Synthesis and Optimization of Chitosan Ceramic-Supported Membranes in Pervaporation Ethanol Dehydration



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ceramic Support Preparation
2.3. Membrane Preparation
2.4. Membrane Characterization
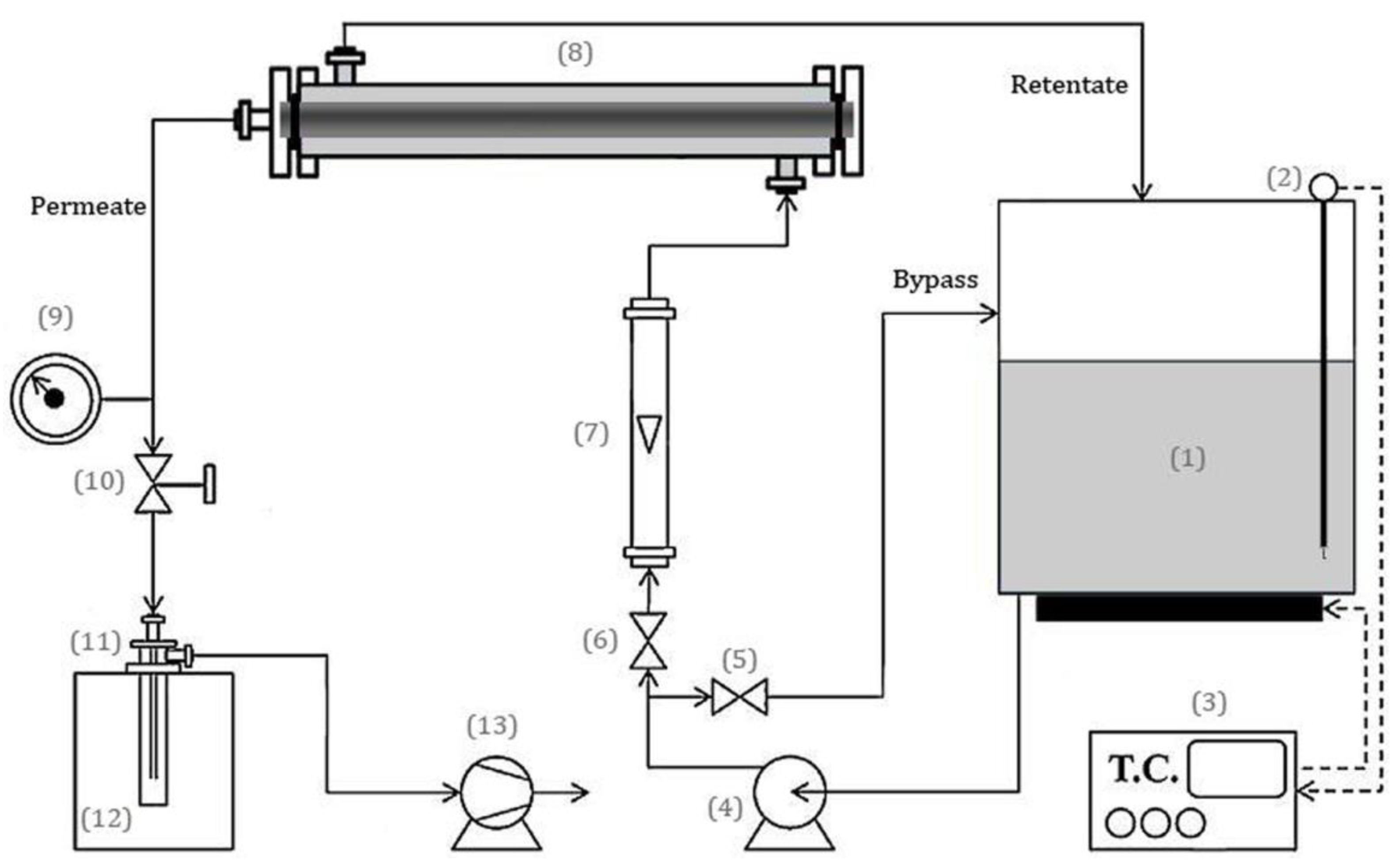
2.5. Pervaporation
3. Results and Discussion
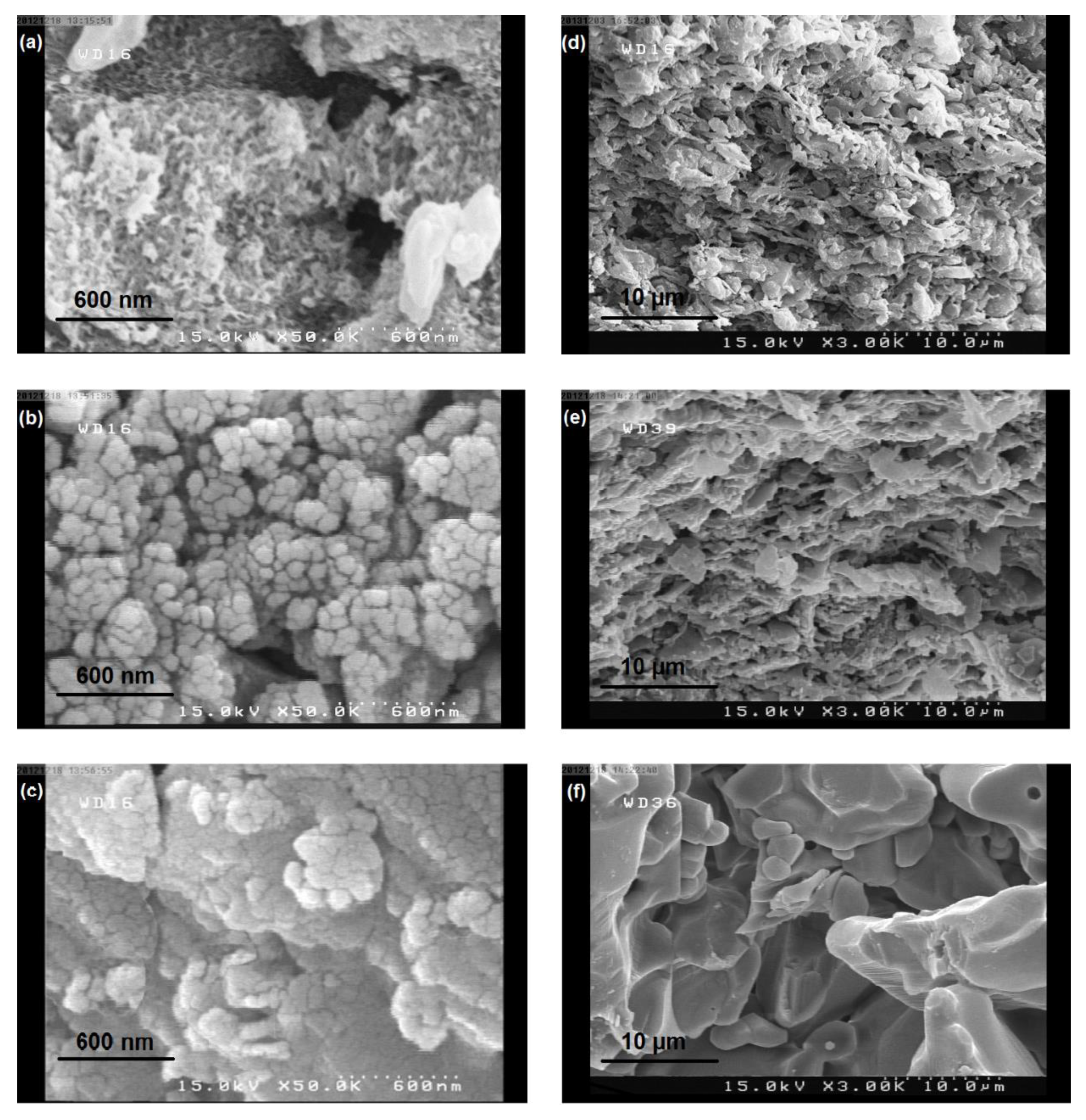
3.1. Ceramic Supports Characterization
3.2. Membrane Characterization
3.3. Pervaporation Experiments
3.3.1. The Effect of Ceramic Supports on the Performance of Membranes
3.3.2. The Effect of Chitosan Solution Concentration on Membrane Performance
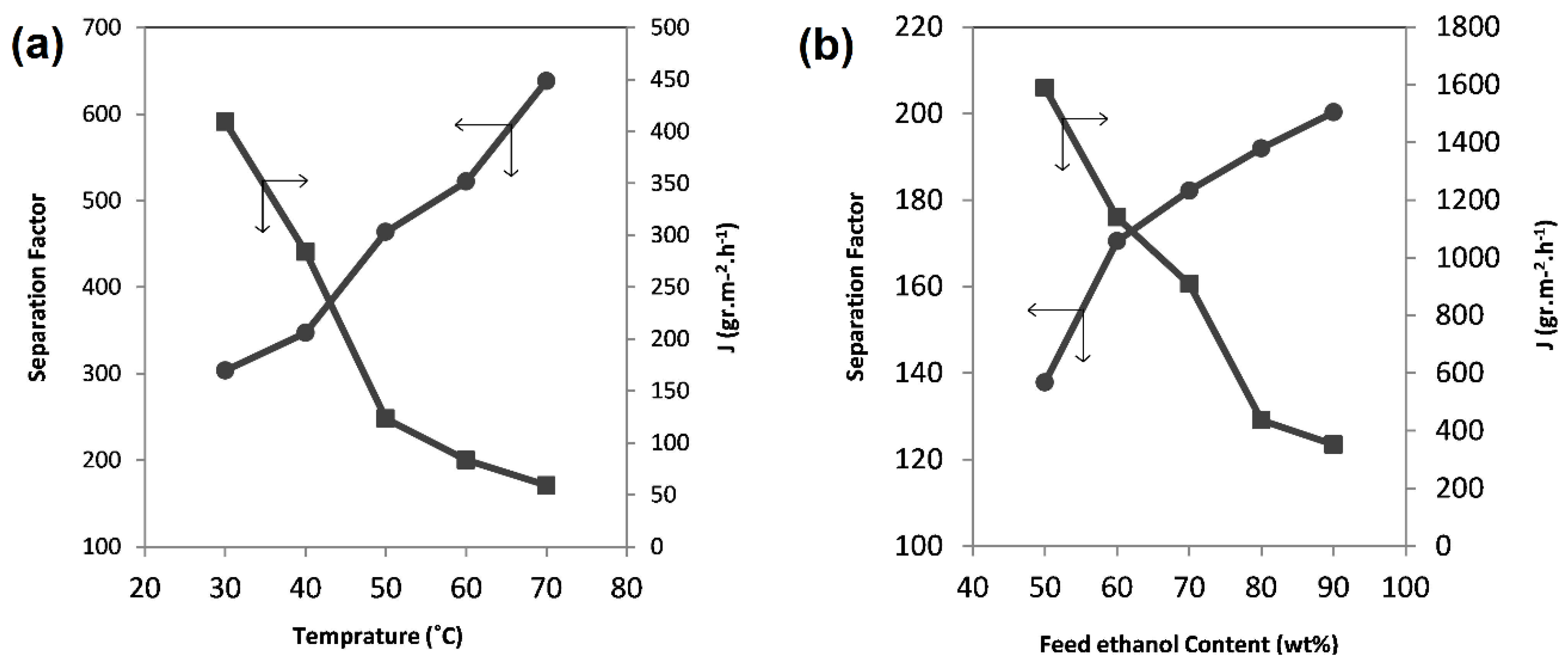
3.3.3. The Effect of Feed Temperature on Membrane Performance
3.3.4. The Effect of Feed Concentration on Membrane Performance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Smitha, B.; Suhanya, D.; Sridhar, S.; Ramakrishna, M. Separation of organic–organic mixtures by pervaporation—A review. J. Membr. Sci. 2004, 241, 1–21. [Google Scholar] [CrossRef]
- Shao, P.; Huang, R.Y.M. Polymeric membrane pervaporation. J. Membr. Sci. 2007, 287, 162–179. [Google Scholar] [CrossRef]
- Li, C.-L.; Huang, S.-H.; Hung, W.-S.; Kao, S.-T.; Wang, D.-M.; Jean, Y.C.; Lee, K.-R.; Lai, J.-Y. Study on the influence of the free volume of hybrid membrane on pervaporation performance by positron annihilation spectroscopy. J. Membr. Sci. 2008, 313, 68–74. [Google Scholar] [CrossRef]
- Jiang, L.Y.; Wang, Y.; Chung, T.-S.; Qiao, X.Y.; Lai, J.-Y. Polyimides membranes for pervaporation and biofuels separation. Prog. Polym. Sci. 2009, 34, 1135–1160. [Google Scholar] [CrossRef]
- Dogan, H.; Durmaz Hilmioglu, N. Chitosan coated zeolite filled regenerated cellulose membrane for dehydration of ethylene glycol/water mixtures by pervaporation. Desalination 2010, 258, 120–127. [Google Scholar] [CrossRef]
- Chapman, P.D.; Oliveira, T.; Livingston, A.G.; Li, K. Membranes for the dehydration of solvents by pervaporation. J. Membr. Sci. 2008, 318, 5–37. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, T.; Nguyen, Q.T.; Zhang, Y.; Ping, Z. A novel hydrophilic polymer-ceramic composite membrane 1: Acrylic acid grafting membrane. J. Membr. Sci. 2008, 312, 15–22. [Google Scholar] [CrossRef]
- Huang, R.Y.M.; Pal, R.; Moon, G.Y. Pervaporation dehydration of aqueous ethanol and isopropanol mixtures through alginate/chitosan two ply composite membranes supported by poly(vinylidene fluoride) porous membrane. J. Membr. Sci. 2000, 167, 275–289. [Google Scholar] [CrossRef]
- Le, N.L.; Wang, Y.; Chung, T.-S. Synthesis, cross-linking modifications of 6FDA-NDA/DABA polyimide membranes for ethanol dehydration via pervaporation. J. Membr. Sci. 2012, 415–416, 109–121. [Google Scholar] [CrossRef]
- Qiu, W.; Kosuri, M.; Zhou, F.; Koros, W.J. Dehydration of ethanol–water mixtures using asymmetric hollow fiber membranes from commercial polyimides. J. Membr. Sci. 2009, 327, 96–103. [Google Scholar] [CrossRef]
- Huang, R.Y.M.; Pal, R.; Moon, G.Y. Crosslinked chitosan composite membrane for the pervaporation dehydration of alcohol mixtures and enhancement of structural stability of chitosan/polysulfone composite membranes. J. Membr. Sci. 1999, 160, 17–30. [Google Scholar] [CrossRef]
- Chen, X.; Yang, H.; Gu, Z.; Shao, Z. Preparation and Characterization of HY Zeolite-Filled Chitosan Membranes for Pervaporation Separation. J. Appl. Polym. Sci. 2001, 79, 1144–1149. [Google Scholar] [CrossRef]
- Zielińska, K.; Kujawski, W.; Chostenko, A.G. Chitosan hydrogel membranes for pervaporative dehydration of alcohols. Sep. Purif. Technol. 2011, 83, 114–120. [Google Scholar] [CrossRef]
- Svang-Ariyaskul, A.; Huang, R.Y.M.; Douglas, P.L.; Pal, R.; Feng, X.; Chen, P.; Liu, L. Blended chitosan and polyvinyl alcohol membranes for the pervaporation dehydration of isopropanol. J. Membr. Sci. 2006, 280, 815–823. [Google Scholar] [CrossRef]
- Li, Q.; Yu, P.; Zhu, T.; Zhang, L.; Li, Q.; Luo, Y. Pervaporation performance of crosslinked PVA and chitosan membranes for dehydration of caprolactam solution. Desalin. Water Treat. 2010, 16, 304–312. [Google Scholar] [CrossRef]
- Hyder, M.N.; Chen, P. Pervaporation dehydration of ethylene glycol with chitosan–poly(vinyl alcohol) blend membranes: Effect of CS–PVA blending ratios. J. Membr. Sci. 2009, 340, 171–180. [Google Scholar] [CrossRef]
- Kanti, P.; Srigowri, K.; Madhuri, J.; Smitha, B.; Sridhar, S. Dehydration of ethanol through blend membranes of chitosan and sodium alginate by pervaporation. Sep. Purif. Technol. 2004, 40, 259–266. [Google Scholar] [CrossRef]
- Sajjan, A.M.; Jeevan Kumar, B.K.; Kittur, A.A.; Kariduraganavar, M.Y. Novel approach for the development of pervaporation membranes using sodium alginate and chitosan-wrapped multiwalled carbon nanotubes for the dehydration of isopropanol. J. Membr. Sci. 2013, 425–426, 77–88. [Google Scholar] [CrossRef]
- Chanachai, A.; Jiraratananon, R.; Uttapap, D.; Moon, G.Y.; Anderson, W.A.; Huang, R.Y.M. Pervaporation with chitosan/hydroxyethylcellulose (CS/HEC) blended membranes. J. Membr. Sci. 2000, 166, 271–280. [Google Scholar] [CrossRef]
- Jiraratananon, R.; Chanachai, A.; Huang, R.Y.M.; Uttapap, D. Pervaporation dehydration of ethanol–water mixtures with chitosan/hydroxyethylcellulose (CS/HEC) composite membranes: I. Effect of operating conditions. J. Membr. Sci. 2002, 195, 143–151. [Google Scholar] [CrossRef]
- Smitha, B.; Dhanuja, G.; Sridhar, S. Dehydration of 1,4-dioxane by pervaporation using modified blend membranes of chitosan and nylon 66. Carbohydr. Polym. 2006, 66, 463–472. [Google Scholar] [CrossRef]
- Sunitha, K.; Satyanarayana, S.V.; Sridhar, S. Phosphorylated Chitosan Membranes for the Separation of Ethanol–water Mixtures by Pervaporation. Carbohydr. Polym. 2012, 87, 1569–1574. [Google Scholar] [CrossRef]
- Chen, J.H.; Liu, Q.L.; Zhang, X.H.; Zhang, Q.G. Pervaporation and characterization of chitosan membranes cross-linked by 3-aminopropyltriethoxysilane. J. Membr. Sci. 2007, 292, 125–132. [Google Scholar] [CrossRef]
- Chao, A.-C. Preparation of porous chitosan/GPTMS hybrid membrane and its application in affinity sorption for tyrosinase purification with Agaricus bisporus. J. Membr. Sci. 2008, 311, 306–318. [Google Scholar] [CrossRef]
- Sun, H.; Lu, L.; Chen, X.; Jiang, Z. Pervaporation dehydration of aqueous ethanol solution using H-ZSM-5 filled chitosan membranes. Sep. Purif. Technol. 2008, 58, 429–436. [Google Scholar] [CrossRef]
- Qiu, S.; Wu, L.; Shi, G.; Zhang, L.; Chen, H.; Gao, C. Preparation and Pervaporation Property of Chitosan Membrane with Functionalized Multiwalled Carbon Nanotubes. Ind. Eng. Chem. Res. 2010, 49, 11667–11675. [Google Scholar] [CrossRef]
- Chen, J.H.; Liu, Q.L.; Zhu, A.M.; Zhang, Q.G.; Fang, J. Pervaporation separation of MeOH/DMC mixtures using STA/CS hybrid membranes. J. Membr. Sci. 2008, 315, 74–81. [Google Scholar] [CrossRef]
- Yang, D.; Li, J.; Jiang, Z.; Lu, L.; Chen, X. Chitosan/TiO2 nanocomposite pervaporation membranes for ethanol dehydration. Chem. Eng. Sci. 2009, 64, 3130–3137. [Google Scholar] [CrossRef]
- Yoshida, W.; Cohen, Y. Ceramic-supported polymer membranes for pervaporation of binary organic/organic mixtures. J. Membr. Sci. 2003, 213, 145–157. [Google Scholar] [CrossRef]
- Peters, T.A.; Benes, N.E.; Keurentjes, J.T.F. Hybrid ceramic-supported thin PVA pervaporation membranes: Long-term performance and thermal stability in the dehydration of alcohols. J. Membr. Sci. 2008, 311, 7–11. [Google Scholar] [CrossRef]
- Zhu, Y.; Xia, S.; Liu, G.; Jin, W. Preparation of ceramic-supported poly(vinyl alcohol)–chitosan composite membranes and their applications in pervaporation dehydration of organic/water mixtures. J. Membr. Sci. 2010, 349, 341–348. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, H.; Chang, R.; Li, L. Synthesis and characterization of high performance NaA zeolite-polyimide composite membranes on a ceramic hollow fiber by dip-coating deposition. Desalination 2011, 273, 343–351. [Google Scholar] [CrossRef]
- Moaddeb, M.; Koros, W.J. Effects of colloidal silica incorporation on oxygen/nitrogen separation properties of ceramic-supported 6FDA-IPDA thin films. J. Membr. Sci. 1996, 111, 283–290. [Google Scholar] [CrossRef]
- Nandi, B.K.; Uppaluri, R.; Purkait, M.K. Effects of dip coating parameters on the morphology and transport properties of cellulose acetate–ceramic composite membranes. J. Membr. Sci. 2009, 330, 246–258. [Google Scholar] [CrossRef]
- Issaoui, M.; Limousy, L. Low-Cost Ceramic Membranes: Synthesis, Classifications, and Applications. C. R. Chim. 2018, in press. [Google Scholar] [CrossRef]
- Abbasi, M.; Mirfendereski, M.; Nikbakht, M.; Golshenas, M.; Mohammadi, T. Performance study of mullite and mullite–alumina ceramic MF membranes for oily wastewaters treatment. Desalination 2010, 259, 169–178. [Google Scholar] [CrossRef]
- Samei, M.; Mohammadi, T.; Asadi, A.A. Tubular composite PVA ceramic supported membrane for bio-ethanol production. Chem. Eng. Res. Des. 2013, 91, 2703–2712. [Google Scholar] [CrossRef]
- Razavi, S.; Sabetghadam, A.; Mohammadi, T. Dehydration of isopropanol by PVA–APTEOS/TEOS nanocomposite membranes. Chem. Eng. Res. Des. 2011, 89, 148–155. [Google Scholar] [CrossRef]
- Rokhati, N.; Istirokhatun, T.; Muhamad, A. Layer by Layer Composite Membranes of Alginate-Chitosan Cross-Linked by Glutaraldehyde in Pervaporation-Dehydration of Ethanol. Int. J. Renew. Energy Dev. 2016, 5, 101–106. [Google Scholar]
- Zhang, X.; Wang, M.; Ji, C.-H.; Xu, X.-R.; Ma, X.-H.; Xu, Z.-L. Multilayer Assembled CS-PSS/Ceramic Hollow Fiber Membranes for Pervaporation Dehydration. Sep. Purif. Technol. 2018, 203, 84–92. [Google Scholar] [CrossRef]
- Dubey, V.; Pandey, L.K.; Saxena, C. Pervaporative Separation of Ethanol/Water Azeotrope Using a Novel Chitosan-Impregnated Bacterial Cellulose Membrane and Chitosan–poly(Vinyl Alcohol) Blends. J. Membr. Sci. 2005, 251, 131–136. [Google Scholar] [CrossRef]
- Li, B.-B.; Xu, Z.-L.; Alsalhy Qusay, F.; Li, R. Chitosan-Poly (Vinyl Alcohol)/Poly (Acrylonitrile) (CS–PVA/PAN) Composite Pervaporation Membranes for the Separation of Ethanol–water Solutions. Desalination 2006, 193, 171–181. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, M.; Wu, H.; Yin, X.; Chen, J.; Jiang, Z. Mussel-Inspired Fabrication of Structurally Stable Chitosan/Polyacrylonitrile Composite Membrane for Pervaporation Dehydration. J. Membr. Sci. 2010, 348, 150–159. [Google Scholar] [CrossRef]
- Zhang, W.; Li, G.; Fang, Y.; Wang, X. Maleic Anhydride Surface-Modification of Crosslinked Chitosan Membrane and Its Pervaporation Performance. J. Membr. Sci. 2007, 295, 130–138. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, M.; Lu, L.; Yin, X.; Chen, J.; Jiang, Z. Intensifying Esterification Reaction between Lactic Acid and Ethanol by Pervaporation Dehydration Using Chitosan–TEOS Hybrid Membranes. Chem. Eng. J. 2009, 155, 800–809. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Percentage | Phases | Percentage | Mesh | Percentage |
|---|---|---|---|---|---|
| SiO2 | 61–62 | Kaolinite | 64.00 | <32 μ | 100 |
| TiO2 | 0.40 | Calcite | 2.40 | <20 μ | 99 |
| Al2O3 | 24–25 | Quartz | 27.00 | <2 μ | 45 |
| Fe2O3 | 0.45–0.65 | Feld spar | 6.60 | ||
| K2O | 0.40 | Total | 100 | ||
| Na2O | 0.50 | ||||
| L.O.I | 9.5–10 | ||||
| Total | 100 |
| Components | Percentage | Properties | Value |
|---|---|---|---|
| Al2O3 | 99.6 | Specific Gravity | 3.9 |
| Na2O | 0.35 | Average Particle Size (µm) | 1 |
| SiO2 | 0.03 | Specific Area (m2/g) | 6 |
| Fe2O3 | 0.03 | Bulk Density (g/cc) | 0.82 |
| TiO2 | 0.006 | ||
| L.O.I | 0.07 | ||
| Total | 100 | ||
| Sample | Ceramic Support | Chitosan Concentration (wt.%) | Permeation Flux (g·m−2·h−1) | Separation Factor | PSI (kg·m−2·h−1) |
|---|---|---|---|---|---|
| S1 | mullite | 2 | 253.0 | 25.6 | 6.2 |
| S2 | mullite-alumina | 2 | 269.3 | 55.3 | 14.6 |
| S3 | α-alumina | 2 | 582.1 | 91 | 52.4 |
| S4 | mullite | 3 | 186.1 | 72.8 | 13.4 |
| S5 | mullite-alumina | 3 | 220.4 | 103.5 | 22.6 |
| S6 | α-alumina | 3 | 351.7 | 200.3 | 70.1 |
| S7 | mullite | 4 | 159.2 | 83.8 | 13.2 |
| S8 | mullite-alumina | 4 | 183.7 | 119.6 | 21.8 |
| S9 | α-alumina | 4 | 236.5 | 291 | 68.6 |
| Membrane | Filler | Support | Feed | Temperature (°C) | Separation Factor | Permeate Flux (g·m−2·h−1) | Reference |
|---|---|---|---|---|---|---|---|
| Cs | - | α-alumina | Eth (90%)/W | 60 | 200.3 | 351.7 | This study |
| Cs | - | mullite-alumina | Eth (90%)/W | 60 | 119.6 | 183.7 | This study |
| Cs—Alginate | - | PES | Eth (95%)/W | 30 | 85 | - | [39] |
| Cs—PSS | - | α-Al2O3 | Eth (90%)/W | 70 | 904 | 495 | [40] |
| Cs | - | BC | Eth (95%)/W | 24 | 9.2 | 42,800 | [41] |
| Cs—PVA | - | PAN | Eth (95%)/W | 30 | 93.7 | 320 | [42] |
| Cs | - | PAN | Eth (90%)/W | 70 | 256 | 1247 | [43] |
| Cs | - | ZrO2-Al2O3 | Eth (90%)/W | 60 | 3780 | 100 | [31] |
| Cs—H3PO4 | - | Eth (96%)/W | 24 | 213 | 580 | [22] | |
| Cs—GA-MA | - | - | Eth (90%)/W | 50 | 634 | 300 | [44] |
| Cs | HY Zeolite (20%) | - | Eth (90%)/W | - | 102 | 353 | [12] |
| Cs | H-ZSM-5 Zeolite (8%) | - | Eth (90%)/W | 25 | 29.4 | 56 | [25] |
| Cs | TEOS | - | Eth (90%)/W | 80 | 460 | 284 | [45] |
| Cs | TiO2 | - | Eth (90%)/W | 80 | 196 | 340 | [28] |
| Cs | CNT | - | Eth (90%)/W | 40 | 574 | 293 | [26] |
| PVA | Silica fume | Mullite | Eth (90%)/W | 45 | 80 | 1200 | [43] |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikbakht Fini, M.; Soroush, S.; Montazer-Rahmati, M.M. Synthesis and Optimization of Chitosan Ceramic-Supported Membranes in Pervaporation Ethanol Dehydration. Membranes 2018, 8, 119. https://doi.org/10.3390/membranes8040119
Nikbakht Fini M, Soroush S, Montazer-Rahmati MM. Synthesis and Optimization of Chitosan Ceramic-Supported Membranes in Pervaporation Ethanol Dehydration. Membranes. 2018; 8(4):119. https://doi.org/10.3390/membranes8040119
Chicago/Turabian StyleNikbakht Fini, Mahdi, Sepideh Soroush, and Mohammad Mehdi Montazer-Rahmati. 2018. "Synthesis and Optimization of Chitosan Ceramic-Supported Membranes in Pervaporation Ethanol Dehydration" Membranes 8, no. 4: 119. https://doi.org/10.3390/membranes8040119
APA StyleNikbakht Fini, M., Soroush, S., & Montazer-Rahmati, M. M. (2018). Synthesis and Optimization of Chitosan Ceramic-Supported Membranes in Pervaporation Ethanol Dehydration. Membranes, 8(4), 119. https://doi.org/10.3390/membranes8040119