
Increasing Mechanical Properties of 3D Printed Samples by Direct Metal Laser Sintering Using Heat Treatment Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Materials
2.2. Methods of Research
3. Results and Discussion
4. Conclusions
- -
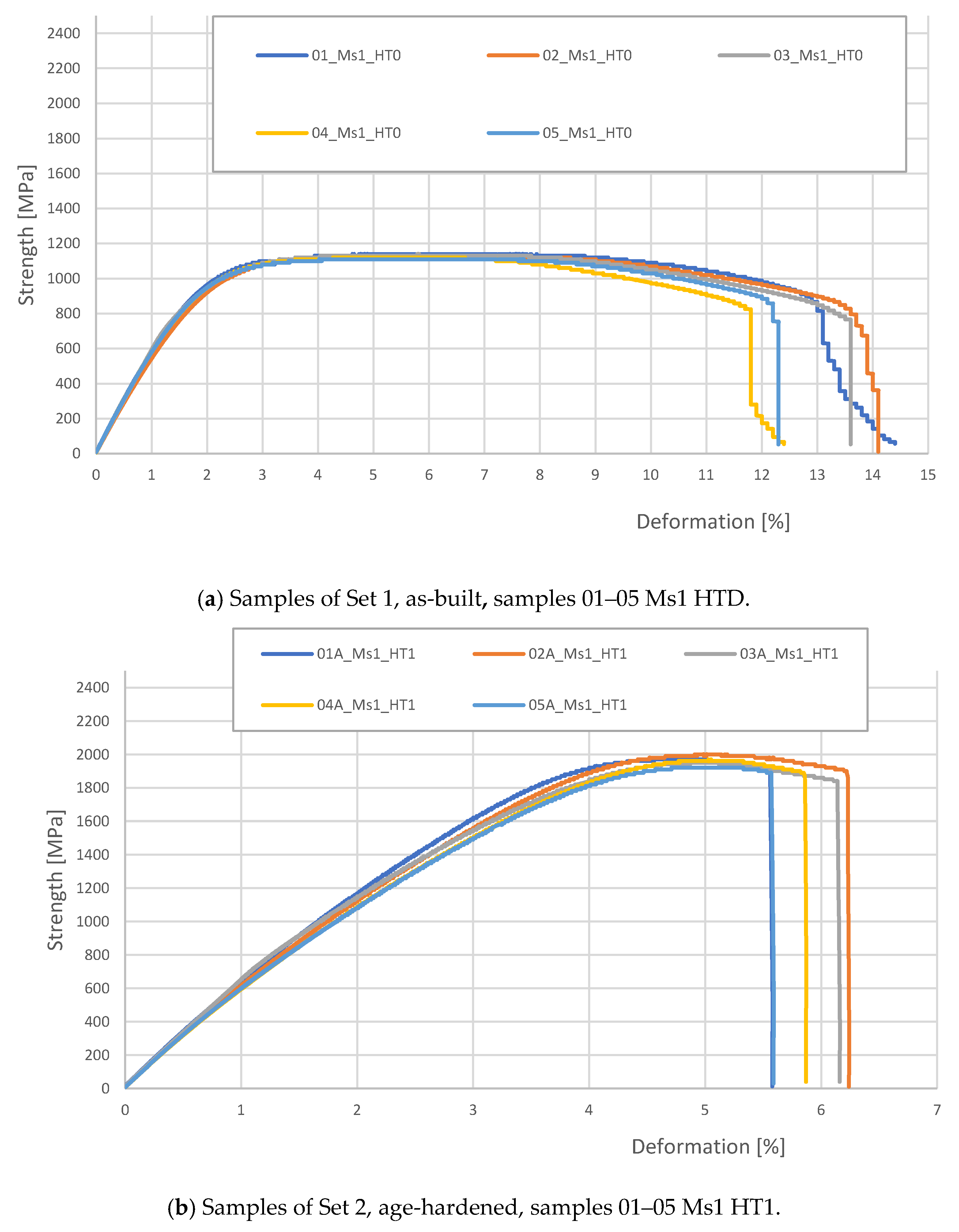
- Although the hardening process is ideal for increasing hardness from 33 to ultimate 54 HRC [10], elongation and tensile strength values are significantly reduced. When comparing the manufacturer’s range with our recorded values, samples from Set 1 demonstrated strength ranging from 1110 to ultimate 1140 MPa. Samples from Set 2 showed tensile strength values that were just below average. Our recorded range was from 1920 to ultimate 2000 MPa while the manufacturer reported a range from 1950 to 2150 MPa. The tensile strength was in the range from 841 to ultimate 852 MPa in Set 1, and from 1110 to ultimate 1130 MPa in Set 2. The elongation values can be found to be within the range of 14% for the Set 1 samples, or slightly over 14%.
- -
- Different limits measured in EDS chemical composition analysis may cause different values of reported mechanical properties. The observed Ni was below the manufacturer’s average. We noticed that it did not exceed 12.11% by weight. Conversely, Ti exceeded its range, it was above average, recording a value of up to 1.27% by weight while the manufacturer’s specified range is up to 0.8% by weight.
- -
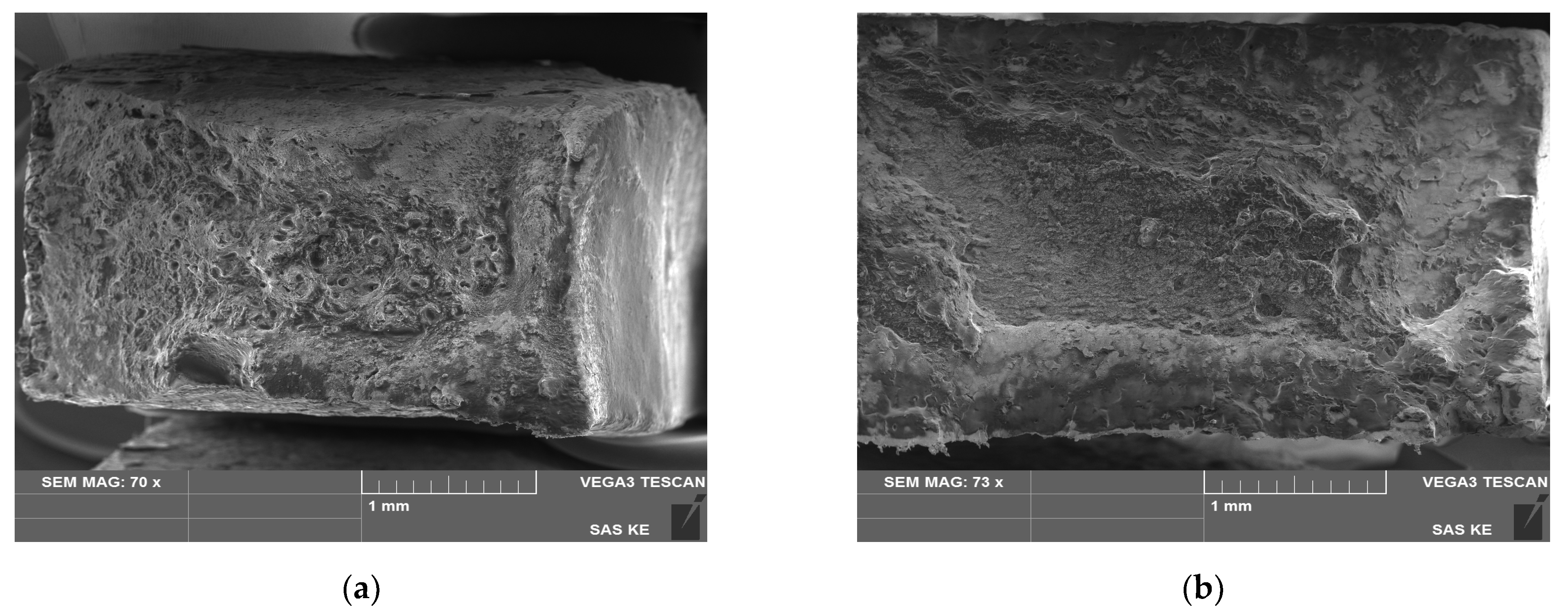
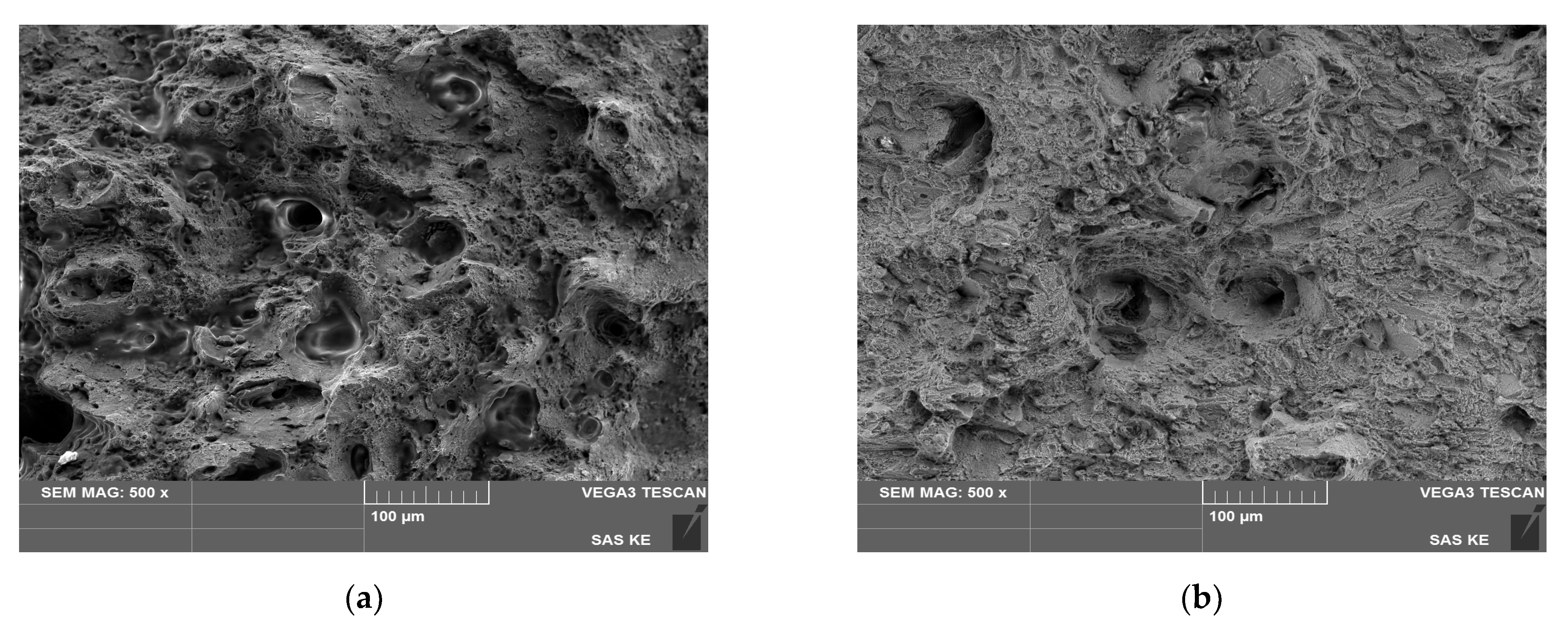
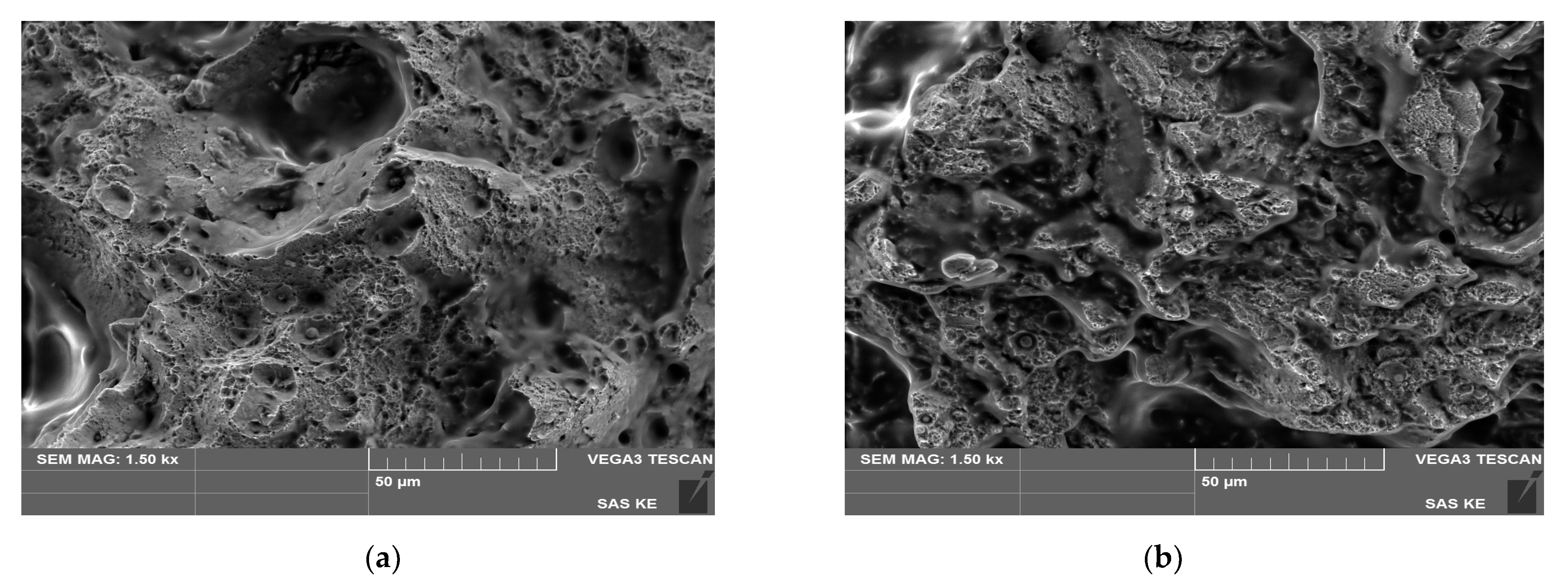
- The cross section of the samples showed a difference in neck that was only visible on the printed sample (Set 1). Samples that were printed and further hardened (Set 2) had a less significant area compared to the Set 1 samples. The samples from Set 2 showed more fragile areas. In contrast, the observed fracture surface of the samples from Set 1 was more plastic in both, with differences of the whole morphology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mancanares, C.G.; Zancul, E.D.; da Silva, J.C.; Miguel, P.A.C. Additive manufacturing process selection based on parts’ selection criteria. Int. J. Adv. Manuf. Technol. 2015, 80, 1007–1014. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mat. Sci. Eng. 2015, 651, 198–213. [Google Scholar] [CrossRef]
- Nováková-Marcinčínová, L.; Novák-Marcinčín, J. Application of rapid prototyping fused deposition modelling materials. In Proceedings of the 23rd International DAAAM Symposium, Zadar, Croatia, 24–27 October 2012; pp. 57–60. [Google Scholar]
- Nováková-Marcinčínová, L. Application of fused deposition modeling technology in 3D printing rapid prototyping area. Manuf. Ind. Eng. 2012, 11, 35–37. [Google Scholar]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of selective laser melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Dzian, A.; Zivcak, J.; Penciak, R.; Hudak, R. Implantation of a 3D-printed titanium sternum in a patient with a sternal tumor. World J. Surg. Oncol. 2018, 16, 7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Findrik Balogova, A.; Hudak, R.; Toth, T.; Schnitzer, M.; Ferenc, J.; Bakos, D.; Zivcak, J. Determination of geometrical and viscoelastic properties of PLAPHB samples made by additive manufacturing for urethral substitution. J. Biotechnol. Rev. Mol. Biotechnol. 2018, 284, 123–130. [Google Scholar] [CrossRef]
- Guzova, A.; Draganovská, D.; Ižarikova, G.; Živcak, J.; Hudak, R.; Brezinova, J.; Moro, R. The Effect of Position of Materials on a Build Platform on the Hardness, Roughness, and Corrosion Resistance of Ti6Al4V Produced by DMLS Technology. Metals 2019, 10, 1055. [Google Scholar] [CrossRef] [Green Version]
- Guzanová, A.; Ižaríková, G.; Brezinová, J.; Živčák, J.; Draganovská, D.; Hudák, R. Influence of Build orientation, heat treatment, and laser power on the hardness OF Ti6al4v manufactured using The dmls Process. Metals 2017, 7, 318. [Google Scholar] [CrossRef] [Green Version]
- Gál, P.; Toporcer, T.; Vidinský, B.; Hudák, R.; Živčák, J.; Sabo, J. Simple interrupted PERCUTANEOUS Suture versus Intradermal Running Suture for WOUND tensile strength measurement in Rats: A technical note. Eur. Surg. Res. 2009, 43, 61–65. [Google Scholar] [PubMed]
- Hudák, R.; Šarik, M.; Dadej, R.; Živčák, J.; Harachová, D. Material and thermal analysis of laser sintered products. Acta Mech. et Autom. 2013, 7, 15–19. [Google Scholar]
- Sabol, F.; Vasilenko, T.; Novotný, M.; Tomori, Z.; Bobrov, N.; Živčák, J.; Hudák, R.; Gál, P. Intradermal running Suture versus 3M™ vetbond™ Tissue adhesive for Wound closure in RODENTS: A BIOMECHANICAL and histological study. Eur. Surg. Res. 2010, 45, 321–326. [Google Scholar] [CrossRef] [PubMed]
- Toth, T.; Hudak, R.; Zivcak, J. Dimensional verification and quality control of implants produced by additive manufacturing. Qual. Innov. Prosper. 2015, 19, 9–21. [Google Scholar] [CrossRef] [Green Version]
- Tóth, T.; Živčák, J. A comparison of the outputs of 3d scanners. Procedia Eng. 2014, 69, 393–401. [Google Scholar] [CrossRef] [Green Version]
- Živčák, J.; Šarik, M.; Hudák, R. FEA simulation of thermal processes during the Direct metal laser sintering of TI64 titanium powder. Measurement 2016, 94, 893–901. [Google Scholar] [CrossRef]
- Brandl, E.; Leyens, C.; Palm, F.; Schoberth, A.; Onteniente, P. Wire instead of powder? Properties of additive manufactured Ti–6Al–4V for aerospace applications. In Proceedings of the Euro-uRapid International Conference on Rapid Prototyping, Rapid Tooling & Rapid Manufacturing, Berlin, Germany, 23–24 September 2008. [Google Scholar]
- Facchini, L.; Magalini, E.; Robotti, P.; Molinari, A.; Höges, S.; Wissenbach, K. Ductility of a Ti–6Al–4V alloy produced by selective laser melting of pre-alloyed powders. Rapid Prototyp. J. 2010, 16, 450–459. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Boonen, R.; Moens, D.; Kruth, J.-P.; Sas, P. On the determination of fatigue properties of Ti6Al4V produced by selective laser melting. In Proceedings of the 53rd AIAA/ASME Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar]
- Liu, Q.; Elambasseril, J.; Sun, S.; Leary, M.; Brandt, M.; Sharp, P.K. The effect of manufacturing defects on the fatigue behavior of Ti–6Al–4V specimens fabricated using selective laser melting. Adv. Mater. Res. 2014, 891, 1519–1524. [Google Scholar] [CrossRef]
- Chan, K.S.; Koike, M.; Mason, R.L.; Okabe, T. Fatigue life of titanium alloys fabricated by additive layer manufacturing techniques for dental implants. Metall. Mater. Trans. A 2013, 44, 1010–1022. [Google Scholar] [CrossRef]
- Rafi, H.K.; Starr, T.L.; Stucker, B.E. A comparison of the tensile, fatigue and fracture behavior of Ti–6Al–4V and 15–5 PH stainless steel parts made by selective laser melting. Int. J. Manuf. Technol. 2013, 69, 1299–1309. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance of selective laser melted Ti–6Al–4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni % | Co % | Mo % | Ti % | Al % | Cr, Cu % | C % | Mn, Si % | P, S % | Fe % |
|---|---|---|---|---|---|---|---|---|---|
| 17–19 | 8.5–9.5 | 4.5–5.2 | 0.6–0.8 | 0.05–0.15 | Each ≤ 0.5 | ≤0.03 | Each ≤ 0.1 | ≤0.01 | balance |
| Density ρ, g/cm3 | Tensile Strength MPa | Yield Strength Rp 0.2 % | Elongation at Break % * | Modulus of Elasticity GPa * | Hardness HRC ** | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| direction | XY | Z | XY | Z | XY | Z | XY | Z | ||
| 8.0–8.1 | (a) | 1100 ± 100 | 1100 ± 100 | 1050 ± 100 | 1000 ± 150 | 10 ± 4 | - | 160 ± 25 | 150 ± 20 | 33–37 |
| (b) | 2050 ± 100 | 1190 ± 100 | 4 ± 2 | 50–56 | ||||||
| As Built | After Age Hardening *** | |
|---|---|---|
| Thermal conductivity | 15 ± 0.8 W/m °C | 20 ± 1 W/m °C |
| Specific heat capacity | 450 ± 20 J/kg °C | 450 ± 20 J/kg °C |
| Maximum operating temperature | approx. 400 °C |
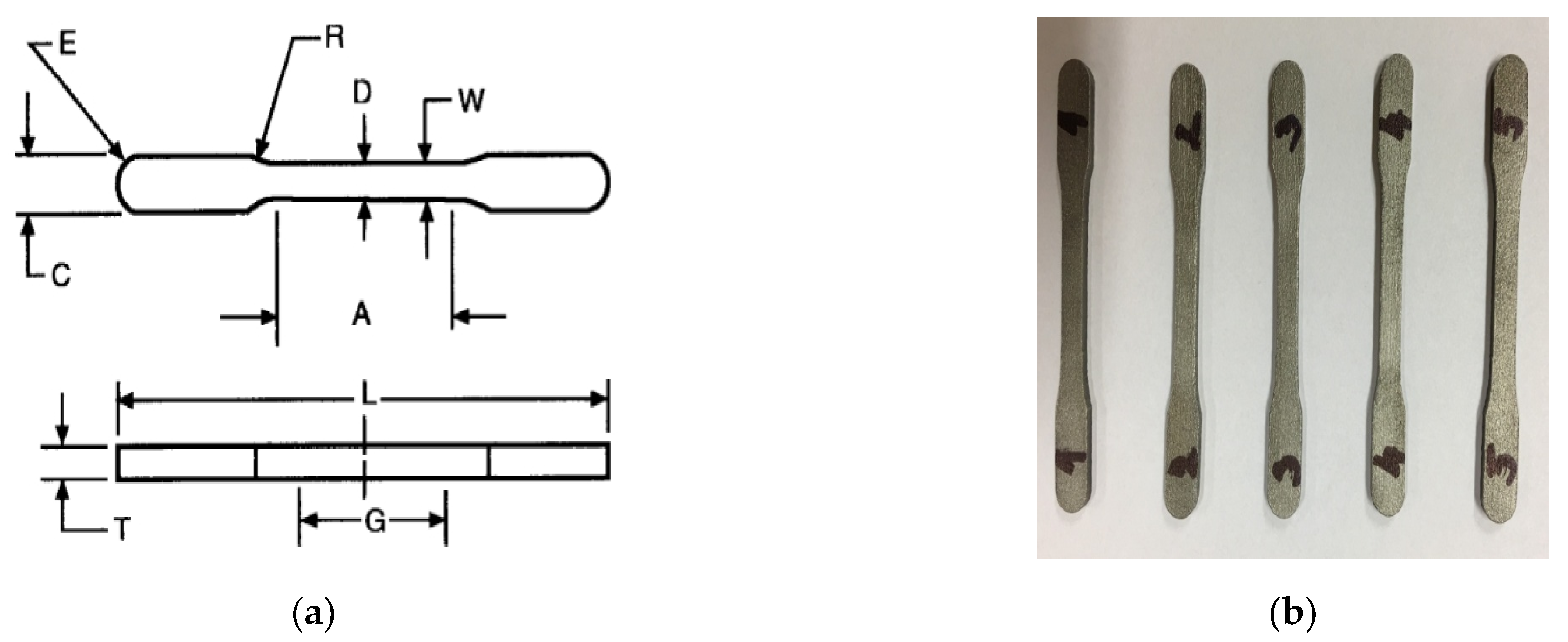
| Dimension [inch] | [mm] | |
|---|---|---|
| G—Gage length | 1.000 ± 0.003 | 25.40 ± 0.08 |
| L—Overall length | 3.53 | 89.7 |
| C—Width of grip section | 0.34 | 8.6 |
| E—End radius | C/2 | C/2 |
| W—Width of reduced section | 0.235 | 5.97 |
| D—Width at center | 0.225 | 5.72 |
| A—Length of reduced section | 1.25 | 31.8 |
| R—Radius of fillet | 1.00 | 25.4 |
| T—Thickness | 0.140 to 0.250 | 3.56 to 6.35 |
| Number of Samples | Yield Tensile Strength, MPa | Ultimate Tensile Strength, MPa | Elongation at Break % |
|---|---|---|---|
| Set 1 | |||
| Samples 1–5 | 841–852 | 1110–1140 | 11.1–14.3 |
| Set 2 | |||
| Samples 1–5 | 1110–1130 | 1920–2000 | 2.35–3.27 |
| Spectrum: 1x | |||||
| El | AN | Series | unn. C | norm. C | Atom. C |
| [wt.%] | [wt.%] | [at.%] | |||
| O | 8 | K-series | 10.15 | 13.23 | 34.63 |
| S | 16 | K-series | 1.54 | 2.01 | 2.63 |
| Ti | 22 | K-series | 0.61 | 0.80 | 0.70 |
| Fe | 26 | K-series | 46.02 | 59.98 | 44.97 |
| Co | 27 | K-series | 7.32 | 9.54 | 6.78 |
| Ni | 28 | K-series | 11.08 | 14.44 | 10.30 |
| Total: | 76.73 | 100.00 | 100.00 | ||
| Spectrum: 2x | |||||
| El | AN | Series | unn. C | norm. C | Atom. C |
| [wt.%] | [wt.%] | [at.%] | |||
| O | 8 | K-series | 11.00 | 13.71 | 36.43 |
| Ti | 22 | K-series | 0.62 | 0.78 | 0.69 |
| Fe | 26 | K-series | 46.67 | 58.17 | 44.28 |
| Co | 27 | K-series | 7.4 | 9.22 | 6.65 |
| Ni | 28 | K-series | 11.18 | 13.94 | 10.09 |
| Mo | 42 | L-series | 3.36 | 4.19 | 1.86 |
| Total: | 76.73 | 100.00 | 100.00 | ||
| Spectrum: 3x | |||||
| El | AN | Series | unn. C | norm. C | Atom. C |
| [wt.%] | [wt.%] | [at.%] | |||
| O | 8 | K-series | 7.54 | 7.61 | 22.35 |
| S | 16 | K-series | 1.25 | 1.26 | 1.84 |
| Ti | 22 | K-series | 1.28 | 1.29 | 1.27 |
| Fe | 26 | K-series | 64.82 | 65.42 | 55.03 |
| Co | 27 | K-series | 11.08 | 11.18 | 8.91 |
| Ni | 28 | K-series | 13.11 | 13.24 | 10.59 |
| Total: | 99.09 | 100.00 | 100.00 | ||
| Spectrum: 4x | |||||
| El | AN | Series | unn. C | norm. C | Atom. C |
| [wt.%] | [wt.%] | [at.%] | |||
| O | 8 | K-series | 7.77 | 7.80 | 23.19 |
| Ti | 22 | K-series | 1.25 | 1.25 | 1.24 |
| Fe | 26 | K-series | 64.24 | 64.43 | 54.91 |
| Co | 27 | K-series | 10.92 | 10.96 | 8.85 |
| Ni | 28 | K-series | 12.92 | 12.96 | 10.51 |
| Mo | 42 | L-series | 2.60 | 2.61 | 1.29 |
| Total: | 99.71 | 100.00 | 100.00 | ||
| Spectrum: 5x | |||||
| El | AN | Series | unn. C | norm. C | Atom. C |
| [wt.%] | [wt.%] | [at.%] | |||
| O | 8 | K-series | 7.21 | 8.60 | 25.31 |
| Fe | 26 | K-series | 52.62 | 62.72 | 52.89 |
| Co | 27 | K-series | 8.25 | 9.84 | 7.86 |
| Ni | 28 | K-series | 12.66 | 15.09 | 12.11 |
| Mo | 42 | L-series | 3.14 | 3.75 | 1.84 |
| Total: | 83.9 | 100.00 | 100.00 | ||
| Spectrum: 6x | |||||
| El | AN | Series | unn. C | norm. C | Atom. C |
| [wt.%] | [wt.%] | [at.%] | |||
| O | 8 | K-series | 8.46 | 9.89 | 28.27 |
| Ti | 22 | K-series | 0.66 | 0.77 | 0.73 |
| Fe | 26 | K-series | 52.88 | 61.81 | 50.63 |
| Co | 27 | K-series | 8.16 | 9.54 | 7.41 |
| Ni | 28 | K-series | 12.38 | 14.47 | 11.28 |
| Mo | 42 | L-series | 3.01 | 3.52 | 1.68 |
| Total: | 85.54 | 100.00 | 100.00 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Živčák, J.; Nováková-Marcinčínová, E.; Nováková-Marcinčínová, Ľ.; Balint, T.; Puškár, M. Increasing Mechanical Properties of 3D Printed Samples by Direct Metal Laser Sintering Using Heat Treatment Process. J. Mar. Sci. Eng. 2021, 9, 821. https://doi.org/10.3390/jmse9080821
Živčák J, Nováková-Marcinčínová E, Nováková-Marcinčínová Ľ, Balint T, Puškár M. Increasing Mechanical Properties of 3D Printed Samples by Direct Metal Laser Sintering Using Heat Treatment Process. Journal of Marine Science and Engineering. 2021; 9(8):821. https://doi.org/10.3390/jmse9080821
Chicago/Turabian StyleŽivčák, Jozef, Ema Nováková-Marcinčínová, Ľudmila Nováková-Marcinčínová, Tomáš Balint, and Michal Puškár. 2021. "Increasing Mechanical Properties of 3D Printed Samples by Direct Metal Laser Sintering Using Heat Treatment Process" Journal of Marine Science and Engineering 9, no. 8: 821. https://doi.org/10.3390/jmse9080821
APA StyleŽivčák, J., Nováková-Marcinčínová, E., Nováková-Marcinčínová, Ľ., Balint, T., & Puškár, M. (2021). Increasing Mechanical Properties of 3D Printed Samples by Direct Metal Laser Sintering Using Heat Treatment Process. Journal of Marine Science and Engineering, 9(8), 821. https://doi.org/10.3390/jmse9080821