
Proposal for a Novel Abrasive Machining Method for Preparing the Surface of Periarticular Tissue during Orthopedic Surgery on Hip Joints


Abstract
:1. Introduction
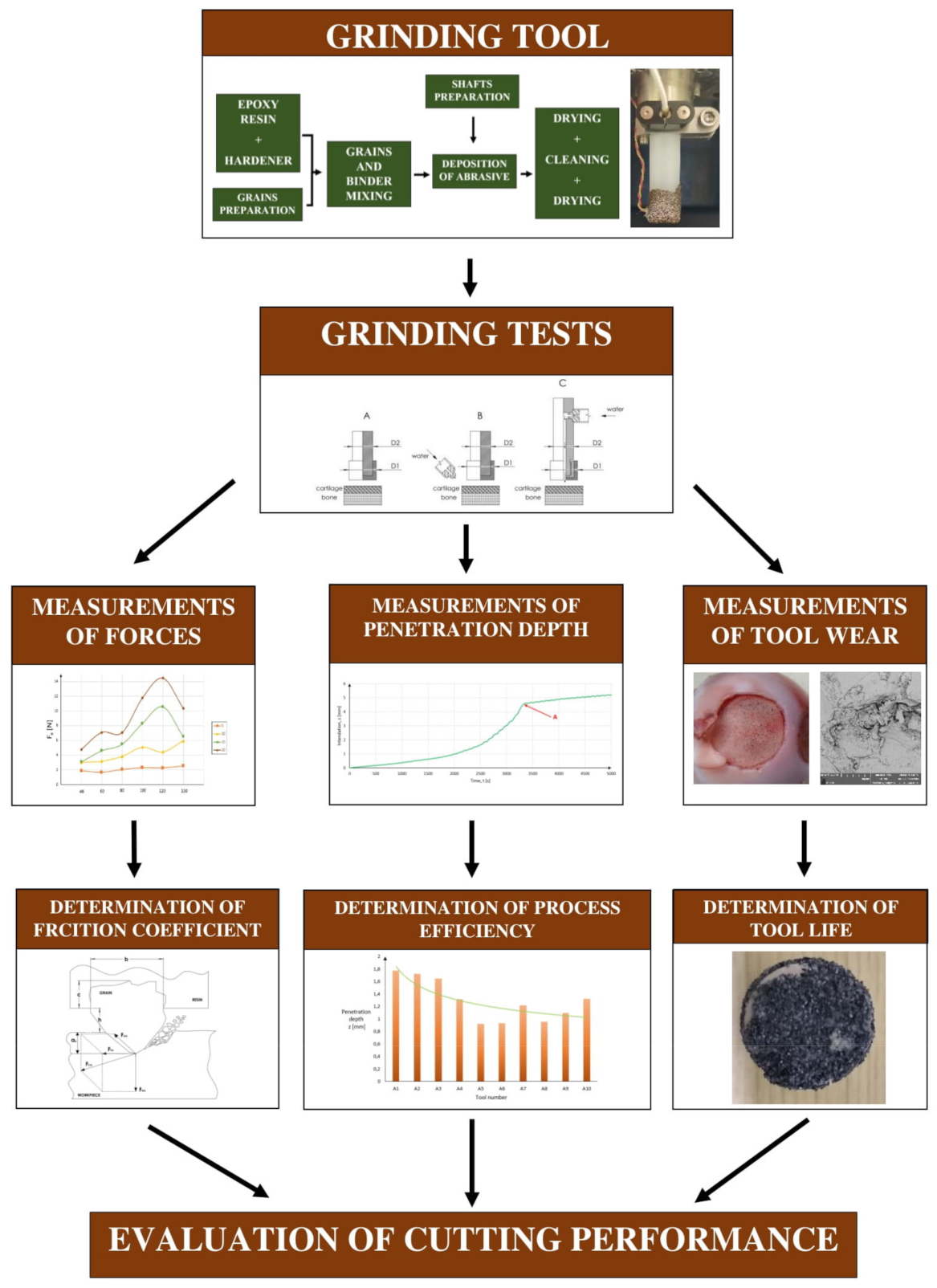
2. Materials and Methods
2.1. Plan of the Experiment
2.2. Manufacturing of Abrasing Tool
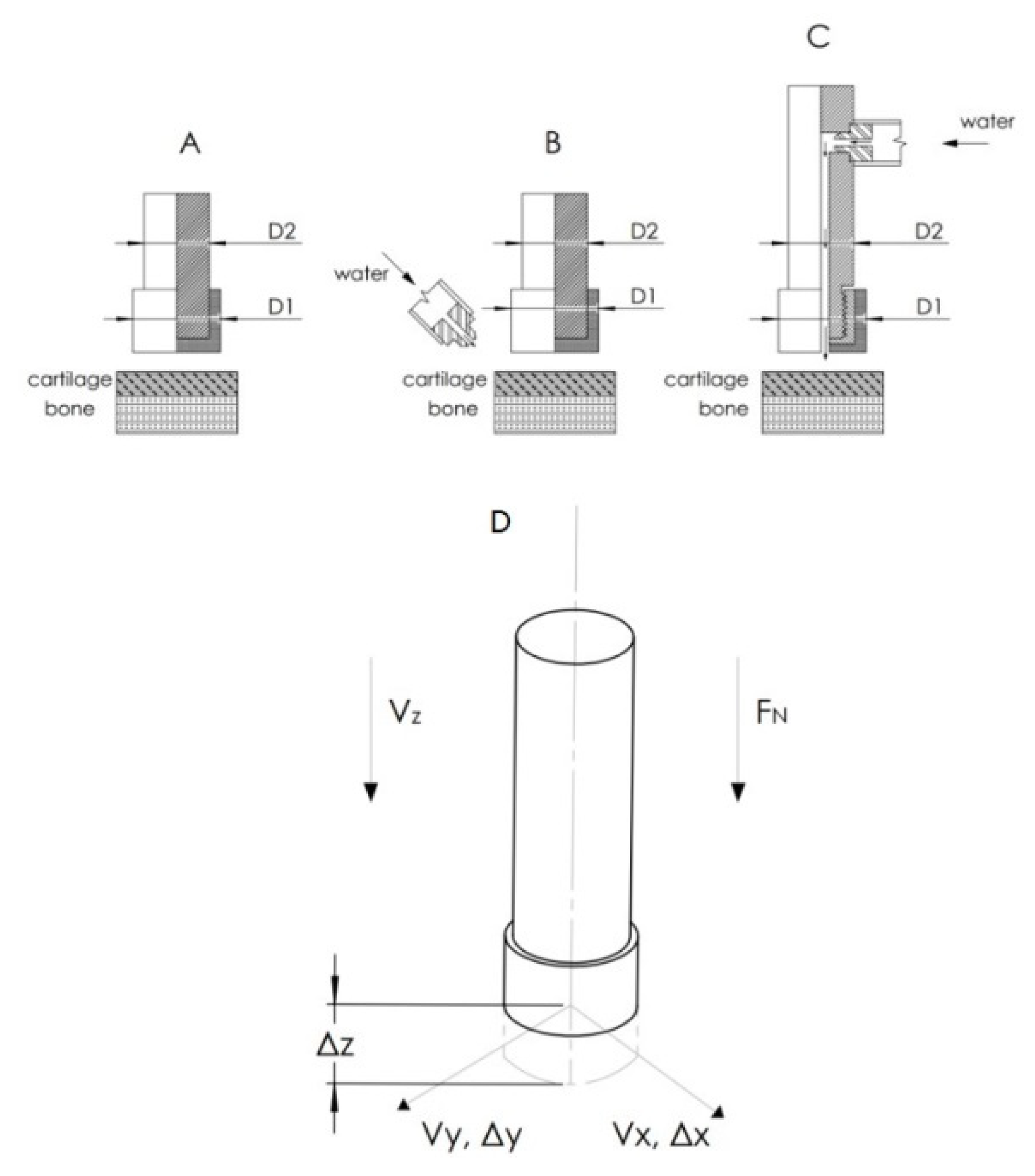
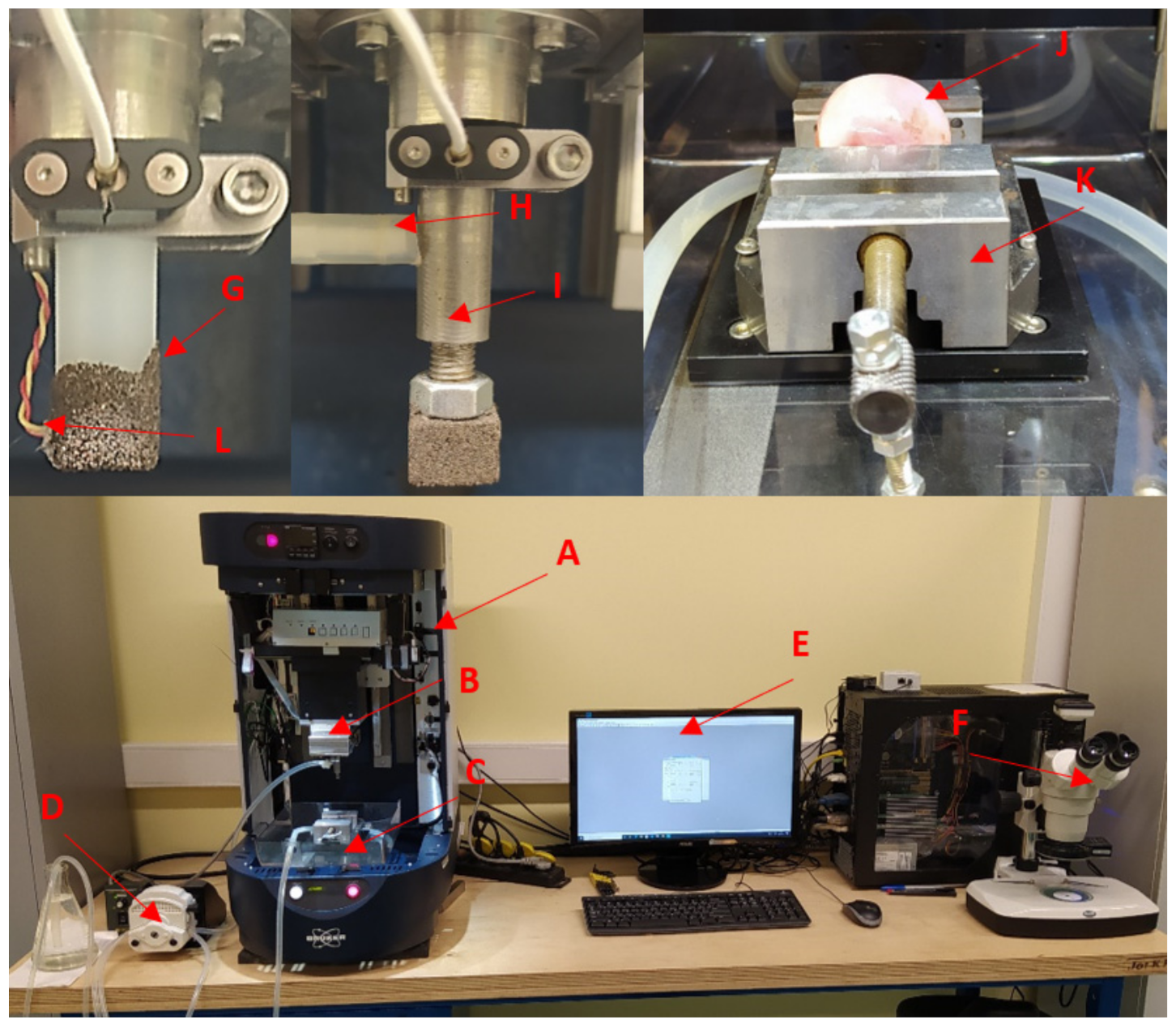
2.3. Machining Tests
2.4. Measurement of Abrasion Process Dynamics
- Z-axis—normal force FN (N), tool position z (mm), penetration depth Δz (mm), and penetration depth velocity vz (mm/min);
- Y-axis—tool position y (mm), movement range Δy (mm), and velocity vy (mm/min);
- X-axis—tangential force FT (N), tool position x (mm), movement range Δx (mm), and velocity vx (mm/min).
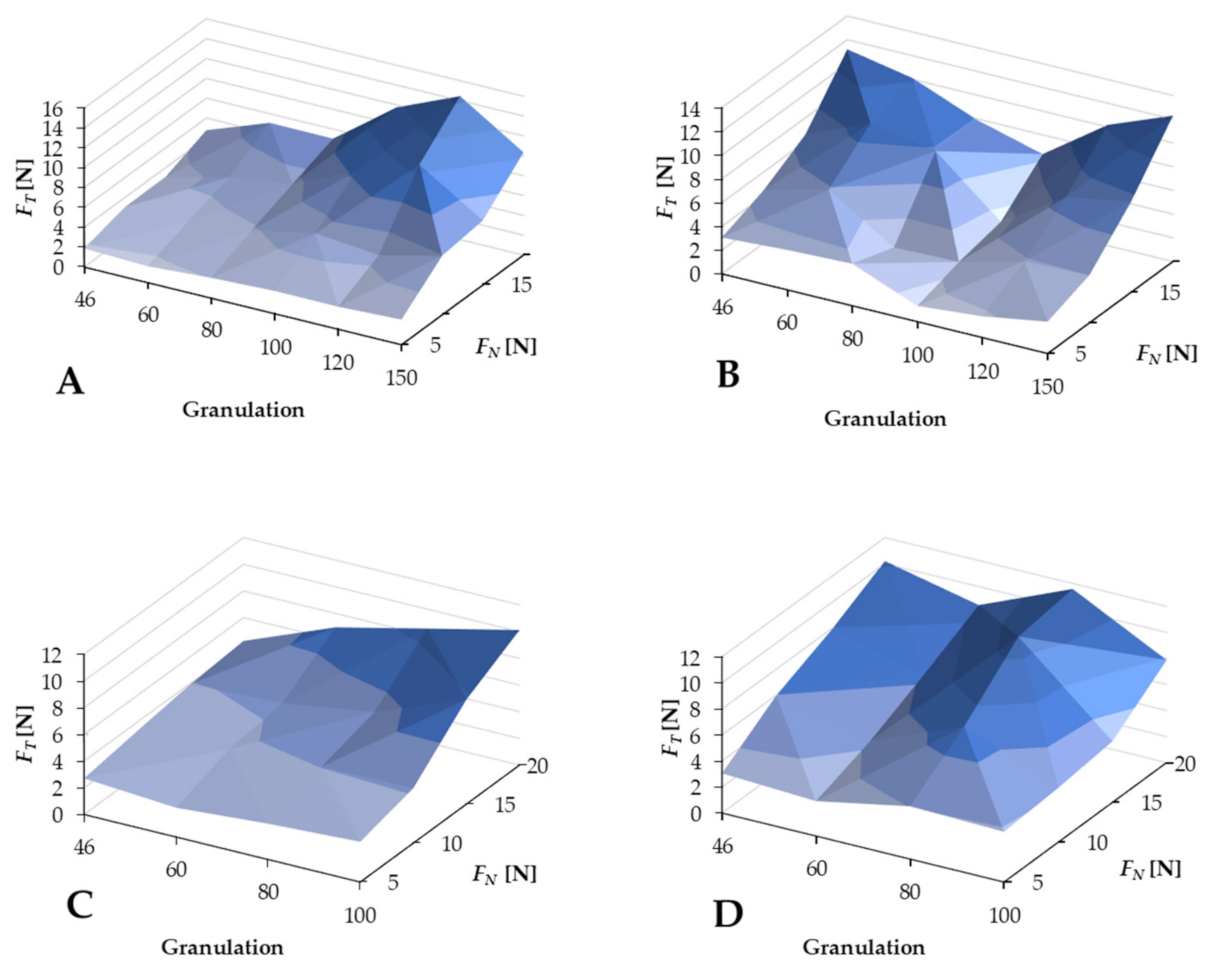
3. Results
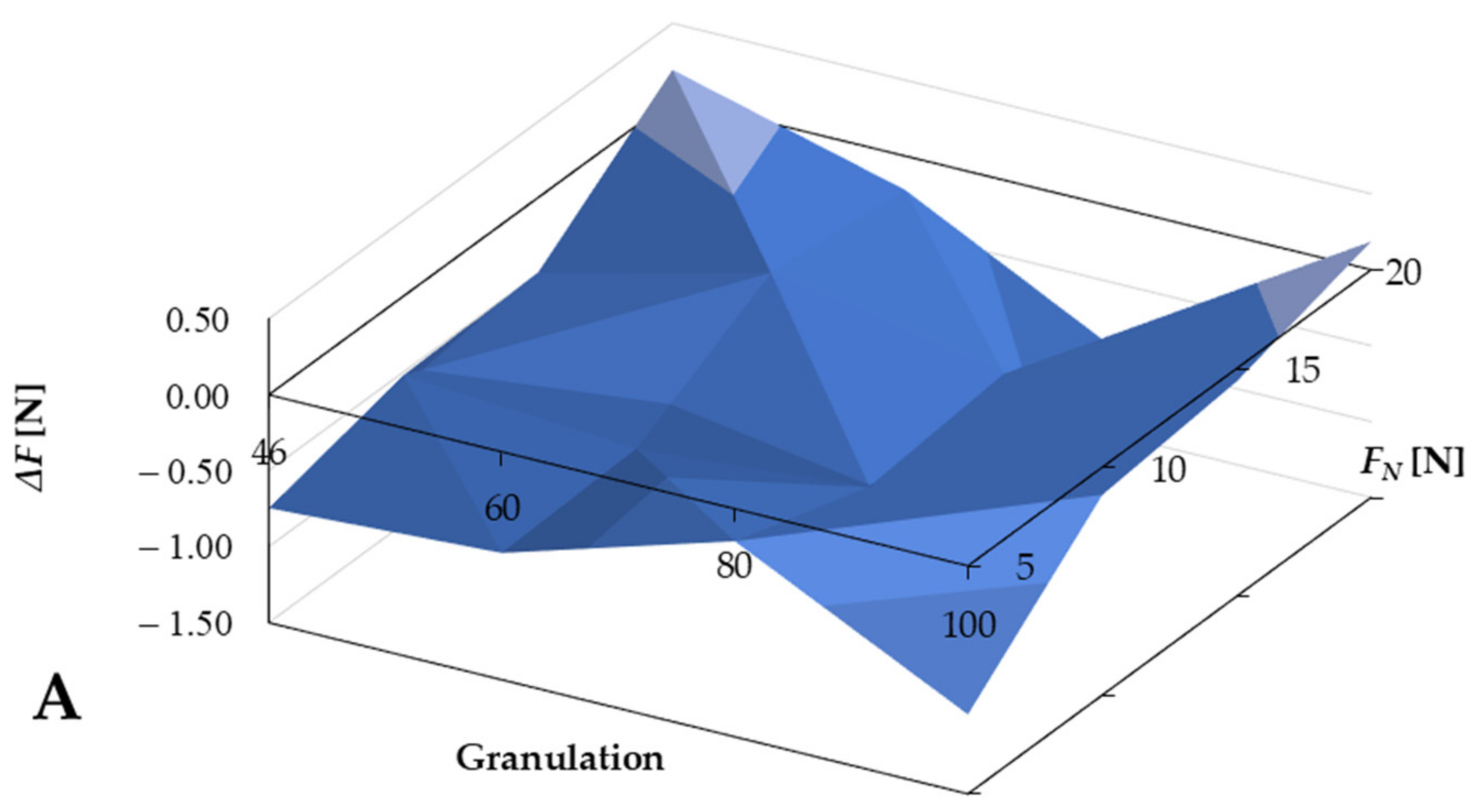
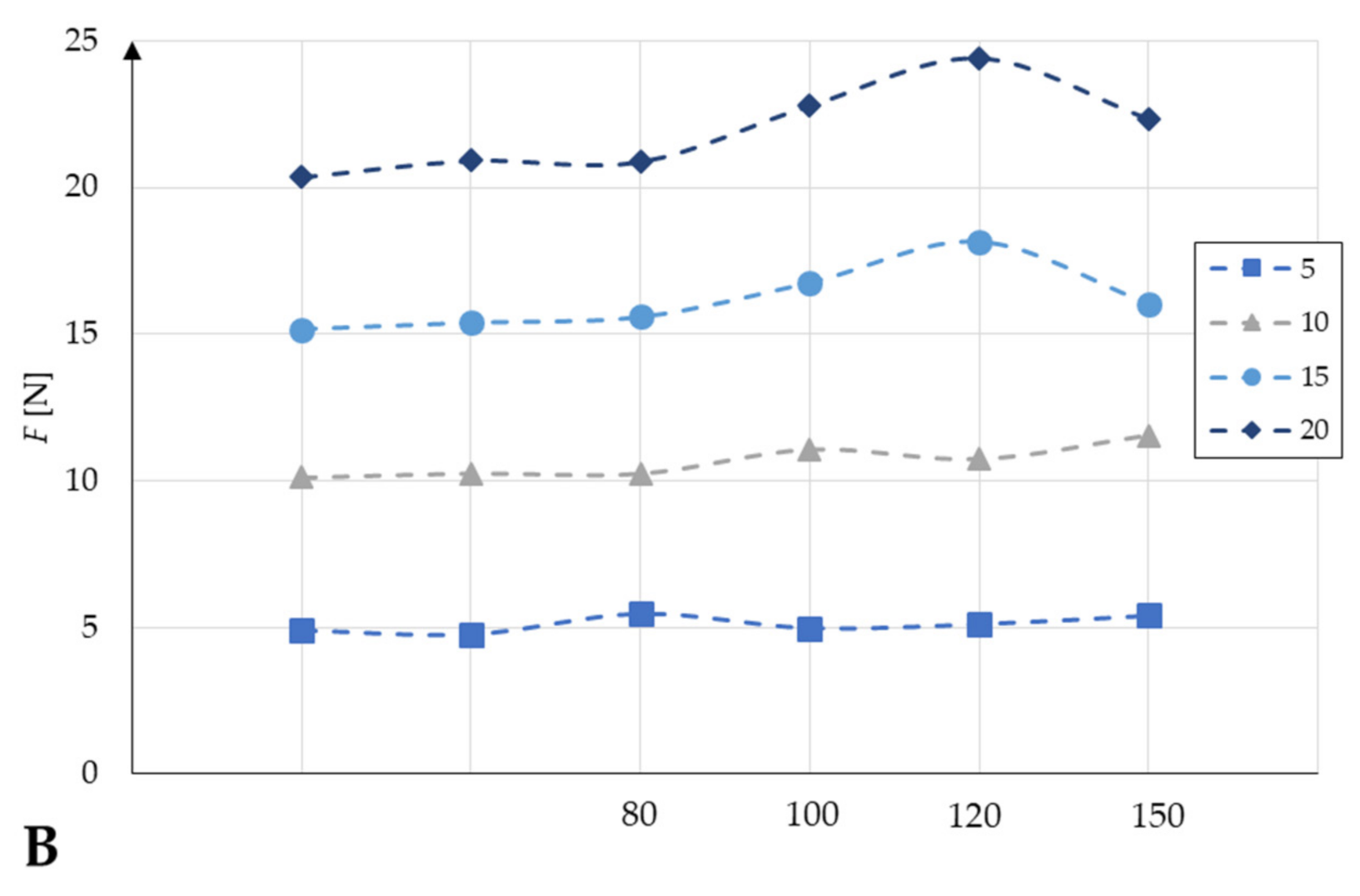
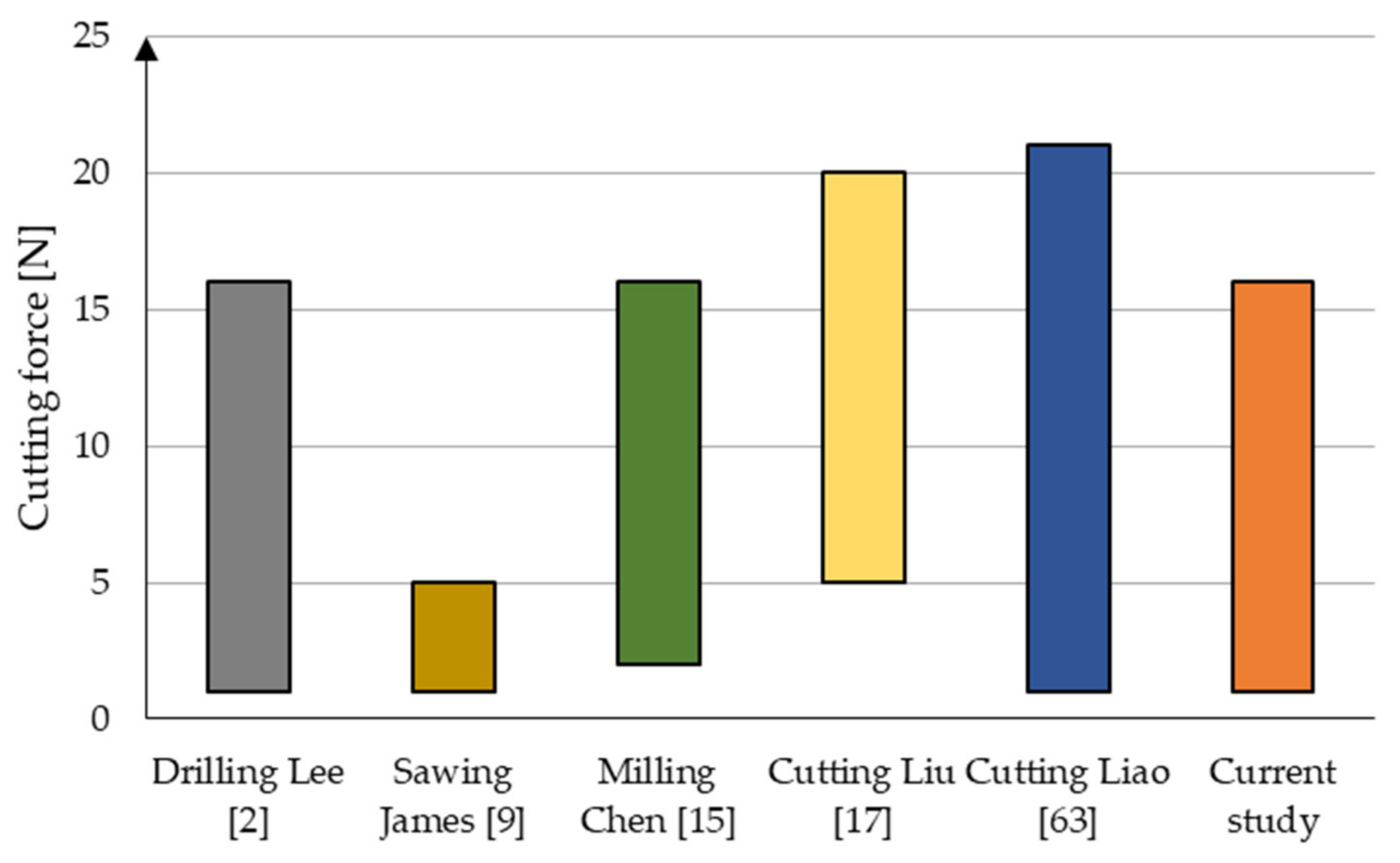
3.1. Analysis of Cutting Forces
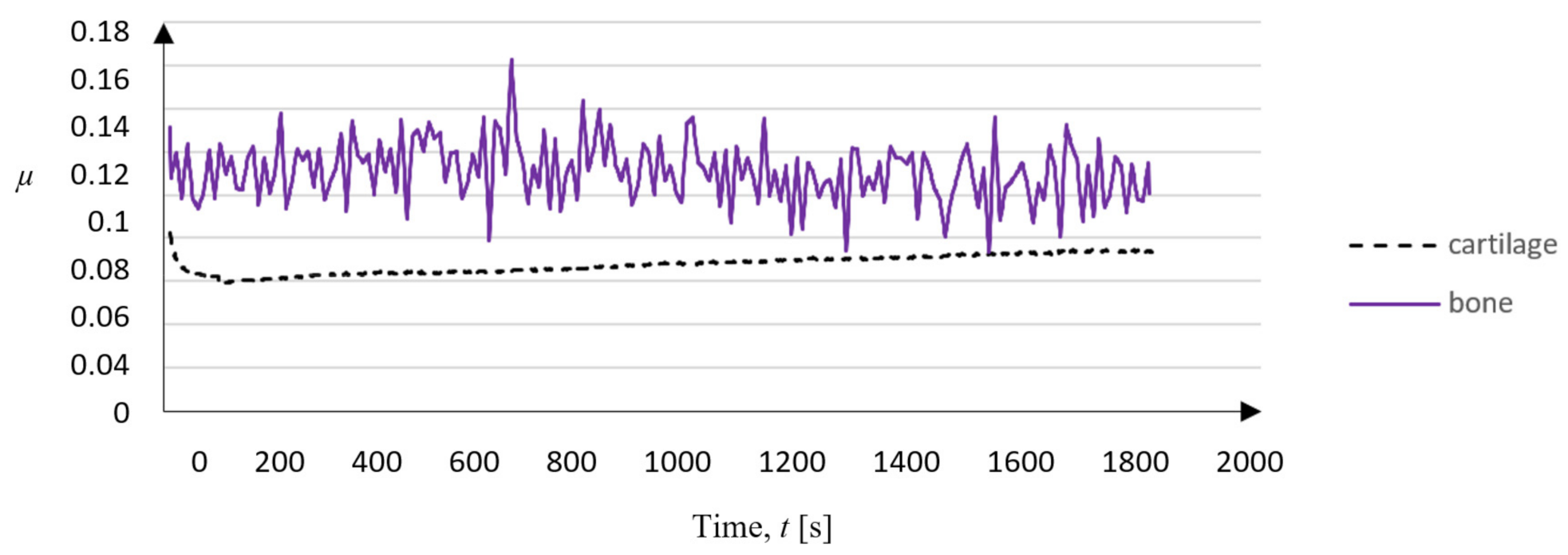
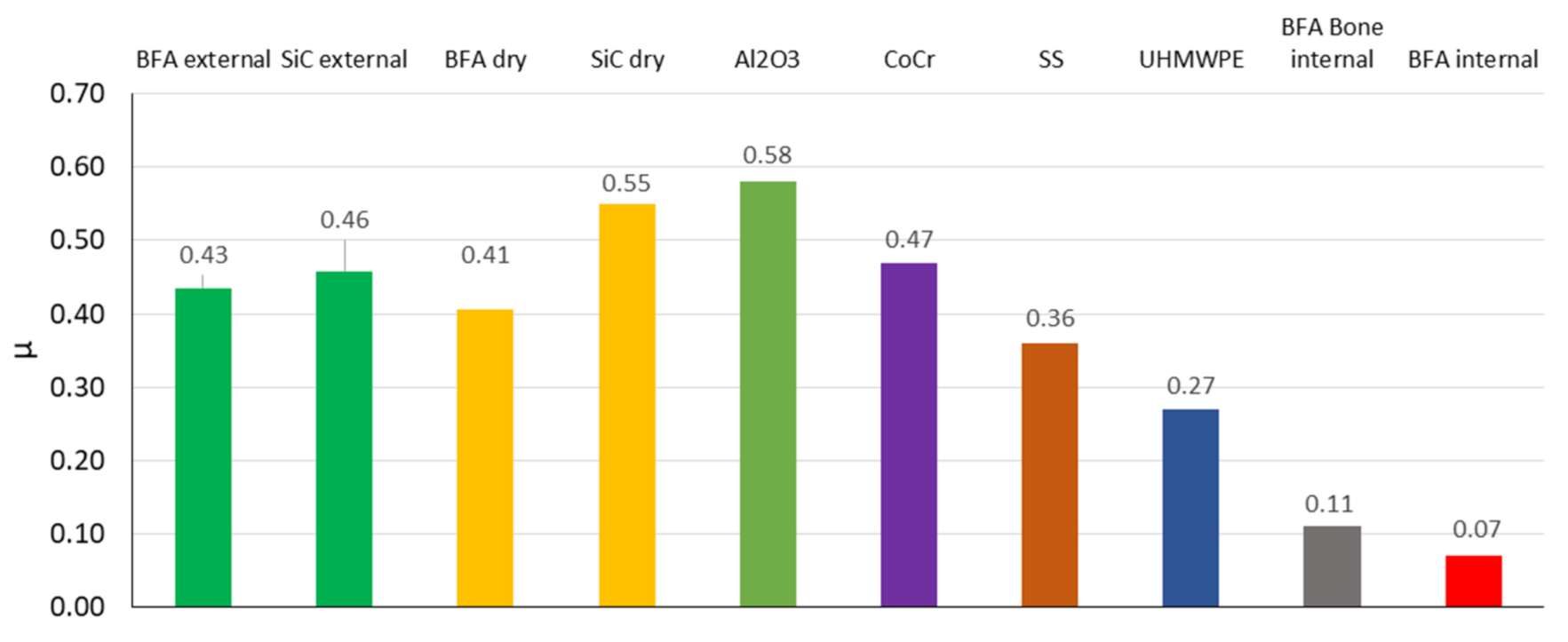
3.2. Analysis of Friction Coefficient
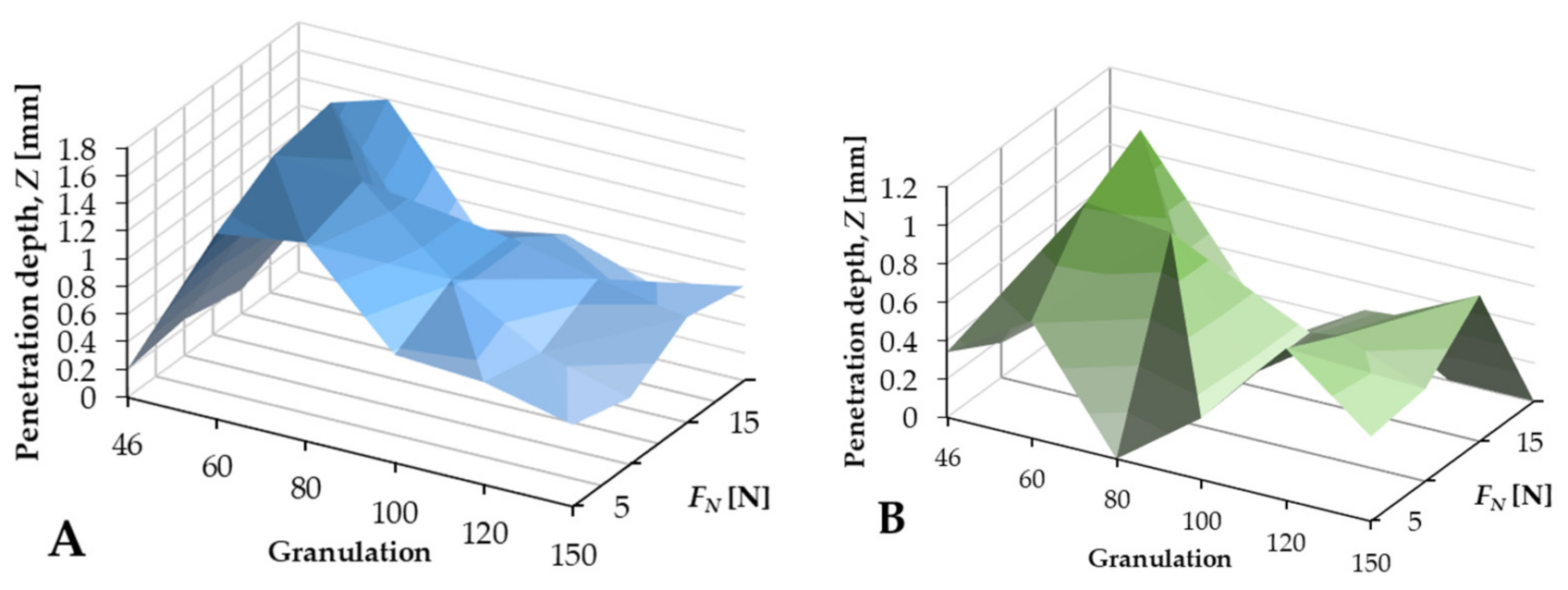
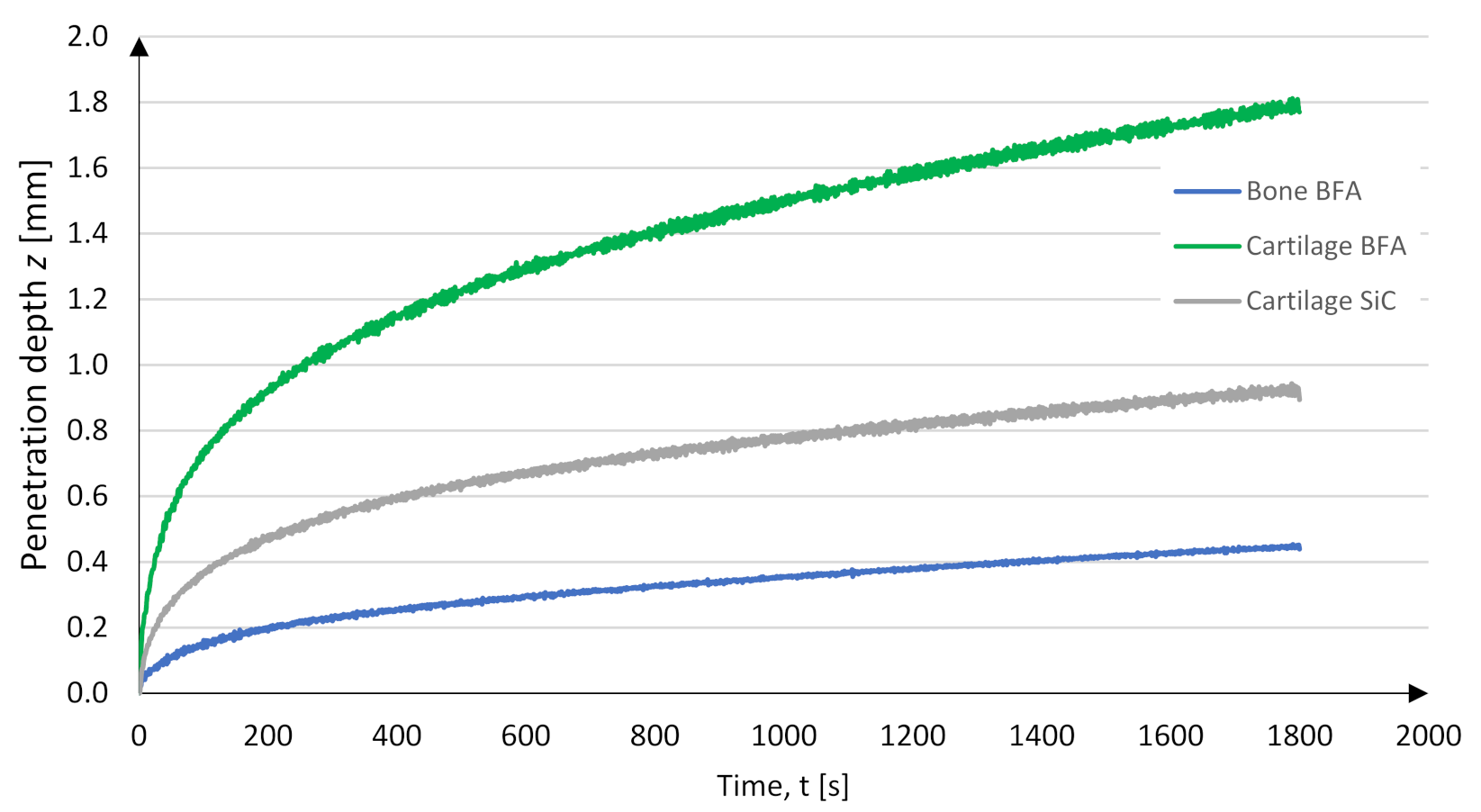
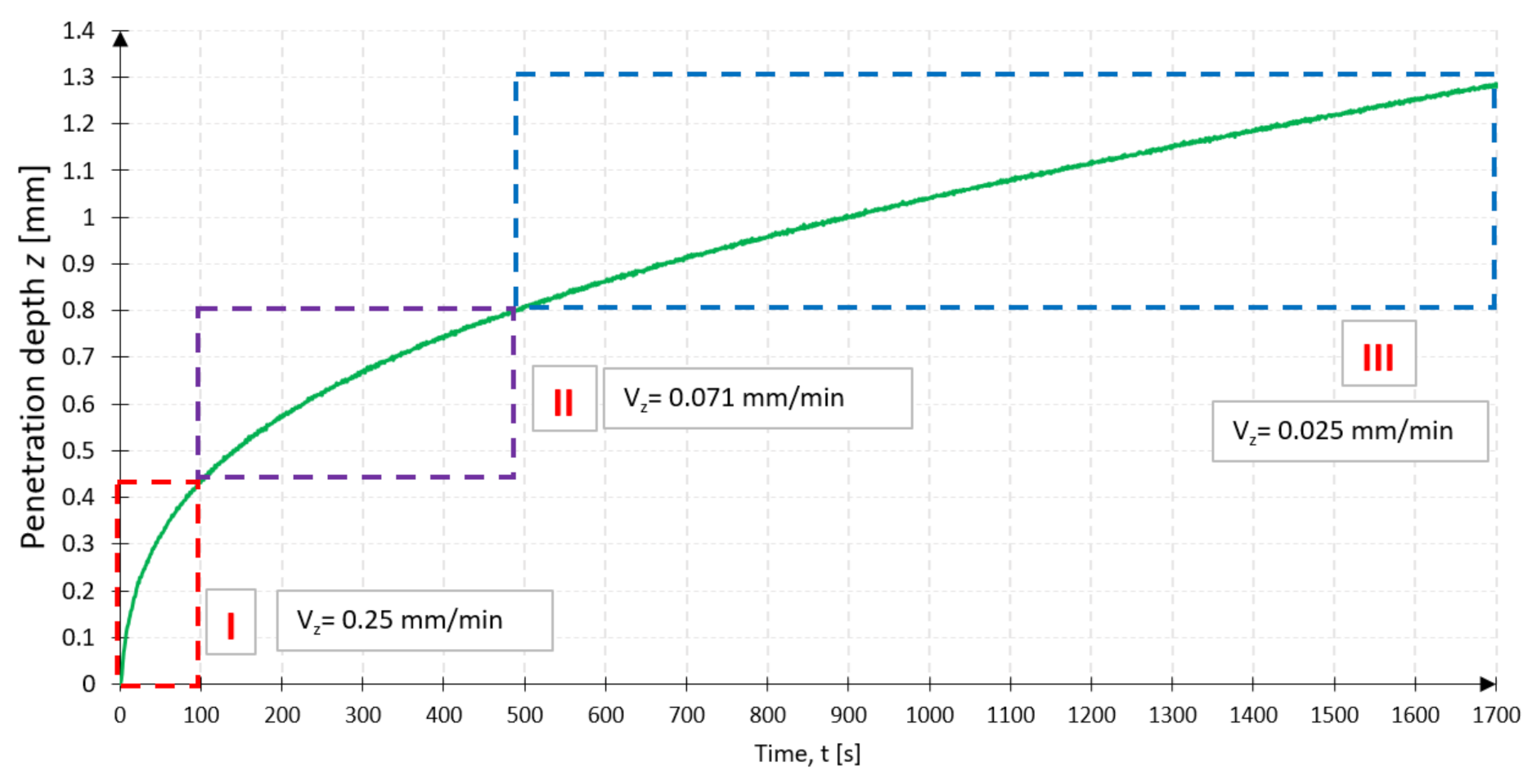
3.3. Analysis of the Penetration Depth Process
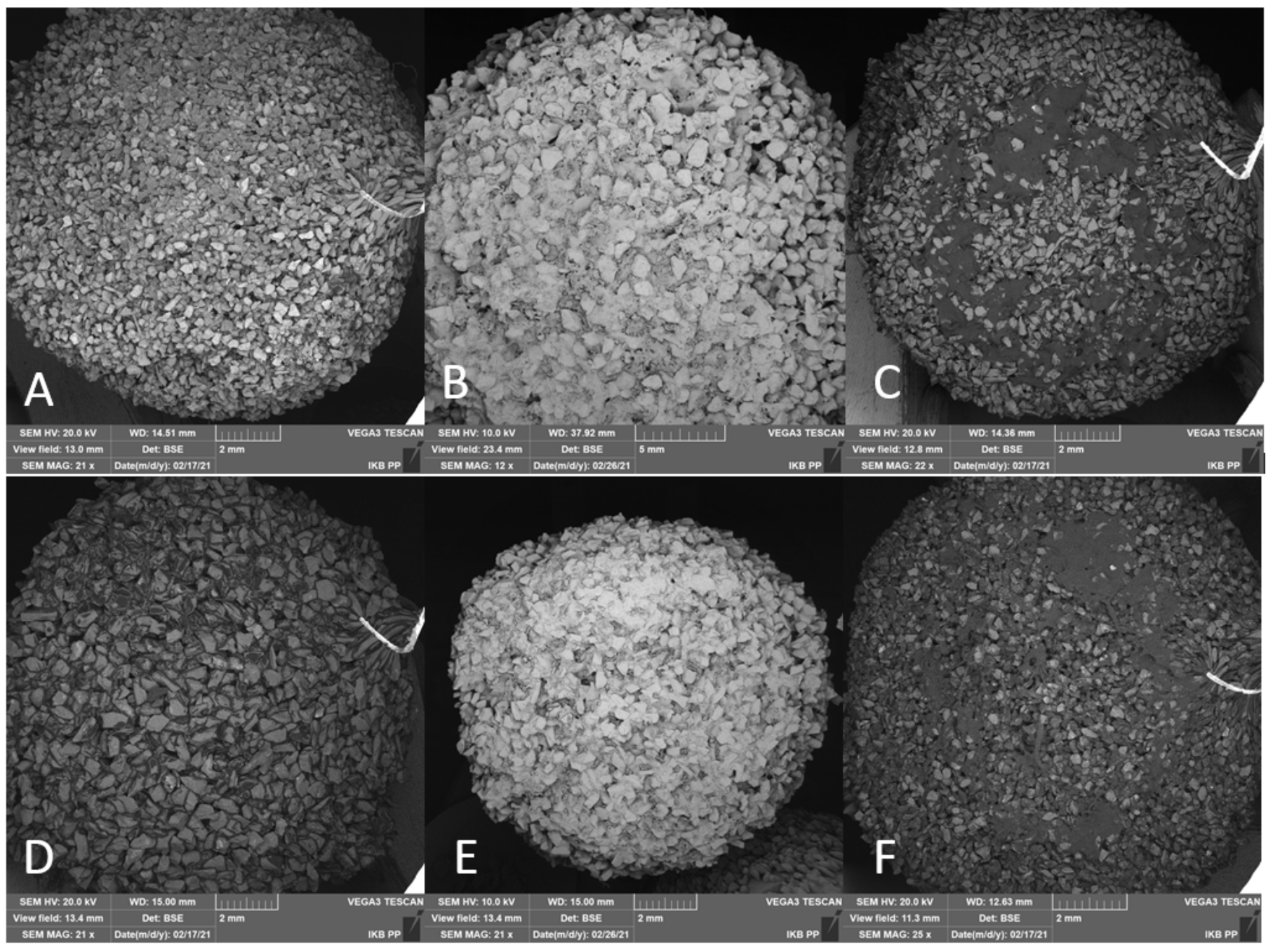
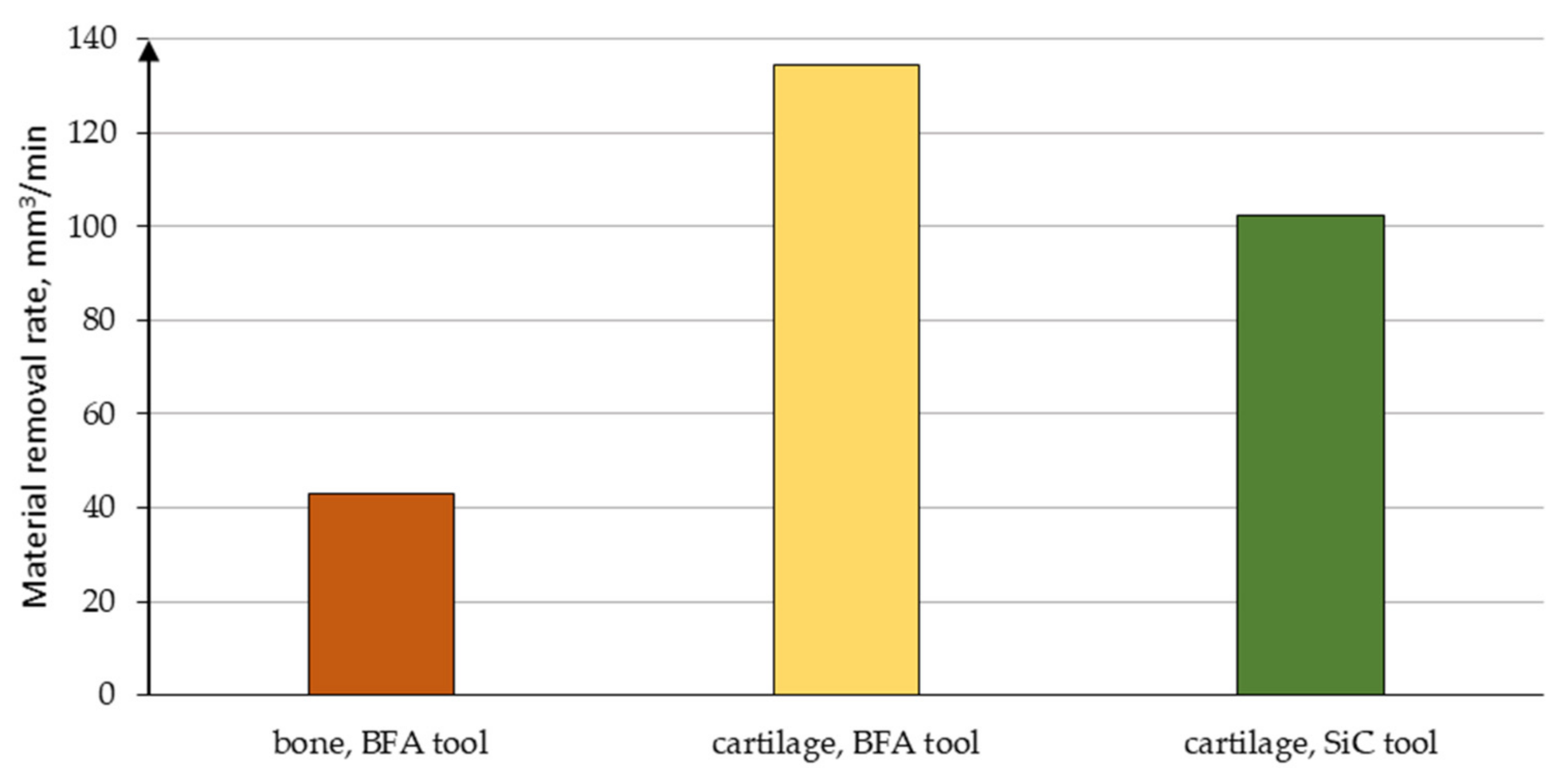
3.4. Evaluation of Tool Wear and Machining Efficiency
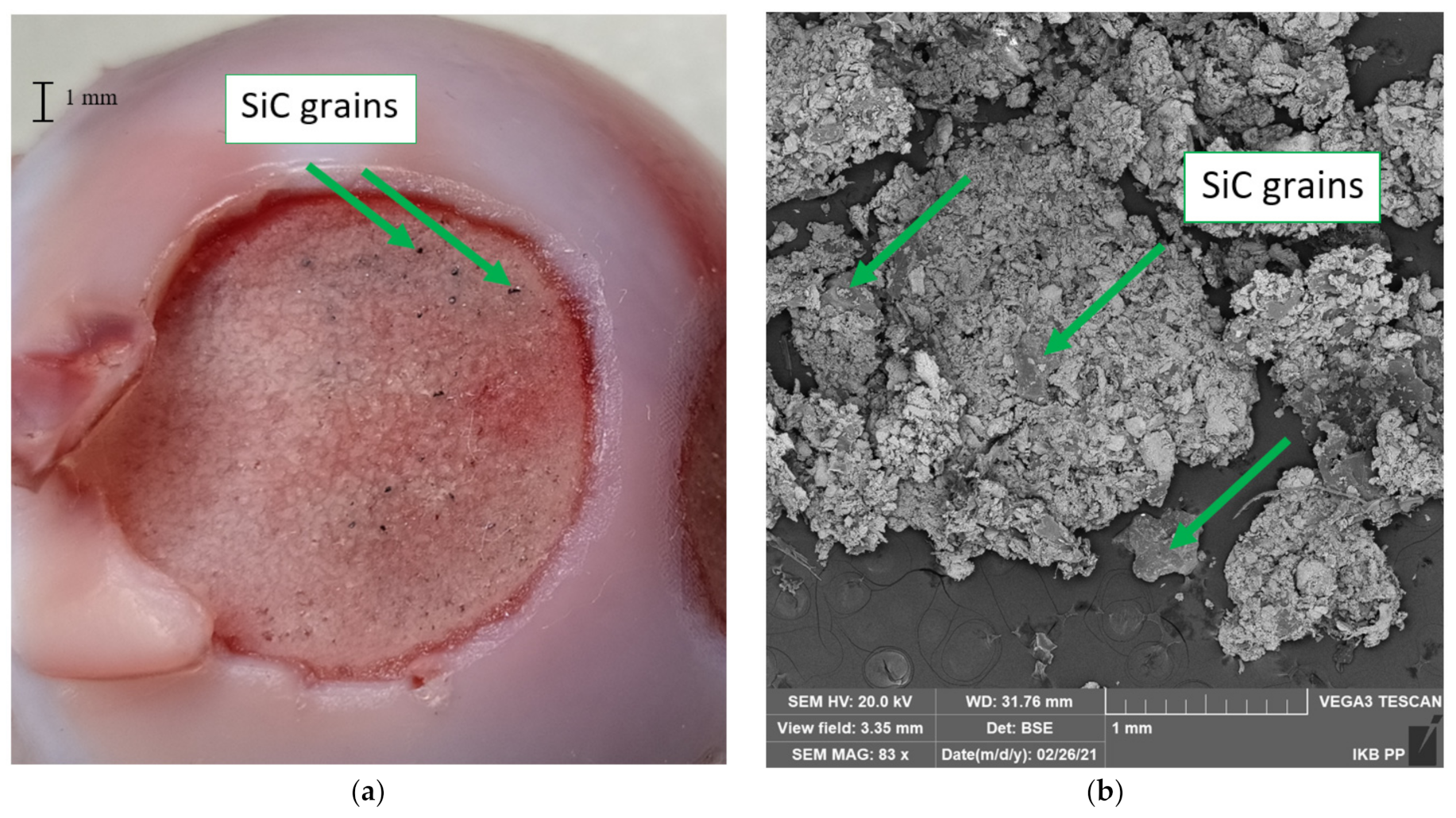
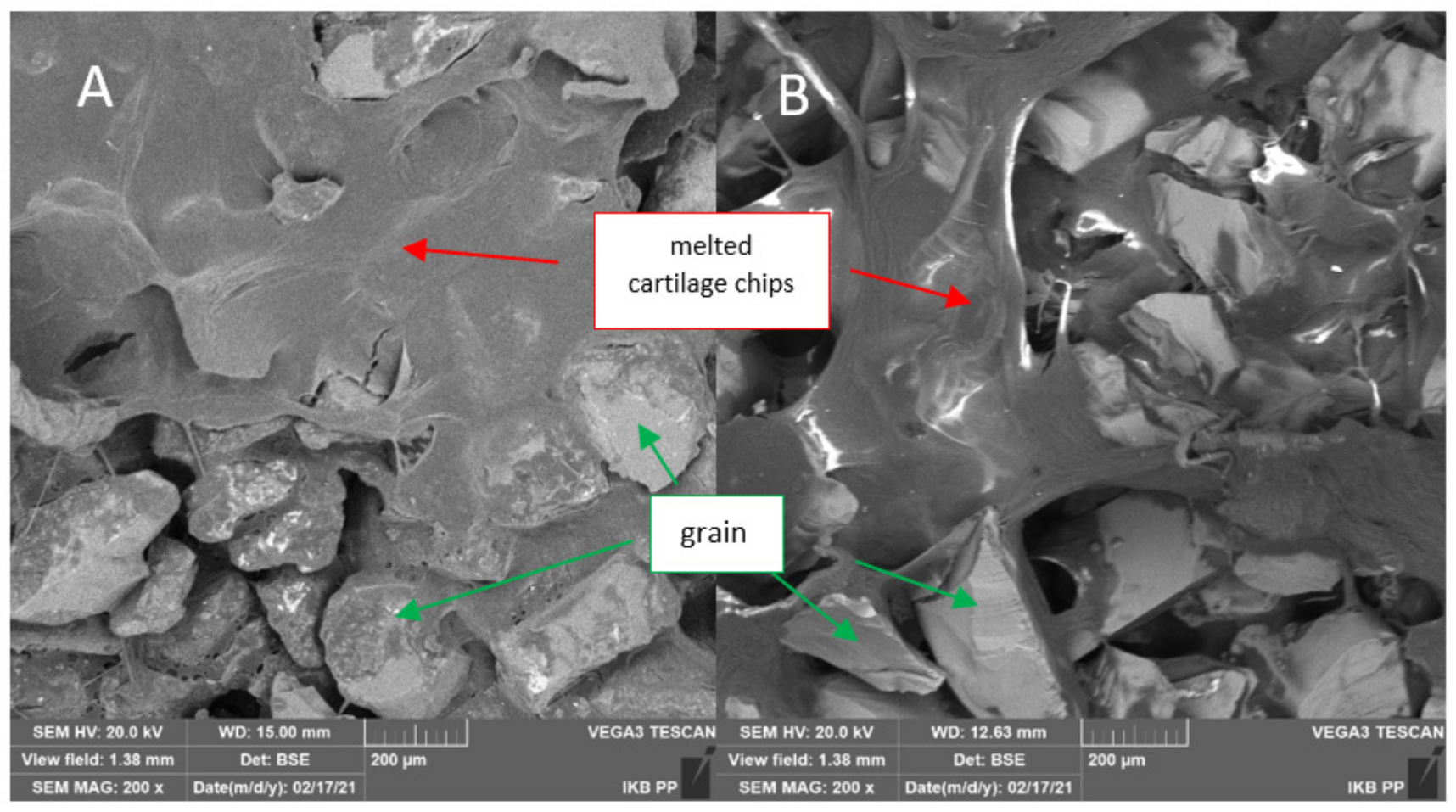
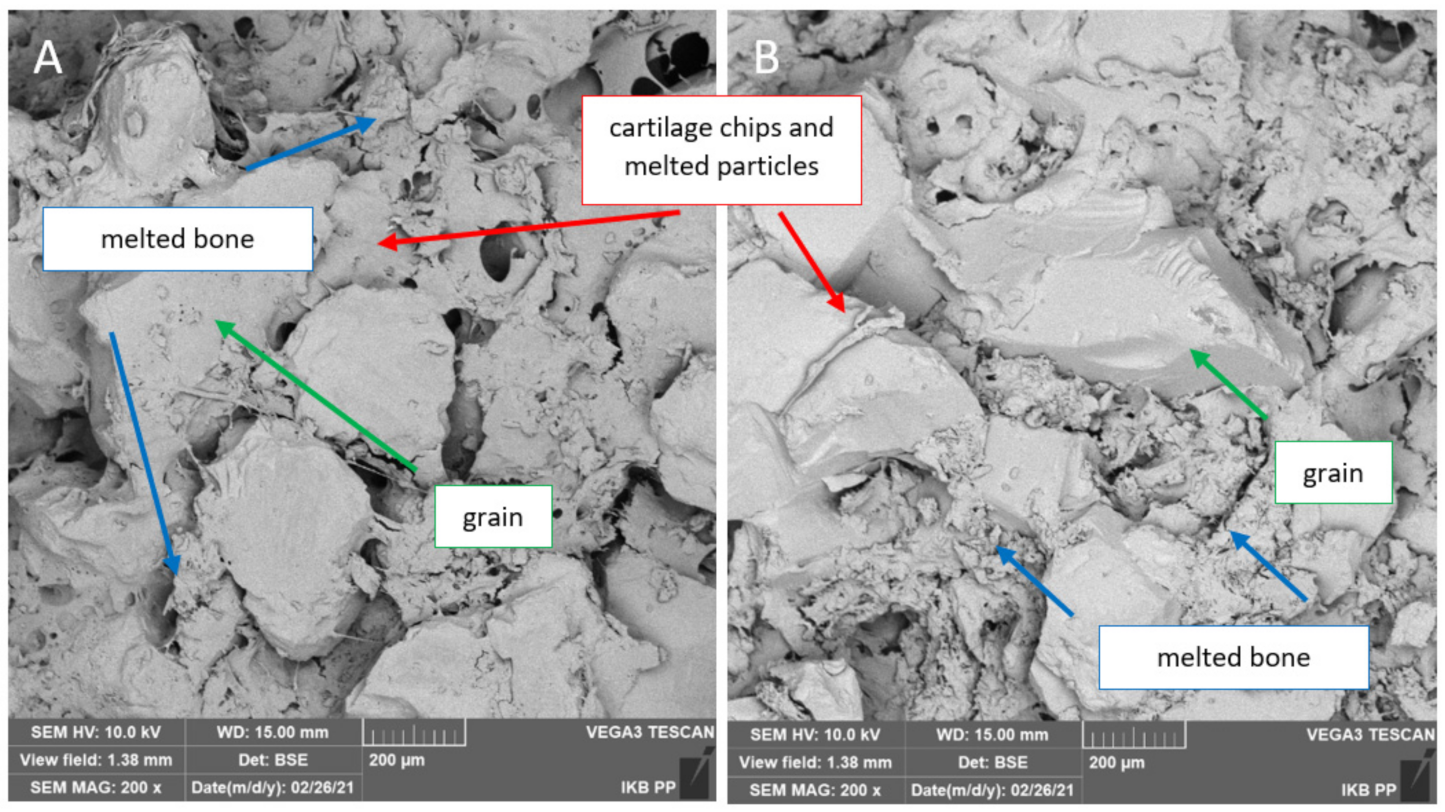
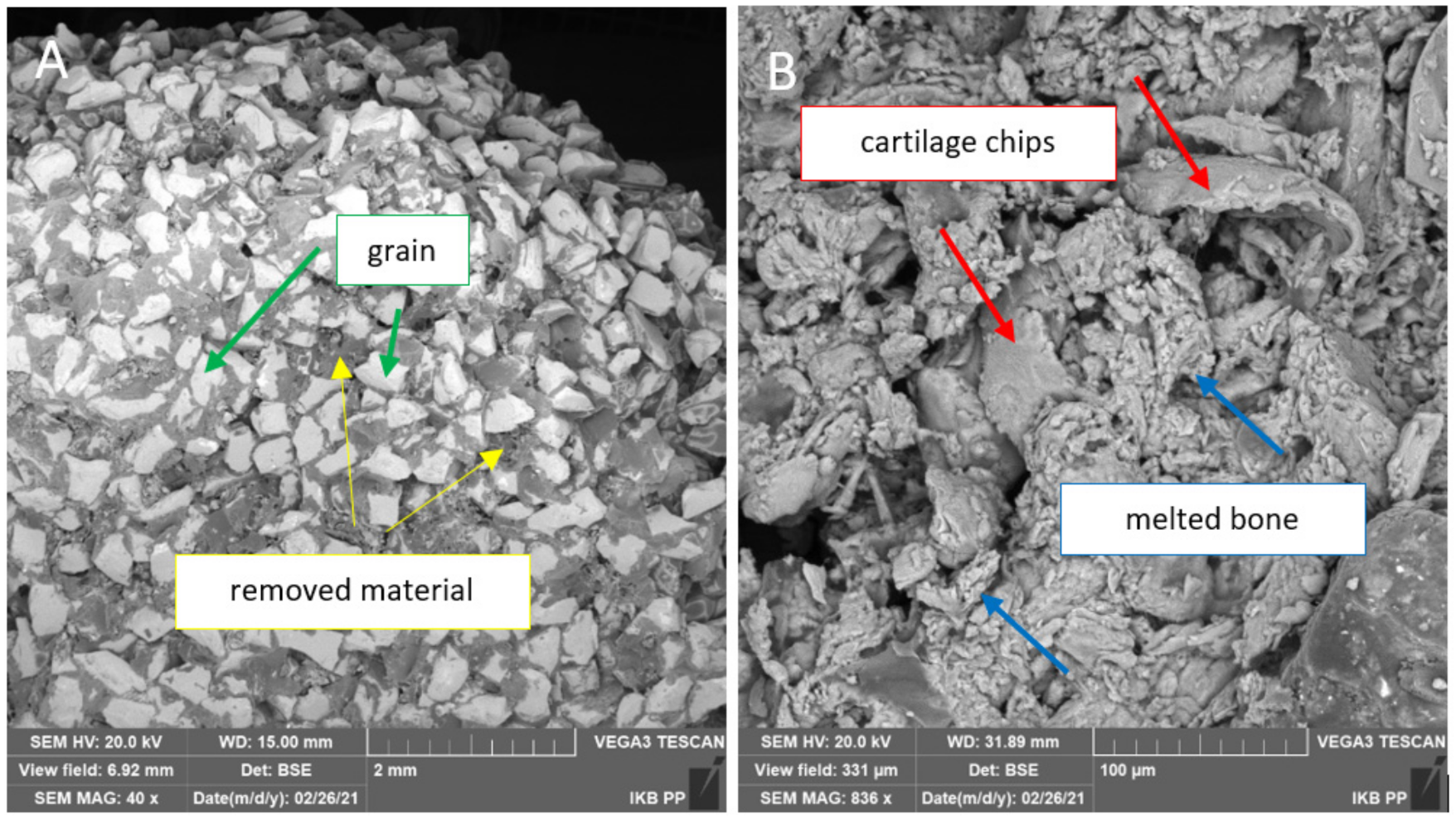
3.5. Evaluation of Chip Forming Mechanism
4. Discussion and Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dahotre, N.B.; Joshi, S.S. Machining of Bone and Hard Tissue; Springer: Denton, TX, USA, 2016. [Google Scholar]
- Lee, J.; Gozen, B.A.; Ozdoganiar, O.B. Modeling and experimentation of bone drilling forces. J. Biomech. 2012, 45, 1076–1083. [Google Scholar] [CrossRef]
- Augustin, G.; Zigman, T.; Davila, S.; Udilijak, T.; Staroveski, T.; Brezak, D.; Babic, S. Cortical bone drilling and thermal osteonecrosis. Clin. Biomech. 2012, 27, 313–325. [Google Scholar] [CrossRef]
- Amewoui, F.; Coz, L.G.; Bonnet, A.S.; Moufki, A. An analytical modeling wit experimetal validation of bone temperature rise in drilling process. Med. Eng. Phys. 2020, 84, 151–160. [Google Scholar] [CrossRef]
- Bai, X.; Hou, S.; Li, K.; Qu, Y.; Zhu, W. Analysis of machining process and thermal conditions during vibration-assisted cortical bone drilling based on generated bone chip morphologies. Med. Eng. Phys. 2020, 83, 73–81. [Google Scholar] [CrossRef]
- Mediouni, M.; Kucklick, T.; Ponocet, S.; Madiouni, R.; Abouamar, A.; Madry, H.; Ho, K. An overview of thermal necrosis: Present and future. Curr. Med. Res. Opin. 2019, 35, 1555–1562. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Zeng, D.; Sun y Yu, B.; Zhang, P.; Hu, Y.; Zhang, J. State Detection of Bone Milling with Multi-sensor Information Fusion. In Proceedings of the 2015 IEEE International Conference on Robotics and Biomimetics (ROBIO), Zhuhai, China, 6–9 December 2015; pp. 1643–1648. [Google Scholar]
- Sui, J.; Sugita, N.; Ishii, K.; Harada, K.; Mitsuishi, M. Mechanistic modeling of bone-drilling proces with experimental validation. J. Mater. Process. Technol. 2014, 214, 1018–1026. [Google Scholar] [CrossRef]
- James, T.P.; Pearlmann, J.J.; Saigal, A. Rounded cutting edge model for the prediction of bone sawing forces. J. Biomech. Eng. 2012, 134, 071001. [Google Scholar] [CrossRef] [PubMed]
- Yaping, L.; Dedong, Y.; Xiaoju, C.; Xudong, W.; Guofang, S.; Chengtao, W. Simulation and evaluation of a bone sawing procedure for orthognathic surgery based on an experimental force model. J. Biomech. Eng. 2014, 136, 034501. [Google Scholar] [CrossRef] [PubMed]
- James, T.P.; Chang, G.; Micucci, S.; Sagar, A.; Smith, E.L.; Cassidy, C. Effect of applied force and blade speed on histopathology of bone during resection by sagittal saw. Med. Eng. Phys. 2014, 36, 364–370. [Google Scholar] [CrossRef]
- Yan, L.; Wang, Q.; Li, H.; Zhang, Q. Experimental investigation on cutting mechanisms in fixed diamond wire sawing of bone. Precis. Eng. 2021, 68, 319–325. [Google Scholar] [CrossRef]
- Gwenllian, F.T.; Res, M.; Rowe, P.J.; Riches, P.E. Thermal damage done to bone by burring and sawing with and without irrigation in knee arthroplasty. J. Arthroplast. 2015, 31, 1102–1108. [Google Scholar]
- Liao, Z.; Axinte, D.; Gao, D. On modelling of cutting force and temperature in bone milling. J. Mater. Process. Technol. 2019, 266, 627–638. [Google Scholar] [CrossRef]
- Chen, Q.S.; Dai, L.; Liu, Y.; Shi, Q.X. A cortical bone milling force model based on orthogonal cutting distribution method. Adv. Manuf. 2020, 8, 204–215. [Google Scholar] [CrossRef]
- Qasemi, M.; Sheikhi, M.M.; Zolfaghari, M.; Tahmasbi, V. Expermiantal analysis, statistical modeling and optimization of effective parameters on surface quality in cortical bone milling process. J. Mech. Med. Biol. 2020, 20, 1950078. [Google Scholar] [CrossRef]
- Liu, S.; Wu, D.; Zhao, J. The study of bone cutting force with FEM. Adv. Mater. Res. 2014, 974, 389–393. [Google Scholar] [CrossRef]
- Mizutani, T.; Satake, U.; Enomoto, T. Surgical diamond tools for minimally invasive surgery in bone resection under smal quantity of coolant supply. Precis. Eng. 2018, 56, 80–86. [Google Scholar] [CrossRef]
- Zhang, L.; Tai, B.L.; Wang, A.C.; Shih, A.J. Mist cooling in neurosurgical bone grinding. CIRP Ann. Manuf. Technol. 2013, 62, 367–370. [Google Scholar] [CrossRef]
- Coetzee, C.J.; Giza, E.; Schon, L.C.; Berlet, G.C.; Neufeld, S.; Stone, M.R.; Wilson, E.L. Treatment of Osteochondral Lesions of the Talus With Particulated Juvenile Cartilage. Foot Ankle Int. 2013, 34, 1205–1211. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, J.; Athanasiou, K.A. The role of tissue engineering in articular cartilage repair and regeneration. Crit. Rev. Biomed. Eng. 2009, 37, 1–57. [Google Scholar] [CrossRef]
- Li, H.; Hua, Y.; Li, H.; Ma, K.; Li, S.; Chen, S. A Comparison Between Arthroscopic Repair and Open Reapir Procedures. Am. J. Sports Med. 2017, 45, 2044–2051. [Google Scholar] [CrossRef]
- Redman, S.N.; Oldfield, S.F.; Archer, C.W. Current strategies for articular cartilage repair. Eur. Cells Mater. 2005, 9, 23–32. [Google Scholar] [CrossRef]
- VanTienderen, R.J.; Dunn, J.C.; Kusnezov, N.; Orr, J.D. Osteochondral Allograft Transfer for Treatment of Osteochondral Lesions of the Talus: A Systematic Review. Arthrosc. J. Arthrosc. Relat. Surg. 2017, 33, 217–222. [Google Scholar] [CrossRef] [PubMed]
- Schuette, H.B.; Kraeutler, M.J.; McCarty, E.C. Matrix-Assisted Autologous Chondrocyte Transplantation in the Knee. A Systematic Review of Mid- to Long-Term Clinical Outcomes. Orthop. J. Sports Med. 2017, 5, 6. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rubin, L.E.; Murgo, K.T.; Ritterman, S.A.; McClure, P.K. Hip Resection Arthroplasty. J. Bone Jt. Surg. 2014, 2, 1–11. [Google Scholar] [CrossRef]
- Goldman, A.H.; Clark, N.J.; Taunton, M.J.; Lewallen, D.G.; Berry, D.J.; Abdel, M.P. Definitive Resection Arthroplasty of the Knee: A Surprisingly Viable Treatment to Manage Intractable Infection in Selected Patients. J. Arthroplast. 2019, 35, 855–858. [Google Scholar] [CrossRef] [Green Version]
- Ford, M.; Hellman, M.; Kazarin, G.; Clohisy, J.C.; Nunley, R.M.; Barrack, R.L. Five to Ten-Year Results of the Birmingham Hip Resurfacing Implant in the U.S. J. Bone Jt. Surg. 2018, 7, 1879–1887. [Google Scholar] [CrossRef]
- Mehrotra, D.; Dwivedi, R.; Nandana, D.; Singh, R.K. From injectable to 3D printed hydrogels in maxillofacial tissue engineering: A review. J. Oral Biol. Craniofac. Res. 2020, 10, 680–689. [Google Scholar] [CrossRef]
- Rogala, P.; Uklejewski, R.; Winiecki, M.; Dąbrowski, M.; Gołańczyk, J.; Patalas, A. First Biomimetic Fixation for Resurfacing Arthroplasty: Investigation in Swine of a Prototype Partial Knee Endoprosthesis. BioMed Res. Int. 2019, 2019, 6952649. [Google Scholar] [CrossRef] [PubMed]
- Zhong, W.Z.; Venkatesh, V.C. Recent developments in grinding of advanced materials. Int. J. Adv. Manuf. Technol. 2008, 41, 468–480. [Google Scholar] [CrossRef]
- Hou, B.Z.; Komanduri, R. On the mechanics of the grinding process—Part I. Stochastic nature of the grinding proces. Int. J. Mach. Tools Manuf. 2003, 43, 1579–1593. [Google Scholar] [CrossRef]
- Vinay, P.V.; Srinivasa, R.C.; Kumar, P.K. An analysis of cutting force and surface finish in surface grinding of aisi H13 Steel. J. Mech. Eng. Res. Dev. 2018, 41, 177–189. [Google Scholar]
- Ding, Z.; Sun, G.; Jiang, X.; Liang, S.Y. Cubic boron nitride tool topography effects on phase transformation of maraging C250 steel and grinding surface quality. Int. J. Adv. Manuf. Technol. 2020, 108, 2881–2893. [Google Scholar] [CrossRef]
- Zhao, Z.; Qian, N.; Ding, W.; Wang, Y.; Fu, Y. Profile grinding of DZ125 nickel-based superalloy: Grinding heat, temperature field, and surface quality. J. Manuf. Process. 2020, 57, 10–22. [Google Scholar] [CrossRef]
- Ostasevicius, V.; Jurenas, V.; Balevivius, G.; Cesnavicius, R. Development of actuators for ultrasonically assisted grinding of hard brittle material. Int. J. Adv. Manuf. Technol. 2020, 106, 289–301. [Google Scholar] [CrossRef]
- Chen, S.S.; Cheung, C.F.; Zhang, F.H. An experimental and theoretical analysis of surface generation in the ultra-precision grinding of hard and brittle materials. Int. J. Adv. Manuf. Technol. 2018, 5–8, 2715–2729. [Google Scholar] [CrossRef]
- Guo, B.; Zhao, Q. Ultrasonic vibration assisted grinding of hard and brittle linear micro-structured surfaces. Precis. Eng. 2017, 48, 98–106. [Google Scholar] [CrossRef]
- Chen, T.; Tian, X.; Li, Y. Dimensional Accuracy Enhancement in CNC Batch Grinding through Fractional Order Iterative Learning Compensation. Adv. Mech. Eng. 2014, 6, 260420. [Google Scholar] [CrossRef] [Green Version]
- Tian, Y.; Li, L.; Han, J.; Fan, Z.; Liu, K. Development of novel high-shear and low-pressure grinding tool with flexible composite. Mater. Manuf. Process. 2021, 36, 479–487. [Google Scholar] [CrossRef]
- Beaucamp, A.; Namba, Y.; Combrinck, H.; Charlton, P.; Freeman, R. Shape adaptive grinding of CVD silicon carbide. Beaucamp CIRP Ann. 2014, 63, 317–320. [Google Scholar] [CrossRef]
- Zhu, W.L.; Yang, Y.; Li, H.N.; Axinte, D.; Beaucamp, A. Theoretical and experimental investigation of material removal mechanism in compliant shape adaptive grinding process. Int. J. Mach. Tools Manuf. 2019, 142, 76–97. [Google Scholar] [CrossRef]
- Aurich, J.C.; Steffes, M. Single grain scratch tests to determine elastic and plastic material behavior in grinding. Adv. Mater. Res. 2011, 325, 48–53. [Google Scholar] [CrossRef]
- Li, C.; Li, X.; Wu, Y.; Zhang, F.; Huang, H. Deformation mechanism and force modelling of the grinding of YAG single crystals. Int. J. Mach. Tools Manuf. 2019, 143, 23–37. [Google Scholar] [CrossRef]
- Yang, L.; Yang, S.; Sun, L.; Jiang, Z. A New Model of Grinding Forces Prediction for Machining Brittle and Hard Materials. Procedia CIRP 2014, 27, 192–197. [Google Scholar]
- Gasagara, A.; Jin, W.; Uwimbabazi, A. Modeling of Vibration Condition in Flat Surface Grinding Process. Shock. Vib. 2012, 2020, 3069895. [Google Scholar] [CrossRef]
- Zhang, Y.; Fang, C.; Huang, G.; Xu, X. Modeling and simulation of the distribution of undeformed chip thicknesses in surface grinding. Int. J. Mach. Tools Manuf. 2018, 127, 14–27. [Google Scholar] [CrossRef]
- Dai, C.; Ding, W.; Xu, J.; Fu, Y.; Yu, T. Influence of grain wear on material removal behavior during grinding nickel-based superalloy whit a single diamond grain. Int. J. Mach. Tools Manuf. 2016, 113, 49–58. [Google Scholar] [CrossRef]
- Wu, H.; Huang, H.; Jiang, F.; Xu, X. Mechanical wear of different crystallographic orientations for single abrasive diamond scratching on Ta12W. Int. J. Refract. Met. Hard Mater. 2016, 54, 260–269. [Google Scholar] [CrossRef]
- Ohnishi, O.; Suzuki, H.; Uhlmann, E.; Schroer, N.; Sammler, C.; Weismiller, M.; Spur, G. Handbook of Ceramics Grinding and Polishing; William Andrew Publishing: Burlington, MA, USA, 2015; pp. 190–191. [Google Scholar]
- Yin, G.; Marinescu, I. A Heat Transfer Model of Grinding Process Based on Energy Partition Analysis and Grinding Fluid Cooling Application. J. Manuf. Sci. Eng. 2017, 139, 121015. [Google Scholar] [CrossRef]
- Li, H.N.; Axinte, D. On a stochastically grain-discretized model for 2D/3D temperature mapping prediction in grinding. Int. J. Mach. Tools Manuf. 2017, 116, 60–76. [Google Scholar] [CrossRef]
- Rao, X.; Xhang, F.; Lu, Y.; Luo, X.; Chen, F. Surface and subsurface damage of reaction-bonded silicon carbide induced by electrical discharge diamond grinding. Int. J. Mach. Tools Manuf. 2020, 154, 103564. [Google Scholar] [CrossRef]
- Opoz, T.T.; Chen, X. Experimental investigation of material removal mechanism in single grit grinding. Int. J. Mach. Tools Manuf. 2012, 63, 32–40. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Guzeev, V.I.; Ardashev, D.V.; Pimenov, D.Y.; Patra, K.; Kapłonek, W.; Nadolny, K.A. Study on the Machinability of Steels and Alloys to Develop Recommendations for Setting Tool Performance Characteristics and Belt Grinding Modes. Materials 2020, 18, 3978. [Google Scholar] [CrossRef]
- Kuo, C.; Hsu, Y.; Chung, C.; Chen, C.C.A. Multiple criteria optimization in coated abrasive grinding of titanium alloy using minimum quantity lubrication. Int. J. Mach. Tools Manuf. 2017, 115, 47–59. [Google Scholar] [CrossRef]
- Karpushewski, B.; Kundrak, J.; Varga, G.; Deszpoth, I.; Borysenko, D. Determination of specific cutting force components and exponents when applying high feed rates. Procedia CIRP 2018, 77, 30–33. [Google Scholar] [CrossRef]
- Hlaskova, L.; Kopecky, Z.; Novak, V. Influence of wood modification on cutting force, specific cutting resistance and fracture parameters during the sawing process using circular sawing machine. Eur. J. Wood Wood Prod. 2020, 78, 1173–1182. [Google Scholar] [CrossRef]
- Keresztes, R.; Kalacska, G.; Zsidai, L.; Dobrocsi, Z. Machinability of engineering polymers. Sustain. Constr. Des. 2011, 2, 106. [Google Scholar]
- Chan, S.M.T.; Neu, C.P.; Komvopoulos, K.; Reddi, A.H.; Di Cesare, P.E. Friction and wear of hemiarthroplasty biomaterials in reciprocating sliding contact with articular cartilage. J. Tribol. 2011, 133, 041201. [Google Scholar] [CrossRef] [Green Version]
- Hayden, L.R.; Escaro, S.; Wilhite, D.R.; Hanson, R.R.; Jackson, R.L. A comparision of friction measurements of intact articular cartilage in contact with cartilage, glass and metal. J. Biomim. Biomater. Biomed. Eng. 2019, 41, 23–35. [Google Scholar]
- Krishan, R.; Mariner, N.E.; Ateshian, G.A. Effect of dynamic loading on the frictional response of bovine articular cartilage. J. Biomech. 2005, 38, 1665–1673. [Google Scholar] [CrossRef] [Green Version]
- Liao, Z.; Axinte, D.A. On chip formation mechanism in orthogonal cutting of bone. Int. J. Mach. Tools Manuf. 2016, 102, 41–55. [Google Scholar] [CrossRef]
- Bai, W.; Shu, L.; Sun, R.; Xu, J.; Silberschmidt, V.; Sugita, N. Mechanism of material removal in orthogonal cutting of cortical bone. J. Mech. Behav. Biomed. Mater. 2020, 104, 103618. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Grain Number | Grain Size (μm) | ||
|---|---|---|---|---|
| Min | Max | Mean Grain Size b (µm) | ||
| Brown fused alumina and silicon carbide | F46 | 355 | 425 | 390 |
| F60 | 250 | 300 | 275 | |
| F80 | 180 | 212 | 196 | |
| F100 | 125 | 150 | 137.5 | |
| F120 | 106 | 125 | 115.5 | |
| F150 | 75 | 106 | 90.5 | |
| Symbol | D1 | D2 | L1 | L2 | b |
|---|---|---|---|---|---|
| Description | Abrasive Tool Diameter | Pinion Diameter | Pinion Length (External Water) | Pinion Length (Internal Water) | Mean Grain Size |
| Value | 16 mm | 12 mm | 30 mm | 50 mm | Depends on granulation type |
| Cutting Speed, mm/min | Movement, mm | Time, min | Load, N | Granulation | Grain Material | Environment | Water Injection Type | Number of Samples | ||
|---|---|---|---|---|---|---|---|---|---|---|
| vx | vy | Δx | Δy | t | FN | |||||
| Basic Details Stage | ||||||||||
| 4 | 2 | 1 | 1 | 30 | 5, 10, 15, 20 | 46, 60, 80, 100, 120, 150 | BFA, SiC | Wet and dry | External | 384 |
| Material Determination Stage | ||||||||||
| 4 | 2 | 1 | 1 | 30 | 10 | 80 | BFA, SiC | Wet | Internal | 20 |
| Machining Range Stage | ||||||||||
| 4 | 2 | 0.1, 0.25, 0.5, 1, 2, 3, 4, 5 | 0.1, 0.25, 0.5, 1, 2, 3, 4, 5 | 10 | 10 | 80 | BFA, SiC | Wet | Internal | 16 |
| Tangential Force Type | BFA Wet | SiC Wet | BFA Dry | SiC Dry |
|---|---|---|---|---|
| FTmax, N | 14.45 | 11.20 | 10.12 | 11.58 |
| FTmin, N | 1.65 | 1.32 | 2.19 | 2.68 |
| FTavg, N | 5.51 | 5.68 | 4.80 | 6.46 |
| Tool | Load FN (N) | |||
|---|---|---|---|---|
| 5 | 10 | 15 | 20 | |
| Average Penetration Depth, zavg | ||||
| BFA80 wet | 0.85 | 0.93 | 0.85 | 0.72 |
| SiC80 wet | 0.50 | 0.61 | 0.59 | 0.34 |
| Maximum Penetration Depth, zmax | ||||
| BFA80 wet | 1.43 | 1.6 | 1.68 | 1.4 |
| SiC80 wet | 0.79 | 1.02 | 1.19 | 0.42 |
| Tangential Force Type | BFA Wet | SiC Wet | BFA Dry | SiC Dry |
|---|---|---|---|---|
| Cutting Resistance Minimum, kcmin (MPa) | ||||
| FTmax | 4.63 | 3.59 | 3.24 | 3.71 |
| FTmin | 0.53 | 0.42 | 0.70 | 0.86 |
| FTavg | 1.77 | 1.82 | 1.54 | 2.07 |
| Cutting Resistance Maximum, kcmax (MPa) | ||||
| FTmax | 19.01 | 14.74 | 13.32 | 15.24 |
| FTmin | 2.17 | 1.74 | 2.88 | 3.53 |
| FTavg | 7.25 | 7.47 | 6.32 | 8.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zawadzki, P. Proposal for a Novel Abrasive Machining Method for Preparing the Surface of Periarticular Tissue during Orthopedic Surgery on Hip Joints. J. Funct. Biomater. 2021, 12, 50. https://doi.org/10.3390/jfb12030050
Zawadzki P. Proposal for a Novel Abrasive Machining Method for Preparing the Surface of Periarticular Tissue during Orthopedic Surgery on Hip Joints. Journal of Functional Biomaterials. 2021; 12(3):50. https://doi.org/10.3390/jfb12030050
Chicago/Turabian StyleZawadzki, Paweł. 2021. "Proposal for a Novel Abrasive Machining Method for Preparing the Surface of Periarticular Tissue during Orthopedic Surgery on Hip Joints" Journal of Functional Biomaterials 12, no. 3: 50. https://doi.org/10.3390/jfb12030050
APA StyleZawadzki, P. (2021). Proposal for a Novel Abrasive Machining Method for Preparing the Surface of Periarticular Tissue during Orthopedic Surgery on Hip Joints. Journal of Functional Biomaterials, 12(3), 50. https://doi.org/10.3390/jfb12030050