Influence of Tree Species, Harvesting Method and Storage on Energy Demand and Wood Chip Quality When Chipping Poplar, Willow and Black Locust




Abstract
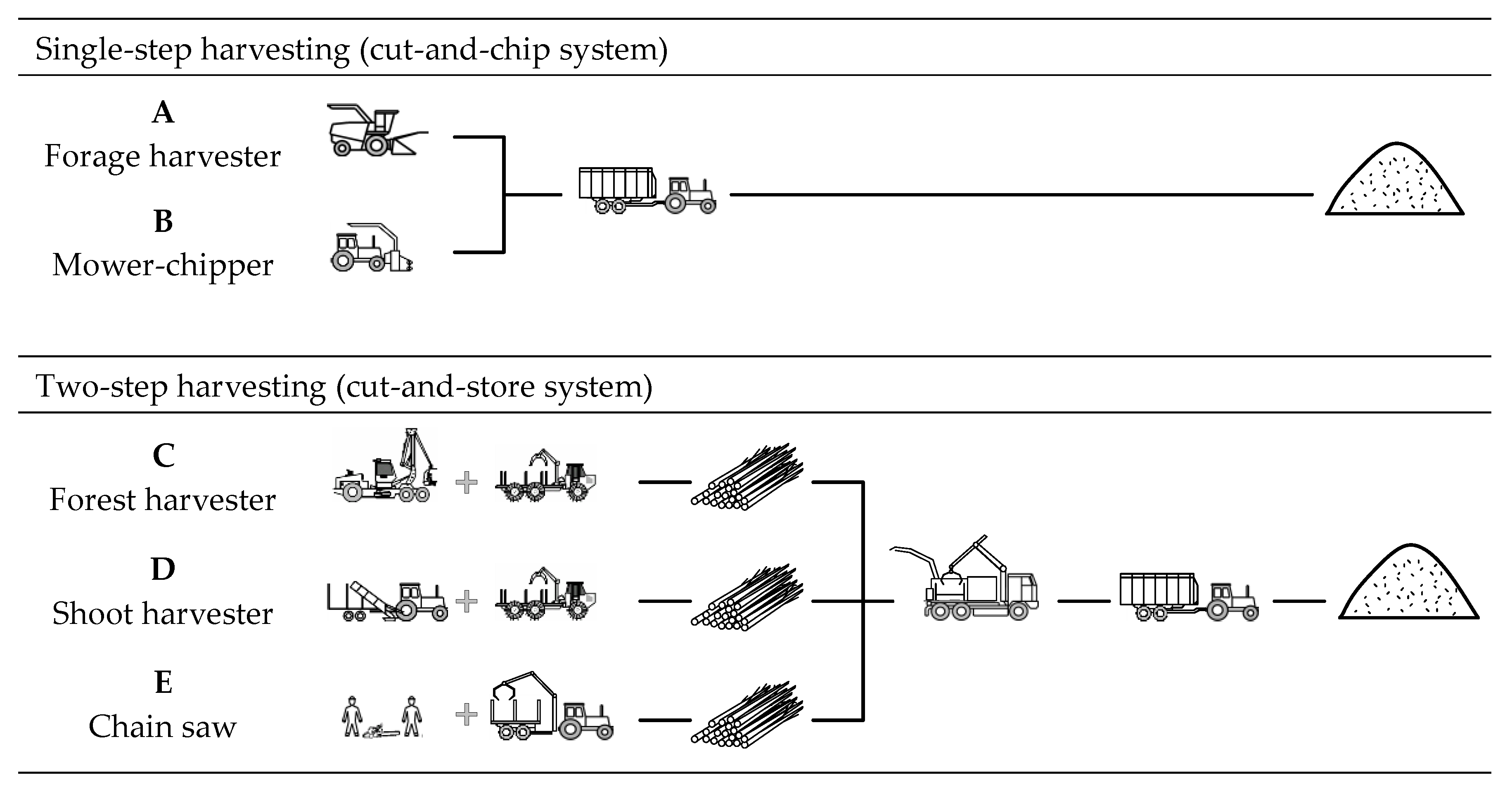
:1. Introduction
2. Materials and Methods
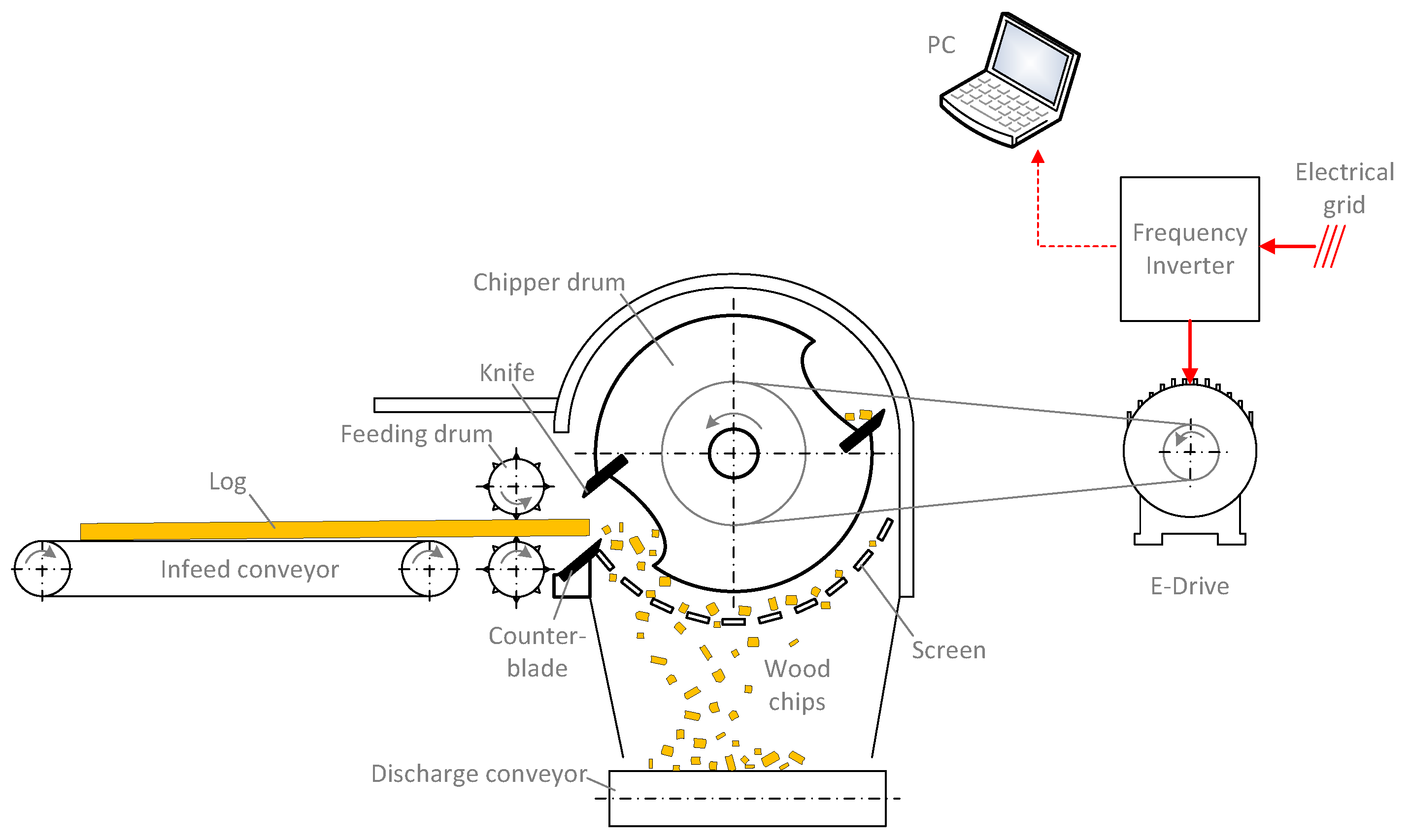
2.1. Test Stand for Determining the Specific Energy Demand
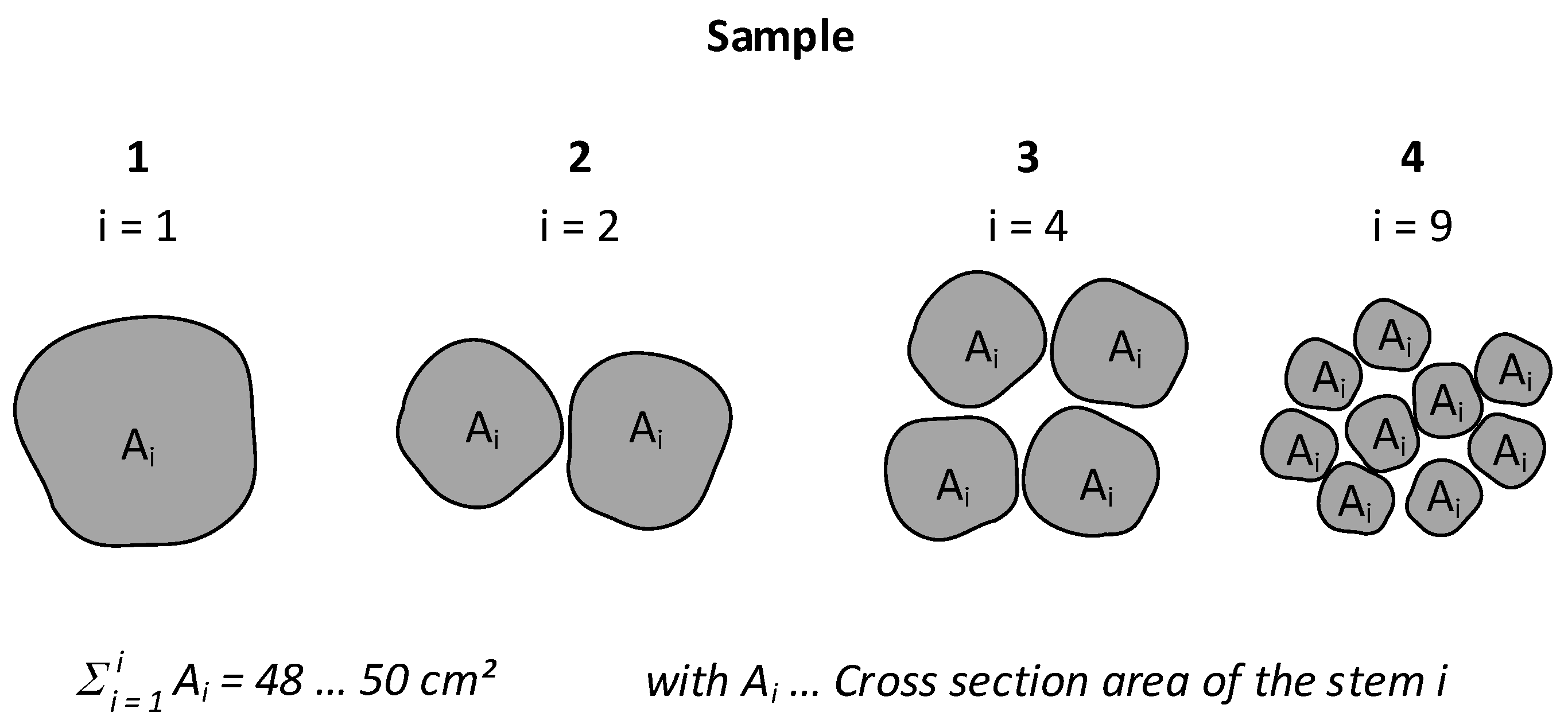
2.2. Raw Material Properties, Sample Preparation and Performance of Trials
- (a)
- Freshly harvested wood: the trees were harvested in February/March and chipped immediately.
- (b)
- Dried wood: the trees were harvested in February/March, then stored out in the open for several months and at the same time dried naturally. Chipping was only carried out following this roughly nine-month storage period.
- (c)
- Frozen wood: the trees were harvested in February/March and cut into logs of 2 m length. These logs were put into a freezing chamber and stored at minus 18 °C for seven days. After this freezing treatment the logs were chipped immediately in frozen condition.
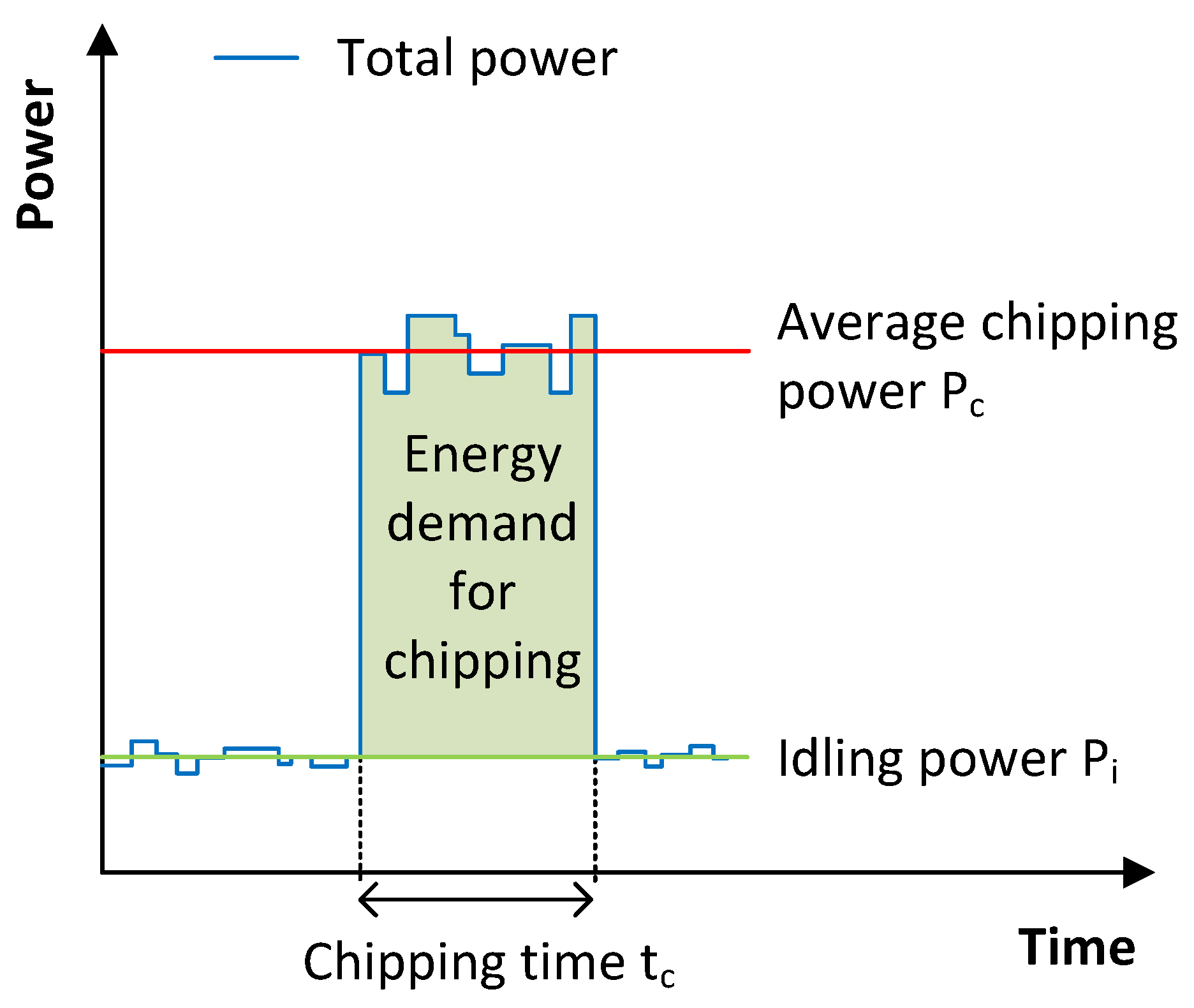
2.3. Specific Energy Demand
2.4. Statistical Analysis
3. Results
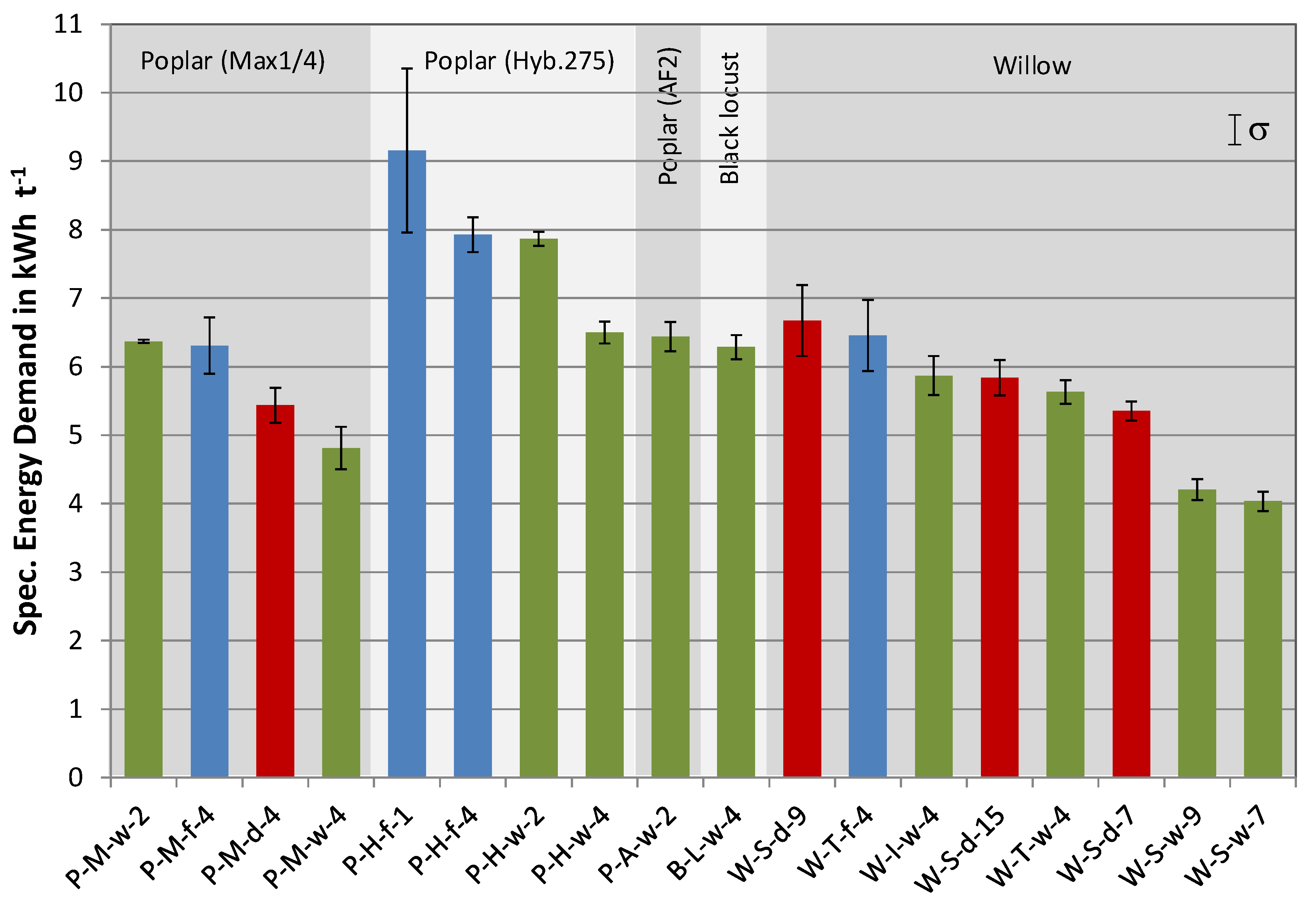
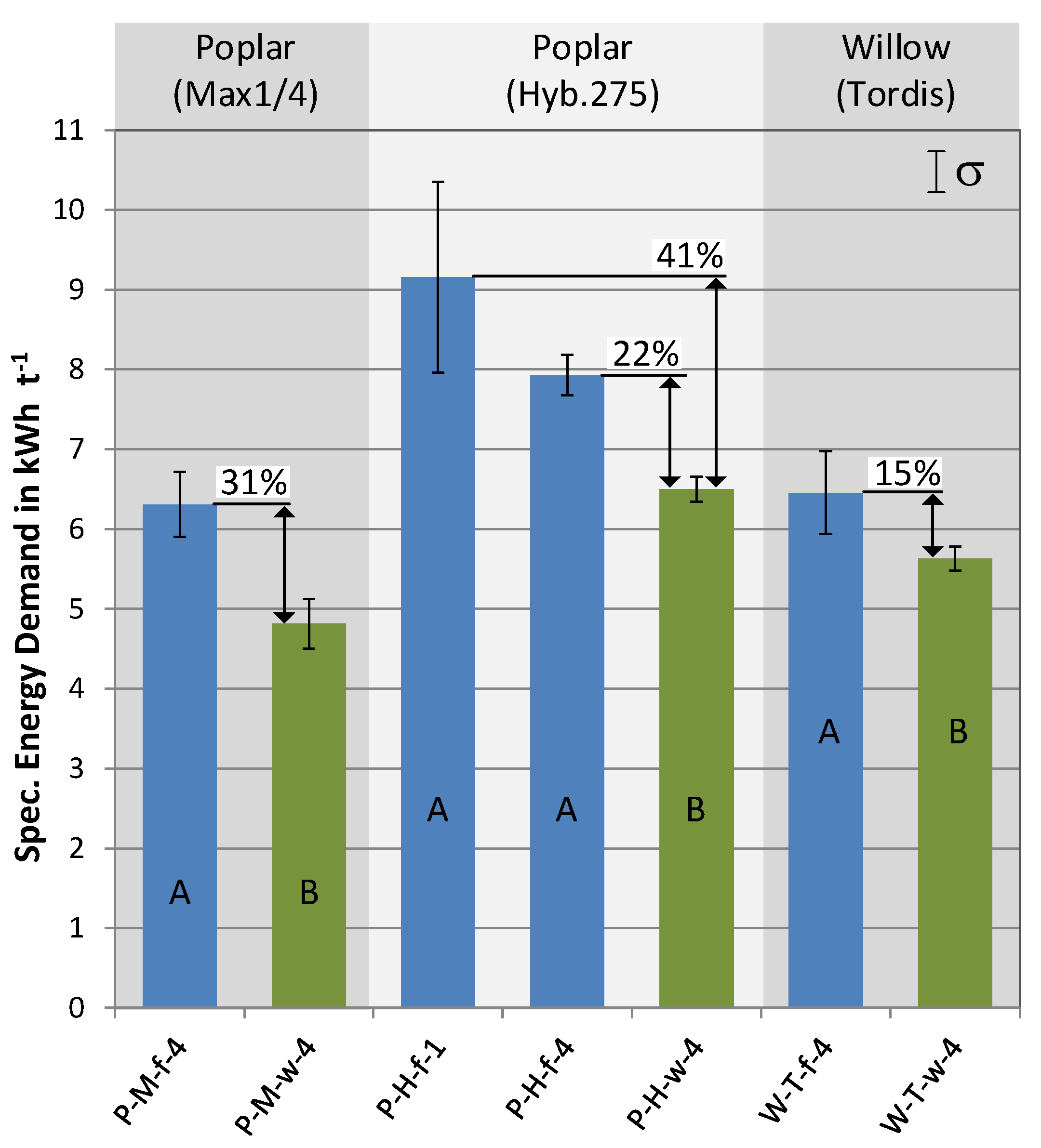
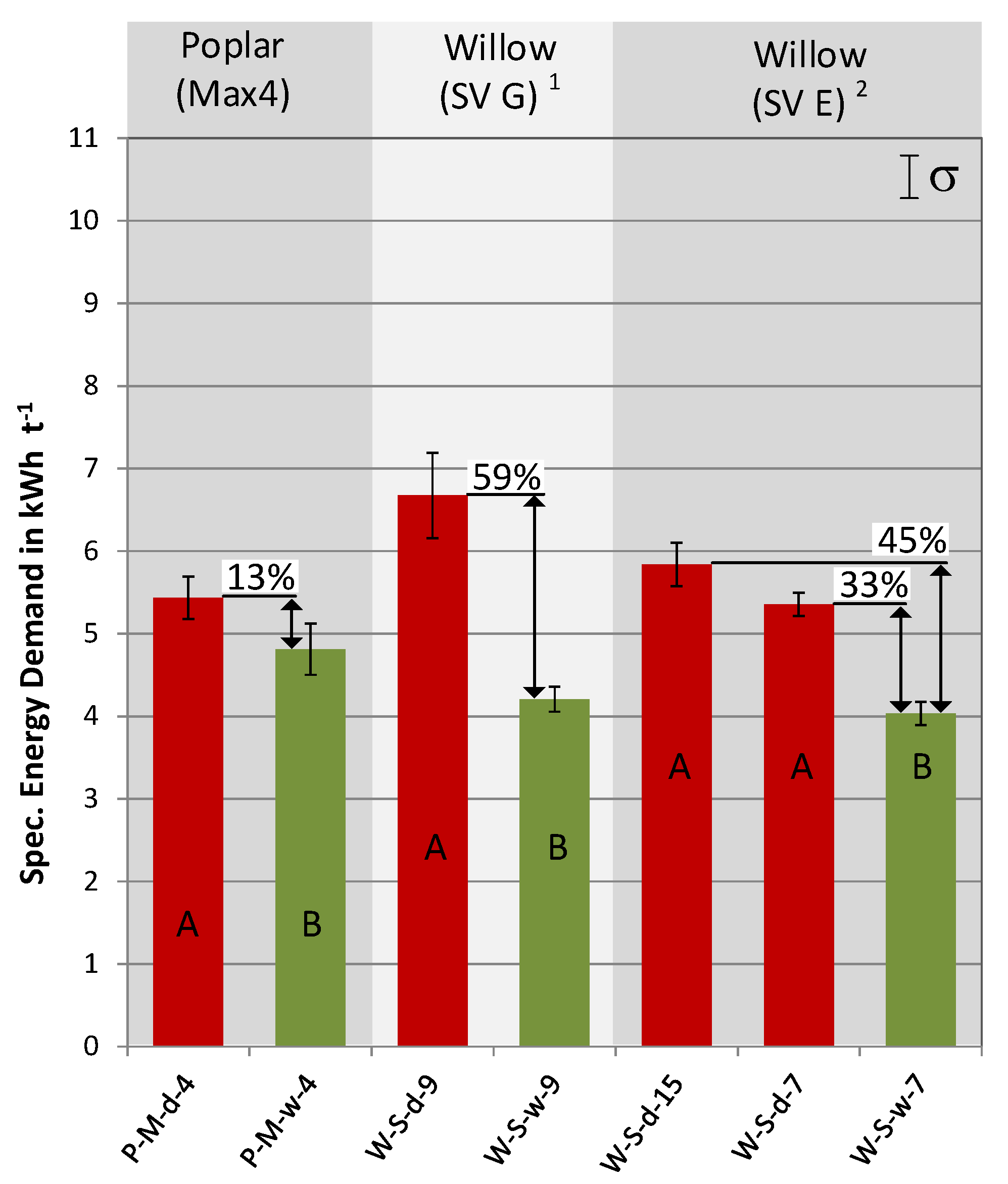
3.1. Specific Energy Demand
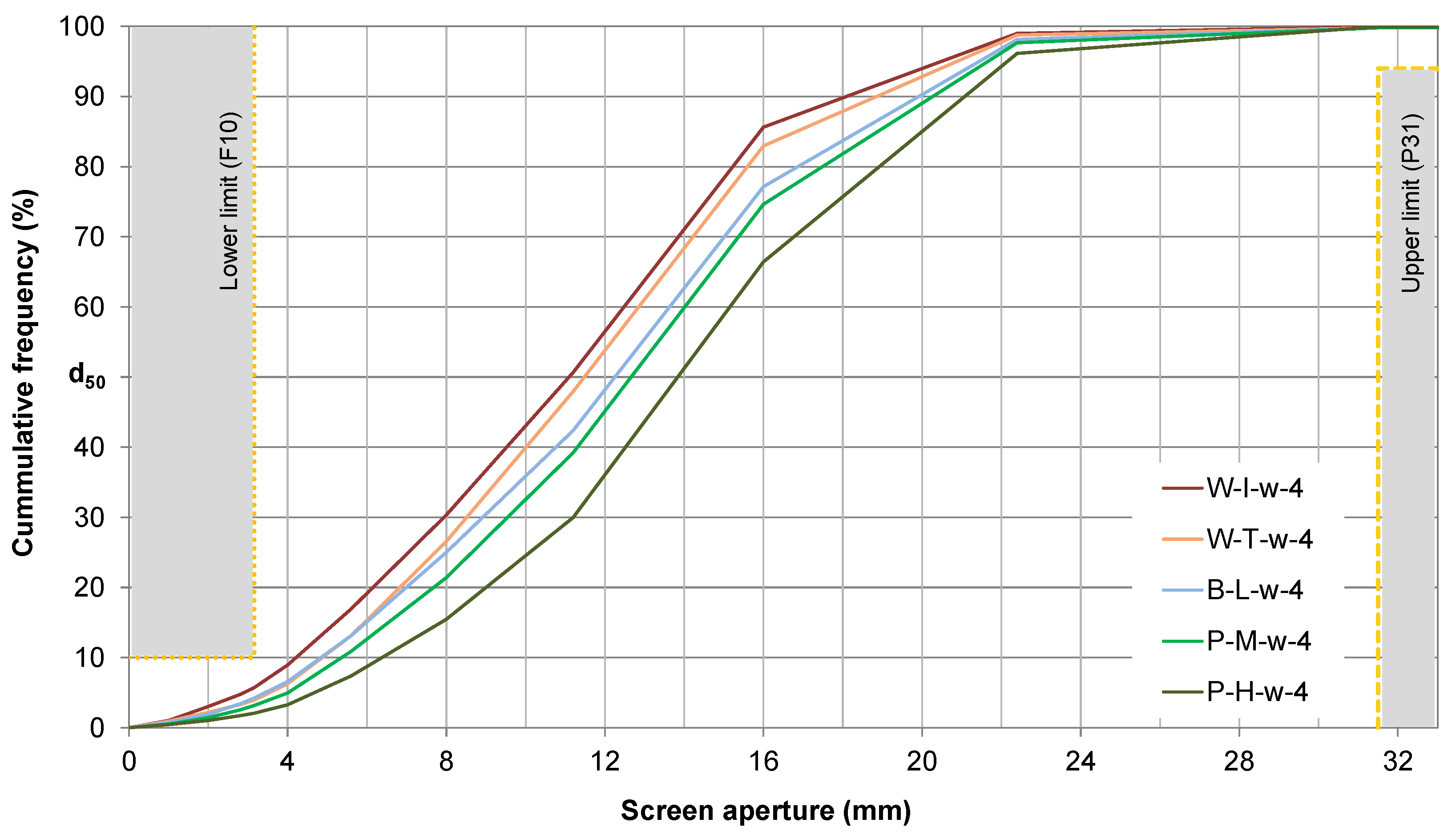
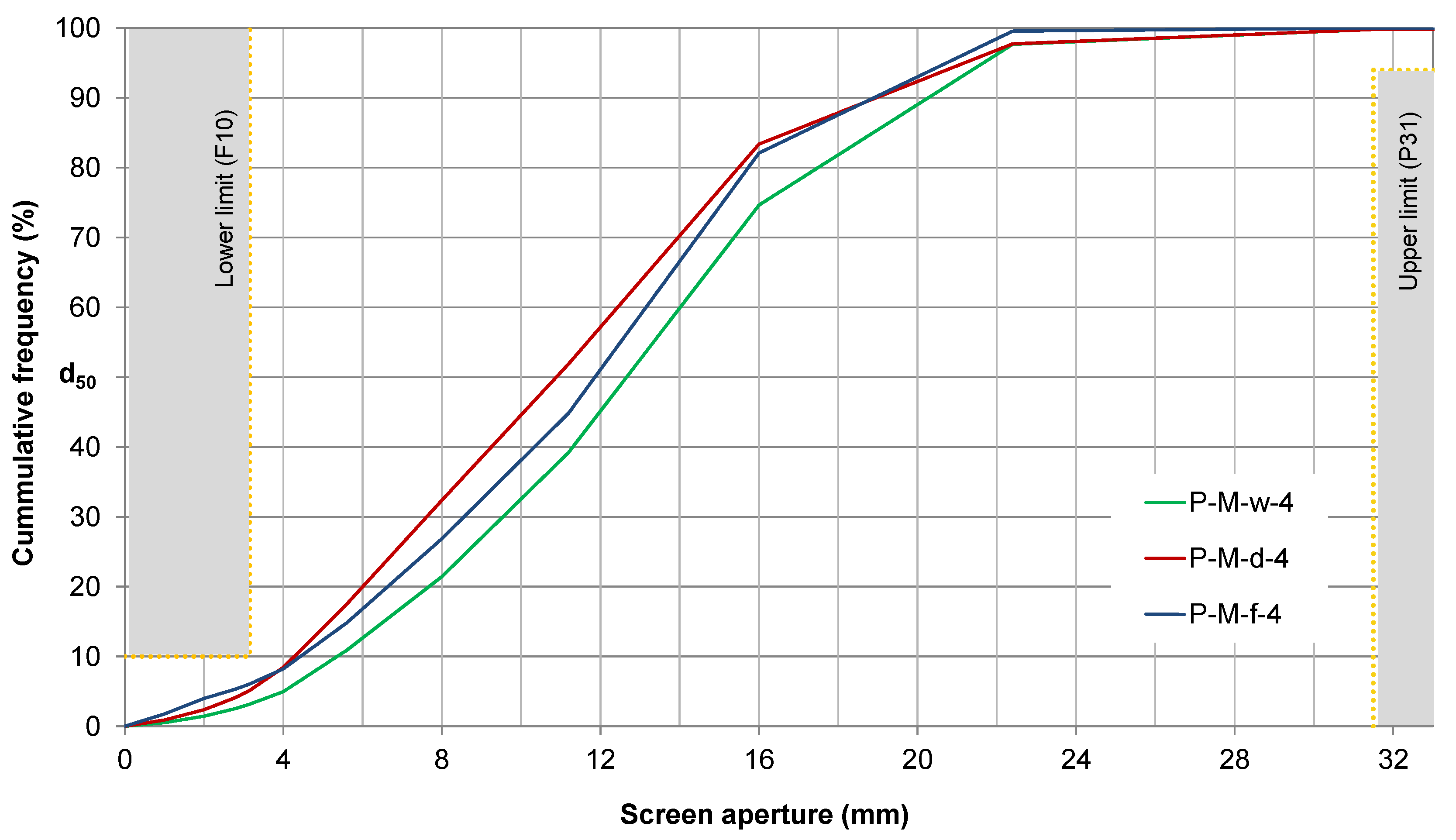
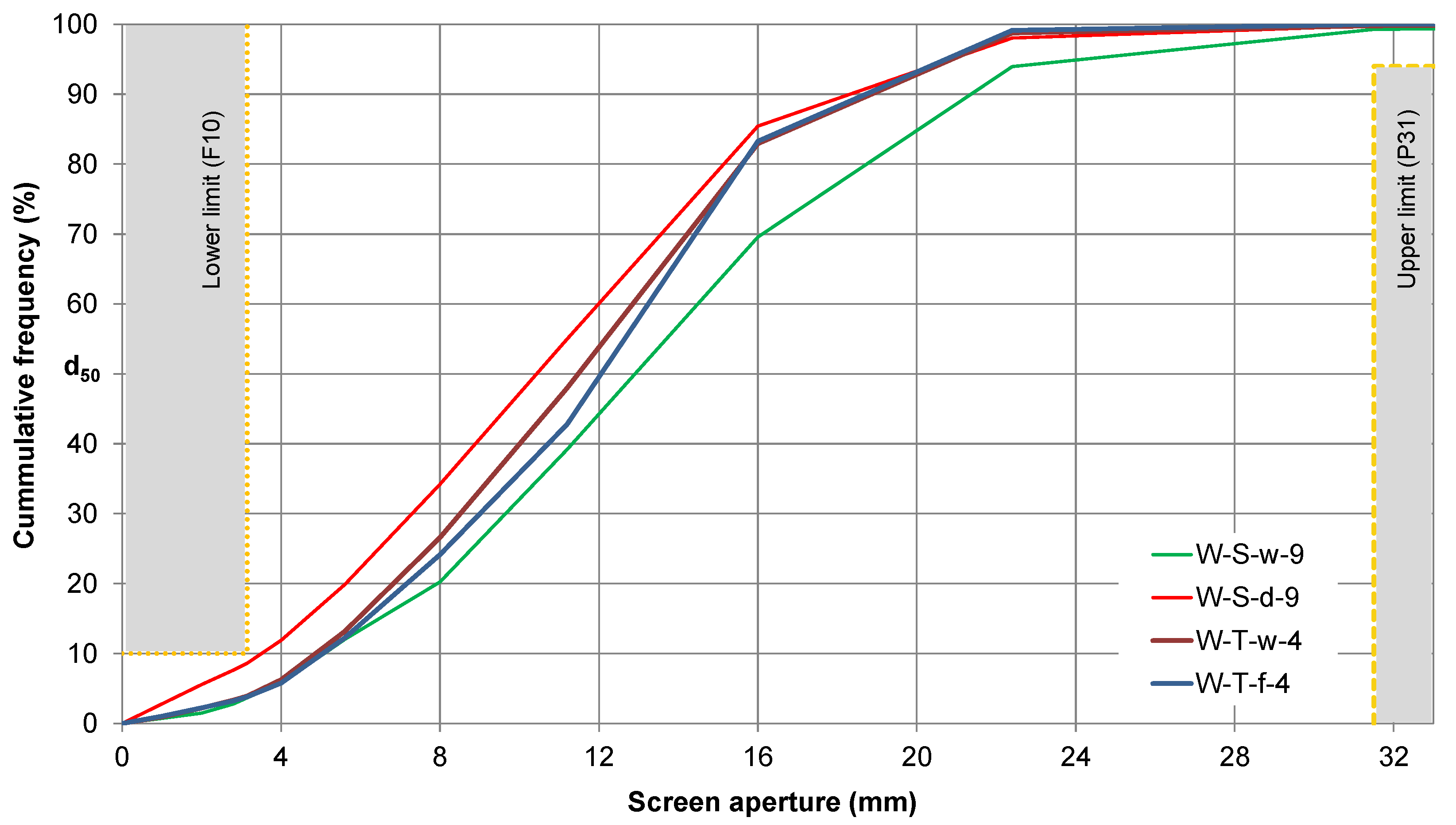
3.2. Particle Analysis
4. Discussion
4.1. Energy Demand
4.2. Particle Size
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bacenetti, J.; Pessina, D.; Fiala, M. Environmental assessment of different harvesting solutions for short rotation coppice plantations. Sci. Total Environ. 2016, 541, 210–217. [Google Scholar] [CrossRef] [PubMed]
- Berhongaray, G.; Verlinden, M.S.; Broeckx, L.S.; Janssens, I.A.; Ceulemans, R. Soil carbon and belowground carbon balance of a short-rotation coppice: Assessments from three different approaches. GCB Bioenergy 2017, 9, 299–313. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kern, J.; Germer, S.; Ammon, C.; Balasus, A.; Bischoff, W.A.; Schwarz, A.; Forstreuter, M.; Kaupenjohann, M. Environmental effects over the first 2½ rotation periods of a fertilised poplar short rotation coppice. Bioenergy Res. 2017, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Rugani, B.; Golkowska, K.; Vázquez-Rowe, I.; Koster, D.; Benetto, E.; Verdonckt, P. Simulation of environmental impact scores within the life cycle of mixed wood chips from alternative short rotation coppice systems in Flanders (Belgium). Appl. Energy 2015, 156, 449–464. [Google Scholar] [CrossRef]
- Scholz, V.G.; Heiermann, M.; Kern, J.; Balasus, A. Environmental impact of energy crop cultivation. ARCH Agron. Soil Sci 2011, 57, 805–837. [Google Scholar] [CrossRef]
- Whittaker, C.; Yates, N.E.; Powers, S.J.; Misselbrook, T.; Shield, I. Dry matter losses and greenhouse gas emissions from outside storage of short rotation coppice willow chip. Bioenergy Res. 2016, 9, 288–302. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Scholz, V.; Boelke, B.; Burger, F.; Hofmann, M.; Hohm, C.; Lorbacher, F.R. Produktion von Pappeln und Weiden auf landwirtschaftlichen Flächen; KTBL—Kuratorium für Technik und Bauwesen in der Landwirtschaft: Darmstadt, Germany, 2008; p. 40. [Google Scholar]
- Pecenka, R.; Lenz, H.; Idler, C. Influence of the chip format on the development of mass loss, moisture content and chemical composition of poplar chips during storage and drying in open-air piles. Biomass Bioenergy 2018, 116, 140–150. [Google Scholar] [CrossRef]
- Kuptz, D.; Schulmeyer, F.; Hüttl, K.; Dietz, E.; Turowski, P.; Zormaier, F.; Borchert, H.; Hartmann, H. Optimale Bereitstellungsverfahren für Holzhackschnitzel; Straubing & Freising-Weihenstephan: Straubing, Germany, 2015. [Google Scholar]
- Kuptz, D.; Dietz, E.; Schreiber, K.; Schön, C.; Mack, R.; Wiesbeck, M.; Blum, U.; Borchert, H.; Hartmann, H. Holzhackschnitzel aus dem Kurzumtrieb - Brennstoffqualität und Verbrennungsverhalten; Straubing & Freising-Weihenstephan: Straubing, Germany, 2018. [Google Scholar]
- Pari, L.; Brambilla, M.; Bisaglia, C.; Del Giudice, A.; Croce, S.; Salerno, M.; Gallucci, F. Poplar wood chip storage: Effect of particle size and breathable covering on drying dynamics and biofuel quality. Biomass Bioenergy 2015, 81, 282–287. [Google Scholar] [CrossRef]
- Barontini, M.; Scarfone, A.; Spinelli, R.; Gallucci, F.; Santangelo, E.; Acampora, A.; Jirjis, R.; Civitarese, V.; Pari, L. Storage dynamics and fuel quality of poplar chips. Biomass Bioenergy 2014, 62, 17–25. [Google Scholar] [CrossRef]
- Hofmann, N.; Mendel, T.; Kuptz, D.; Schulmeyer, F.; Borchert, H.; Hartmann, H. Lagerung von Holzhackschnitzeln—Trockenmasseverluste, Änderungen der Brennstoffqualität und Kosten; Straubing & Freising-Weihenstephan: Straubing, Germany, 2017. [Google Scholar]
- Ehlert, D.; Pecenka, R.; Wiehe, J. New principle of a mower-chipper for short rotation coppices. Landtechnik 2012, 67, 332–337. [Google Scholar] [CrossRef]
- Faasch, R.J.; Patenaude, G. The economics of short rotation coppice in Germany. Biomass Bioenergy 2012, 45, 27–40. [Google Scholar] [CrossRef]
- Hauk, S.; Knoke, T.; Wittkopf, S. Economic evaluation of short rotation coppice systems for energy from biomass—A review. Renew. Sustain. Energy Rev. 2014, 29, 435–448. [Google Scholar] [CrossRef]
- Manzone, M.; Bergante, S.; Facciotto, G. Energy and economic evaluation of a poplar plantation for woodchips production in Italy. Biomass Bioenergy 2014, 60, 164–170. [Google Scholar] [CrossRef] [Green Version]
- Pecenka, R.; Hoffmann, T. Harvest technology for short rotation coppices and costs of harvest, transport and storage. Agron. Res. 2015, 13, 361–371. [Google Scholar]
- Schweier, J.; Becker, G. Economics of poplar short rotation coppice plantations on marginal land in Germany. Biomass Bioenergy 2013, 59, 494–502. [Google Scholar] [CrossRef]
- Schweier, J. Erzeugung von Energieholz aus Kurzumtriebsplantagen auf landwirtschaftlichen Marginalstandorten in Südwestdeutschland. Ph.D.Thesis, Albert-Ludwigs-Universität Freiburg, Freiburg, Germany, February 2013. [Google Scholar]
- Pecenka, R.; Ehlert, D.; Lenz, H. Efficient harvest lines for short rotation coppices (SRC) in agriculture and agroforestry. Agron. Res. 2014, 12, 151–160. [Google Scholar]
- Schweier, J.; Becker, G. New Holland Forage Harvester’s Productivity in Short Rotation Coppice: Evaluation of Field Studies from a German Perspective. Int. J. For. Eng. 2012, 23, 82–88. [Google Scholar] [CrossRef]
- Vanbeveren, S.; Spinelli, R.; Eisenbies, M.; Schweier, J.; Mola-Yudego, B.; Magagnotti, N.; Acuna, M.; Dimitriou, I.; Ceulemans, R. Mechanised harvesting of short-rotation coppices. Renew. Sustain. Energy Rev. 2017, 76, 90–104. [Google Scholar] [CrossRef]
- Eisenbies, M.H.; Volk, T.; Posselius, J.; Foster, C.; Shi, S.; Karapetyan, S. Evaluation of a Single-Pass, Cut and Chip Harvest System on Commercial-Scale, Short-Rotation Shrub Willow Biomass Crops. BioEnergy Res. 2014, 7, 1506–1518. [Google Scholar] [CrossRef]
- Civitarese, V.; Spinelli, R.; Barontini, M.; Gallucci, F.; Santangelo, E.; Acampora, A.; Scarfone, A.; Del Giudice, A.; Pari, L. Open-Air Drying of Cut and Windrowed Short-Rotation Poplar Stems. BioEnergy Res. 2015, 8, 1614–1620. [Google Scholar] [CrossRef]
- Schweier, J.; Becker, G. Harvesting of short rotation coppice—Harvesting trials with a cut and storage system in Germany. Silva Fenn. 2012, 46, 287–299. [Google Scholar] [CrossRef] [Green Version]
- Solid Biofuels—Fuel Specifications and Classes—Part 1: General Requirements. Available online: https://www.iso.org/standard/59456.html (accessed on 6 March 2014).
- Solid Biofuels—Fuel Specifications and Classes—Part 4: Graded Wood Chips. Available online: https://www.iso.org/standard/59459.html (accessed on 6 March 2014).
- Eisenbies, M.H.; Volk, T.; Posselius, J.; Shi, S.; Patel, A. Quality and Variability of Commercial-Scale Short Rotation Willow Biomass Harvested Using a Single-Pass Cut-and-Chip Forage Harvester. BioEnergy Res. 2014, 8, 546–559. [Google Scholar] [CrossRef]
- Lenz, H.; Pecenka, R.; Hartung, E.; Idler, C. Development and test of a simplified method to calculate dry matter loss during open-air storage of poplar wood chips by analysing ash contents. Biomass Bioenergy 2016, 94, 258–267. [Google Scholar] [CrossRef]
- Lieskovský, M.; Jankovský, M.; Trenčiansky, M.; Merganič, J. Ash Content vs. the Economics of Using Wood Chips for Energy: Model Based on Data from Central Europe. Bioresources 2017, 12, 1579–1592. [Google Scholar] [CrossRef]
- Liu, N.; Larsen, S.U.; Jørgensen, U.; Murach, D.; Pflugmacher, C.; Hartmann, H.; Lærke, P.E. Combustion quality of poplar and willow clones grown as SRC at four sites in Brandenburg, Germany. Biomass Bioenergy 2017, 106, 51–62. [Google Scholar] [CrossRef]
- Tharakan, P.; Volk, T.; Abrahamson, L.; White, E. Energy feedstock characteristics of willow and hybrid poplar clones at harvest age. Biomass Bioenergy 2003, 25, 571–580. [Google Scholar] [CrossRef]
- Hofmann, N.; Mendel, T.; Schulmeyer, F.; Kuptz, D.; Borchert, H.; Hartmann, H. Drying effects and dry matter losses during seasonal storage of spruce wood chips under practical conditions. Biomass Bioenergy 2018, 111, 196–205. [Google Scholar] [CrossRef]
- Pari, L.; Civitarese, V.; Del Giudice, A.; Assirelli, A.; Spinelli, R.; Santangelo, E. Influence of chipping device and storage method on the quality of SRC poplar biomass. Biomass Bioenergy 2013, 51, 169–176. [Google Scholar] [CrossRef]
- Dimitriou, I.; Rutz, D. Sustainable short rotation coppice—A handbook. Available online: https://www.srcplus.eu/images/Handbook_SRCplus.pdf (accessed on 14 March 2019).
- Wimmer, R. Verträgt Holz große Kälte? (Does wood tolerate strong cold?). Holzkurier 2012, 9, 24. [Google Scholar]
- Kuptz, D.; Hartmann, H. Throughput rate and energy consumption during wood chip production in relation to raw material, chipper type and machine setting. In Proceedings of the 22nd European Biomass Conference and Exhibition, Hamburg, Germany, 23–26 June 2014. [Google Scholar]
- Facello, A.; Cavallo, E.; Magagnotti, N.; Paletto, G.; Spinelli, R. The effect of knife wear on chip quality and processing cost of chestnut and locust fuel wood. Biomass Bioenergy 2013, 59, 468–476. [Google Scholar] [CrossRef]
- Wegener, J.K.; Frerichs, L.; Kemper, S.; Sümening, F. Wood chipping with conical helical blades—Practical experiments concerning the impact of the infeed angle on the power requirement of a helical chipper. Biomass Bioenergy 2015, 80, 173–178. [Google Scholar] [CrossRef]
- Krajnc, M.; Dolšak, B. The influence of drum chipper configuration on the quality of wood chips. Biomass Bioenergy 2014, 64, 133–139. [Google Scholar] [CrossRef]
- Spinelli, R.; Cavallo, E.; Eliasson, L.; Facello, A.; Magagnotti, N. The effect of drum design on chipper performance. Renew. Energy 2015, 81, 57–61. [Google Scholar] [CrossRef]
- Spinelli, R.; Eliasson, L.; Magagnotti, N. Increasing wood fuel processing efficiency by fine-tuning chipper settings. Fuel Process. Technol. 2016, 151, 126–130. [Google Scholar] [CrossRef]
- Abdallah, R.; Auchet, S.; Méausoone, P.J. Experimental study about the effects of disc chipper settings on the distribution of wood chip size. Biomass Bioenergy 2011, 35, 843–852. [Google Scholar] [CrossRef]
- Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 2: Total Moisture—Simplified Method. Available online: https://www.iso.org/standard/71536.html (accessed on 6 May 2017).
- Solid Biofuels—Determination of Particle Size Distribution for Uncompressed Fuels—Part 1: Oscillating Screen Method Using Sieves with Apertures of 3.15 mm and above. Available online: https://www.iso.org/standard/60685.html (accessed on 10 February 2016).
- Schubert, H. Handbuch der mechanischen Verfahrenstechnik; Wiley-VCH Verlag GmbH & Co.: Weinheim, Germany, 2003; p. 1273. [Google Scholar]
- Cannell, M.G.R.; Van Noordwijk, M.; Ong, C.K. The central agroforestry hypothesis: The trees must acquire resources that the crop would not otherwise acquire. Agrofor. Syst. 1996, 34, 27–31. [Google Scholar] [CrossRef]
- Benomar, L.; DesRochers, A.; Larocque, G.R. The effects of spacing on growth, morphology and biomass production and allocation in two hybrid poplar clones growing in the boreal region of Canada. Trees 2012, 26, 939–949. [Google Scholar] [CrossRef]
- Gamble, J.; Johnson, G.; Sheaffer, C.C.; Current, D.A.; Wyse, N.L. Establishment and early productivity of perennial biomass alley cropping systems in Minnesota, USA. Agrofor. Syst. 2013, 88, 75–85. [Google Scholar] [CrossRef]
- Lenz, H.; Pecenka, R.; Idler, C. In Optimum storage techniques for poplar wood from short rotation—A comparison of whole tree and fine chips storage. In Proceedings of the 23rd European Biomass Conference and Exhibition, Vienna, Austria, 1–4 June 2015. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variety | Stem Diameter [cm] | Number of Shoots per Trial | Condition | Label 1 |
|---|---|---|---|---|
| Poplar Max 2 | 3.5…4 | 4 | wet | P-M-w-4 |
| 3.5…4 | 4 | dried | P-M-d-4 | |
| 3.5…4 | 4 | frozen | P-M-f-4 | |
| 5…6 | 2 | wet | P-M-w-2 | |
| Poplar AF2 | 5 … 6 | 2 | wet | P-A-w-2 |
| Poplar H275 | 5…6 | 2 | wet | P-H-w-2 |
| 7.9 | 1 | frozen | P-H-f-1 | |
| 3.5…4 | 4 | frozen | P-H-f-4 | |
| 3.5…4 | 4 | wet | P-H-w-4 | |
| Black Locust 3 | 3.5…4 | 4 | wet | B-L-w-4 |
| Willow Inger | 3.0…4 | 5 | wet | W-I-w-4 |
| Willow SV G 4 | 2.5…3 | 9 | dried | W-S-d-9 |
| 2.5…3 | 9 | wet | W-S-w-9 | |
| Willow Tordis | 3.5…4 | 4 | frozen | W-T-f-4 |
| 3.5…4 | 4 | wet | W-T-w-4 | |
| Willow SV E 5 | 2.9…3 | 7 | dried | W-S-d-7 |
| 2.5…2.8 | 7 | wet | W-S-w-7 | |
| 1.8…2 | 15 | dried | W-S-d-15 |
| Variety | Trial No. 1 | Moisture Content [%] | Particle Size d50 2 [mm] | Content of Fines 3 [%] | Specific Energy Demand 4 [kWh t−1] |
|---|---|---|---|---|---|
| Poplar Max | P-M-w-4 | 54.5 | 12.7 | 3.2 (0.07) | 4.81 (0.31) |
| P-M-d-4 | 34.8 | 10.9 | 5.1 (0.11) | 5.44 (0.26) | |
| P-M-f-4 | 57.0 | 11.9 | 4.0 (0.83) | 6.31 (0.41) | |
| P-M-w-2 | 59.4 | 12.0 | 3.6 (0.09) | 6.37 (0.03) | |
| Poplar AF2 | P-A-w-2 | 61.1 | 11.4 | 4.3 (0.08) | 6.44 (0.21) |
| Poplar H275 | P-H-w-2 | 51.6 | 14.8 | 4.0 (0.12) | 7.87 (0.10) |
| P-H-f-1 | 55.8 | 12.0 | 4.3 (0.07) | 9.16 (1.20) | |
| P-H-f-4 | 51.5 | 12.2 | 4.9 (0.14) | 7.93 (0.25) | |
| P-H-w-4 | 50.5 | 13.8 | 2.1 (0.12) | 6.50 (0.16) | |
| Black Locust | B-L-w-4 | 40.8 | 12.2 | 4.2 (0.11) | 6.28 (0.18) |
| Willow Inger | W-I-w-4 | 46.8 | 11.1 | 5.7 (0.15) | 5.87 (0.28) |
| Willow SV G | W-S-d-9 | 24.6 | 10.4 | 8.6 (0.05) | 6.67 (0.52) |
| W-S-w-9 | 40.5 | 12.9 | 3.7 (0.08) | 4.21 (0.15) | |
| Willow Tordis | W-T-f-4 | 48.4 | 12.1 | 3.8 (0.04) | 6.46 (0.51) |
| W-T-w-4 | 50.4 | 11.5 | 3.9 (0.06) | 5.63 (0.17) | |
| Willow SV E | W-S-d-7 | 26.8 | 13.3 | 2.0 (0.23) | 5.35 (0.21) |
| W-S-w-7 | 45.6 | 12.6 | 3.5 (0.14) | 4.03 (0.14) | |
| W-S-d-15 | 23.7 | 14.6 | 2.7 (0.21) | 5.84 (0.26) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pecenka, R.; Lenz, H.; Jekayinfa, S.O.; Hoffmann, T. Influence of Tree Species, Harvesting Method and Storage on Energy Demand and Wood Chip Quality When Chipping Poplar, Willow and Black Locust. Agriculture 2020, 10, 116. https://doi.org/10.3390/agriculture10040116
Pecenka R, Lenz H, Jekayinfa SO, Hoffmann T. Influence of Tree Species, Harvesting Method and Storage on Energy Demand and Wood Chip Quality When Chipping Poplar, Willow and Black Locust. Agriculture. 2020; 10(4):116. https://doi.org/10.3390/agriculture10040116
Chicago/Turabian StylePecenka, Ralf, Hannes Lenz, Simeon Olatayo Jekayinfa, and Thomas Hoffmann. 2020. "Influence of Tree Species, Harvesting Method and Storage on Energy Demand and Wood Chip Quality When Chipping Poplar, Willow and Black Locust" Agriculture 10, no. 4: 116. https://doi.org/10.3390/agriculture10040116
APA StylePecenka, R., Lenz, H., Jekayinfa, S. O., & Hoffmann, T. (2020). Influence of Tree Species, Harvesting Method and Storage on Energy Demand and Wood Chip Quality When Chipping Poplar, Willow and Black Locust. Agriculture, 10(4), 116. https://doi.org/10.3390/agriculture10040116