624–1652. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Rafiee, R. A review of the mechanical properties of isolated carbon nanotubes and carbon nanotube composites. Mech. Compos. Mater. 2010, 46, 155–172. [Google Scholar] [CrossRef]
- Yu, M.-F. Fundamental mechanical properties of carbon nanotubes: Current understanding and the related experimental studies. J. Eng. Mater. Technol. 2004, 126, 271–278. [Google Scholar] [CrossRef]
- Cao, A.; Dickrell, P.L.; Sawyer, W.G.; Ghasemi-Nejhad, M.N.; Ajayan, P.M. Super-compressible foamlike carbon nanotube films. Science 2005, 310, 1307–1310. [Google Scholar] [CrossRef] [PubMed]
- Daraio, C.; Nesterenko, V.F.; Jin, S.; Wang, W.; Rao, A.M. Impact response by a foamlike forest of coiled carbon nanotubes. J. Appl. Phys. 2006, 100, 64309. [Google Scholar] [CrossRef] [Green Version]
- Han, G.; Zhang, S.; Li, X.; Chung, T.S. High performance thin film composite pressure retarded osmosis (PRO) membranes for renewable salinity-gradient energy generation. J. Memb. Sci. 2013, 440, 108–121. [Google Scholar] [CrossRef]
- Pendergast, M.T.M.; Nygaard, J.M.; Ghosh, A.K.; Hoek, E.M.V. Using nanocomposite materials technology to understand and control reverse osmosis membrane compaction. Desalination 2010, 261, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Askeland, D.R.; Wright, W.J. Essentials of Materials Science and Engineering; Cengage Learning: Boston, MA, USA, 2013. [Google Scholar]
- Lind, M.L.; Suk, D.E.; Nguyen, T.V.; Hoek, E.M.V. Tailoring the structure of thin film nanocomposite membranes to achieve seawater RO membrane performance. Environ. Sci. Technol. 2010, 44, 8230–8235. [Google Scholar] [CrossRef] [PubMed]
- ASTM International. ASTM D882: Standard Test Method for Tensile Properties of Thin Plastic Sheeting; ASTM Standard; ASTM: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Idarraga-Mora, J.A.; Ladner, D.A.; Husson, S.M. Thin-film composite membranes on polyester woven mesh with variable opening size for pressure-retarded osmosis. J. Memb. Sci. 2018, 549, 251–259. [Google Scholar] [CrossRef]
- Pendergast, M.T.M.; Ghosh, A.K.; Hoek, E.M.V. Separation performance and interfacial properties of nanocomposite reverse osmosis membranes. Desalination 2013, 308, 180–185. [Google Scholar] [CrossRef]
- Guillen, G.R.; Ramon, G.Z.; Kavehpour, H.P.; Kaner, R.B.; Hoek, E.M.V. Direct microscopic observation of membrane formation by nonsolvent induced phase separation. J. Memb. Sci. 2013, 431, 212–220. [Google Scholar] [CrossRef]
- Husain, S.; Koros, W.J. Macrovoids in Hybrid Organic/Inorganic Hollow Fiber Membranes. Ind. Eng. Chem. Res. 2009, 48, 2372–2379. [Google Scholar] [CrossRef]
- Wang, Y.; Ou, R.; Ge, Q.; Wang, H.; Xu, T. Preparation of polyethersulfone/carbon nanotube substrate for high-performance forward osmosis membrane. Desalination 2013, 330, 70–78. [Google Scholar] [CrossRef]
- Sedláková, Z.; Clarizia, G.; Bernardo, P.; Jansen, J.C.; Slobodian, P.; Svoboda, P.; Kárászová, M.; Friess, K.; Izak, P. Carbon nanotube- and carbon fiber-reinforcement of ethylene-octene copolymer membranes for gas and vapor separation. Membranes 2014, 4, 20–39. [Google Scholar] [CrossRef] [PubMed]
- Volodin, A.; Ahlskog, M.; Seynaeve, E.; van Haesendonck, C.; Fonseca, A.; Nagy, J.B. Imaging the elastic properties of coiled carbon nanotubes with atomic force microscopy. Phys. Rev. Lett. 2000, 84, 3342–3345. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.Y.; Kwon, Y.N.; Leckie, J.O. Effect of membrane chemistry and coating layer on physiochemical properties of thin film composite polyamide RO and NF membranes. I. FTIR and XPS characterization of polyamide and coating layer chemistry. Desalination 2009, 242, 149–167. [Google Scholar] [CrossRef]
- Smirnov, S.; Vlassiouk, I.; Takmakov, P.; Rios, F. Water Confinement in Hydrophobic Nanopores. Pressure-Induced Wetting and Drying. ACS Nano 2010, 4, 5069–5075. [Google Scholar] [CrossRef] [PubMed]
- Yip, N.Y.; Tiraferri, A.; Phillip, W.A.; Schiffman, J.D.; Hoover, L.A.; Kim, Y.C.; Elimelech, M. Thin-film composite pressure retarded osmosis membranes for sustainable power generation from salinity gradients. Environ. Sci. Technol. 2011, 45, 4360–4369. [Google Scholar] [CrossRef] [PubMed]
- Lonsdale, H.K.; Riley, R.L.; Lyons, C.R.; Carosella, D.P. Transport in Composite Reverse Osmosis Membranes. In Membrane Processes in Industry and Biomedicine; Springer: Boston, MA, USA, 1971; pp. 101–122. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Support | Thickness (µm) | Porosity (%) | Contact Angle (°) | Pure Water Permeance (LMH·bar–1) |
|---|---|---|---|---|
| Matrimid | 72 ± 5 | 56 ± 6 | 81 ± 1 | 208 ± 33 |
| MWCNTs 0.5 | 115 ± 2 | 76 ± 2 | 78 ± 6 | 217 ± 41 |
| MWCNTs 1.0 | 74 ± 8 | 69 ± 4 | 84 ± 2 | 220 ± 23 |
| MWCNTs 2.0 | 84 ± 4 | 72 ± 4 | 86 ± 4 | 266 ± 25 |
| HCNTs 0.5 | 93 ± 4 | 74 ± 1 | 78 ± 6 | 228 ± 97 |
| HCNTs 1.0 | 94 ± 12 | 74 ± 1 | 78 ± 4 | 379 ± 199 |
| HCNTs 2.0 | 99 ± 15 | 74 ± 2 | 77 ± 4 | 136 ± 48 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Idarraga-Mora, J.A.; Childress, A.S.; Friedel, P.S.; Ladner, D.A.; Rao, A.M.; Husson, S.M. Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance. Membranes 2018, 8, 111. https://doi.org/10.3390/membranes8040111
Idarraga-Mora JA, Childress AS, Friedel PS, Ladner DA, Rao AM, Husson SM. Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance. Membranes. 2018; 8(4):111. https://doi.org/10.3390/membranes8040111
Chicago/Turabian StyleIdarraga-Mora, Jaime A., Anthony S. Childress, Parker S. Friedel, David A. Ladner, Apparao M. Rao, and Scott M. Husson. 2018. "Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance" Membranes 8, no. 4: 111. https://doi.org/10.3390/membranes8040111
APA StyleIdarraga-Mora, J. A., Childress, A. S., Friedel, P. S., Ladner, D. A., Rao, A. M., & Husson, S. M. (2018). Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance. Membranes, 8(4), 111. https://doi.org/10.3390/membranes8040111