

Mechanical Properties of Ti-Nb-Cu Alloys for Dental Machining Applications


Abstract
:1. Introduction
2. Materials and Methods
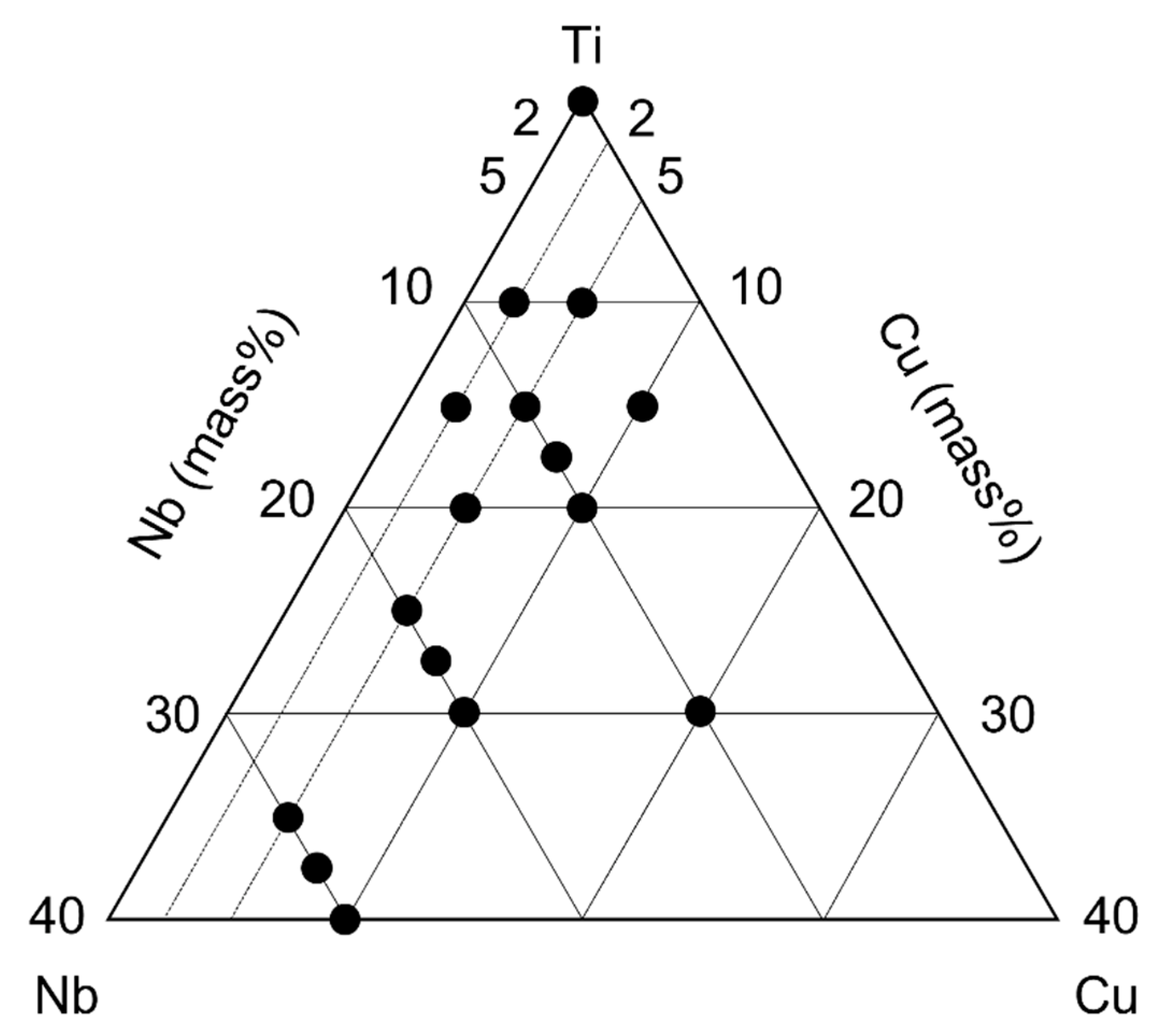
2.1. Alloy Design and Preparation
2.2. Preparation of Specimens
2.3. Phase Identification
2.4. Metallography
2.5. Hardness Tests
2.6. Tensile Tests
2.7. Statistical Analysis
3. Results
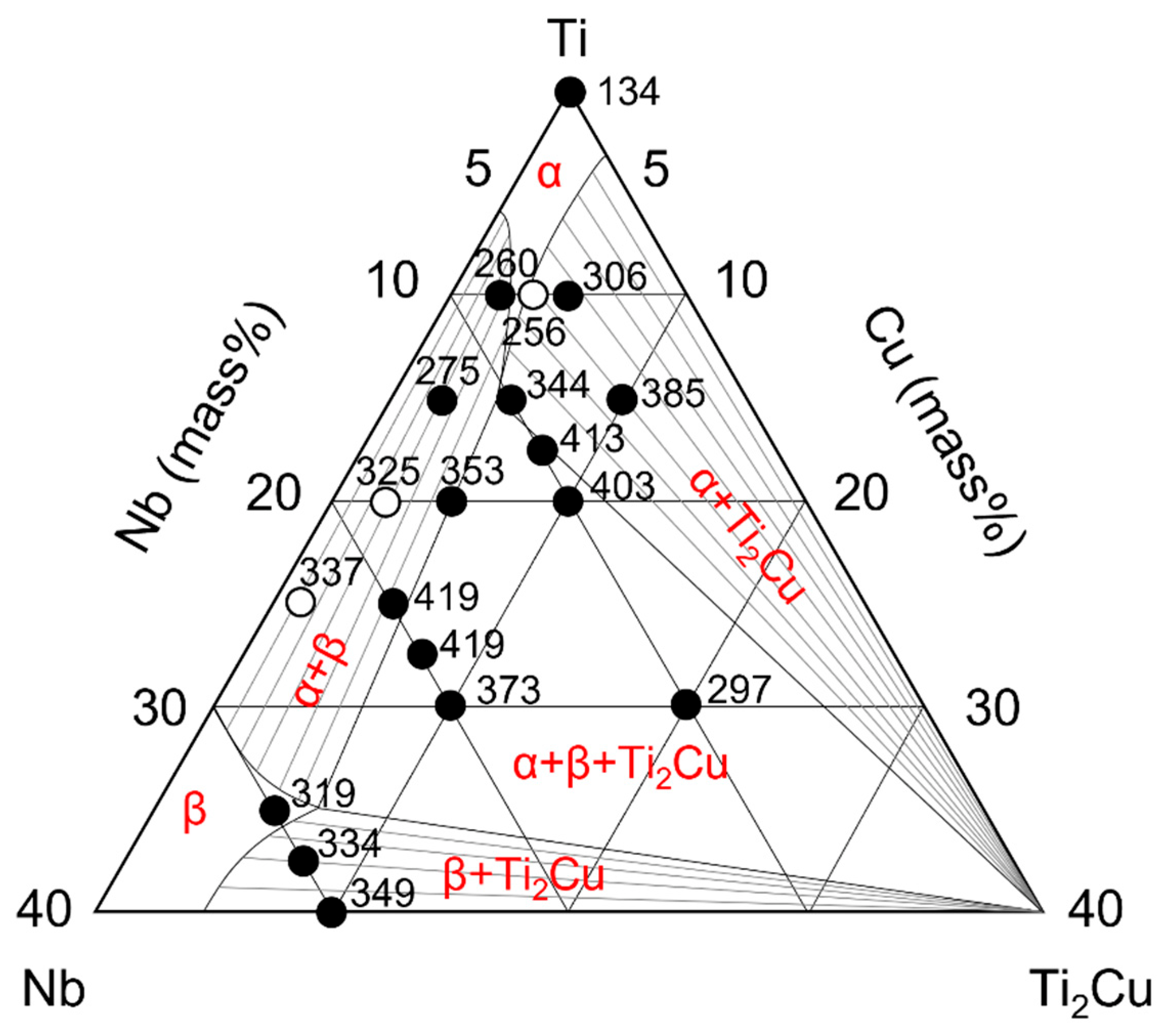
3.1. XRD Findings
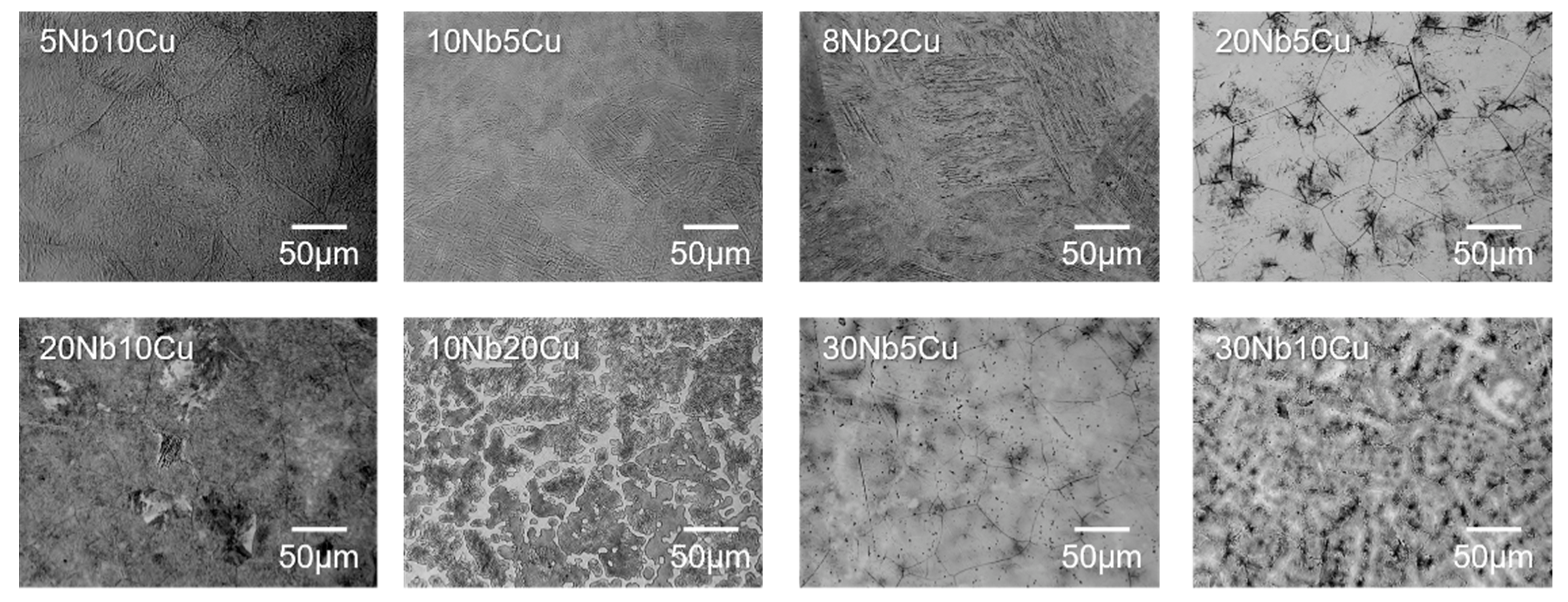
3.2. Metallography
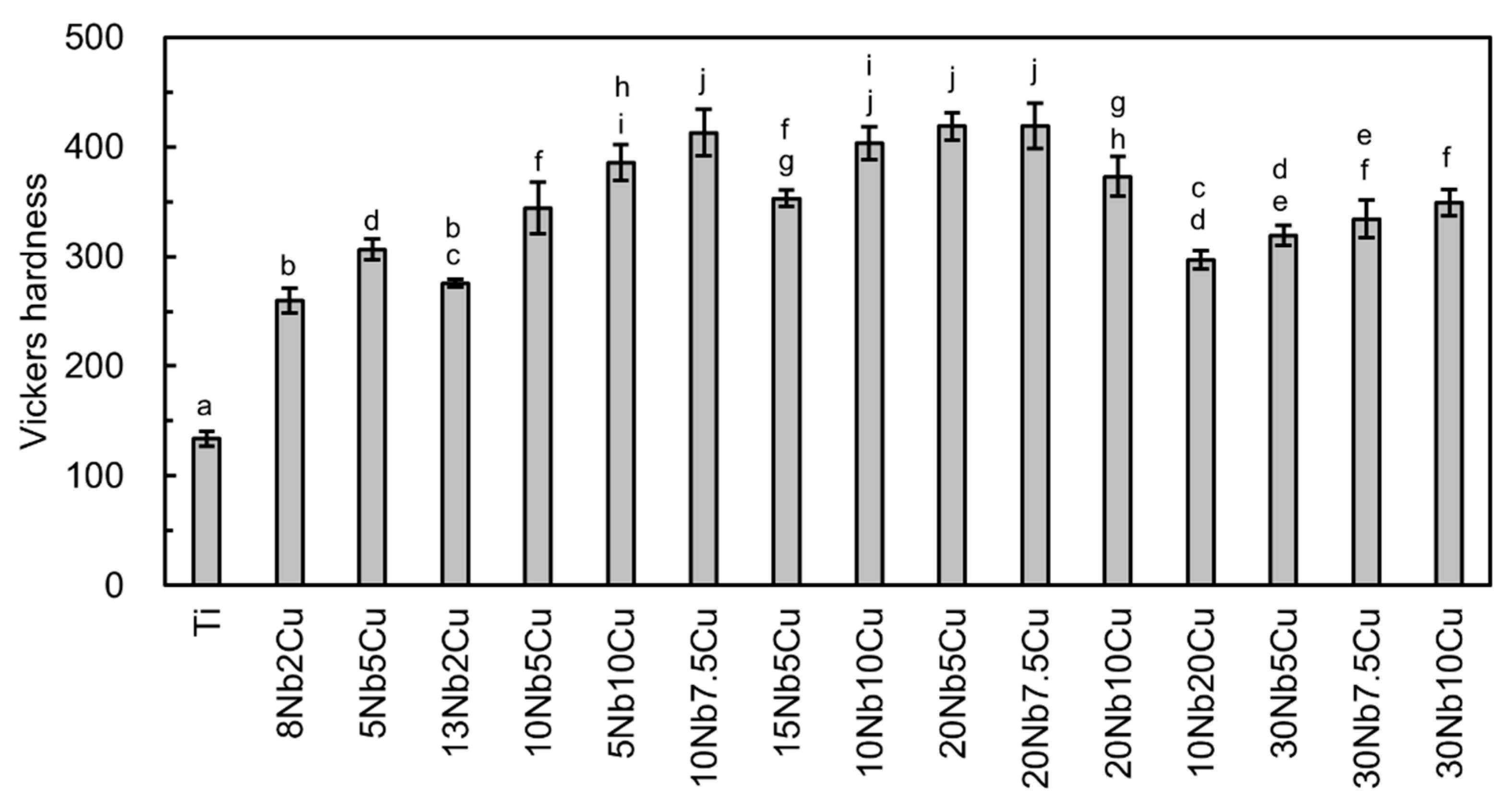
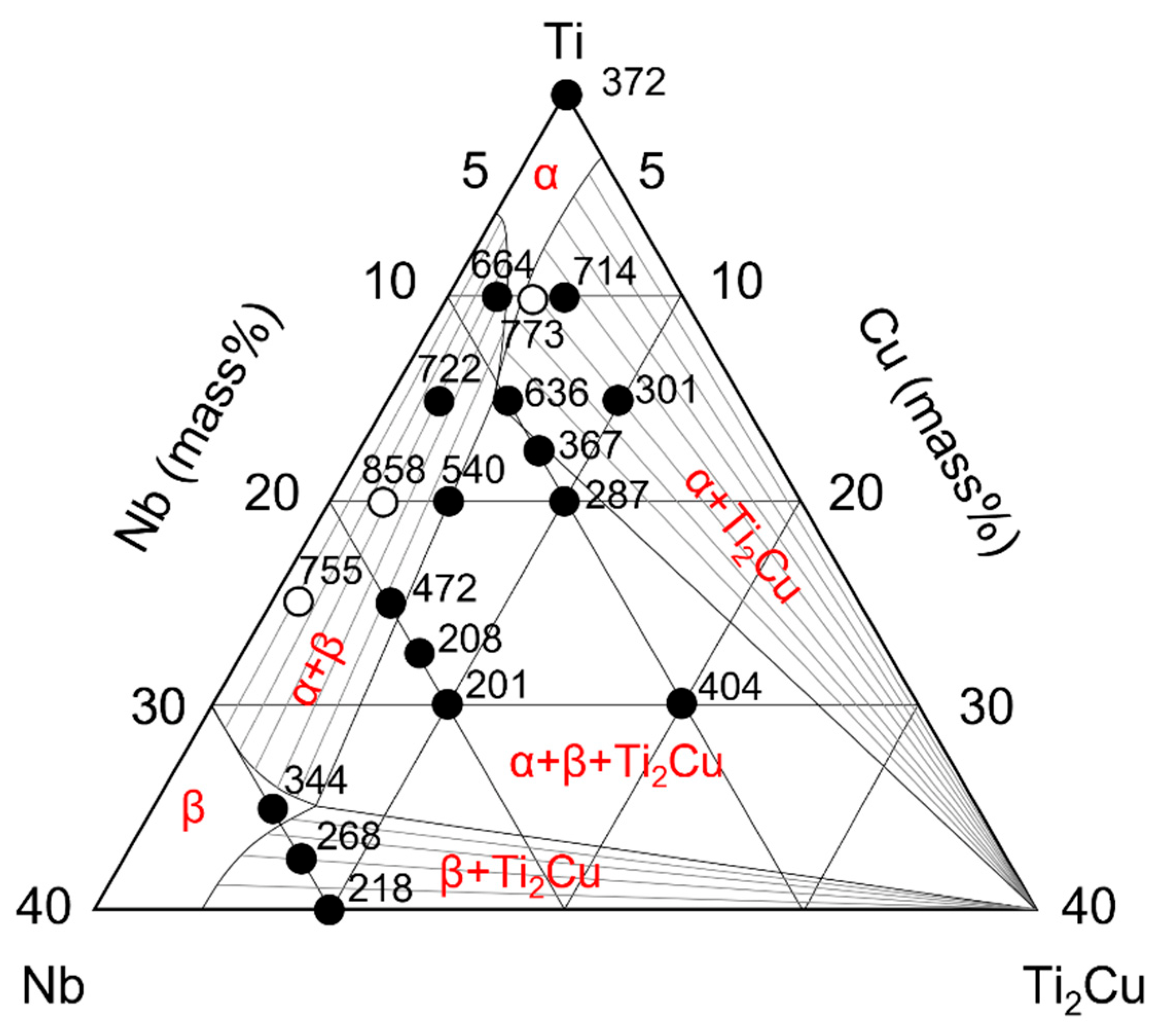
3.3. Vickers Hardness
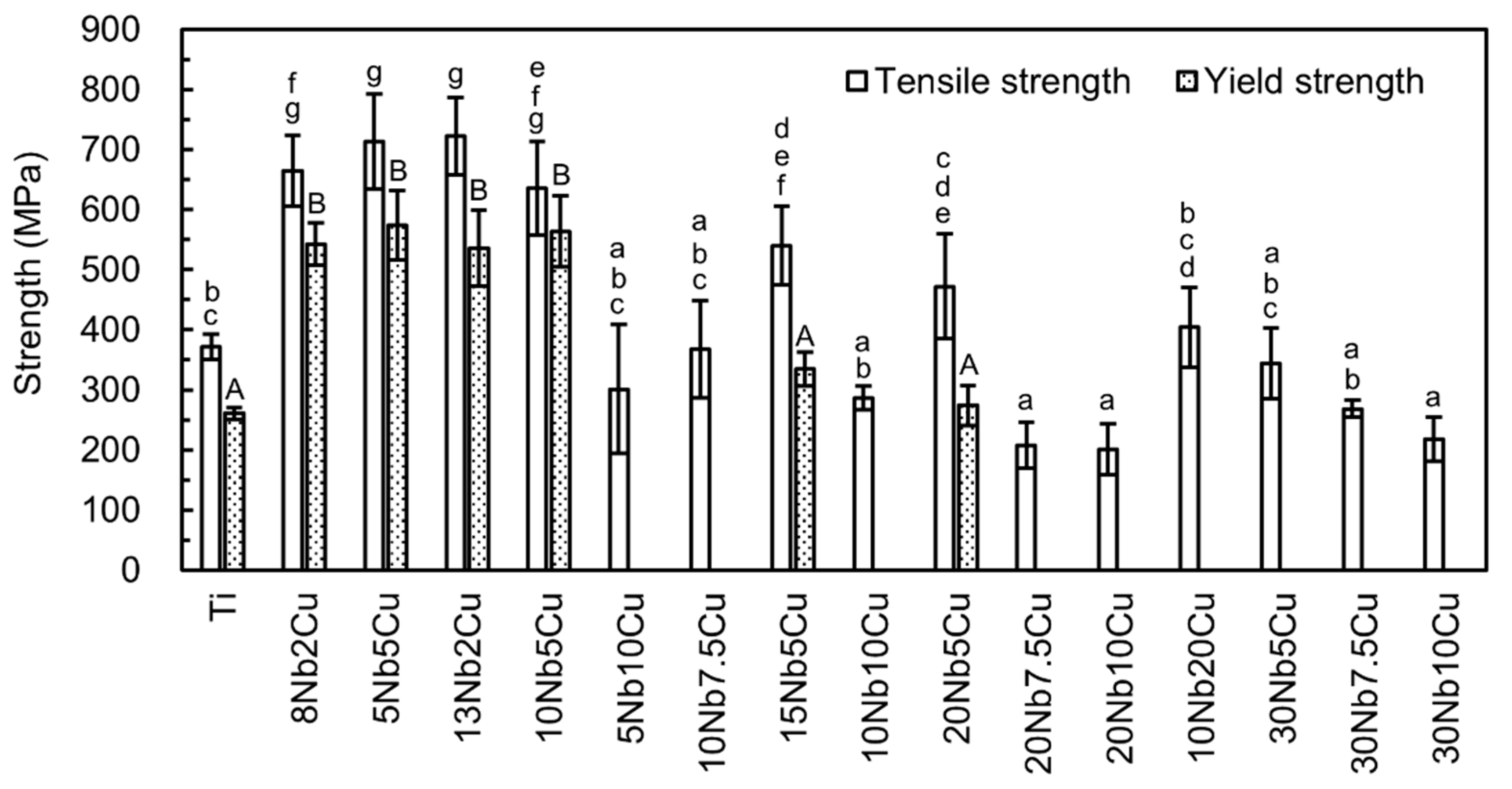
3.4. Tensile Test
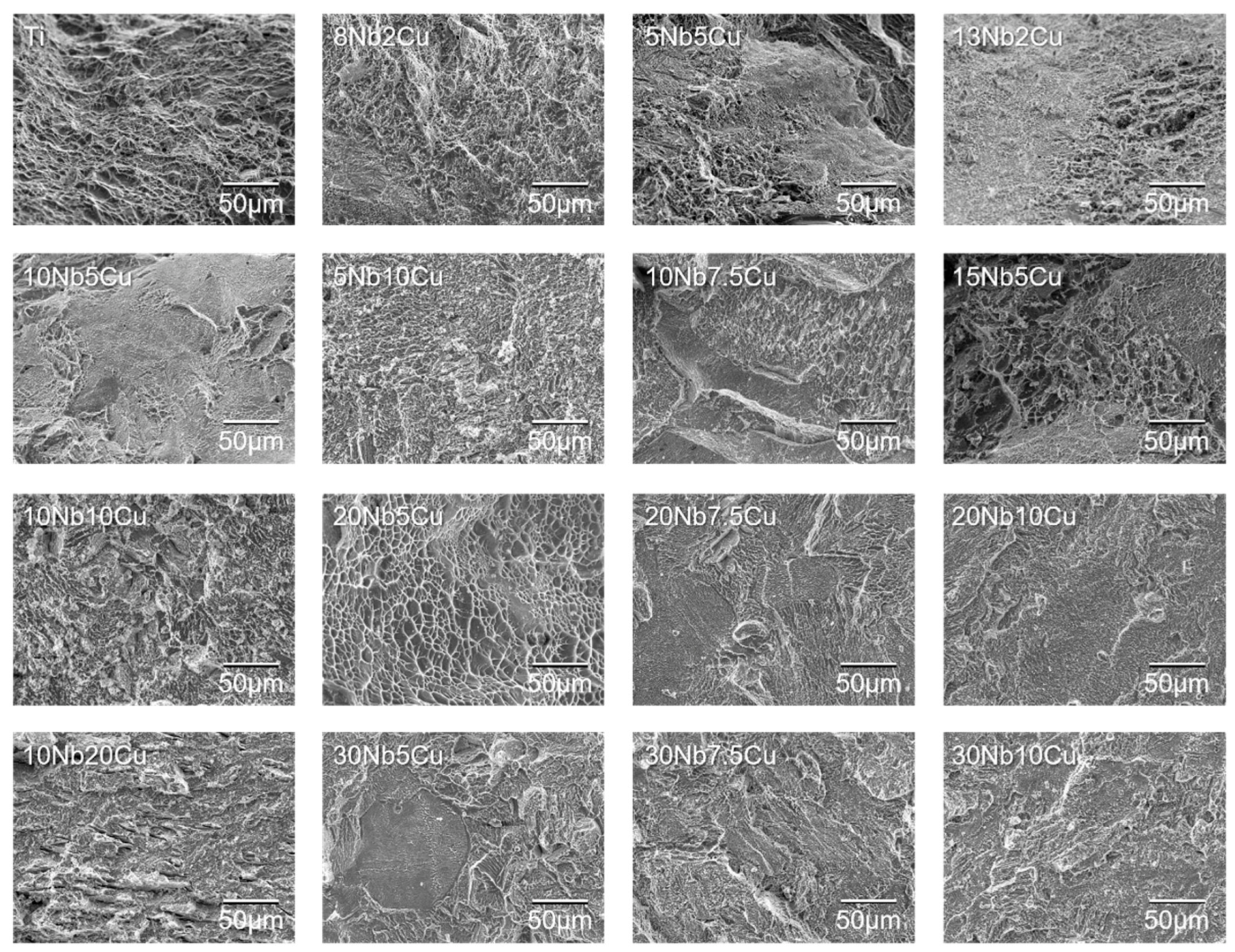
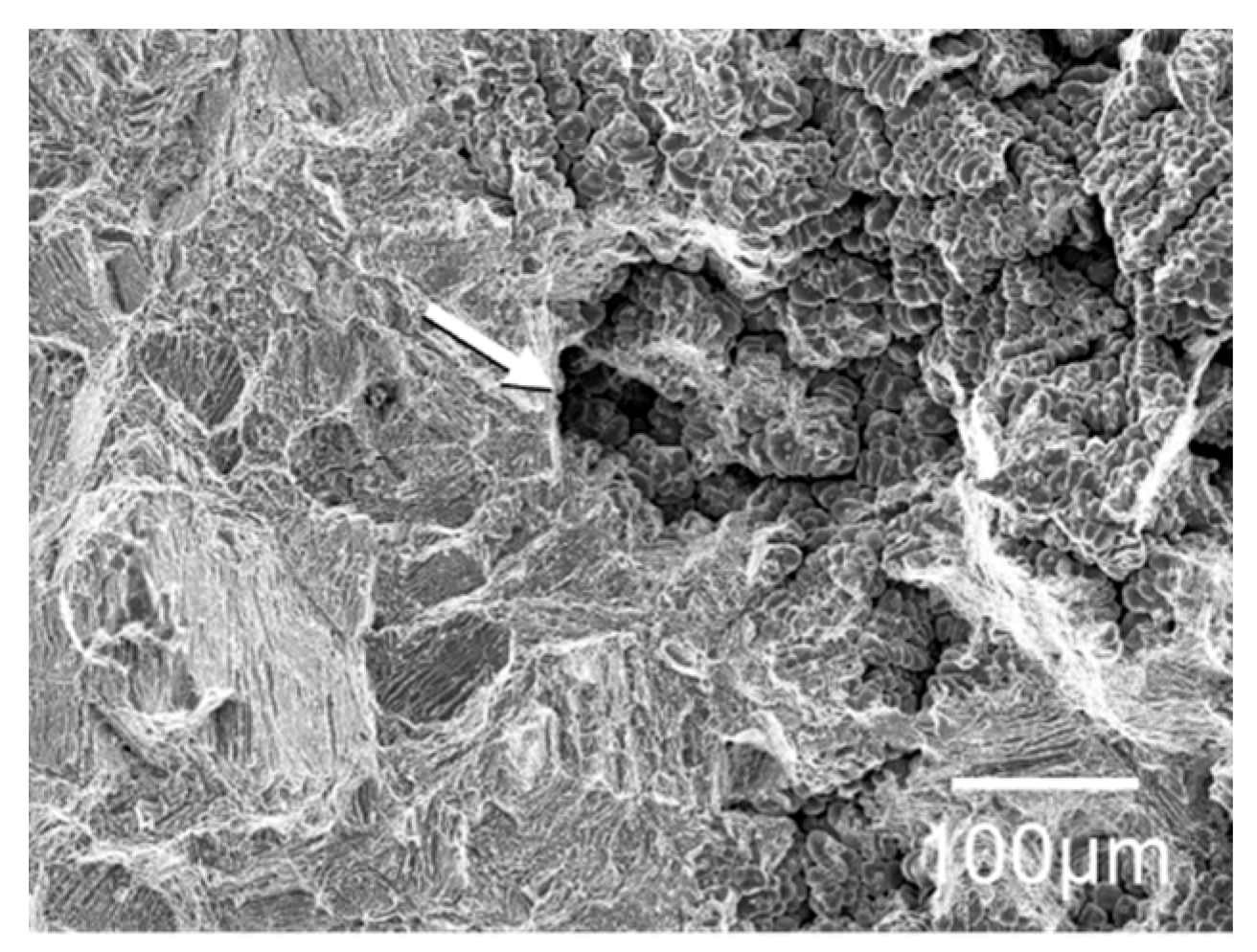
3.5. Observation of Fracture Surface after Tensile Test
4. Discussion
4.1. Alloy Phases and Mechanical Properties
4.2. Dental Application of Ti-Nb-Cu Alloys
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- O’Brien, W.J. Tabulated Values of Physical and Mechanical Properties. Dental Materials and Their Selection, 3rd ed.; Quintessence Publishing: Carol Stream, IL, USA, 2002; pp. 309–390. [Google Scholar]
- ISO 22674; Dentistry—Metallic Materials for Fixed and Removable Restorations and Appliances. ISO: Geneva, Switzerland, 2016; pp. 1–36.
- Pommer, B.; Mailath-Pokorny, G.; Haas, R.; Buseniechner, D.; Millesi, W.; Fürhauser, R. Extra-short (<7mm) and extra-narrow diameter (<3.5mm) implants: A meta-analytic literature review. Eur. J. Oral. Implantol. 2018, 11, 137–146. [Google Scholar]
- Bordin, D.; Witek, L.; Fardin, V.P.; Bonfante, E.A.; Coelho, P.G. Fatigue failure of narrow implants with different implant-abutment connection designs. J. Prosthodont. 2018, 27, 659–664. [Google Scholar] [CrossRef] [PubMed]
- Osman, R.B.; Swain, M.V. A critical review of dental implant materials with an emphasis on titanium versus zirconia. Materials 2015, 8, 932–958. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Domingo, J.L. Vanadium: A review of the reproductive and developmental toxicity. Reprod. Toxicol. 1996, 10, 175–182. [Google Scholar] [CrossRef]
- Bondy, S.C. The neurotoxicity of environmental aluminum is still an issue. Neurotoxicology 2010, 31, 575–581. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kikuchi, M.; Okuno, O. Machinability evaluation of titanium alloys. Dent. Mater. J. 2004, 23, 37–45. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tanzil, S.U.; Saifullah, K. A study on machinability of Ti6Al4V—Process and optimization. Tech. Rep. 2017, 1–21. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A. Review on machinability of titanium alloys: The process perspective. Rev. Adv. Mater. Sci. 2013, 34, 148–164. [Google Scholar]
- Kikuchi, M.; Takahashi, M.; Okuno, O. Mechanical properties and grindability of dental cast Ti-Nb alloys. Dent. Mater. J. 2003, 22, 328–342. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, M.; Kikuchi, M.; Takada, Y.; Okuno, O. Mechanical properties and microstructures of dental cast Ti-Ag and Ti-Cu alloys. Dent. Mater. J. 2002, 21, 270–280. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kikuchi, M.; Takahashi, M.; Okabe, T.; Okuno, O. Grindability of dental cast Ti-Ag and Ti-Cu alloys. Dent. Mater. J. 2003, 22, 191–205. [Google Scholar] [CrossRef] [PubMed]
- Takahashi, M.; Kikuchi, M.; Okuno, O. Mechanical properties and grindability of experimental Ti-Au alloys. Dent. Mater. J. 2004, 23, 203–210. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Takahashi, M.; Kikuchi, M.; Okuno, O. Grindability of dental cast Ti-Zr alloys. Mater. Trans. 2009, 50, 859–863. [Google Scholar] [CrossRef] [Green Version]
- Akbarpour, M.R.; Mirabad, H.M.; Hemmati, A.; Kim, H.S. Processing and microstructure of Ti-Cu binary alloys: A comprehensive review. Prog. Mater. Sci. 2022, 127, 100933. [Google Scholar] [CrossRef]
- Takada, Y.; Okuno, O. Corrosion characteristics of α-ti and Ti2Cu composing Ti-Cu alloys. Dent. Mater. J. 2005, 24, 610–616. [Google Scholar] [CrossRef] [Green Version]
- Zhang, E.; Ren, J.; Li, S.; Yang, L.; Qin, G. Optimization of mechanical properties, biocorrosion properties and antibacterial properties of as-cast Ti–Cu alloys. Biomed. Mater 2016, 11, 065001. [Google Scholar] [CrossRef]
- Korda, A.A.; Munawaroh, S.; Basuki, E.A. The antimicrobial activity and characterization of the cast titanium copper alloys with variations of copper content. IOP Conf. Ser. Mater. Sci. Eng. 2019, 547, 012002. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Zhang, S.; Sun, Z.; Wang, H.; Ren, L.; Yang, K. Optimization of mechanical property, antibacterial property and corrosion resistance of Ti-Cu alloy for dental implant. J. Mater. Sci. Technol. 2019, 35, 2336–2344. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, S.; Liu, H.; Ren, L.; Wang, Q.; Zhang, Y. Effects of surface roughening on antibacterial and osteogenic properties of Ti-Cu alloys with different Cu contents. J. Mater. Sci. Technol. 2021, 88, 158–167. [Google Scholar] [CrossRef]
- Yi, C.B.; Ke, Z.Y.; Zhang, L.; Tan, J.; Jiang, Y.H.; He, Z. Antibacterial Ti-Cu alloy with enhanced mechanical properties as implant applications. Mater. Res. Express 2020, 7, 105404. [Google Scholar] [CrossRef]
- Takahashi, M.; Kikuchi, M.; Takada, Y. Mechanical properties and microstructures of dental cast Ti-6Nb-4Cu, Ti-18Nb-2Cu, and Ti-24Nb-1Cu alloys. Dent. Mater. J. 2016, 35, 564–570. [Google Scholar] [CrossRef]
- Takahashi, M.; Kikuchi, M.; Takada, Y. Grindability of Ti-Nb-Cu alloys for dental machining applications. Metals 2022, 12, 861. [Google Scholar] [CrossRef]
- Horiuchi, Y.; Nakayama, K.; Inamura, T.; Kim, H.Y.; Wakashima, K.; Miyazaki, S.; Hosoda, H. Effect of Cu addition on shape memory behavior of Ti-18 mol%Nb alloys. Mater. Trans. 2007, 48, 414–421. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Z.; Xu, W.; Xin, H.; Yu, F. Microstructure, corrosion and anti-bacterial investigation of novel Ti-xNb-yCu alloy for biomedical implant application. J. Mater. Res. Technol. 2022, 18, 5212–5225. [Google Scholar] [CrossRef]
- Sato, K.; Takahashi, M.; Takada, Y. Construction of Ti-Nb-Ti2Cu pseudo-ternary phase diagram. Dent. Mater. J. 2020, 39, 422–428. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oda, Y. Forefront of dental application of titanium. J. Tokyo Dent. Coll. Soc. 2014, 114, 187–197. [Google Scholar]
- Eremenko, V.N.; Buyanov, Y.I.; Prima, S.B. Phase diagram of the system titanium-copper. Powder Met. Met. Ceram. 1966, 5, 494–502. [Google Scholar] [CrossRef]
- ASM International Alloy Phase Diagram and Handbook Committee. Section 2: Binary Alloy Phase Diagrams. In ASM Handbook Volume 3: Alloy Phase Diagrams; ASM Int.: Materials Park, OH, USA, 1992; pp. 180–307. [Google Scholar]
- Hsu, H.-C.; Wu, S.-C.; Hsu, S.-K.; Syu, J.-Y.; Ho, W.-F. The structure and mechanical properties of as-cast Ti–25Nb–xSn alloys for biomedical applications. Mater. Sci. Eng. A 2013, 568, 1–7. [Google Scholar] [CrossRef]
- Lee, C.M.; Ho, W.F.; Ju, C.P.; Chern Lin, J.H. Structure and properties of Titanium–25 niobium–x iron alloys. J. Mater. Sci. Mater. Med. 2002, 13, 695–700. [Google Scholar] [CrossRef]
- Hsu, H.-C.; Hsu, S.-K.; Wu, S.-C.; Lee, C.-J.; Ho, W.-F. Structure and mechanical properties of as-cast Ti–5Nb–xFe alloys. Mater. Charact. 2010, 61, 851–858. [Google Scholar] [CrossRef]
- Al-Zain, Y.; Kim, H.Y.; Hosoda, H.; Nam, T.H.; Miyazaki, S. Shape memory properties of Ti–Nb–Mo biomedical alloys. Acta Mater. 2010, 58, 4212–4223. [Google Scholar] [CrossRef]
- Mori, M. Dimple. J. High Press Inst. Jpn. 1974, 12, 232–235. [Google Scholar] [CrossRef]
- Aoki, T.; Okafor, I.C.I.; Watanabe, I.; Hattori, M.; Oda, Y.; Okabe, T. Mechanical properties of cast Ti-6Al-4V-XCu alloys. J. Oral Rehabil. 2004, 31, 1109–1114. [Google Scholar] [CrossRef] [PubMed]
- Kobayashi, E.; Doi, H.; Takahashi, M.; Nakano, T.; Yoneyama, T.; Hamanaka, H. Castability and mechanical properties of Ti-6Al-7Nb alloy dental-cast. JJ Dent. Mater. 1995, 14, 406–413. [Google Scholar]
- Kikuchi, M. Development of titanium alloys for dental CAD/CAM systems. Kagoshima Univ. Repos. 2014, 34, 41–51. [Google Scholar]
- ASM Committee on Titanium and Titanium Alloys. Introduction to Titanium and Its Alloys. In Metals Handbook, Properties and Selection: Stainless Steels, Tool Materials and Special-Purpose Metals Vol. 3, 9th ed.; ASM Press Int.: Materials Park, OH, USA, 1980; pp. 353–360. [Google Scholar]
- da Rocha, S.S.; Adabo, G.L.; Henriques, G.E.P.; Nóbilo, M.A.A. Vickers hardness of cast commercially pure titanium and Ti-6Al-4V alloy submitted to heat treatments. Braz. Dent. J. 2006, 17, 126–129. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Alloy Phase |
|---|---|
| Ti-8%Nb-2%Cu | α + β |
| Ti-5%Nb-5%Cu | α + Ti2Cu |
| Ti-13%Nb-2%Cu | α + β |
| Ti-10%Nb-5%Cu | α + Ti2Cu |
| Ti-5%Nb-10%Cu | α + Ti2Cu |
| Ti-10%Nb-7.5%Cu | α + β + Ti2Cu |
| Ti-15%Nb-5%Cu | α + β |
| Ti-10%Nb-10%Cu | α + β + Ti2Cu |
| Ti-20%Nb-5%Cu | α + β |
| Ti-20%Nb-7.5%Cu | α + β + Ti2Cu |
| Ti-20%Nb-10%Cu | α + β + Ti2Cu |
| Ti-10%Nb-20%Cu | α + β + Ti2Cu |
| Ti-30%Nb-5%Cu | β |
| Ti-30%Nb-7.5%Cu | β + Ti2Cu |
| Ti-30%Nb-10%Cu | β + Ti2Cu |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takahashi, M.; Sato, K.; Togawa, G.; Takada, Y. Mechanical Properties of Ti-Nb-Cu Alloys for Dental Machining Applications. J. Funct. Biomater. 2022, 13, 263. https://doi.org/10.3390/jfb13040263
Takahashi M, Sato K, Togawa G, Takada Y. Mechanical Properties of Ti-Nb-Cu Alloys for Dental Machining Applications. Journal of Functional Biomaterials. 2022; 13(4):263. https://doi.org/10.3390/jfb13040263
Chicago/Turabian StyleTakahashi, Masatoshi, Kotaro Sato, Genichi Togawa, and Yukyo Takada. 2022. "Mechanical Properties of Ti-Nb-Cu Alloys for Dental Machining Applications" Journal of Functional Biomaterials 13, no. 4: 263. https://doi.org/10.3390/jfb13040263
APA StyleTakahashi, M., Sato, K., Togawa, G., & Takada, Y. (2022). Mechanical Properties of Ti-Nb-Cu Alloys for Dental Machining Applications. Journal of Functional Biomaterials, 13(4), 263. https://doi.org/10.3390/jfb13040263