
Small–Scale Experimental Investigation of Fatigue Performance Improvement of Ship Hatch Corner with Shot Peening Treatments by Considering Residual Stress Relaxation




Abstract
:1. Introduction
2. Experimental Setup
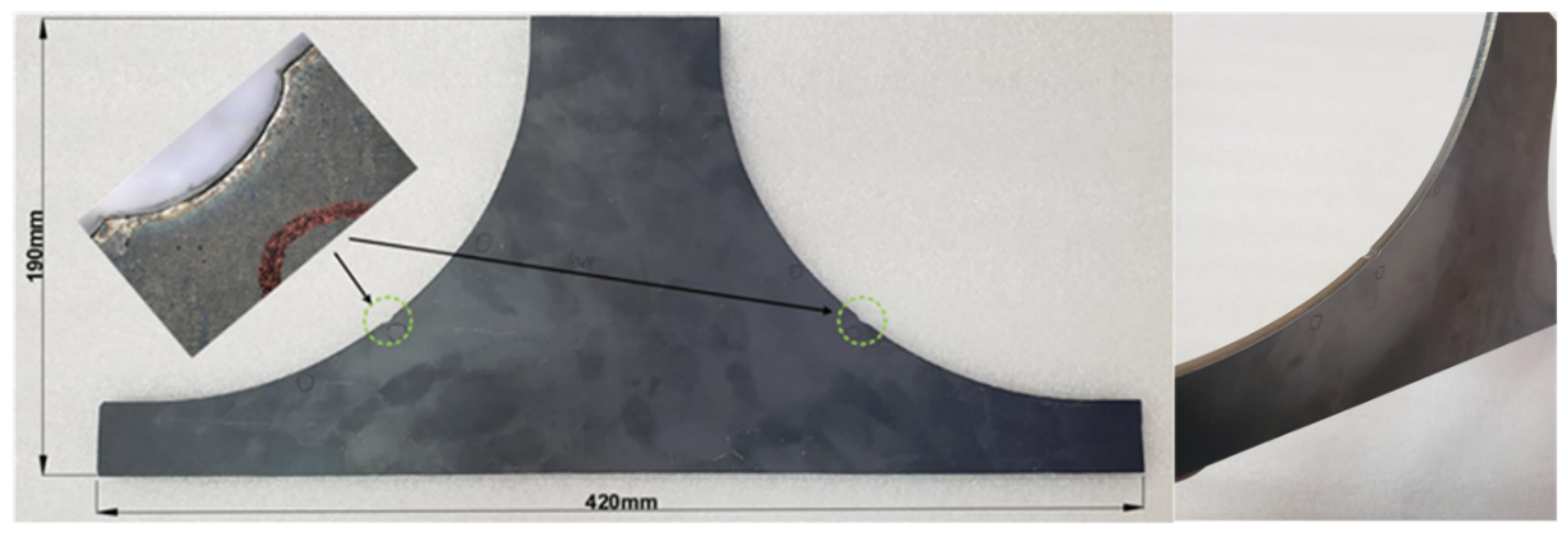
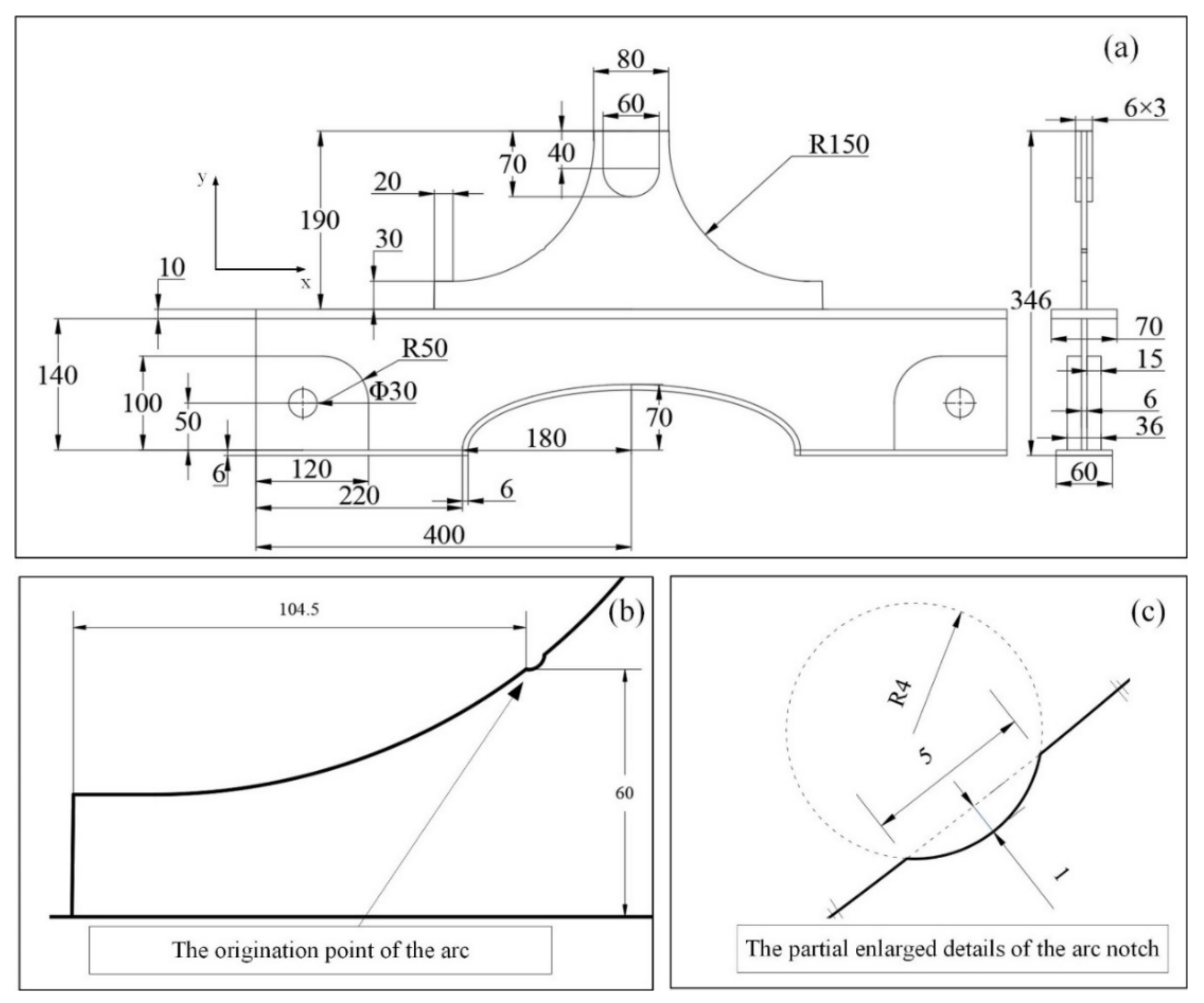
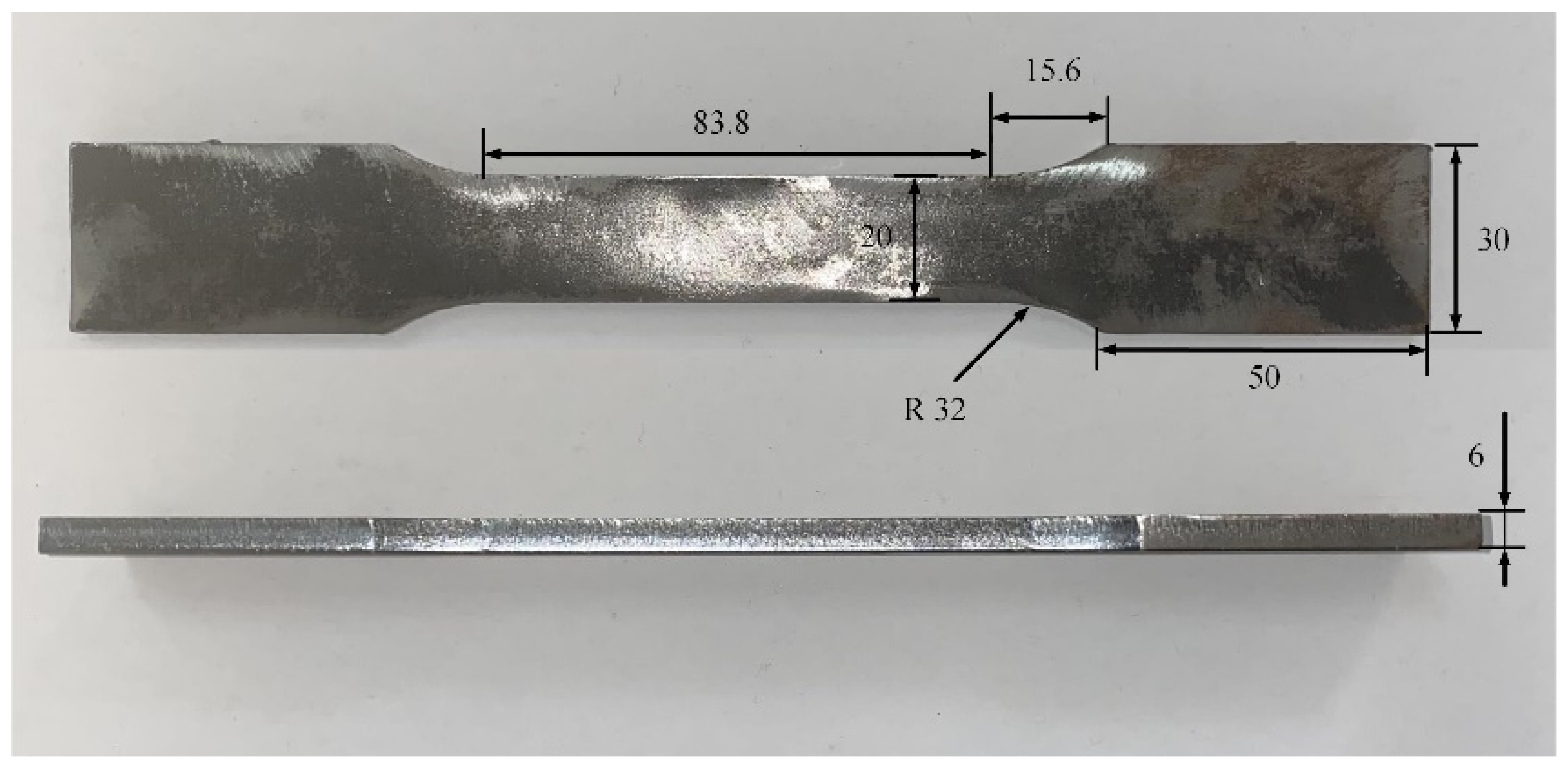
2.1. Specimen Design and Processing
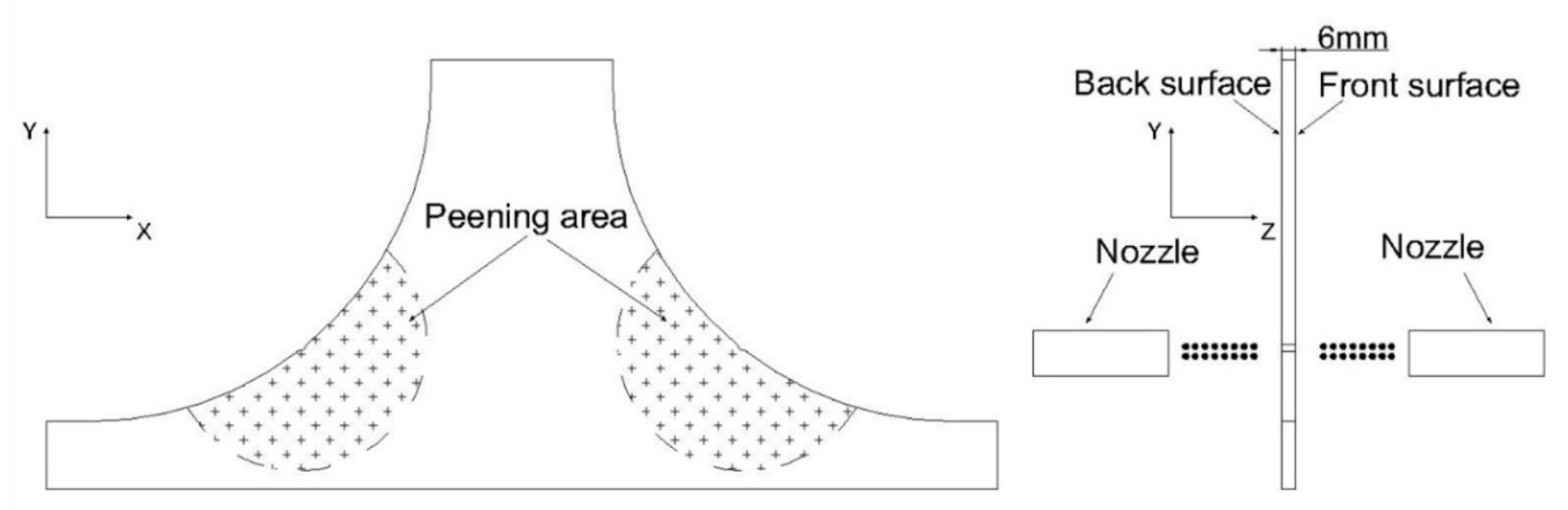
2.2. SP Treatment
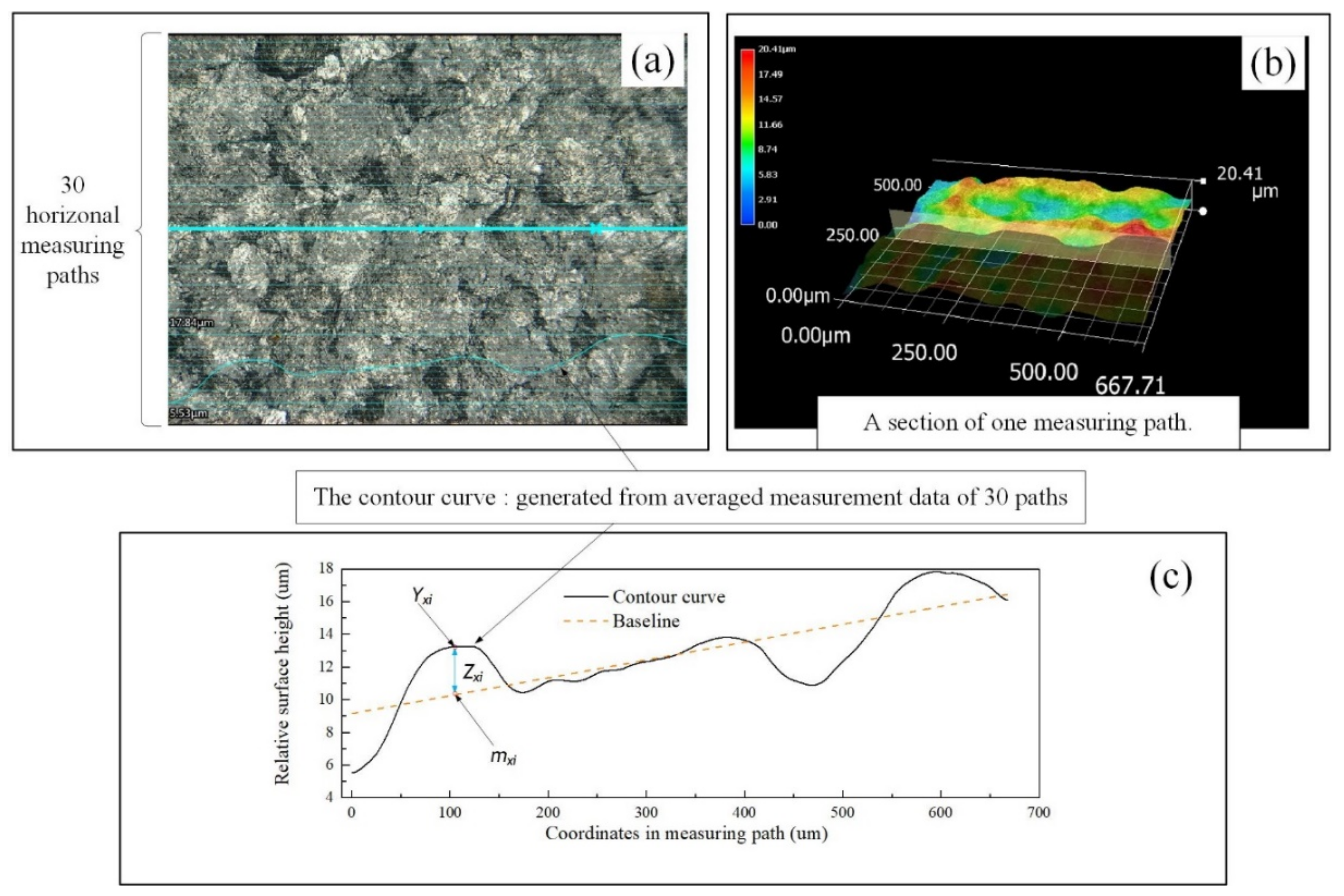
2.3. Surface Roughness Measurement
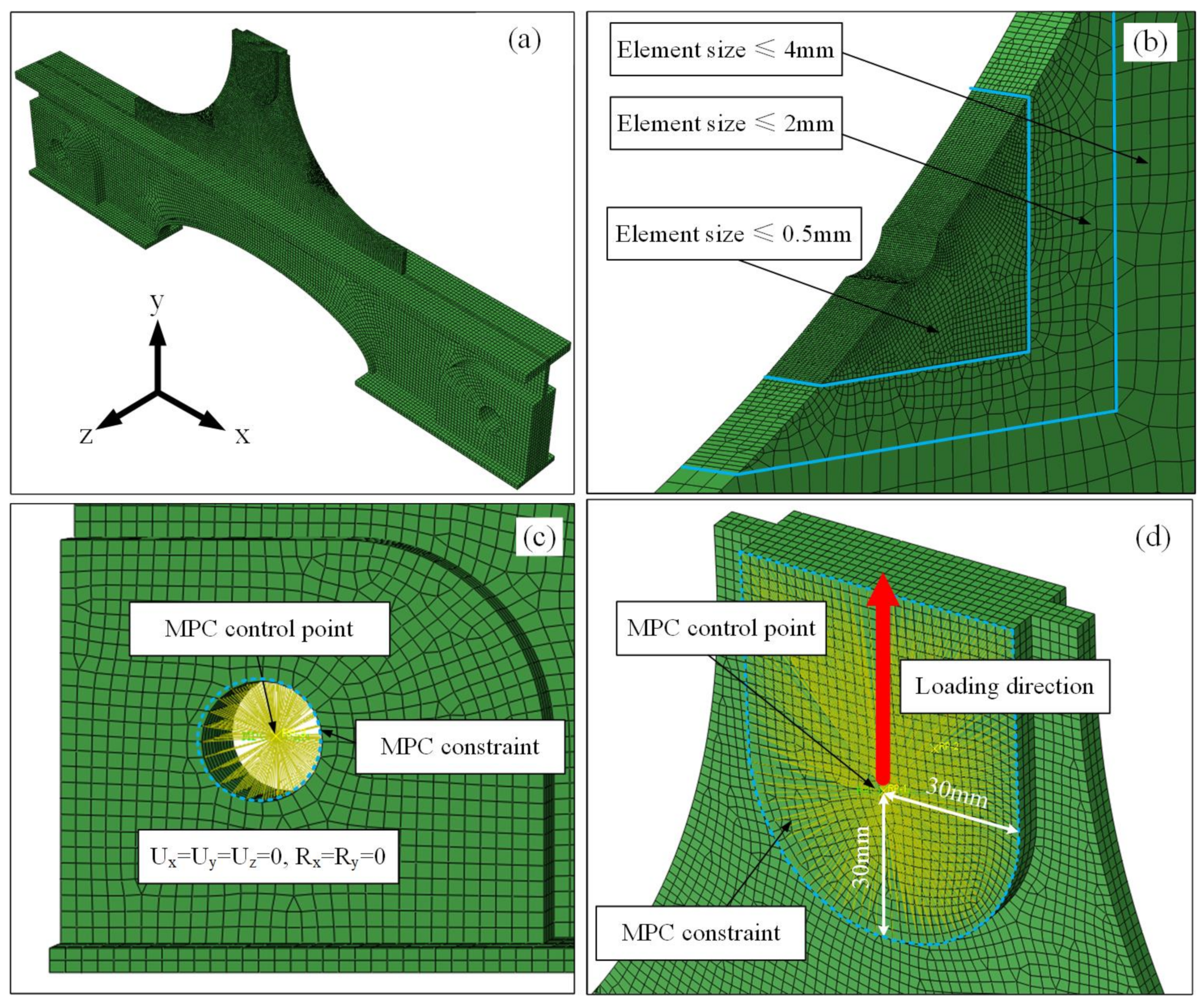
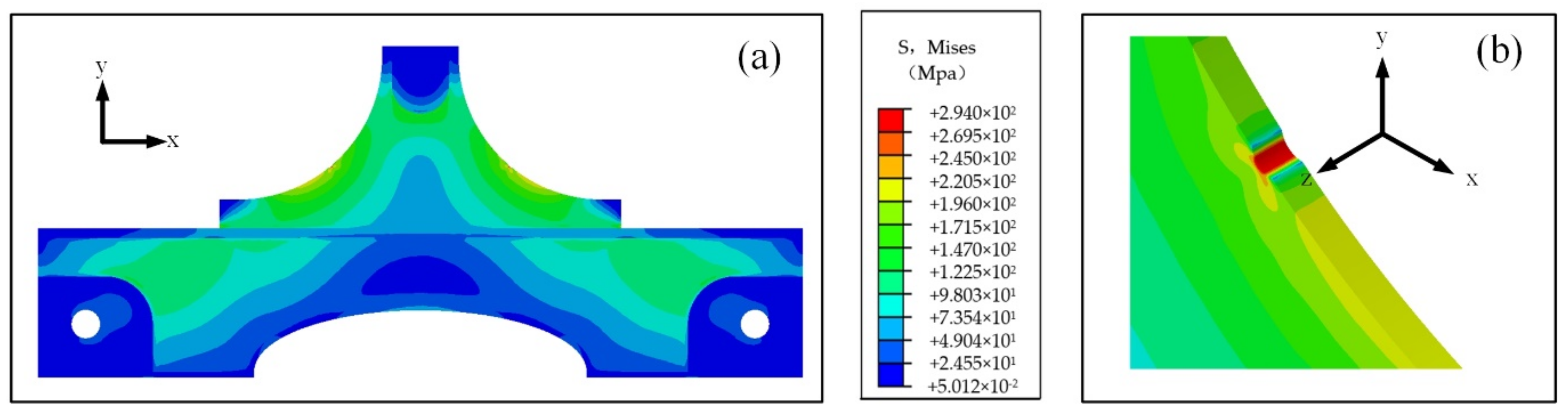
2.4. Finite Element Method (FEM) Analysis
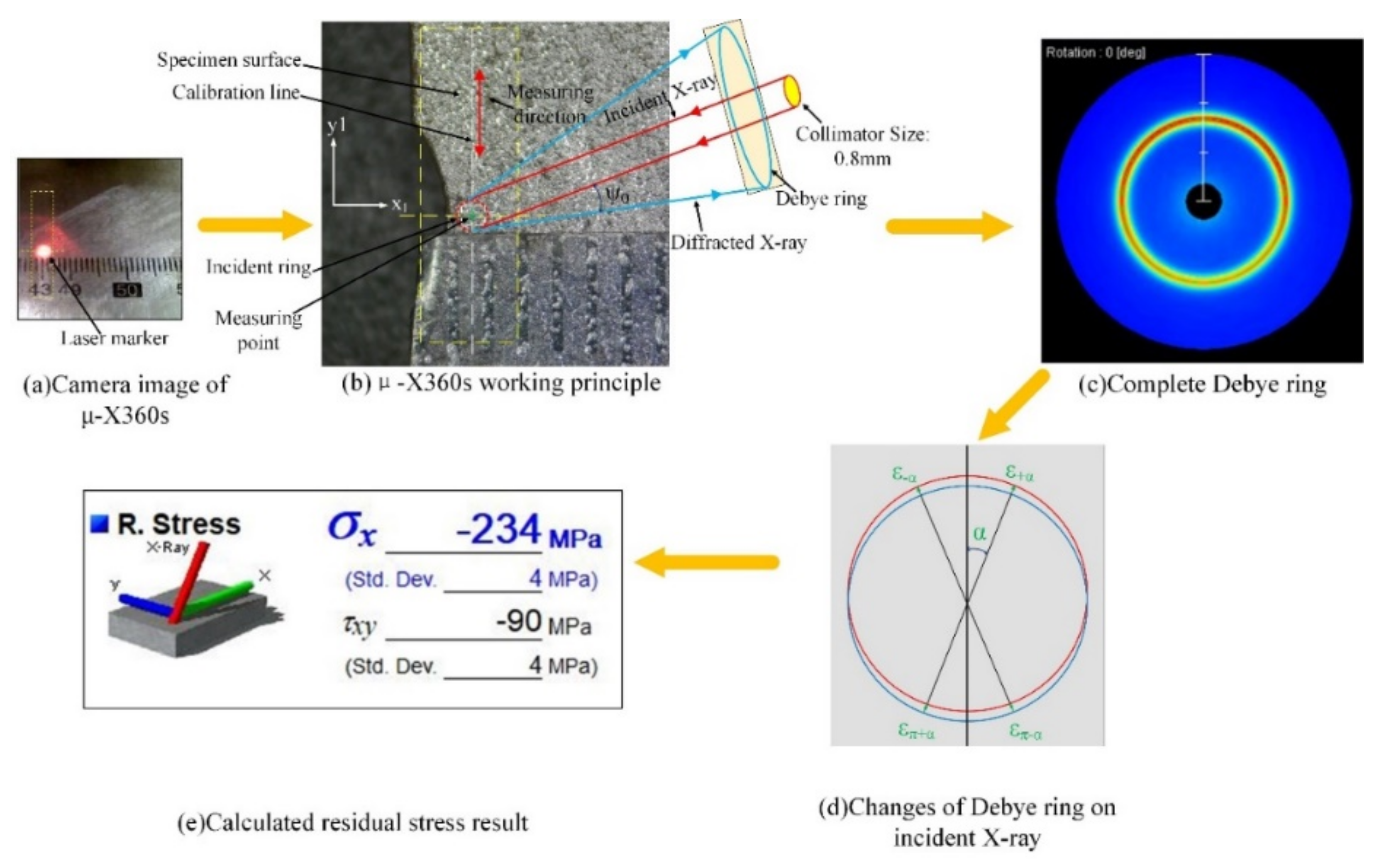
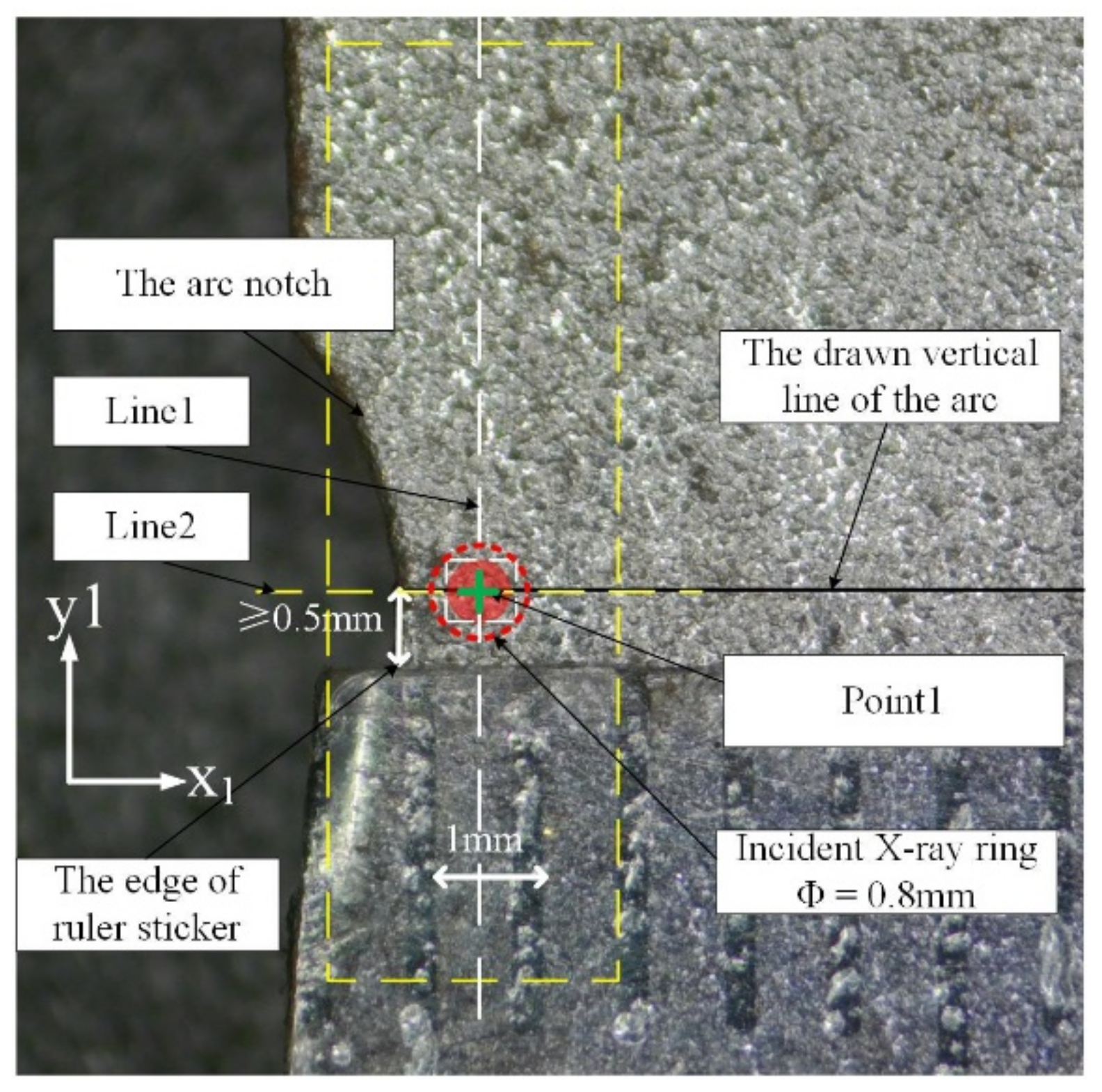
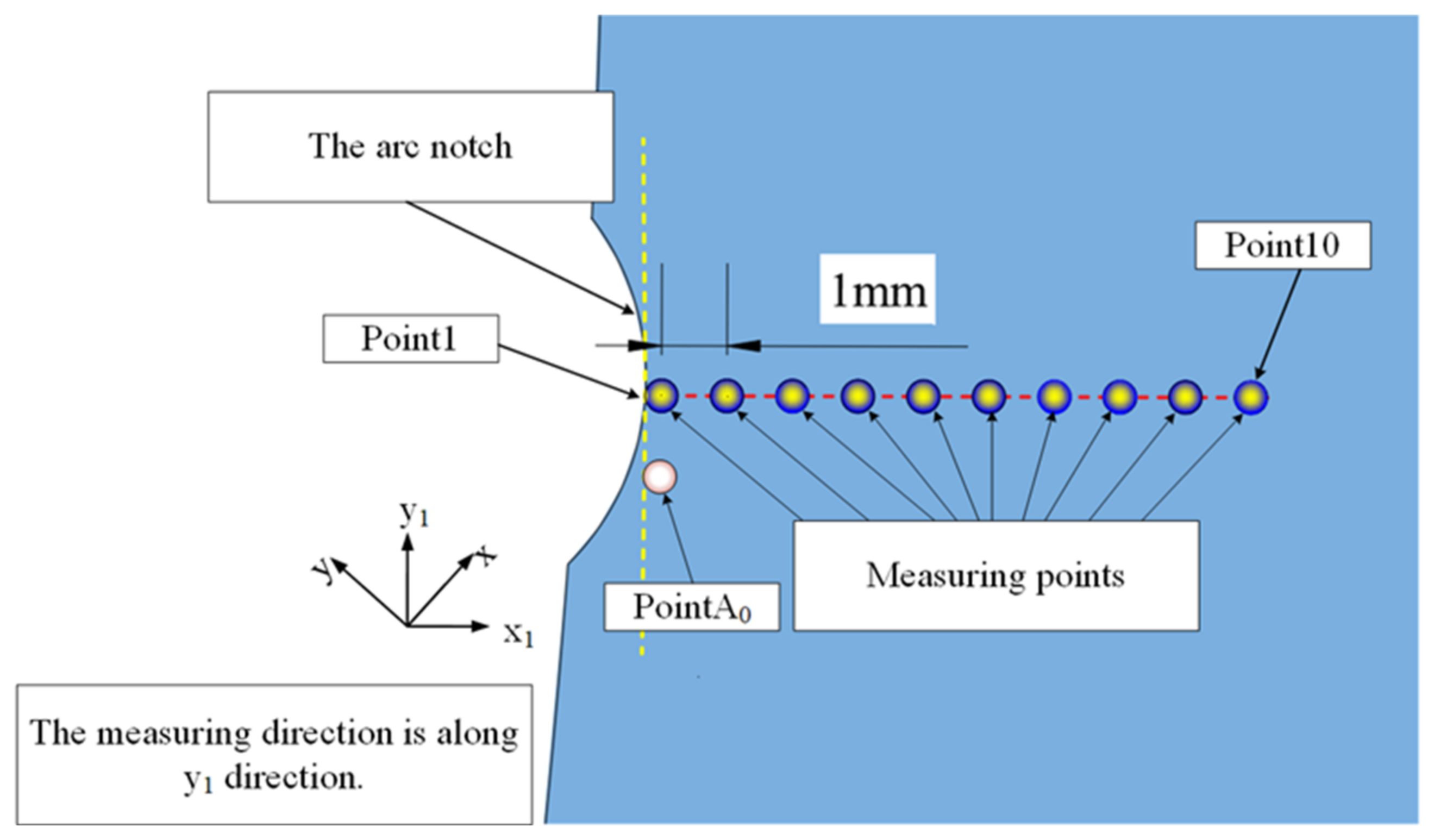
2.5. Residual Stress Measurement
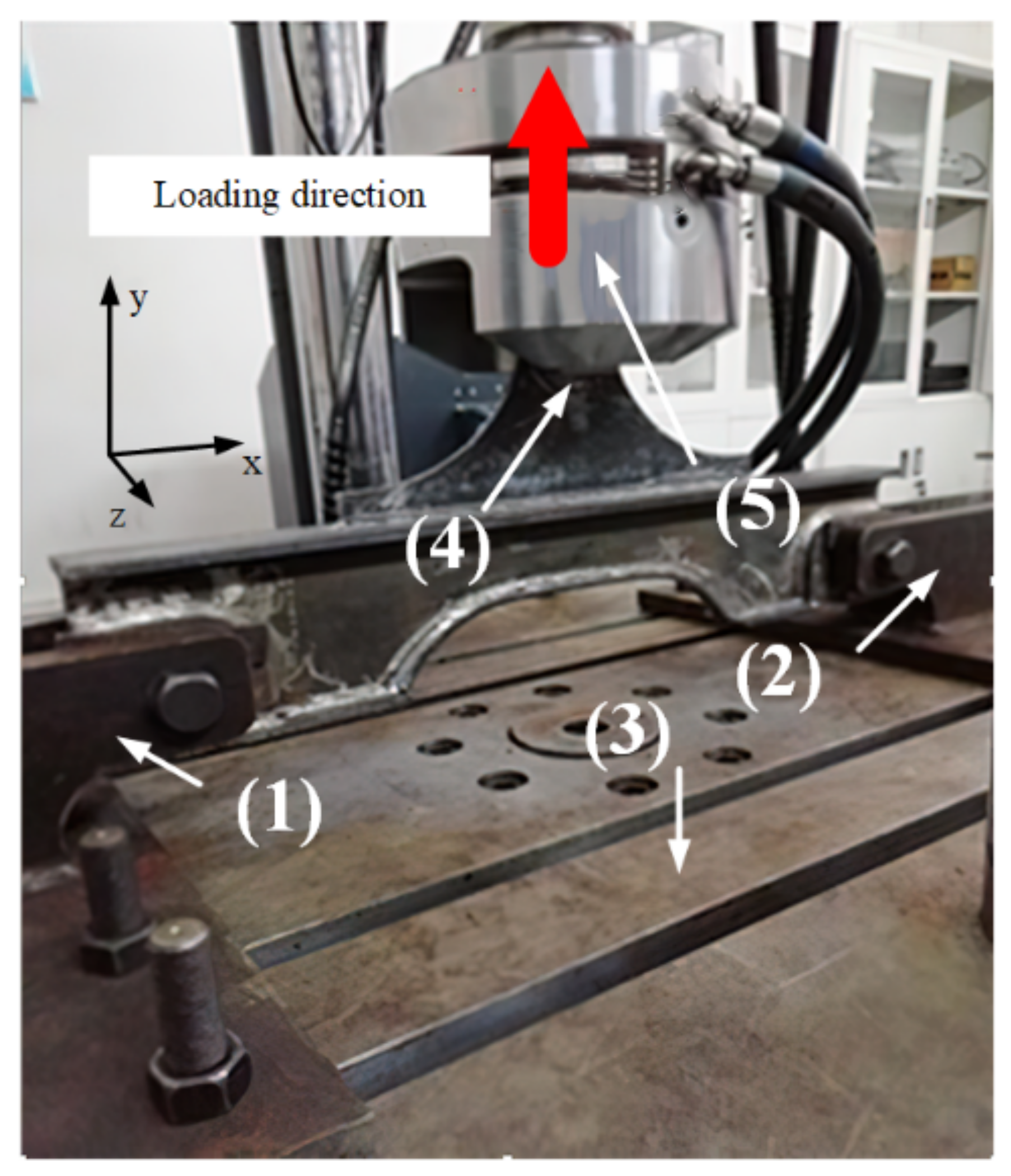
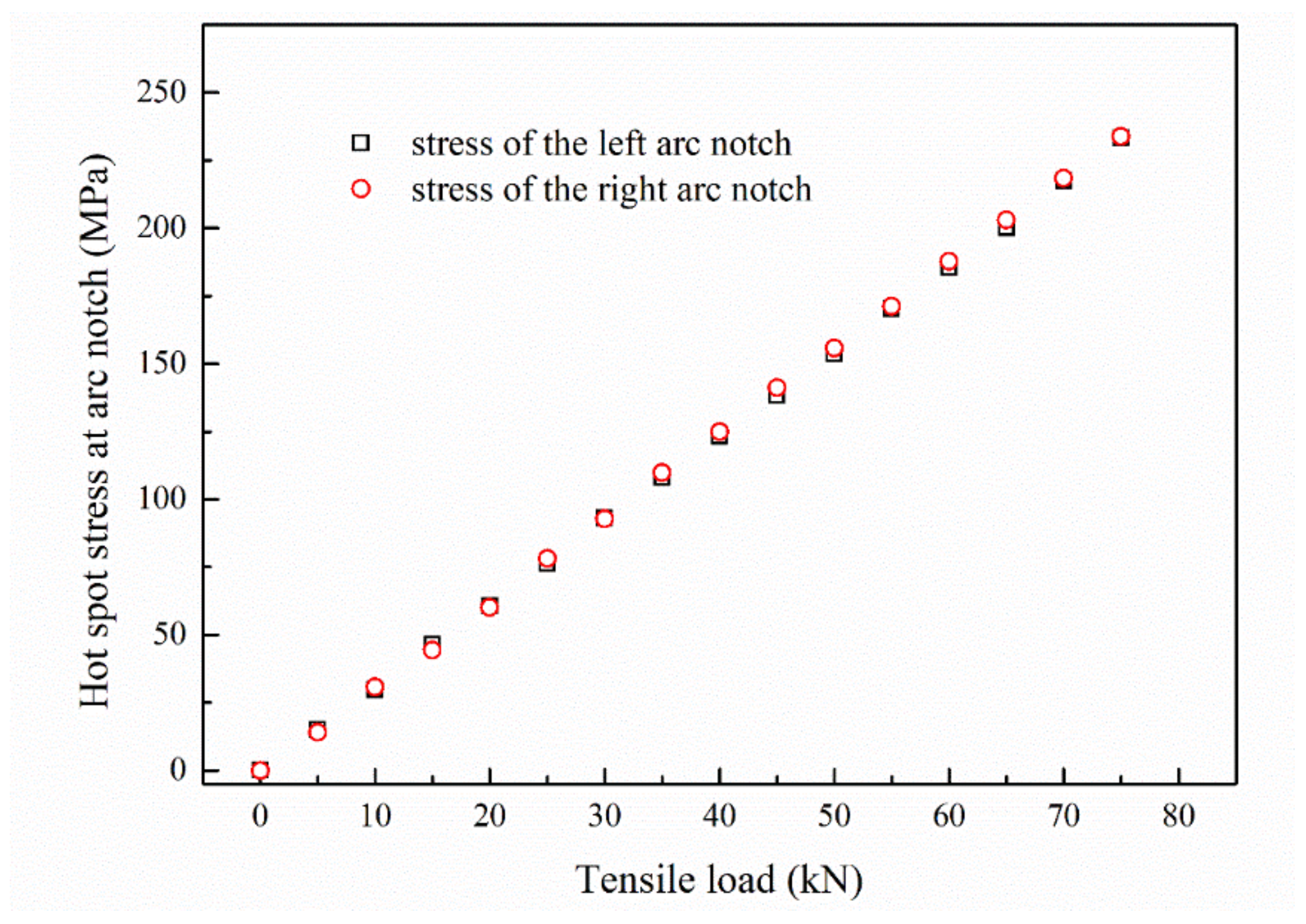
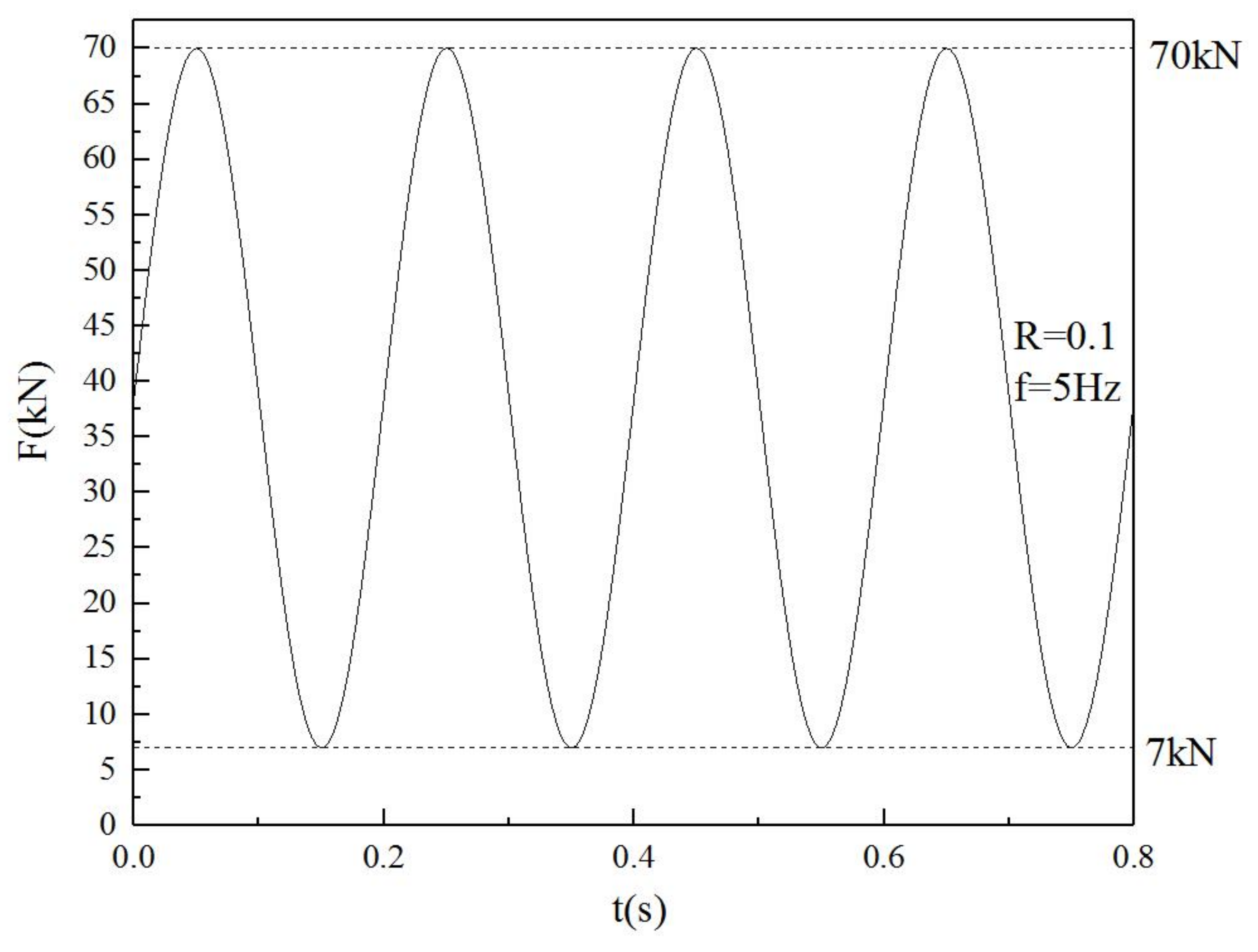
2.6. Static Loading Test and Fatigue Tests
3. Results and Discussion
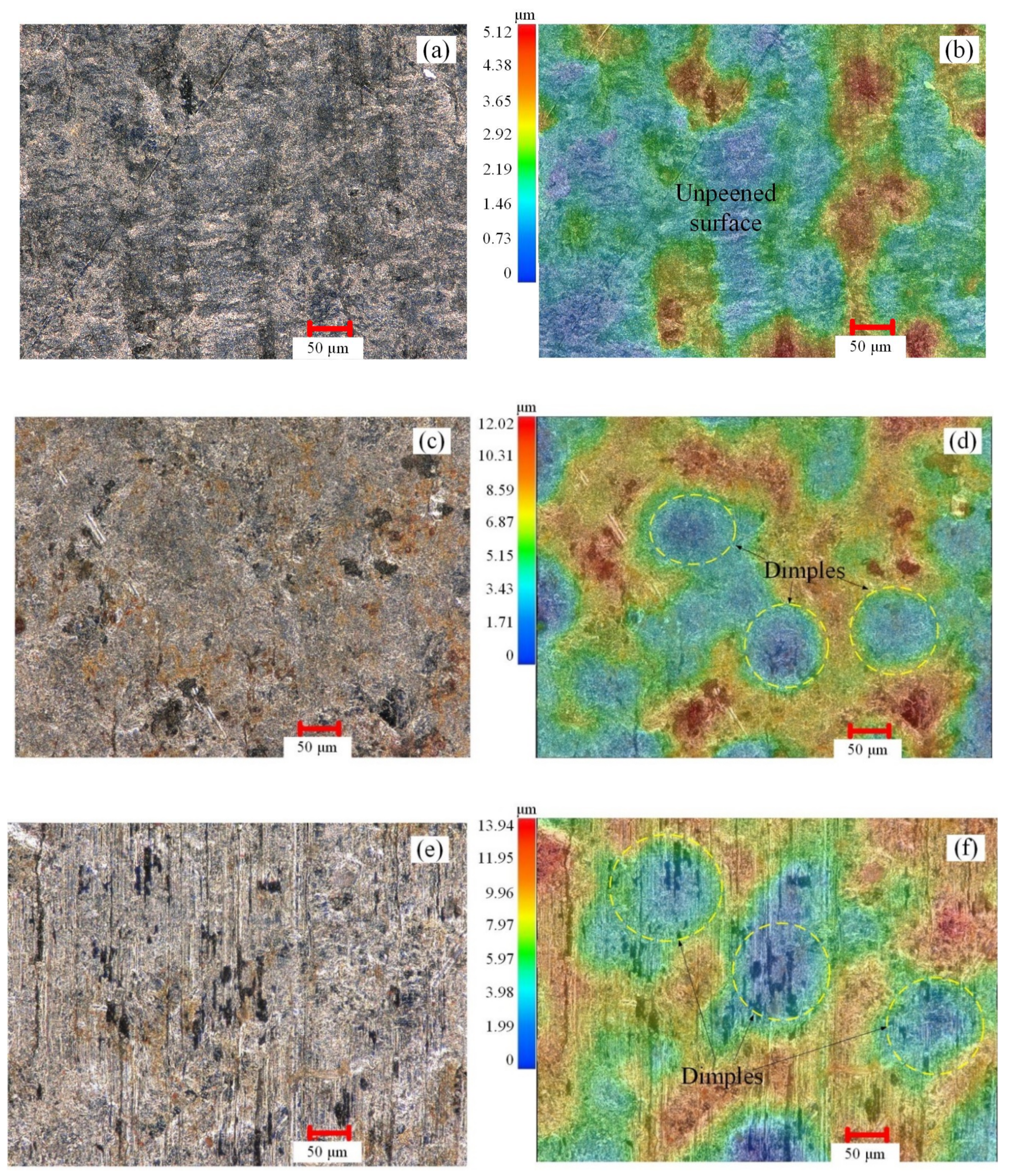
3.1. Surface Roughness and Topography
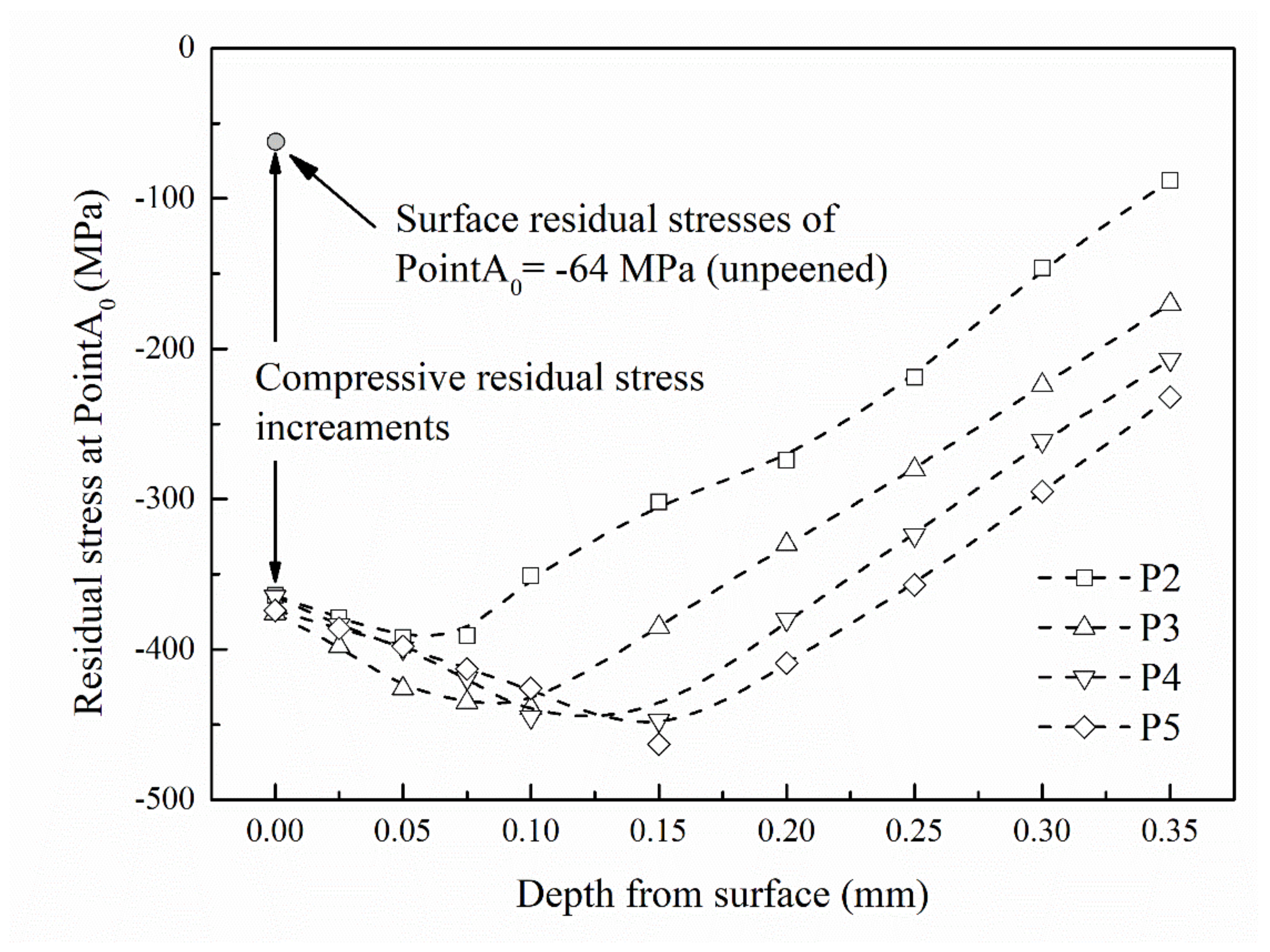
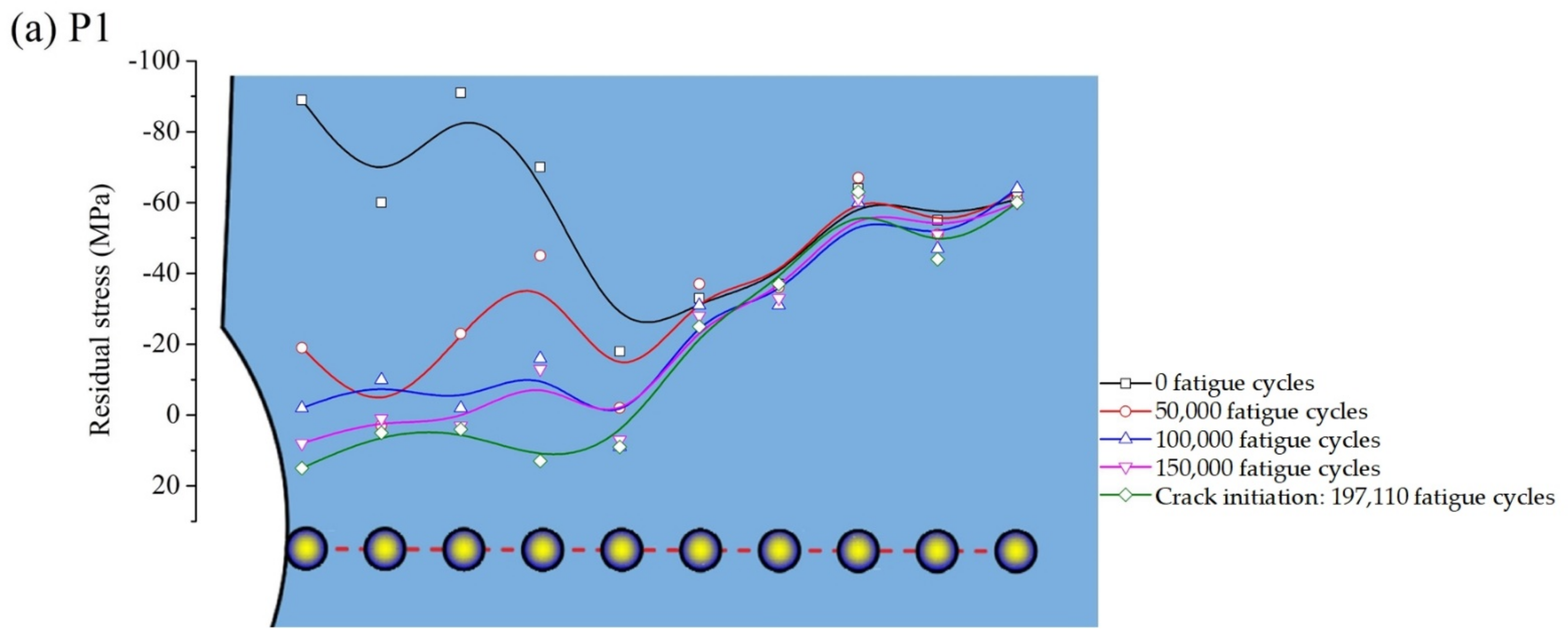
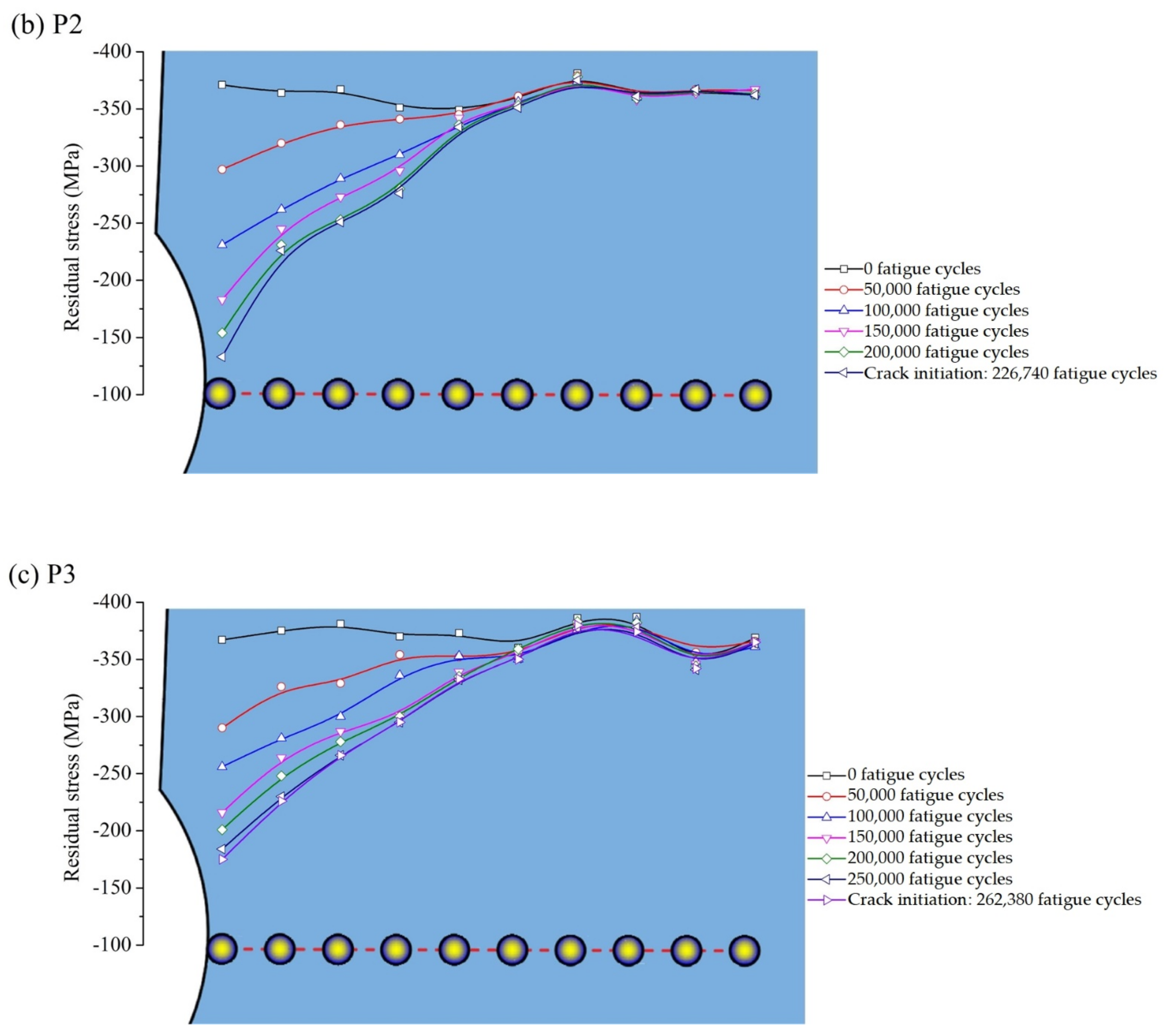
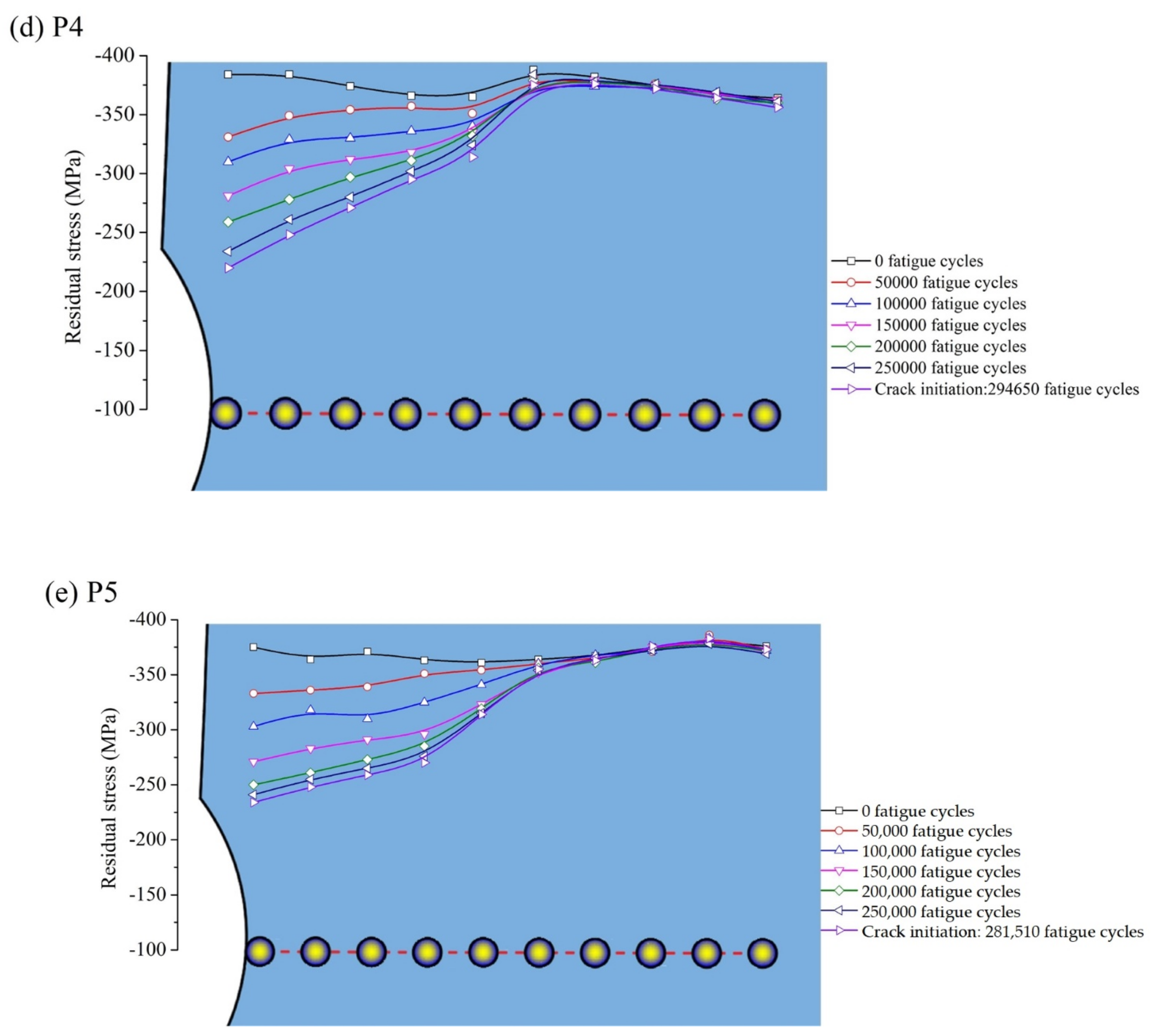
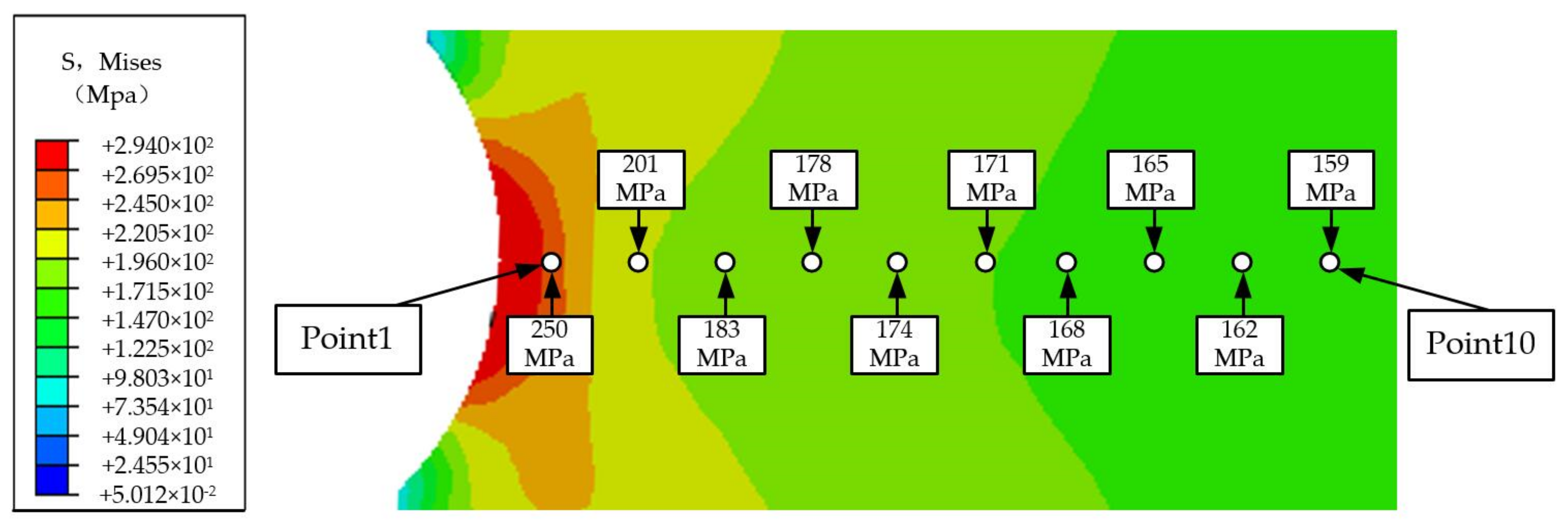
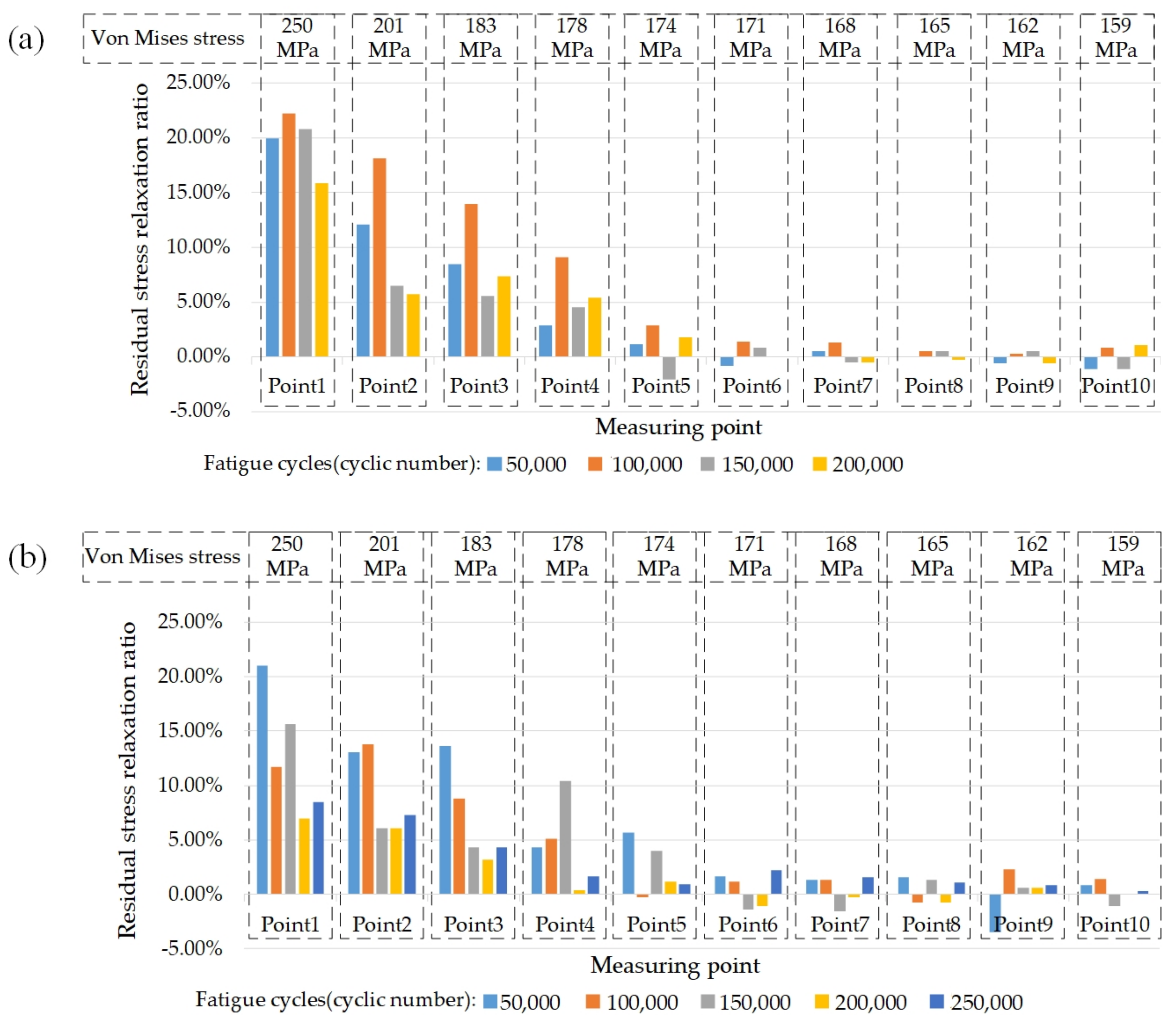
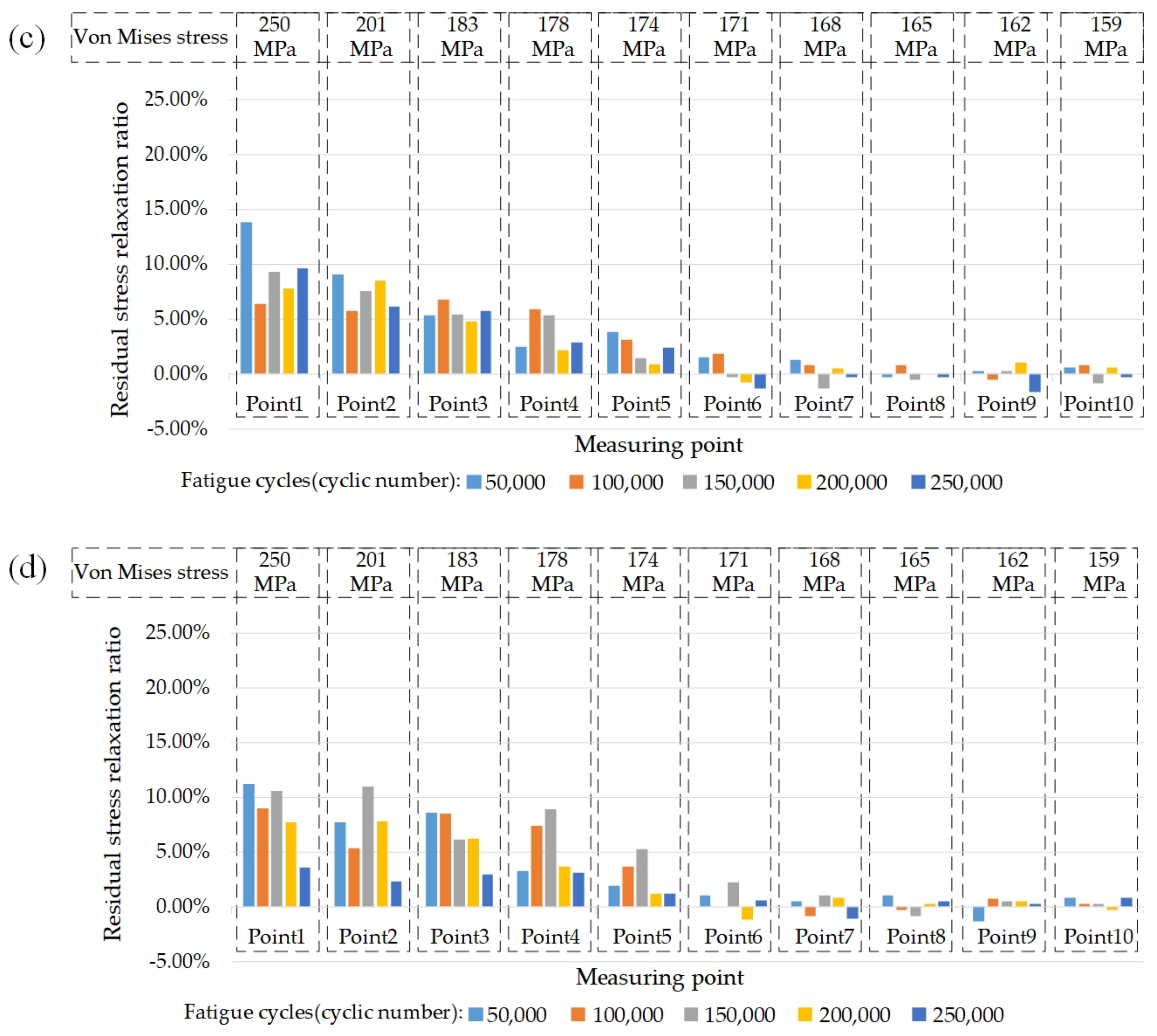
3.2. CRSF and Residual Stress Relaxation
3.3. Fatigue Life
4. Conclusions
- Introducing compressive residual stress into the surface layer by SP is an effective method to prolong the fatigue life of the ship hatch corner. The larger the values of σRSmax and δmax, the slower the residual stress field relaxation rates are under cyclic loading.
- It was found that the compressive residual stress near surface layer is beneficial to both the initiation life and the propagation life of fatigue crack. Compared with the unpeened specimen, the increments of crack initiation life are about 13.3%, 33.5%, 57.2%, and 48.3% on average, and the increments of crack propagation lives, are about 18.2%, 36.0%, 60.7%, and 55.9% with MDS of 0.3 mm, 0.6 mm, 0.8 mm, and 1.0 mm, respectively.
- The magnitude of residual stress relaxation does not decrease linearly with the linear decrease of stress under the same number of cyclic loading. When the stress is less than the threshold value for the relaxation of the residual stress, the residual stress on the surface of the structure will not relax. Specimens P4 and P5 with deeper CRSFs have better residual stress stabilities and better fatigue performances compared to P2 and P3.
- In practical engineering applications, increasing SP intensity can increase the values of σRS max and δmax in the compressive residual stress field, as well as the residual stress stability. Moreover, it also increases the surface roughness, which has adverse effects on the fatigue life of the hatch corner specimen. Therefore, the effect of residual stress field and surface roughness should be considered comprehensively in the SP process.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| SP | Shot peening |
| MDS | Mean diameter of shots |
| d | Value of MDS |
| PI | Peening intensity |
| CRSF | Compressive residual stress field |
| FEM | Finite element method |
| FEA | Finite element analysis |
| Ux | Displacement in the x direction |
| Uy | Displacement in the y direction |
| Uz | Displacement in the z direction |
| Rx | Rotation in the x direction |
| Ry | Rotation in the y direction |
| σRS max | Maximum residual stress in depth |
| σRSsurf | Surface residual stress |
| δmax | Depth of σRS max |
| Ra | Surface roughness |
| N | Numbers of points on the contour curve |
| Yxi | Value of contour curve |
| mxi | Value of baseline |
| Zxi | The absolute value of the distance between Yxi and mxi |
| E | Young’s modulus |
| Rm | Ultimate tensile stress |
| σs | Yield stress |
| ν | Poisson’s ratio |
| δ | Elongation |
| α | Diffraction angle |
| η | The complementary angle of α |
| a1 | Intermediate parameters |
| εα | Strain in the Debye ring |
| επ−α | Complementary strain |
| ε−α | Contrary strain |
| ψ0 | Operating angle of the X–ray analyzer |
| Nin | Crack initiation life |
| ΔNin | The ratio of crack initiation life increment |
| Npr | Crack propagation life |
| ΔNpr | The ratio of crack propagation life increment |
| Nf | Fatigue life |
| ΔNf | The ratio of fatigue life increment |
References
- IACS. Common Structural Rules for Bulk Carriers; IACS: London, UK, 2006. [Google Scholar]
- CCS. Guidelines for Fatigue Strength Assessment of Hull Structures; CCS: Edmond, OK, USA, 2015. [Google Scholar]
- Guoqing, F.; Hao, S.; Dongping, L.; Hui, L. The stress combination method for the fatigue assessment of the hatch corner of a bulk carrier based on equivalent waves. J. Mar. Sci. Appl. 2012, 11, 68–73. [Google Scholar]
- Selle, H.; Doerk, O.; Scharrer, M. Global strength analysis of ships with special focus on fatigue of hatch corners. In MARSTRUCT Book Series; Taylor Francis Group: Abingdon, UK, 2009; pp. 255–260. [Google Scholar]
- Yong, H.X.; Wei, W.; Heng, Z. Fatigue strength study on different structure type of hatch corner. Adv. Mat. Res. 2011, 233, 2580–2583. [Google Scholar]
- Xu, X.; Augello, R.; Yang, H. The generation and validation of a CUF–based FEA model with laser–based experiments. Mech. Adv. Mater. Struct. 2019, 1–8. [Google Scholar] [CrossRef]
- Xu, X.; Yang, H.; Augello, R.; Carrera, E. Optimized free–form surface modeling of point clouds from laser–based measurement. Mech. Adv. Mater. Struct. 2019, 1–9. [Google Scholar] [CrossRef]
- Carrera, E.; Pagani, A.; Augello, R. Evaluation of geometrically nonlinear effects due to large cross–sectional deformations of compact and shell–like structures. Mech. Adv. Mater. Struc. 2020, 27, 1269–1277. [Google Scholar] [CrossRef]
- Jiancheng, L.; Yongning, G. A Study on Stress Concentration at Hatch Corner for Ship with Large Openings. Ship Eng. 2000, 6, 9–12. [Google Scholar]
- Petronic, S.; Colic, K.; Dordevic, B.; Milovanovic, D.; Burzic, M.; Vucetic, F. Effect of laser shock peening with and without protective coating on the microstructure and mechanical properties of Ti–alloy. Opt. Laser. Eng. 2020, 129, 106052. [Google Scholar] [CrossRef]
- Hackel, L.; Dane, C. Reliable laser technology for laser peening applications. In Proceedings of the 2012 Conference on Lasers and Electro–Optics (CLEO), San Jose, CA, USA, 6–11 May 2012; pp. 1–2. [Google Scholar]
- Leap, M.J.; Rankin, J.; Harrison, J.; Hackel, L.; Nemeth, J.; Candela, J. Effects of laser peening on fatigue life in an arrestment hook shank application for Naval aircraft. Int. J. Fatigue 2011, 33, 788–799. [Google Scholar] [CrossRef]
- Rajan, S.S.; Swaroop, S.; Manivasagam, G.; Rao, M.N. Fatigue life enhancement of titanium alloy by the development of nano/micron surface layer using laser peening. J. Nanosci. Nanotechnol. 2019, 19, 7064–7073. [Google Scholar] [CrossRef] [PubMed]
- Kasra, G.; Rakesh, R.; Scott, W.; Ayhan, I. Fatigue strength improvement of aluminum and high strength steel welded structures using high frequency mechanical impact treatment. Proc. Eng. 2015, 133, 465–476. [Google Scholar]
- Harati, E.; Svensson, L.; Karlsson, L.; Widmark, M. Effect of high frequency mechanical impact treatment on fatigue strength of welded 1300MPa yield strength steel. Int. J. Fatigue 2016, 92, 96–106. [Google Scholar] [CrossRef]
- Jan, F.; Volker, H.; Majid, F. High frequency mechanical impact treatment (HFMI) for the fatigue improvement: Numerical and experimental investigations to describe the condition in the surface layer. Weld. World 2016, 60, 749–755. [Google Scholar]
- Zhenwen, Y.; Qi, L.; Jiahui, W.; Zongqing, M.; Ying, W.; Dongpo, W. Effect of ultrasonic impact treatment on the microstructure and mechanical properties of diffusion–bonded TC11 alloy joints. Arch. Civ. Mech. Eng. 2019, 19, 1341–1441. [Google Scholar]
- Kahraman, F. Surface layer properties of ultrasonic impact–treated AA7075 aluminum alloy. Proc. Inst. Mech. Eng. Part B J. Eng. 2018, 232, 2218–2225. [Google Scholar] [CrossRef]
- Bolin, H.; Haipeng, D.; Mingming, J.; Kang, W.; Li, L. Effect of ultrasonic impact treatment on the ultra high cycle fatigue properties of SMA490BW steel welded joints. Int. J. Adv. Manuf. Technol. 2018, 96, 1571–1577. [Google Scholar]
- Chuan, L.; Yi, Y.; Xiaohua, C.; ChunJing, W.; Yong, Z. Residual stress in a restrained specimen processed by post–weld ultrasonic impact treatment. Sci. Technol. Weld. JOI 2019, 24, 1–7. [Google Scholar]
- Mohammad, A.O.; Hamzah, M.M.; Faris, M.A.; Mohammad, A. Enhancing the surface hardness and roughness of engine blades using the shot peening process. Int. J. Min. Met. Mater. 2019, 26, 999–1004. [Google Scholar]
- Lukáš, F.; Werner, D.; Werner, E.; Thomas, K.; Michael, T.; Christoph, C. Effect of shot peening on residual stresses and crack closure in CVD coated hard metal cutting inserts. Int. J. Refract. Met. H 2019, 82, 174–182. [Google Scholar]
- Bag, A.; Delbergue, D.; Ajaja, J.; Bocher, P.; Levesque, M.; Brochu, M. Effect of different shot peening conditions on the fatigue life of 300 M steel submitted to high stress amplitudes. Int. J. Fatigue 2020, 130, 105271–105274. [Google Scholar] [CrossRef]
- Martín, V.; Vázquez, J.; Navarro, C.; Domínguez, J. Effect of shot peening residual stresses and surface roughness on fretting fatigue strength of Al 7075–T651. Tribol. Int. 2020, 142, 106004. [Google Scholar] [CrossRef]
- Gan, J.; Sun, D.; Wang, Z.; Luo, P.; Wu, W. The effect of shot peening on fatigue life of Q345D T–welded joint. J. Constr. Steel. Res. 2016, 126, 74–82. [Google Scholar] [CrossRef]
- Wohlfahrt, H. The influence of peening conditions on the resulting distribution of residual stress. In Proceedings of the Second International Conference on Shot Peening, Chicago, IL, USA, 14–17 May 1984; pp. 316–331. [Google Scholar]
- Maiya, P.S. Geometrical characterization of surface roughness and its application to fatigue crack initiation. Mater. Sci. Eng. 1975, 21, 57–62. [Google Scholar] [CrossRef]
- Novovic, D.; Dewes, R.C.; Aspinwall, D.K.; Voice, W. The effect of machined topography and integrity on fatigue life. Int. J. Mach. Tool. Manuf. 2004, 44, 125–134. [Google Scholar] [CrossRef]
- Ruihong, L.; Daoxin, L.; Wei, Z.; Xuan, L.; Mingjie, Q.; Mingli, X. Influence of Shot Peening and Surface Integrity on the Fatigue Properties of 300M Steel. Mech. Sci. Tech. Aerosp. Eng. 2011, 9, 1418–1423. [Google Scholar]
- Torres, M.A.S.; Voorwald, H.J.C. An evaluation of shot peening, residual stress and stress relaxation on the fatigue life of AISI 4340 steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Dalaei, K.; Karlsson, B.; Svensson, L.E. Stability of residual stresses created by shot peening of pearlitic steel and their influence on fatigue behaviour. Proc. Eng. 2010, 2, 613–622. [Google Scholar] [CrossRef] [Green Version]
- Dalaei, K.; Karlsson, B.; Svensson, L.E. Stability of shot peening induced residual stresses and their influence on fatigue lifetime. Mater. Sci. Eng. A 2011, 528, 1008–1015. [Google Scholar] [CrossRef]
- Dalaei, K.; Karlsson, B. Influence of shot peening on fatigue durability of normalized steel subjected to variable amplitude loading. Int. J. Fatigue 2012, 38, 75–83. [Google Scholar] [CrossRef]
- Huang, J.; Wang, Z.; Gan, J.; Yang, Y.; Wu, G.; Meng, Q. Investigation of fatigue performance improvement in SiCw/Al composites with different modified shot peening treatments by considering surface mechanical properties. J. Alloys Compd. 2017, 728, 169–178. [Google Scholar] [CrossRef]
- Ruiz, H.; Osawa, N.; Rashed, S. Study on the stability of compressive residual stress induced by high–frequency mechanical impact under cyclic loadings with spike loads. Weld. World 2020, 64, 1855–1865. [Google Scholar] [CrossRef]
- Gb/T 228.1. In Metallic Materials—Tensile Testing, Part I: Method of Test at Room Temperature; Standards Press of China: Beijing, China, 2010. (In Chinese)
- ISO 4287. Geometrical Product Specifications (GPS), Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; The Spanish Association for Standardization and Certification: Madrid, Spain, 2010. [Google Scholar]
- Lee, S.; Ling, J.; Wang, S.; Ramirez–Rico, J. Precision and accuracy of stress measurement with a portable X–ray machine using an area detector. J. Appl. Crystallogr. 2017, 50, 131–144. [Google Scholar] [CrossRef] [Green Version]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Value |
|---|---|
| Ultimate tensile stress Rm (MPa) | 473 |
| Yield stress σs (MPa) | 294 |
| Young’s modulus E (GPa) | 206 |
| Poisson’s ratio ν | 0.26 |
| Elongation δ (%) | 26 |
| Specimen | Mass Flow Rate (kg/min) | Air Pressure (bar) | Mean Diameter of Shots (MDS) d (mm) | Coverage | Shot Media Material |
|---|---|---|---|---|---|
| P1 | – | – | – | – | – |
| P2 | 25 | 3 | 0.3 (S110) | 100% | Cast steel |
| P3 | 25 | 3 | 0.6 (S230) | 100% | Cast steel |
| P4 | 25 | 3 | 0.8 (S280) | 100% | Cast steel |
| P5 | 25 | 3 | 1.0 (S330) | 100% | Cast steel |
| Specimen | MDS d (mm) | Ra (μm) | Average Ra (μm) | |
|---|---|---|---|---|
| Horizontal (x) | Vertical (y) | |||
| P1 | – | 0.08 | 0.06 | 0.07 |
| P2 | 0.3 | 1.41 | 1.26 | 1.34 |
| P3 | 0.6 | 2.27 | 2.44 | 2.36 |
| P4 | 0.8 | 3.14 | 3.28 | 3.21 |
| P5 | 1.0 | 3.38 | 3.92 | 3.65 |
| Specimen | Number of Test | MDS d (mm) | Ra (μm) | Nin (Cyclic Number) | ΔNin | Npr (Cyclic Number) | ΔNpr | Nf (Cyclic Number) | ΔNf |
|---|---|---|---|---|---|---|---|---|---|
| P1 | 1st | / | 0.07 | 197,110 | / | 17,440 | / | 214,550 | / |
| 2nd | / | / | 173,530 | −12.0% | 17,210 | –1.3% | 190,740 | −11.1% | |
| 3rd | / | / | 186,220 | −5.5% | 21,460 | 23.1% | 207,680 | −3.2% | |
| P2 | 1st | 0.3 | 1.34 | 226,740 | 15.0% | 20,420 | 17.1% | 247,160 | 15.2% |
| 2nd | 0.3 | / | 237,270 | 20.4% | 19,850 | 13.8% | 257,120 | 19.8% | |
| 3rd | 0.3 | / | 206,160 | 4.6% | 21,584 | 23.8% | 227,744 | 6.1% | |
| P3 | 1st | 0.6 | 2.36 | 262,380 | 33.1% | 25,160 | 44.3% | 287,540 | 34.0% |
| 2nd | 0.6 | / | 248,220 | 25.9% | 21,240 | 21.8% | 269,460 | 25.6% | |
| 3rd | 0.6 | / | 278,600 | 41.3% | 24,770 | 42.0% | 303,370 | 41.4% | |
| P4 | 1st | 0.8 | 3.21 | 294,650 | 49.5% | 27,610 | 58.3% | 322,260 | 50.2% |
| 2nd | 0.8 | / | 315,510 | 60.1% | 28,120 | 61.2% | 343,630 | 60.2% | |
| 3rd | 0.8 | / | 319,380 | 62.0% | 28,330 | 62.4% | 347,710 | 62.1% | |
| P5 | 1st | 1.0 | 3.65 | 281,510 | 42.8% | 27,120 | 55.5% | 308,630 | 43.8% |
| 2nd | 1.0 | / | 291,940 | 48.1% | 26,430 | 51.5% | 318,370 | 48.4% | |
| 3rd | 1.0 | / | 303,770 | 54.1% | 28,020 | 60.7% | 331,790 | 54.6% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gan, J.; Gao, Z.; Wang, Y.; Wang, Z.; Wu, W. Small–Scale Experimental Investigation of Fatigue Performance Improvement of Ship Hatch Corner with Shot Peening Treatments by Considering Residual Stress Relaxation. J. Mar. Sci. Eng. 2021, 9, 419. https://doi.org/10.3390/jmse9040419
Gan J, Gao Z, Wang Y, Wang Z, Wu W. Small–Scale Experimental Investigation of Fatigue Performance Improvement of Ship Hatch Corner with Shot Peening Treatments by Considering Residual Stress Relaxation. Journal of Marine Science and Engineering. 2021; 9(4):419. https://doi.org/10.3390/jmse9040419
Chicago/Turabian StyleGan, Jin, Zi’ang Gao, Yiwen Wang, Zhou Wang, and Weiguo Wu. 2021. "Small–Scale Experimental Investigation of Fatigue Performance Improvement of Ship Hatch Corner with Shot Peening Treatments by Considering Residual Stress Relaxation" Journal of Marine Science and Engineering 9, no. 4: 419. https://doi.org/10.3390/jmse9040419
APA StyleGan, J., Gao, Z., Wang, Y., Wang, Z., & Wu, W. (2021). Small–Scale Experimental Investigation of Fatigue Performance Improvement of Ship Hatch Corner with Shot Peening Treatments by Considering Residual Stress Relaxation. Journal of Marine Science and Engineering, 9(4), 419. https://doi.org/10.3390/jmse9040419